
Защита алюминия от коррозии в домашних условиях
Способы защиты алюминия от коррозии
 Что использовать для защиты алюминия от коррозии
Что использовать для защиты алюминия от коррозии
Такой металл, как алюминий, а также его сплавы различаются прекрасной устойчивостью к разрушениям разного вида. Но несмотря на это коррозия алюминия является достаточно нередким явлением. Разные типы коррозии представляют собой главную причину порчи подобных материалов.
Для борьбы с процессами разрушения требуется в любом случае понимать условия, которые и представляют собой причины их появления. Коррозия алюминия – это особая реакция, которая имеет место между окружающей средой, а также металлом.
Такой процесс может иметь и химическое, и естественное происхождение. Самой популярной разновидностью уничтожения металла можно с уверенностью называть воздействие на его поверхность процесса ржавления. По этой причине требуется защита алюминия от коррозии.
Общие сведения
Особенностью всех типов металлов можно называть их характеристику входить в реакцию с Н2О, а еще окружающей средой. Различием для всех видов металлом считается лишь интенсивность этого вида процесса. Например, у благородных металлов наподобие золота скорость этой реакции не будет очень быстрой, а вот железо, и алюминий в том числе, будут реагировать на воздействия этого характера крайне быстро. Можно выделить пару факторов, которые оказывают непосредственное воздействие на интенсивность протекания коррозионного процесса. Одним из них можно называть уровень агрессивности окружающей среды, а также химическую или металлургическую структуру. Атмосфере, которая окружает нас, всегда характерен установленный уровень влаги. Помимо этого, ей будет характерен отдельный уровень отходов и загрязнений.
Если учитывать, что атмосферные характеристики часто определяются по региону, а также уровнем индустриализации, на данный момент можно отметить:
 Сельская местность (небольшой уровень загрязнений и средняя степень влажности).
Сельская местность (небольшой уровень загрязнений и средняя степень влажности).- Области около моря (средний уровень загрязненности, а также высокий уровень влаги).
- Городская местность (степень влажности средняя, а также уровень продуктов распадов топлива жидкого типа, окислов углерода и серы тоже средний).
- Индустриальные и промышленные зоны (большое количестве окислов углерода, кислот и серы, а еще средний уровень влаги).
 Сельская местность (небольшой уровень загрязнений и средняя степень влажности).
Сельская местность (небольшой уровень загрязнений и средняя степень влажности).Для большого количества случаев, кислоты неорганического типа, даже при малой концентрации способы растворять алюминий. И даже пленка натурального происхождения оксида алюминия не способа стать достаточной защитой от появления коррозионных процессов. Самыми мощными растворителями можно называть калий, фтор и натрий. Более того, алюминию характерна достаточно низкий уровень сопротивляемости к соединению брома и хрома. Достаточно агрессивные к разным сплавам алюминиевых металлов будут цементные и известковые растворы.
Можно выделить несколько видов коррозионных алюминий и его сплавов:
- Поверхностная. Такой тип разрушений встречается чаще всего и является менее вредоносным, чем остальные. Его лучше поменять на поверхности. Это дает возможность применят предохранительные средства, а поверхностные разрушения крайне часто встречаются на анодированном профиле для строительства.
- Локальная. Эти виды разрушений проявляется в виде форм, пятен и углублений. Такая разновидность коррозии бывает междукристаллического и поверхностного типа. Разрушения этого характера являются крайне опасными, по причине того, что их весьма сложно обнаружить. Такой тип коррозии крайне часто разрушают именно труднодоступные части узлов и конструкций.
- Филигранная или нитеподобная. Этот тип разрушений алюминия часто появляются под покрытием органических видов, а еще на граничных обрабатываемых поверхностях. Коррозия нитеподобного типа появляется в ослабленных местах повреждения покрытия органического вида или краях отверстий.
Достаточно часто, естественных антикоррозийных способностей сплавов и самого алюминия для защиты от разрушений бывает крайне недостаточно. А вот длительный эксплуатационный период изделий из таких металлов, и в обязательно порядке требуется применять дополнительные способы защиты.
К самым популярным методами протекции металлов от коррозии можно относить:
- Анодированное окисление (исследования специалистов из Германии показывают, что такой тип защиты применяется на 15% от основного количества производства строительных профилей в мире).
- Покрытие поверхности металла составами порошкового типа.
- Защита от контактирования с остальными металлами.
Рассмотрим подробнее все способы защиты алюминия от коррозии
Анодирование
Именно анодированное покрытие может представлять собой покрытие, которое создает на поверхности алюминия довольно прочную пленку из алюминия оксида, которая не поддается воздействию агрессивной среды. Подобная обработка дает возможность создавать на поверхности металлов аналогичный слой пленки, который просто не оставит алюминию возможность контактировать со внешней средой и ограждает его пот окислительных процессов.
Защиты от контактов с остальными металлами
 При соприкосновении с остальными металлами, алюминий и сплавы алюминия способы составить гальваническую пару. Такое соприкосновение часто может становиться причиной образования коррозии. Для того, чтобы избежать появления таких процессов, требуется применять на изделиях из такого металла крепления, которые сделаны лишь из оцинкованной и нержавеющей стали.
При соприкосновении с остальными металлами, алюминий и сплавы алюминия способы составить гальваническую пару. Такое соприкосновение часто может становиться причиной образования коррозии. Для того, чтобы избежать появления таких процессов, требуется применять на изделиях из такого металла крепления, которые сделаны лишь из оцинкованной и нержавеющей стали.
Полимерные разновидности покрытий
Одним из самых действенных методов антикоррозионной защиты алюминиевых конструкций, а также изделий из сплавов считается покрытие поверхностей посредством различных красок и полимерных видов составов. Постоянное возрастание спроса на изделия и металла, а также огромная цветовая гамма изделия из такого материала будет являться причиной того, что способы и техника нанесения подобных покрытий постоянно улучшаются и становится совершенными с технологической стороны.
Обратите внимание, что современные материалы, посредством которых на поверхность алюминия наносят защитное покрытие, сделаны из растворителей, вяжущих материалов и красителей. Лакокрасочные материалы, в которых нет растворителя, называют порошковыми, а те, в составе которых все же есть растворитель, называют мокрыми красками.
Методы окрашивания, которые применяют современные компании-изготовители, можно поделить на:
- Покрытие на «мокрые поверхности» проводят посредством применения двухкомпонентного лакокрасочного материала с отвердителем, которая в технической информации к материалам часто называют как РUR-Lасk DD краска.
- Порошковые покрытия, которые наносят способом обычного напыления на один слой или даже насухую.
Также хочется отметить, что алюминий сам по себе обладает прекрасными характеристиками устойчивости к коррозионному процессу. Но при контактировании с электричеством или остальными металлами, все же подвергается разным процессам разрушительного типа. Лучшими методами защиты такого металла и его сплавов будет считаться анодирование и нанесение порошкового вида.
Защита алюминия от коррозии
Алюминий и его сплавы отличаются отличной устойчивостью к разрушениям различного характера. Однако, несмотря на это — коррозия алюминия представляет собой не такое уж и редкое явление. Различные формы коррозии представляют собой основную причину порчи этих материалов. Для борьбы с разрушительными процессами необходимо обязательно понимать факторы, которые являются причиной их появления.

