Сварка алюминия полуавтоматом в среде углекислого газа
Сварка алюминия полуавтоматом в среде углекислого газа




Подготовка материала к сварке
Перед процессом нужно сделать следующее:
- отшлифовать поверхность;
- убрать налёт и оксидную плёнку: щётками, специальными машинками или флюсами;
- обезжирить поверхность ацетоном;
- расшить кромки (если толщина заготовки более 5 мм);
- края деталей обрезать под углом 30-45 градусов и обработать флюсом;
- чтобы детали не деформировались, их нужно заранее подогреть.
Технология сварки алюминия полуавтоматом
Соблюдаются следующие условия:
- Проволоку нужно подавать плавно, всегда впереди горелки.
- Горелку двигать всегда вдоль шва.
- Скорость работы – максимальная.
- Если при работе используются тонкие пластинки металла, нужно подложить под него нержавейку, чтобы не прожечь.
- Важно учитывать усадку металла: коэффициент его расширения выше, чем у других.
- Необходимо как можно точнее выставить параметры аппарата и скорость подачи присадочного материала.
- Использовать защитный газ – аргон или смесь аргона и гелия.
- После работы подождать, пока металл остынет и проверить качество соединения с помощью керосина.
- Обработать шов и придать ему эстетический вид.

Схема сварки алюминия полуавтоматом
Какой защитный газ используют
При работе на полуавтомате с алюминием рекомендуют использовать аргон или смесь аргона с гелием. Последнюю смесь применяют для заготовок с большим сечением.
В отдельных случаях полуавтоматическая сварка данного металла может выполняться и без газа, но тогда необходимо использовать специальную порошковую проволоку, испарения которой формируют защитную среду, либо осуществлять процесс под слоем флюса.
Аргон создаёт защитный слой, который ослабляет воздействие атмосферного воздуха, следовательно, на шве будет меньше различных окисей.
Использование газа замедляет рабочий процесс, зато результат – высокое качество полученного шва.
Можно ли варить алюминий полуавтоматом без защитного газа
Иногда алюминий варят без газа, но чтобы вокруг металла была защитная среда, используют порошковую проволоку. Её испарения защищают металл от образования окисей.
Характерные сложности выполнения работ
Алюминий широко востребован в самых разных сферах промышленности, в том числе и в таких, как кораблестроение, самолетостроение, а также автомобилестроение.
Он поддается самым разным видам обработки, при этом существуют определенные тонкости и нюансы, на которые следует обязательно обращать внимание.
Для сварки этого универсального металла используется исключительно сварочный полуавтомат.
Основной сложностью проведения данного вида работ является образование на поверхности металла оксидной пленки.
Это происходит из-за взаимодействия алюминия с атмосферным воздухом и может негативно сказаться на качестве соединения.
Удаление продуктов окисления производится путем последующего использования некоторых химических составов.
Кроме этого, непосредственно перед началом сварки полуавтоматом поверхность алюминия следует в обязательном порядке обработать различными типами флюсов, а также хорошо зачистить, для чего используется жесткая щетка с металлической щетиной.
ВАЖНО ЗНАТЬ: Инструкция по сварке алюминия аргоном для начинающих
Следует учесть и то, что технология варки данного вида металла в некоторых случаях подразумевает использование газа, а это значит, что помимо полуавтомата потребуется дополнительное оборудование.
Выполняя сварное соединение на поверхности алюминия, следует помнить, что образуемая полуавтоматом дуга не должна перегревать металл, а электрод прилипать.
В противном случае могут образоваться дефекты, которые будет очень сложно счистить.
Перед началом самостоятельной сварки алюминиевой поверхности, рекомендуется для начала потренироваться и получить минимальные навыки выполнения соответствующей работы.
Для получения сварного соединения на поверхности алюминия при помощи газа необходимо иметь под рукой сварочный полуавтомат, оборудование для газовой сварки, нагревательный прибор.
Кроме этого, потребуется алюминиевая проволока в бухтах, которая будет выступать в качестве электрода.
Если работа выполняется без использования защитного газа, то в этом случае используется специальная проволока, а также принудительная подача к сварному соединению флюса, который и выступает в качестве защиты от образования оксидной пленки.
И в том, и в другом случае используется особая технология сварки, которая позволяет получить качественное и прочное соединение двух отдельных алюминиевых поверхностей.
Оборудование и его настройка
С алюминием можно работать на любом оборудовании, но чаще всего сварка этого металла проходит на импульсных или инверторных сварочных аппаратах.
Инвертор (ТИГ) работает на переменном токе высокой частоты, процесс сварки значительно дольше импульсного.
Полуавтомат для сварки алюминия должен соответствовать следующим требованиям:
- наконечник под алюминий должен быть на 0,2-0,3 мм больше, чем диаметр проволоки;
- проволока должна быть тоже алюминиевая;
- шланг не должен быть длиннее 3 метров, без скрученных участков;
- канал подачи лучше заменить на тефлоновый;
- механизм подачи сварочного полуавтомата оснастить 4 роликами с U-образными канавками.