Коррозия алюминия представляет собой реакцию, которая имеет место между металлом и окружающей средой. Этот процесс может иметь как естественное, так и химическое происхождение. Самой распространенной формой разрушения металла можно назвать появление на его поверхности процессов ржавления.
Особенностью всех видов металлов можно назвать их свойство вступать в реакцию с водой и окружающей средой. Отличием для каждого вида металла считается только интенсивность данного процесса. К примеру, у благородных металлов типа золота скорость такой реакции не будет слишком быстрой, а вот железо, в том числе и алюминий, будут реагировать на воздействия такого характера достаточно быстро.
Можно выделить два фактора, которые оказывают непосредственное влияние на интенсивность протекания процесса коррозии. Одним из них можно назвать степень агрессивности окружающей среды, а вторым металлургическую или химическую структуру. Атмосфере, которая нас окружает, всегда характерен определенный уровень влажности. Кроме того, ей характерен определенный уровень загрязнений и отходов.
Если учесть, что свойства атмосферы часто определяются регионом и степенью индустриализации, на сегодняшний день можно выделить:
- сельская местность (малая степень загрязнений и средний уровень влажности);
- приморские области (средняя степень загрязнений и высокий уровень влажности);
- городская местность (средний уровень влажности и средний уровень продуктов распадов жидкого топлива, серы и окислов углерода);
- промышленные и индустриальные зоны (большое количество серы, окислов углеродов и кислот, а также средний уровень влажности)
Для большинства случаев, кислоты неорганического типа, даже при низкой концентрации смогут растворить алюминий. И даже натуральная пленка оксида алюминия не сможет стать достаточной защитой от возникновения коррозийных процессов.
Самыми мощными растворителями можно назвать фтор, калий и натрий. Кроме того, алюминию характерна довольно низкая сопротивляемость к соединениям хлора и брома. Весьма агрессивны к различным сплавам алюминиевых металлов, являются известковые и цементные растворы.

Можно выделить несколько разновидностей проявления коррозии алюминия и его сплавов:
- Поверхностная. Данный тип разрушения встречается чаще всего и является наименее вредоносным. Его легче всего заметить на поверхности. Это дает возможность своевременно использовать предохранительные средства. Поверхностные разрушения очень часто встречаются на анодированных профилях для строительства.
- Локальная. Такие разрушения проявляются в виде форм, углублений и пятен. Такой тип коррозии бывает поверхностного и междукристаллического типа. Разрушения такого характера являются особенно опасными, по причине того, что их достаточно сложно обнаружить. Такая коррозия очень часто разрушает именно труднодоступные части конструкций и узлов.
- Нитеподобная или филигранная. Этот вид разрушения алюминия часто появляется под покрытиями органического типа, а также на граничных поверхностях обработки. Нитеподобная коррозия появляется в ослабленных местах повреждения органического покрытия или краях отверстий;
Довольно часто, естественных антикоррозийных способностей алюминия и его сплавов для защиты от разрушений бывает недостаточно. А длительный период эксплуатации изделий из этих металлов, в обязательном порядке потребует использования дополнительных методов защиты. К самым частым методам протекции металлов от коррозии можно отнести:
- анодирование окисление (исследования немецких специалистов показывают, что данный вид защиты используется на 15% от общего количества производства строительных профилей в мире);
- покрытие поверхности металлов порошковыми составами;
- защита от контакта с другими металлами
к содержанию ↑
Анодирование
Анодированное покрытие представляет собой покрытие, которое создает на поверхности алюминия прочную пленку из оксида алюминия, которая не поддается воздействию агрессивных сред. Такая обработка позволяет создать на поверхности металла такой слой пленки, который просто не оставляет алюминию возможности контактировать с внешней средой и ограждает его от процессов окисления.
 Анодированное покрытие различных цветов профилей из алюминия к содержанию ↑
Анодированное покрытие различных цветов профилей из алюминия к содержанию ↑
Защита от контакта с другими металлами
При соприкосновении с другими металлами, алюминий и его сплавы могут составлять гальваническую пару. Такое соприкосновение часто становится причиной коррозии. Для того, чтоб избежать возникновения таких процессов необходимо использовать на изделиях из этого металла крепежи, которые изготовлены только из нержавеющей и оцинкованной стали.
Полимерные покрытия
Одним из самых действенных способов антикоррозийной защиты конструкций из алюминия и его сплавов считается покрытие поверхностей при помощи различных красок и полимерных составов. Постоянный рост спроса на изделия и металла и огромная цветовая изделия из этого материала, является причиной того, что техника и методы нанесения таких покрытий постоянно улучшаются и становятся более совершенными с технологической стороны.
Современные материалы, при помощи которых на алюминий наносится защитное покрытие, состоят из растворителей, красителей и вяжущих материалов. Краски, в которых отсутствует растворитель, называют порошковыми, а те, в составе которых, все-таки, есть растворитель, называются мокрыми красками.
Способы окрашивания, которые используют современные производители можно подразделить на:
- покрытие «на мокрую поверхность» выполняется посредством использования двухкомпонентной краски с отвердителем, которая в технической информации к материалу часто носит название краска DD и PUR-Lack.
- покрытия порошкового типа, наносится методом обычного напыления на один слой или насухо.
Можно отметить, что сам по себе алюминий обладает отличными характеристиками устойчивости к процессу коррозии. Но при контакте с электричеством или другими металлами, все-таки подвергается различным разрушительным процессам.
Лучшими способами защиты этого металла и его сплавов считается анодирование и нанесение порошкового покрытия.
Защита алюминия от коррозии (видео)

Алюминий – широко распространенный в промышленности и быту металл. Окисление алюминия на воздухе не происходит. Его инертность обусловлена тонкой оксидной пленкой, защищающей его. Однако под влиянием определенных факторов из окружающей среды этот метал все же подвергается разрушительным процессам, и коррозия алюминия — не такое уж и редкое явление.
Виды коррозии
Окисляется алюминий в атмосфере быстро, но на небольшую глубину. Этому препятствует защитная окисная пленка. Окисление ускоряется выше температуры плавления алюминия. Если нарушается целостность оксидной пленки, алюминий начинает корродировать. Причинами истончения его защитного слоя могут стать различные факторы, начиная с воздействия кислот, щелочей и заканчивая механическим повреждением.
Коррозия алюминия – саморазрушение металла под воздействием окружающей среды. По механизму протекания выделяют:
- Химическую коррозию – происходит в газовой среде без участия воды.

- Электрохимическую коррозию – протекает во влажных средах.

- Газовое разрушение – но сопровождает нагрев и горячую обработку алюминия. В результате взаимодействия кислорода с металлами возникает плотная окисная пленка. Вот почему алюминий не ржавеет, как и все цветные металлы.

На видео: электрохимическая коррозия металлов и способы защиты.
Коррозионная стойкость алюминия
Окись алюминия создает защитный слой, толщина которого составляет 20—100Å, который химически инертен. Чистый алюминий, с поверхностью, очищенной от защитной пленки, реагирует с водой, выделяя при этом водород и создавая оксидную пленку на поверхности. Таким образом, при контакте с окислителями, поверхность алюминия пассивируется. По сути, кислород, содержащийся в воздухе или растворенный в воде, повышает коррозионную стойкость алюминия, которая, в свою очередь, в значительной степени зависит от содержания примесей других металлов. Известно, что при контакте двух металлов, в среде электролита, образуется гальваническая пара, где анодом становится более активный металл, а катодом — менее активный. В результате электрохимической реакции происходит разрушение структуры анода. Большая часть примесей (железо, свинец, медь и т.д.) играют по отношению к алюминию роль катода, способствуя его разрушению. По этой причине чистый алюминий имеет более высокую стойкость к коррозии, чем технический, который, в свою очередь, более стоек к коррозии, чем сплавы алюминия с другими металлами. Так же стойкость алюминия к коррозии зависит от характеристик внешней среды и от реакций, вызываемых этой средой.
 Рис.2. Механизм образования оксидной пленки на алюминии
Рис.2. Механизм образования оксидной пленки на алюминии
Окрашивание алюминиевой продукции
Большую часть производимых изделий предохраняют нанесением слоя красящих веществ. Если красители растворены, то крашение называют мокрым. Если красители сухие, процедуру часто называют порошковым окрашиванием.
Мокрое окрашивание
Нанесение лакокрасочных слоёв возможно после защиты алюминия пассивирующим грунтом, в состав которых входят соединений цинка, стронция. Грунт наносят в две стадии на скрупулезно подготовленную металлическую основу. После полного испарения растворителя из грунтовочной смеси поверхность покрывают изолирующим внешним слоем масляного или глифталевого лака. Существуют функциональные лакокрасочные составы, защищающие от химических реагентов, от бензина, масел. Для получения цветных декоративных конструкций используют молотковые лаки. При некоторых технологиях защиты наносят бакелитовый лак под давлением, чтобы гарантированно заполнить все микропоры. Выбор покрытия обусловлен будущими условиями эксплуатации. Технология нанесения постоянно совершенствуется.
Порошковое окрашивание
Для использования этого метода металл также нужно очистить от слоя жира, других включений. Подготовку проводят погружением в щелочные, слабощелочные (почти нейтральные), кислотные растворы. Для повышения эффективности очистки иногда добавляют смачиватели.
Следующей стадией подготовки некоторых алюминиевых конструкций является формирование конверсионного слоя обработкой хроматными, фосфатными составами. Иногда используют циркониевые, титановые соединения. Необходимость этого этапа определяется специфическими особенностями изделия. Это вопрос компетенции технологов. Выполнение каждого этапа обработки чередуется с обязательным промыванием и сушкой материала.
Затем наносят полимер, выполняющий защитную функцию. Широко используют полиэфиры. Они образуют плотный слой, стойкий к химическому, механическому, термическому воздействию. Покрытия из полимеризованного уретана обладают большей твердостью. Применяют также эпоксидные, полиэфирно-эпоксидные, акриловые порошки – краски. Они формируют поверхность любого заданного цвета, структуры, способностью отражать световые лучи. Красящий порошок наносят электростатическим или трибостатическим методом.
Электростатически частицы пигмента в воздухе (флюиды) заряжают действием электродов. Трибостатически крупинки краски заряжаются благодаря силе трения, продуцируемой специальным пистолетом. Процесс реализуют в камерах. Неиспользованный порошок собирается, возвращается в исходное место. Стадия завершается полимеризацией при высокой температуре.
Оба вида окрашивания алюминия позволяют получать цвета, соответствующие международным стандартам. Некоторые производственные требования обуславливают необходимость последовательного сочетания двух методов: анодного оксидирования и окрашивания. Количество, суть используемых методов определяются специалистами.
Нивелирование влияния соседствующих материалов
Стимулировать коррозию алюминия могут металлы, материалы, находящиеся рядом. Для предотвращения этого эффекта рядом с алюминиевыми конструкциями позволительно нахождение только нержавеющей или оцинкованной стали. Могут предотвратить контакт прокладки из резины, паронита, битума. Алюминиевые конструкции не должны соприкасаться с бетоном, кирпичом, камнем, деревом. Для защиты рекомендован лак, любые другие изолирующие материалы.
Проявление коррозии алюминия
Выделяют следующие виды коррозии алюминия и его сплавов:
- Поверхностная – наиболее распространенная, приносит наименьший вред, легко заметна и быстро поддается устранению.
- Локальная – разрушения наблюдаются в виде углублений и пятен. Опасный вид коррозии в силу своей незаметности. Встречается в труднодоступных частях и узлах металлических конструкций.
- Нитеподобная, филигрань – наблюдается под покрытиями из органики, на ослабленных местах поверхности.
Любой из видов коррозии конструкций из алюминия является причиной разрушения.

Это сокращает срок эксплуатации изделий. В гальванической паре алюминий может корродировать, при этом он защищает другой металл.
Естественных антикоррозийных свойств алюминия и его сплавов недостаточно. Поэтому механизмы, агрегаты, конструкции и изделия из металла нуждаются в дополнительной защите.
Заключение
Алюминий имеет высокую стойкость к коррозии, однако, при контакте с другими металлами или при воздействии электрического тока подвержен коррозии. Мерами по защите алюминиевых светопрозрачных конструкций от коррозии являются нанесение порошкового покрытия или анодирование, а так же использование нержавеющего или оцинкованного крепежа и элементов конструкции.
Оксидирование алюминия
Оксидирование алюминия протекает при постоянном токе под напряжением 250 В. Наращивание защитной пленки происходит при комнатной температуре с водяным охлаждением. Не требуется импульсного источника. Пленки получаются плотными и прочными в течение 45-60 минут.
На плотность и цвет оксидного покрытия влияет температура электролита:
- пониженная температура образует плотную пленку яркого цвета;
- повышенная – формирует рыхлую пленку, требующую дальнейшей окраски.
Образовать защиту алюминия от коррозии можно электрохимической реакцией. Процесс разделен на несколько этапов:
1. На стадии подготовки алюминиевое изделие обезжиривают, погружая его в раствор щавелевой кислоты.

2. После промывания водой опускают в щелочной раствор, чтобы удалить неравномерно образовавшийся оксидный слой.
3. Для дополнительной окраски алюминиевые изделия погружают в соответствующие растворы солей. Чтобы заполнить образовавшиеся поры, металлический материал обрабатывают паром.

4. Затем изделие подвергают сушке. Анодное оксидирование может проводиться с применением переменного тока.
Для защиты от коррозии применяют химическое оксидирование – менее затратное, не требующее специального электрического оборудования и квалификации исполнителей. Используется несложный химический состав.
В процессе алюминирования полученная оксидная пленка толщиной в 3 мкм имеет салатный цвет, обладает высокими электроизоляционными свойствами, не пориста, не окрашивается.
Коррозия алюминия возникает вследствие находящихся рядом металлов, которые окислились. Предотвращению этот процесса способствует изоляция. Это могут быть прокладки из резины, битума, паронита. При покрытии ржавчиной применяются лак и другие изолирующие материалы. Других способов избавиться от этой проблемы пока нет.
Три способа удалить окисную плёнку с поверхности алюминия (1 видео)
Материалы для обработки алюминия (22 фото)
Способы борьбы с коррозией
Защита от коррозии производится несколькими способами:
- Механическое лакокрасочное защитное покрытие.
- Электрохимическая защита – покрытие более активными металлами;
- Покрытие алюминия порошковыми составами, так называемый процесс аллюминирования;
- Высоковольтное анодирование;
- Химическое оксидирование;
- Применение ингибиторов коррозии.