Примерная стоимость полуавтоматических аппаратов для сварки на Яндекс.маркет
Перед началом работы нужно правильно выставить рабочие режимы полуавтомата: напряжение, силу тока, скорость подачи сварочной проволоки, полярность и внимательно подобрать расходные материалы.
Приблизительные параметры для металла толщиной 2 мм: напряжение 15 В, сила тока 140-150 А.
Основные особенности
Как правило, сварка алюминия полуавтоматом выполняется специальными плавящимися электродами.
Работу следует выполнять при помощи подкладок с так называемой формирующей канавкой. По сравнению со всеми остальными, данный процесс имеет много положительных моментов.
В первую очередь, такой сварочный процесс отличается своей высокой производительностью.
Этот показатель значительно повышается в том случае, когда металл имеет большую толщину.
Сам сварочный процесс происходит при постоянном токе, имеющем обратную полярность. Горение образующейся дуги происходит непосредственно в парах плавящегося материала.
Следует отметить то, что образующееся на поверхности сварочной ванны катодное пятно в процессе работы подвергается непрерывному воздействию ионов металла, которые в свою очередь выделяют большое количества тепла.
Это приводит к тому, что образующаяся оксидная пленка начинает разрушаться. При этом разрушению подвергаются только тонкие образования. Для избегания образования более грубых образований еще на этапе подготовки к обработке алюминий следует обработать либо механическим способом, либо химическим.
ВАЖНО ЗНАТЬ: Советы по пайке медных труб своими руками
В процессе сварки алюминия с использованием полуавтомата, формирование шва на поверхности металла идет за счет расплавления проволоки и образования жидкого металла, который и заполняет все пространство в районе кромок.
Производить сварку металла можно в самых разных положениях в пространстве, в том числе и в горизонтальном.
Рекомендуется для выполнения сварки алюминия использовать полуавтоматы, в которых предусмотрен тянущий подающий механизм.
В некоторых отдельных случаях используется сварочный импульсной дуговой аппарат.
В этом случае вместе со сварочным током одновременно образуется определенный импульс, который помогает значительно снизить время нахождения металла в жидком состоянии.
Использование данного вида сварки дает возможность увеличить механические параметры выполняемого соединения, а кроме этого, сама работа становится более легкой.
На видео, которое размещено в разделе, подробно показан процесс сварки алюминия с использованием полуавтомата.
Присадочный материал для работы
Присадочную проволоку, с помощью которой варят алюминий, производят по двум стандартам:
- ГОСТ 14838-78 — используют для холодной высадки из алюминия и сплавов с его повышенным содержанием.
- ГОСТ 7871-75 – используют для сварки алюминия и его сплавов.