Механическое покрытие
Как защитить алюминий от коррозии? Чаще всего применяют механический способ – нанесение слоя краски.

Покройте краской изделие и вы убедитесь в действенности этого способа. Окрашивание бывает мокрым и сухим, или порошковым. Эти технологии усовершенствуются. При мокром окрашивании лакокрасочные слои наносят после защиты алюминия составом, содержащим соединения цинка и стронция. Металлическую основу тщательно подготавливают: защищают, шлифуют, сушат. Грунт наносят поэтапно.

Когда растворитель из грунтовочной смеси полностью исчезнет, поверхность можно покрывать изолирующим составом: масляным или глифталиевым лаком.

Специальные составы помогают остановить коррозию и защищают алюминиевые конструкции от химикатов, бензина, различного вида масел. Выбор покрытия зависит от условий последующей эксплуатации металлического изделия:
- молотковые – применяют для получения конструкций различных цветовых оттенков, используемых в декоре;
- бакелитовые – наносят под высоким давлением, заполняя микротрещины и поры.
Порошковое окрашивание требует тщательной очистки поверхности от жира и различных отложений. Это достигается погружением в щелочные или кислотные растворы с добавлением смачивателей. Далее на алюминиевые конструкции наносится слой хроматных, фосфатных, циркониевых или титановых соединений. После этого он не будет окисляться.
После просушки материала на окислившийся участок наносят защитный полимер. Чаще всего используются полиэфиры, стойкие к механическому, химическому и термическому воздействию. Применяют полимеризованный уретан, эпоксидные и акриловые порошки.
Способы борьбы с коррозией алюминия
Алюминий – широко распространенный в промышленности и быту металл. Окисление алюминия на воздухе не происходит. Его инертность обусловлена тонкой оксидной пленкой, защищающей его. Однако под влиянием определенных факторов из окружающей среды этот метал все же подвергается разрушительным процессам, и коррозия алюминия — не такое уж и редкое явление.
Виды коррозии
Окисляется алюминий в атмосфере быстро, но на небольшую глубину. Этому препятствует защитная окисная пленка. Окисление ускоряется выше температуры плавления алюминия. Если нарушается целостность оксидной пленки, алюминий начинает корродировать. Причинами истончения его защитного слоя могут стать различные факторы, начиная с воздействия кислот, щелочей и заканчивая механическим повреждением.
Коррозия алюминия – саморазрушение металла под воздействием окружающей среды. По механизму протекания выделяют:
- Химическую коррозию – происходит в газовой среде без участия воды.
- Электрохимическую коррозию – протекает во влажных средах.

- Газовое разрушение – но сопровождает нагрев и горячую обработку алюминия. В результате взаимодействия кислорода с металлами возникает плотная окисная пленка. Вот почему алюминий не ржавеет, как и все цветные металлы.

На видео: электрохимическая коррозия металлов и способы защиты.
Причины коррозии алюминия
Коррозионная стойкость алюминия зависит от нескольких факторов:
- чистоты – наличия примесей в металле;
- воздействующей среды – алюминий может одинаково подвергаться разрушению и на чистом сельском воздухе и в промышленно загрязненных районах;
- температуры.
Во многих случаях малоконцентрированные кислоты могут растворить алюминий. От возникновения коррозии не защищает естественная окисная пленка.
Мощные разрушители – фтор, калий, натрий. Алюминий и его сплавы корродируют при воздействии химических соединений брома и хлора, растворов извести и цемента.

Коррозия алюминия и его сплавов происходит в воде, воздухе, оксидах углерода и серы, растворах солей. Морская вода приводит к ускоренному разрушению. Алюминий считается активным металлом, но при этом отличается хорошими коррозионными свойствами.
Выделяют два основных фактора, которые влияют на интенсивность коррозийного процесса:
- степень агрессивности воздействующей окружающей среды – влажность, загрязненность, задымленность;
- химическая структура.
Алюминий не подвергается коррозии в чистой воде. Не влияют на защитную оксидную пленку нагревание и пар.
Проявление коррозии алюминия
Выделяют следующие виды коррозии алюминия и его сплавов:
- Поверхностная – наиболее распространенная, приносит наименьший вред, легко заметна и быстро поддается устранению.
- Локальная – разрушения наблюдаются в виде углублений и пятен. Опасный вид коррозии в силу своей незаметности. Встречается в труднодоступных частях и узлах металлических конструкций.
- Нитеподобная, филигрань – наблюдается под покрытиями из органики, на ослабленных местах поверхности.
Любой из видов коррозии конструкций из алюминия является причиной разрушения.

Это сокращает срок эксплуатации изделий. В гальванической паре алюминий может корродировать, при этом он защищает другой металл.
Естественных антикоррозийных свойств алюминия и его сплавов недостаточно. Поэтому механизмы, агрегаты, конструкции и изделия из металла нуждаются в дополнительной защите.
Способы борьбы с коррозией
Защита от коррозии производится несколькими способами:
- Механическое лакокрасочное защитное покрытие.
- Электрохимическая защита – покрытие более активными металлами;
- Покрытие алюминия порошковыми составами, так называемый процесс аллюминирования;
- Высоковольтное анодирование;
- Химическое оксидирование;
- Применение ингибиторов коррозии.

Механическое покрытие
Как защитить алюминий от коррозии? Чаще всего применяют механический способ – нанесение слоя краски.

Покройте краской изделие и вы убедитесь в действенности этого способа. Окрашивание бывает мокрым и сухим, или порошковым. Эти технологии усовершенствуются. При мокром окрашивании лакокрасочные слои наносят после защиты алюминия составом, содержащим соединения цинка и стронция. Металлическую основу тщательно подготавливают: защищают, шлифуют, сушат. Грунт наносят поэтапно.

Когда растворитель из грунтовочной смеси полностью исчезнет, поверхность можно покрывать изолирующим составом: масляным или глифталиевым лаком.

Специальные составы помогают остановить коррозию и защищают алюминиевые конструкции от химикатов, бензина, различного вида масел. Выбор покрытия зависит от условий последующей эксплуатации металлического изделия:
- молотковые – применяют для получения конструкций различных цветовых оттенков, используемых в декоре;
- бакелитовые – наносят под высоким давлением, заполняя микротрещины и поры.
Порошковое окрашивание требует тщательной очистки поверхности от жира и различных отложений. Это достигается погружением в щелочные или кислотные растворы с добавлением смачивателей. Далее на алюминиевые конструкции наносится слой хроматных, фосфатных, циркониевых или титановых соединений. После этого он не будет окисляться.
После просушки материала на окислившийся участок наносят защитный полимер. Чаще всего используются полиэфиры, стойкие к механическому, химическому и термическому воздействию. Применяют полимеризованный уретан, эпоксидные и акриловые порошки.
Оксидирование алюминия
Оксидирование алюминия протекает при постоянном токе под напряжением 250 В. Наращивание защитной пленки происходит при комнатной температуре с водяным охлаждением. Не требуется импульсного источника. Пленки получаются плотными и прочными в течение 45-60 минут.
На плотность и цвет оксидного покрытия влияет температура электролита:
- пониженная температура образует плотную пленку яркого цвета;
- повышенная – формирует рыхлую пленку, требующую дальнейшей окраски.
Образовать защиту алюминия от коррозии можно электрохимической реакцией. Процесс разделен на несколько этапов:
1. На стадии подготовки алюминиевое изделие обезжиривают, погружая его в раствор щавелевой кислоты.
2. После промывания водой опускают в щелочной раствор, чтобы удалить неравномерно образовавшийся оксидный слой.
3. Для дополнительной окраски алюминиевые изделия погружают в соответствующие растворы солей. Чтобы заполнить образовавшиеся поры, металлический материал обрабатывают паром.