Примерная стоимость алюминиевой проволоки для сварки на Яндекс.маркет
Важно использовать проволоку сразу после распаковки коробки. В открытой среде она хранится недолго. Воздух ухудшает её качественные характеристики и окисляет.
Плюсы и минусы сварки полуавтоматом
- Экономичность: себестоимость полуавтомата ниже аргоновой сварки.
- Полуавтомат – универсальная и относительно несложная техника.
- Процесс сварки занимает немного времени, поскольку присадочная проволока подаётся автоматически.
- Если не использовать защитный газ, швы получаются некачественными.
- Если нет возможности использовать газ, нужно обязательно использовать флюс.
- Высокая скорость электрической сварки усложняет процесс формирования нормального валика шва.
Сварка без газа
Метод получения сварного соединения на поверхности алюминия с использованием полуавтомата, но без газа, считается относительно новым.
В этом случае принципиальная схема используемого аппарата имеет замкнутый контур, в состав которого в обязательном порядке входят заземление, непосредственно сам переносной инвертор, а также специальный электрод.
Кроме этого, в процессе работы в автоматическом режиме осуществляется подвод присадочного электрода.
В большинстве случаев соединение выполняется встык, а медная проволока используется в качестве наплавляющего материала.
При выполнении данного вида сварки с использованием полуавтомата для защиты сварочной ванны используют специальный флюс.
Он вводится в расплавленный металл в момент, когда идет формирование сварочного шва.
В этом случае подвод специальной флюсовой проволоки осуществляется непосредственно через суппорт к самой электрической дуге.
В момент своего сгорания проволока равномерно покрывает всю площадь сварочной ванны.
Данный вид сварки без использования газа в настоящее время активно используется в промышленной сфере для выполнения различного вида задач.
ВАЖНО ЗНАТЬ: Определение и виды сварки
Сварка полуавтоматом алюминиевых поверхностей без использования газа обладает большим количеством самых разных преимуществ.
В первую очередь, такое соединение имеет высокое качество, а сам процесс выполнения работ обладает хорошей функциональностью.
Следует отметить и то, что такая сварка алюминиевых поверхностей не только проста в использовании, но и стоит относительно недорого.
Выполнение сварного соединения без использования газа на полуавтомате считается безвредной операцией, которая не оказывает негативного влияния на экологию.
Полученный таким образом шов на поверхности алюминия, отличается высокой надежностью и функциональностью.
Описание технологии сварки алюминия полуавтоматом
Алюминий — прочный и легкий цветной металл, широко применяющийся в различных отраслях хозяйства и в быту.
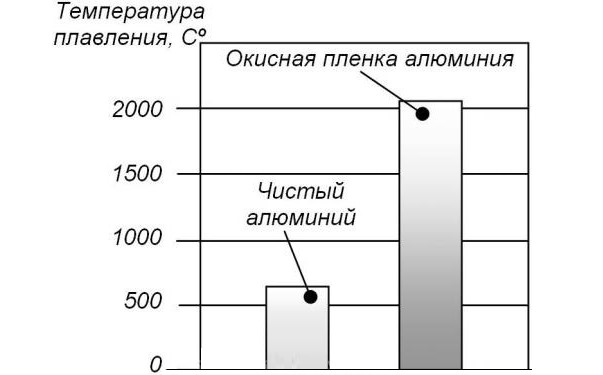
Процесс изготовления сварных конструкций их алюминия сопряжен с некоторыми трудностями. Поверхность металла покрыта слоем оксидной пленки, температура плавления которой составляет свыше 2000С (чистый металл плавится при 650С). После зачистки оксидная пленка образуется вновь довольно быстро — всего за несколько минут. Это объясняет высокую стойкость серебристого металла к коррозии.
Особенности обработки требует предварительной очистки заготовок и использование технологий, защищающих поверхности от окисления во время сварки. В противном случае сварное соединение будет пористым и непрочным.

Еще одной особенностью алюминия является низкая температура плавления. Причем при нагревании металл не меняет цвет. Визуально определить, насколько сильно он раскален очень сложно. Такое свойство приводит к деформации и прожогам, существенно снижающим качество сварного соединения и конструкции в целом.
Технология сварки алюминия полуавтоматом решает эти проблемы.
Технология сварки алюминия полуавтоматом
Полуавтоматическая сварка — процесс создания прочного неразъемного сопряжения нескольких алюминиевых заготовок в среде химически неактивного газа. Соединение деталей происходит при помощи проволоки, которая при расплавлении образует сварной шов (технология MIG/MAG).
MIG – технология сварочных работ, где для защиты шва от кислорода используется инертный газ. Как правило, это аргон или его смесь с гелием или углекислотой. В силу своего большого веса, инертный газ вытесняет воздух из зоны проведения работ и предохраняет поверхность от окисления. В технологии MAG – заготовки варят в среде углекислого газа.
Проволока служит одним из электродов, вторая клемма помещается на заготовку. Сварочная дуга в полуавтомате возникает между присадочной металлической нитью и свариваемой деталью.