4. Затем изделие подвергают сушке. Анодное оксидирование может проводиться с применением переменного тока.
Для защиты от коррозии применяют химическое оксидирование – менее затратное, не требующее специального электрического оборудования и квалификации исполнителей. Используется несложный химический состав.
В процессе алюминирования полученная оксидная пленка толщиной в 3 мкм имеет салатный цвет, обладает высокими электроизоляционными свойствами, не пориста, не окрашивается.
Коррозия алюминия возникает вследствие находящихся рядом металлов, которые окислились. Предотвращению этот процесса способствует изоляция. Это могут быть прокладки из резины, битума, паронита. При покрытии ржавчиной применяются лак и другие изолирующие материалы. Других способов избавиться от этой проблемы пока нет.
Три способа удалить окисную плёнку с поверхности алюминия (1 видео)
Сообщества › Кулибин Club › Блог › Анодирование в «домашних» условиях.

Все работы по анодированию проводятся с использованием защитных средств, респиратор, очки и защитные перчатки, ибо работаем пусть и с разбавленной, но с кислотой и щелочью! В идеале в проветриваемом помещении. Соблюдаем ТБ!
Первоначально готовим саму деталь, механическая полировка, чем «чище» поверхность те более глянцевая будет деталь, можно применять и химическую полировку, но этот процесс еще более вредный для здоровья, нежели сама анодировка, поэтому выводим деталь на полировальном круге и другими средствами.
Для подвеса детали в рабочей ванне необходимо использовать алюминиевые токоподводы, никаких посторонних металлов, в идеале на детале можно оставлять конструктивный выступ, для подключения, но при его спиливании будет не покрытое место, я воспользовался конструктивными резбовыми отверстиями, на куске алюминиевого провода нарезал резьбу и просто вкрутил в эти отверстия, получается хороший, плотный контакт.
Толщину токоподвода надо подбирать с учётом силы тока, необходимого для анодирования, иначе проводник начнёт греться в месте контакта, а как следствие на нём пойдёт бурная реакция и его начнёт растравливать и уменьшать его сечение, и так в геометрической прогрессии, до полного растворения :)) (в одной из попыток так и произошло из-за плохого контакта)
Перед погружением в электролит деталь необходимо обезжирить, способов море, от Пемолюкса и прочих порошков, до средства КРОТ, намой взгляд КРОТ самое близкое к нужному, это слабый раствор щёлочи NaOH с добавлением ПАВ.
Я обезжиривал в чистом растворе NaOH+вода, концентрацию точно не замерял, но чем насыщенее раствор, тем быстрее будет процесс просто. Посути раствор растворяет тонкий слой оксида алюминия, так сказать «естественное» анодирование, окисление поверхностного слоя на воздухе, так что сильно с травлением не стоит затягивать, иначе начнёт растравливать саму деталь ))

В процессе травления идёт бурное выделение газов (кажется водорода) работать только в защитной маске и остерегаться попадания раствора на кожу, ибо ожог не хуже чем от кислоты будет.
После травления к детале уже прикасаться нельзя, иначе от прикосновений остаются жирные следы и как следствие неравномерное покрытие, пятна и прочие радости, после промывки от раствора щелочи под проточной водой клал деталь в чашку с водой, в идеале дистиллированной, что бы на неё ничего не попало, пока готовимся к следующему этапу.

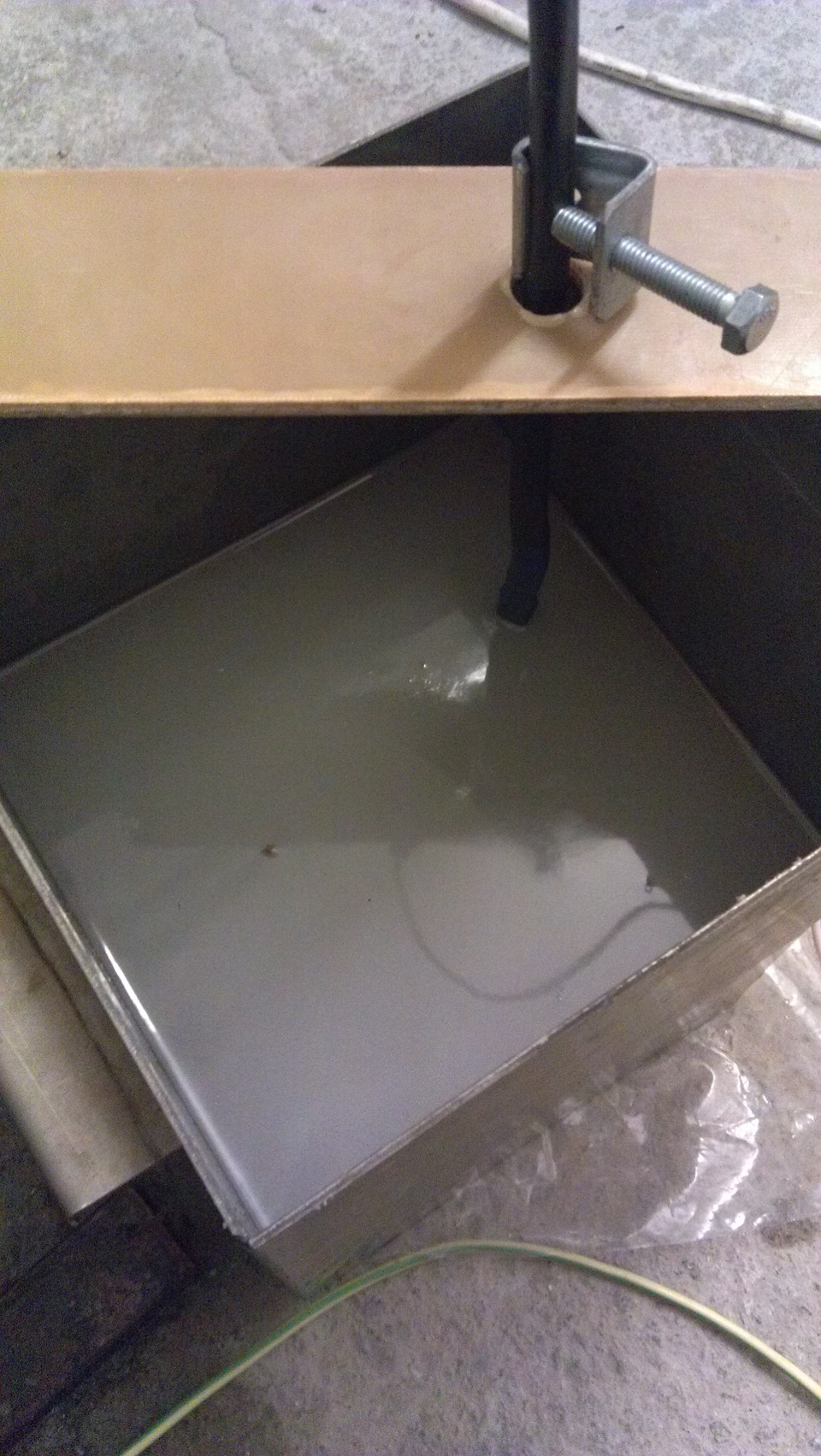
Что касатся рабочей ванны можно использовать эмалированную (без сколов) или пластиковую посудину, но тогда дно и стенки придётся «выкладывать» из свинца или иного стойкого к электролиту материала, эти пластины выполняют роль катода.
Так же необходимо позаботиться об охлаждении рабочей ванны, в процессе хим реакции электролит будет нагреваться.
Я использовал 2 титановые гофты (квадратная банка) получается вся площадь гофты является катодом, что весьма положительно влияет на равномерность нанесения, ток более равномерный по пповерхности детали, ну и титану кислота не помеха.
Так же была организованная Водяная баня, только в обратную сторону, для охлаждения, вода проточная со скважины.

В качестве электролита взят Электролит для аккумуляторных батарей, разбавленный в пропорции 1:1 дистиллированной водой. При приготовлении раствора электролита соблюдаем ТБ и льём не разбавленный электролит в дистиллированную воду (Соблюдая правило Кислоту в Воду, дабы избежать закипания)
После смешивания электролит нагреется, остужаем его градусов до 15-20, и впринципи поддерживаем такую температуру, от 10 до 25 градусов, это будет «Тёплое анодирование» которое позволит в дальнейшем окрасить деталь красителем для ткани и им подобными.
Если температура будет ниже, близкая к 0, то мы получим «холодное» анодирование, слой будет плотнее и прочнее, но красителем его уже не окрасиш, поры слишком плотные будут, возможно получиться окрасить Химическим способом, но я пока такой не осваивал, поэтому в домашних условиях проще добиться Теплого анодирования.
Пока деталь плавает в воде, подключаем токоподвод к источнику тока.
В качестве источника тока лучше использовать блоки со стабилизацией по току, что бы не бегать и не следить за током, чем больше площадь детали, тем более мощный придётся искать блок.
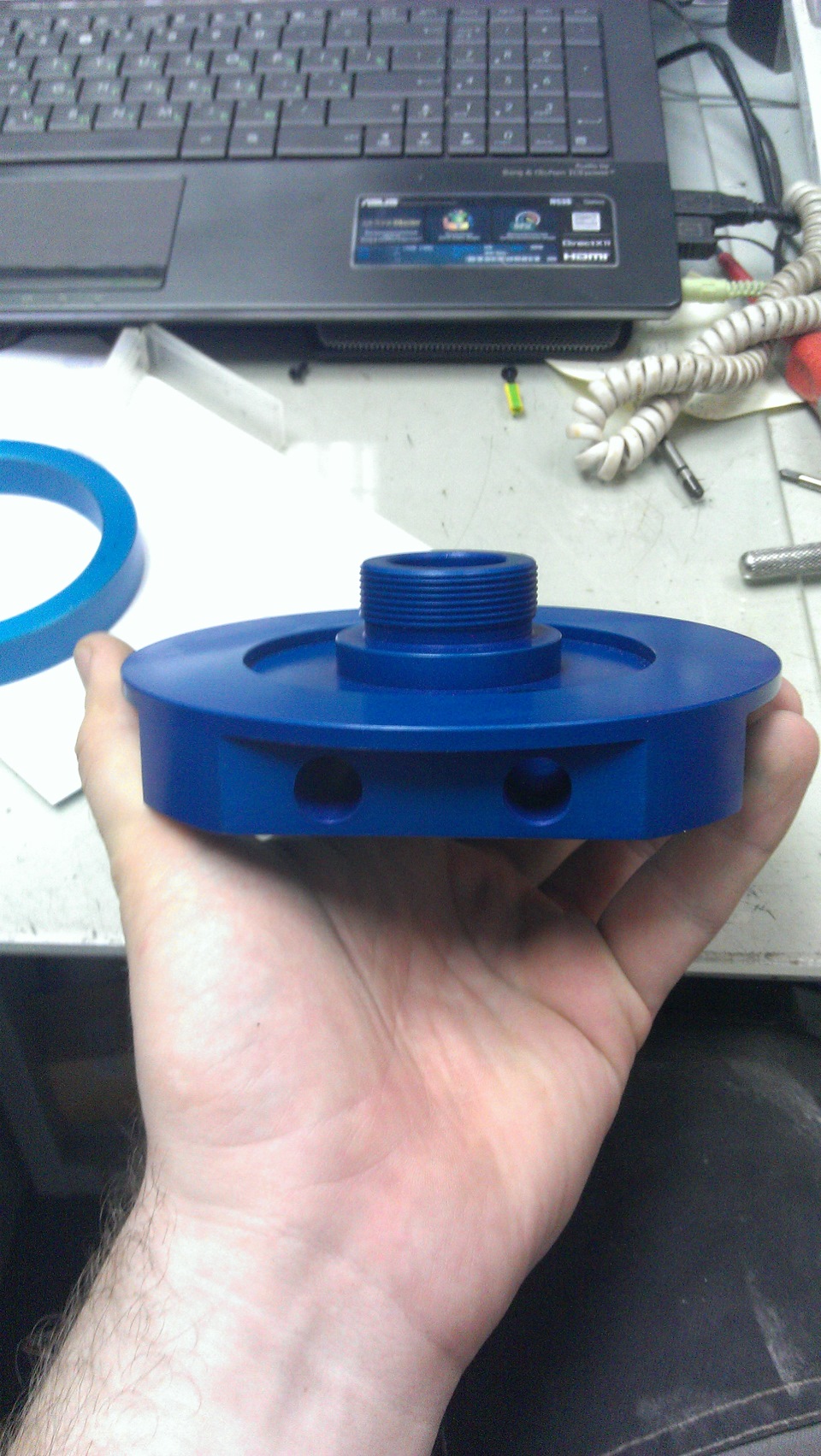
Площадь данной детали, примерно, составила 490см2, плотность тока должна быть 15-20мА на см2 итого получаем тока 7,3-9,7А при напряжении 12в, хотя в процессе роста оксидной плёнки напряжение может подрости, я брал источник с параметрами 20А и 30в максимальные значения.
При Холодном анодировании для поддержания заданного тока может потребоваться напряжение гораздо больше чем 12в, ибо чем плотнее слой, тем больше его электрическое сопротивление.
На следующих этапах соблюдаем главное правило: «Погружение в раствор и доставание из раствора детали ТОЛЬКО при включенном источнике тока!»
Иначе кислота начнёт разъедать деталь и загрязнять раствор…
Погружаем деталь в раствор, при включенном источнике тока, достаточно самого минимального значения, просто что бы между анодом и катодом было напряжение! Опять же не забываем про маску, очки и перчатки!
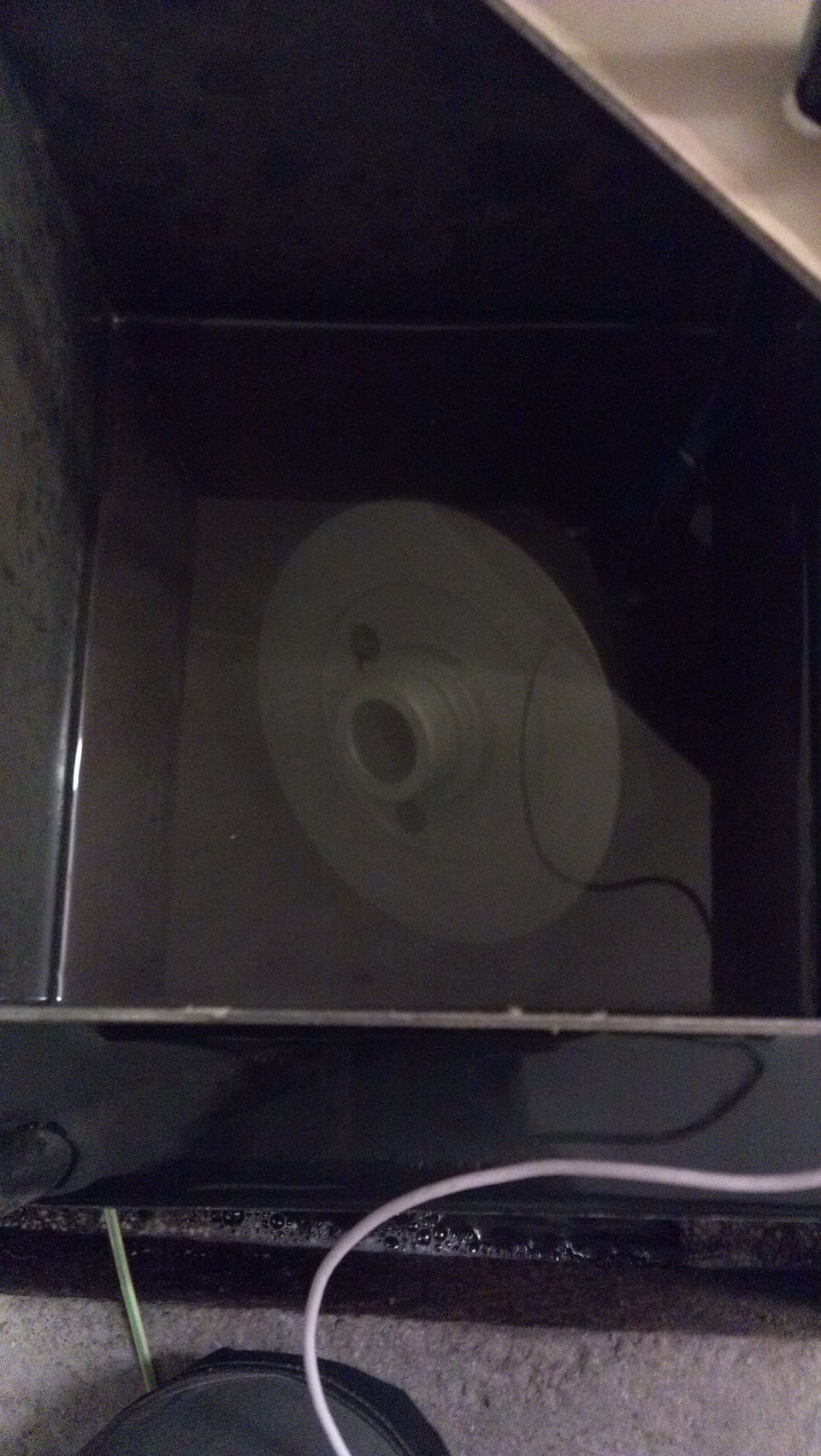
Зачем размещать деталь под углом, при строго горизонтальном расположении шайбы было замечено, что торцы покрываются более плотным слоем чем плоскости, плюс если имеются не сквозные отверстия, деталь необходимо размещать так, чтобы а)электролит полностью их заполнил и б)чтобы из них мог выходить газ скапливающийся в процессе, иначе может образоваться газовый пузырь, который вытиснит электролит, и соответсвенно в этом месте деталь не покроется оксидным слоем.
Ну и по возможности деталь должна быть равноудалена от катода, тоесть стенок ванны.
Вокруг детали начнётся активное выделение пузырьков газа, кислорода, сам по себе он не особо вреден, а вот аэрозоль кислоты, образующаяся при лопании пузырьков, когда они доходят до поверхности, весьма вредно вдыхать, поэтому накрываем всё это хозяйство.