Горелка перемещается вручную — поэтому сварка и называется полуавтоматической. Через наконечник с заранее установленной скоростью в зону сварки поступает тонкий алюминиевый пруток и защитный газ. Под воздействием электрической дуги проволока расплавляется, образуя сварочный шов.
Варить алюминий без газа не рекомендуется — механические показатели соединения ухудшаются, шов становиться пористым и непрочным. Если все же сварку необходимо произвести без газа, то рекомендуется применять порошковую проволоку, которая в процессе плавления образует защитную среду, или проводить работы под слоем флюса.
Соединение металла толщиной более 5мм осуществляется в несколько проходов. Чтобы получить качественное соединение, каждый последующий шов накладывается строго на предыдущий.
В отличие от TIG-сварки неплавящимся вольфрамовым электродом, технология полуавтоматической сварки MIG/MAG является более производительной, позволяет получать непрерывный длинный шов, не требует высокого мастерства от сварщика. Она широко применяется в промышленном и гражданском строительстве, при производстве судов и самолетов, в пищевой и химической промышленности, в небольших мастерских и цехах СТО.
Как подготовить заготовки алюминия
Предварительная подготовка соединяемых деталей необходима для получения прочного и красивого сварного шва. Подготовка алюминиевых заготовок к сварке — это, прежде всего, удаление тугоплавкого внешнего слоя.
Существует два способа снятия оксидной пленки с поверхности алюминия:
- Абразивный — для снятия пленки использует шаберы, металлические щетки, наждачную бумагу, напильники и шлифовальные машинки. Способ применим в единичном или мелкосерийном производстве, когда сварщику необходимо соединить всего несколько деталей.
- Травление — обработка поверхности химическими веществами, разрушающими оксидную пленку. После обработки травящие жидкости удаляют с поверхности с помощью растворителей. Метод применяют в массовом производстве сварных алюминиевых конструкций.
Для особо ответственных конструкций применяют оба метода удаления пленки. Места сварки деталей также рекомендуется обезжирить.
Важно также при подготовке исключить прожигание и изменение формы соединяемых заготовок в процессе сваривания. Для этого соединяемые элементы подвергают предварительному нагреву в печах или газовой горелкой. Тепловая подготовка позволяет избежать образования трещин в сварном шве. Температура нагрева заготовок не более 110С.
Оборудование и материалы
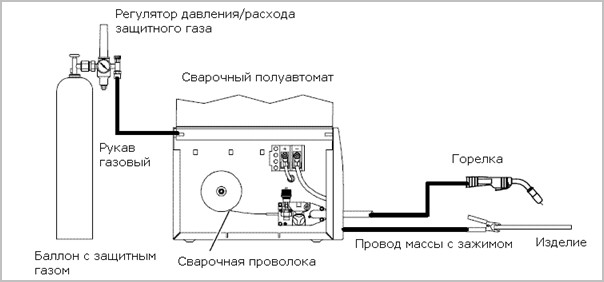
Для проведения сварочных работ необходимо правильно выбрать оборудование: аппарат полуавтоматического типа, пистолет, присадочную проволоку, газовый баллон, защитные средства.

Сварочные аппараты
Внешний вид и прочность шва напрямую зависит от оборудования и правильности подбора расходных материалов. Сварочные аппараты на рынке представлены довольно широко. Их можно классифицировать по производительности: для бытовых целей, полупрофессиональные, профессиональные. По мобильности различают стационарные или передвижные аппараты. Для регулярных сварочных работ с алюминием и его сплавами мощность полуавтомата должна быть не менее 200А.
Аппарат состоит из нескольких функциональных частей: источник питания (трансформаторный, выпрямительный, инвекторный), подающее устройство, сварочный пистолет.

Для полуавтоматической сварки алюминия применяют универсальные или импульсные инвекторы. Инвекторные полуавтоматы для сварки алюминия должны обладать следующими опциями:
- Функция «Горячий старт» позволяет начинать работу с большого тока и получать качественный глубокий провар с первых миллиметров сварки. На профессиональных полуавтоматах функция может настраиваться.
- Опция «Puls» преобразует базовый ток в импульсный, обеспечивающий получение ровного сварного валика и снижающий вероятность прожига заготовки.
- Функция «Dabуle Puls»— нарастание и спад импульса тока идет колебательно. На аппарате с такой опцией шов получается тонким и аккуратным. Кроме этого «Dable Pulse» увеличивает производительность процесса.
Импульсная подача тока пробивают оксидную пленку, уменьшают перегрев алюминия и снижают вероятность прожога.
Проволока
Правильно подобранная сварочная проволока должна обеспечивать высокое качество, надежность и стабильность сварного шва. При выборе важно учесть и следующие важные моменты:
- температура плавления алюминиевой нити не должна намного отличаться от температуры плавления заготовок;
- оптимальный диаметр проволоки 0,8 — 1,6 мм;