Как только накрыли крышкой, выставляем на блоке питания необходимый ток и засекаем минут 40-60
Пока ждём начинаем готовить раствор красителя, в качестве красителя можно использовать анилиновы красители разбавленные в воде или краску для заправки картриджей для струйников.
Я использовал вчастности Colouring для устройств Canon/Epson/HP/Lexmark продаётся в ДНС по 200-300р за 100мл, бывает Голубой (Cyan), Пурпурный (даёт цвет от красного до фиолетового) (Magenta), Желтый и Чёрный, так же есть Светло-голубой и Светло-пурпурный.
С голубым у меня получилось, желтый и чёрный не пробовал, а вот Magenta не захотел красить пробник почему-то.
Я разбодяживал 2 пузырька примерно на 3л воды, далее подогреваем этот раствор до 60градусов.
Все работы лучше проводить в резиновых перчатках, отмывается эта дрянь с рук очень плохо!

Периодически посматриваем как идёт процесс, раствор становится мутным от обилия пузырьков, но больших пузирей не должно быть!
При анодировании крупных деталей (ну или большого количества мелких 😉 ) возникает проблемка, за которой необходимо следить.
На одной фото обратил внимание на красный налёт на стенках ванны, это медь из сплава Д16Т выходит в раствор и осаждатся на стенках, когда деталь большая, слой становится толстым и отпадает от стенок и начинает бултыхаться какое то время в растворе, пока не растворится и снова не выпадит на стенках, НО за время своего бултыхания эти частицы попадая на поверхность детали устраивают местные прогары, что визуально видно как чёрные полоски как от электроразрядов…
Поэтому необходимо периодически сливать электролит, промывать ванну в воде и счищать медь со стенок.
После окончания процесса Анодирования, не отключая источник тока достаём деталь из раствора.

Далее следует чательная промывка детали в проточной воде, дабы смыть остатки окислительных процессов и вымыть электролит из пор, так же как и ранее ДЕТАЛЬ НЕЛЬЗЯ ТРОГАТЬ РУКАМИ максимум в резиновых перчатках или кистью аккуратно промываем.
Один раз попробовал промывку в слабом растворе щелочи, для нитролизации кислоты, но тут надо очень быстро и аккуратно и снова под проточную воду.
Я некоторое время выдерживал деталь в проточной воде, пока отцеплял от блока питания и возился с краской.

Дальше чистую деталь помещаем в горячий краситель, степень окраски зависит от концентрации раствора, времени выдержки в растворе, и оксидного слоя.
Поэтому при попытке окрасить несколько Больших деталей очень сложно попасть в цвет, ибо слишком много факторов влияющих на это, в этом плане только чёрный цвет самый простой вариант, держим в растворе минут 15, и он точно будет чёрный (точнее коричневато-чёрный)
После того, как получили нужный нам цвет, опускаем деталь в кипяток и варим её так минут 30, воду тоже лучше использовать дистиллированную.
Кипятим деталь для того, чтобы закрыть поры и краска осталась внутри, при проварке часть краски перейдёт в воду и деталь может немного осветлиться, это опять же камень в огород повторяемости цвета на нескольких одинаковых деталях…
В итоге после долгих мучений и экспрементах на «кошках» должно получиться что то подобное 🙂

Всем мира, счастья и с наступающим НГ, и не забываем При работах с кислотами шелочами обязательно использование защитных стредств!
Ржавеет ли алюминий: свойства материала, причины коррозии и способы защиты
Алюминий является материалом, который люди часто используют в промышленности и для собственных нужд. Подобный металл отличается гибкостью, а также устойчивостью к внешним воздействиям. Он не токсичен и безопасен для здоровья человека. Серебряный цвет позволяет применять металл для различных целей. Это промышленность и бытовая сфера.

При работе в промышленности люди часто задаются вопросом, ржавеет ли алюминий. Всем известно, что если на листе появляется повреждение, то может развиться коррозия. Следует узнать, почему алюминий ржавеет иначе, чем другие сплавы. Необходимо выяснить причины, по которым он подвергается коррозии. Обо всем этом и не только — читайте в нашей сегодняшней статье.
Свойства
 Вам будет интересно: Кругом полымя! Значения слова не знаю, но чувствую — припекает
Вам будет интересно: Кругом полымя! Значения слова не знаю, но чувствую — припекает
Давайте изучим характеристики алюминия. Описываемый металл плавится при температуре 659 градусов Цельсия. Плотность вещества составляет 2,69*103 кг/см3. Алюминий относят в группу активных металлов. Устойчивость к коррозионным процессам зависит от ряда факторов:
Как алюминий защищен от коррозии?
Сплавы других металлов подвержены появлению ржавчины. Она проявляется достаточно быстро. Если создать для алюминия определенные условия, то он не будет разрушаться долгие годы. Для защиты алюминия от коррозии на нем образуется специальная пленка. Она ложится тонким слоем, который составляет от 5 до 10 миллиметров. Состоит подобное покрытие из оксида алюминия.
Пленка является прочной и дает металлу дополнительную защиту от внешних негативных воздействий. Благодаря такому слою воздух и влага не попадают в структуру материала. Если целостность оксидного покрытия нарушается, то начинается процесс коррозии алюминия. Металл теряет свои свойства.

Причины появления коррозии
Когда встает вопрос о том, ржавеет ли алюминий, необходимо задуматься о причинах, приводящих к коррозии. Различные внешние факторы могут ускорять этот процесс. Причины появления ржавчины на алюминии могут быть следующими:
Что такое электрохимическая коррозия и может ли она быть на листе алюминия?
 Вам будет интересно: Что такое «патриции»? Исторические сведения
Вам будет интересно: Что такое «патриции»? Исторические сведения
Чаще всего появление электрохимической коррозии провоцируют гальванические пары. Повреждение появляется в месте соединения двух разных сплавов. В таком случае ржавчина будет явно бросаться в глаза. Важным моментом является то, что портится только один металл, а второй является источником запуска коррозионного процесса. Чтобы не бояться электрохимической коррозии, нужно использовать магниевый сплав. Специалисты из-за электрохимической ржавчины не рекомендуют использовать обычное железо при контакте с кузовом из алюминия.

Какие факторы могут замедлить процесс?
Существует ряд факторов, которые замедляют процессы коррозии алюминия, а некоторые из них останавливают подобное явление. Выделяют следующие:
При каких условиях начинается разрушение алюминия на воздухе
 Вам будет интересно: Альтернативность — это наличие выбора возможностей
Вам будет интересно: Альтернативность — это наличие выбора возможностей
Некоторые интересуются, ржавеет ли алюминий на воздухе. Если будет разрушена оксидная пленка на верхнем слое металла, то может начаться процесс коррозии. В результате может проявиться ржавчина. Рост пленки, как правило, замедляется на свежем воздухе. Следует помнить, что оксид алюминия отличается хорошей сцепкой с поверхностью металла.
Если лист хранится на складе, то пленка будет от 0,01 до 0,02 мкм. Если металл соприкасается с сухим кислородом, то толщина оксидной пленки на поверхности будет от 0,02 до 0,04 мкм. Если алюминий подвергают термической обработке, то толщина пленки изменяется. Она будет равна 0,1 мкм.
Считается, что алюминий обладает достаточной стойкостью, чтобы использовать его на свежем воздухе. Например, его применяют в сельской местности, а также в удаленных промышленных зонах.
Как вода воздействует на описываемый металл?
Коррозия алюминия в воде может наступить от повреждения верхнего слоя и защитной пленки. Высокая температура жидкости способствует скорейшему разрушению металла. Если алюминий поместить в пресную воду, то коррозионные процессы практически не будут наблюдаться. Если повысить температуру воды, то изменений можно не заметить. Когда жидкость нагревается до температуры 80 градусов и выше, то металл начинает портиться.

Скорость коррозии алюминия увеличивается, если в воду попадает щелочь. Описываемый металл обладает повышенной чувствительностью к соли. Именно поэтому морская вода для него губительна. Чтобы использовать этот металл в морской воде, необходимо в жидкость добавлять магний или кремний. Если использовать лист алюминия, в составе которого есть медь, то коррозия сплава будет протекать гораздо быстрее, чем у чистого вещества.
Опасна ли для алюминия серная кислота?
Люди интересуются, ржавеет ли алюминий в серной кислоте. Подобная кислота является потенциально опасной для сплавов. Она обладает ярко выраженными окислительными свойствами. Они разрушают оксидную пленку и ускоряют коррозию металла.
Интересным моментом является то, что концентрированная холодная сера не влияет на алюминий. Если алюминий нагреть, тогда могут начаться процессы коррозии металла. В таком случае появляется соль, ее называют сульфатом алюминия. Она растворима в воде.

Стойкость алюминия в азотной кислоте
Описываемый металл отличается повышенной стойкостью при попадании в раствор азотной кислоты. Его часто синтезируют для того, чтобы получить концентрированную азотную кислоту.
Какие вещества не оказывают воздействия на алюминий?
Не стоит бояться коррозионных процессов, если алюминий соприкоснется с лимонной кислотой. Не изменят свойства его сплава также яблочная кислота и фруктовый сок. Масляная слабо влияет на сплавы, в состав которых входит алюминий.

Будет ли происходить коррозия металла при контакте со щелочью?
Не стоит допускать контакта алюминия с различными щелочами. Они легко разрушают защитную пленку на верхнем слое. Металл вступает в реакцию с водой, после чего начинает выделяться водород. Процесс коррозии происходит в данном случае быстро. Ртуть и медь также пагубно влияют за защитный слой алюминия.
Итак, мы выяснили, ржавеет ли алюминий. Как видите, не всегда он имеет хорошую коррозионную защиту.