Применяют материал с различными добавками: алюминиево-магниевую, алюминиево-кремниевую и чисто алюминиевую. Наиболее распространенными марками являются ER4043 и ER5356.
Проволоку подбирают в зависимости от материала заготовок. В приведенной таблице указаны марки, наиболее подходящие для сварки стандартных алюминиевых сплавов:

Сварочная горелка
Полуавтоматическая сварка требует непрерывный плавный выход расходного материала. Пистолет оснащается графитовой или тефлоновой направляющей. Идеально гладкая поверхность шланга уменьшает трение и залом проволоки.
Контактный наконечник пистолета должен иметь маркировку А — для сварки алюминия. Алюминий и его сплавы при тепловой обработке сильно увеличивается в размерах — диаметр отверстия наконечника должен быть больше толщины проволоки как минимум на 0,2 мм. Однако, чтобы обеспечить хороший электрический контакт, зазор между наконечником и алюминиевой нитью не должен быть слишком большим.
Кроме этого понадобиться баллон с защитным газом, оснащенный регулятором расхода. Защитная маска и перчатки уберегут органы зрения и кожные покровы от горячих искр.
Более подробно ознакомиться с процессом сварки алюминия на полуавтомате поможет видео:
Последовательность процесса сварки
Техпроцесс полуавтоматической сварки алюминия выполняется в следующей последовательности:
- в подающем устройстве аппарата устанавливается ролик со скругленной U-образной канавкой для предупреждения деформации мягкого присадочного материала;
- устанавливается токопроводящий наконечник с отверстием для выхода большим, чем размер проволоки;
- в горелку протягивают графитовый или тефлоновый канал (красного цвета), гладкая поверхность которых обеспечивает равномерную подачу в зону работ;
- заправка бобины с расходным материалом в устройство,
- протягивание проволоки в систему подачи к горелке;
- настраивается режим подачи электроэнергии: деталь — минусовая клемма, а положительный заряд подается на электрод (проволоку);
- подключается аргонно-гелиевый или аргоновый баллон к аппарату;
- установка заранее зачищенных и обезжиренных деталей, подлежащих соединению;
- подача напряжения, расплавляющего проволоку;
- равномерное заполнение шва расплавленным алюминием;
- контроль расстояния между электродом и рабочей поверхностью — во избежание прожогов оно должно быть 12-15мм;
- подача защитного газа в течение 5–7 секунд после завершения процесса сварки.
Как варить полуавтоматом в среде углекислого газа – пояснения для новичков

Чтобы процесс соединения деталей в единое целое не составлял труда и все получалось с первого раза, перед практическими работами нужно разобраться в теории, как производится сварка полуавтоматом в среде углекислого газа для начинающих. Рассмотрим основные аспекты и сущность данного метода.
Понятие сварки полуавтоматом в среде СО2
Принцип действия для полуавтоматической сварки в режиме углекислоты очень схож с методом газовой сварки с газом и без. То есть, варить можно двумя способами – использую защитный газ или нет. Подробнее прочесть про этот метод можно здесь.

Сущность рассматриваемого способа заключается в элементарной химии. В сварочную зону под давлением подается углекислый газ (СО2). Сварочная дуга обеспечивает высокую температуру, за счет чего происходит реакция разложения и газ распадается на кислород (О2) и угарный газ (2СО). Процесс распада происходит по формуле:
В результате этой реакции сварочная ванна защищена тремя газами – начальным углекислым газом и конечными продуктами реакции – кислородом и угарным газом
Углекислый газ имеет свойство к окислению с железом и углеродом, находящимся в металле. Чтобы защитить металл изделия от этого процесса, рекомендуется для сварочного аппарата применять проволоку с повышенным уровнем марганца и кремния. Эти компоненты химически активнее, чем железо, поэтому сначала окисляются они, тем самым принимая на себя «удар» и защищают изделие. Пока в сварочной зоне присутствуют эти два элемента, железо и углерод не будут окисляться. Отходы, то есть оксиды марганца и кремния, которые образуются при воздействии высокой температуры и окислительной реакции представляют собой легкоплавкое соединение, которое всплывает на поверхность сварочной ванны и кристаллизируется в виде шлака. Этот компонент никак не влияет на качество шва.
Для сварки в среде углекислого газа одного стандартного баллона на 25 кг углекислоты хватает на 15 сварочных часов. С учетом реакции из одного килограмма получается почти 500 литров готового газа. При полноценной работе затраты в среднем считаются от 10 до 50 литров в минуту. Но расход зависит от многих факторов – давления, типа сварки, типа шва, применяемого аппарата, погодных условий и так далее.
Такой метод называется сварка tig, то есть, это работы это соединение металлов с помощью электродов в среде защитного газа. Электрод может быть вольфрамовым или графитовым.
Особенности и режимы данного вида соединений
Полуавтоматическая сварка в среде углекислого газа отлично подходит для новичков. Основной особенностью данного метода является применение обратной полярности постоянного тока. Это позволяет удерживать дугу. Если же наоборот, применить прямую полярность, то увеличивается риск потери дуги, что негативно отразится на качестве спаивания.
Работая на обратной полярности, можно избежать разбрызгивания электрода. Если же нужно наплавить металл, тогда лучше применить прямую, так и КПД будет в 1,5-почти 2 раза выше.
Режимы сварки, которые выставляются в настройках аппарата, зависят от многих факторов. Рассмотрим таблицу, где подробно расписаны возможные варианты настроек, отталкиваясь от толщины металла, из которого сделаны заготовки для сваривания.

Изучая данные из таблицы, можно заметить, что напряжение дуги напрямую зависит от диаметра проволоки и от толщины металла. При усилении сварочного тока будет усиливаться глубина провара, что необходимо при работе с толстыми металлами. Отталкиваясь от горения дуги, нужно настраивать скорость подачи электродной проволоки, чтобы не терять качество шва.
Характеристика углекислотной сварки
Углекислый газ не имеет никакого вкуса и запаха, также он является бесцветным. В умеренных количествах он не составляет опасности для здоровья и жизни человека, не взрывоопасен. Его плотность 1,98кг/м3, что говорит о том, что он намного тяжелее воздуха (с плотностью 1,2 кг/м3).
В продажу он поступает в железных баллонах по 10, 20 или 40 литров в жидком состоянии и под давлением. Перед сварочным процессом необходимо установить баллон на некоторое время вертикальное положение, чтобы вся влага, которая там есть стекла. После этого газ подается в сварочную зону. Установленный редуктор с регулятором контролирует давление и подачу газа.
Важно: перед приобретением баллона важно уточнить возможность дозаправки.
Сварка в углекислом газе может производиться несколькими видами оборудования для сварки:

- Выпрямитель это такой полуавтомат для сварки, внутри которого ток преобразуется из переменного в постоянный. Они применяются для любых видов дуговой сварки полуавтоматом с применением разных электродов и для соединения различных металлов, кроме алюминия.

2. Инвертор – это источник питания для сварочной дуги. Это аппарат, который может преобразовывать электроэнергию из сети 220В в постоянный ток для создания и удержания дуги. Подробнее ознакомиться с принципом действия и преимуществами инвертора можно здесь.
Технология сварки СО2
Когда все готово и настроено для полуавтоматической сварки в газовой среде, можно приступать. Для начала необходимо подготовить металлические детали, которые подлежат спаиванию. Залог качественного шва – это предварительная подготовка. Чтобы материал идеально сплавился, нужно заготовки очистить от масла, грязи и остатков лакокрасочных изделий. Это можно сделать металлической щеткой или наждачной бумагой. После этого детали устанавливаются в то положение, при котором будет происходить их соединение. Первый шов лучше всего производить на малой силе токе, чтобы посмотреть, как будет себя вести заготовка. Если сразу дать большой ток, то есть риск трещин и деформации деталей.
Полуавтоматическую сварку в газовой среде можно выполнять следующими методиками:
- углом вперед (справа налево) используется для тонколистового металла;
- углом назад (слева направо) обеспечивает глубокий провар, но шов при этом не будет широким.

Когда шов полностью готов, нельзя сразу отключать подачу газа, так как это чревато окислением. Сначала останавливается подача проводной проволоки, потом подача тока, а затем уже подача газа. Как раз за это время шов успевает кристаллизоваться. По завершению работы нужно сбить шлак со шва.
Преимущества и недостатки сварки в среде СО2
Сварка тиг углекислым газом широко применяется как в домашних условиях, так и в различных производственных отраслях. Это не удивительно, ведь данный вид соединений имеет ряд преимуществ:
- есть возможность соединять тонколистовой металл;
- можно сваривать разные типы металлов, с разными характеристиками и температурой плавления;
- электрическая дуга отличается высокой стабильностью;
- сварная ванна находится под надежной защитой от окисления и воздействия негативных факторов внешней среды;
- шов в результате получается очень качественным;
- технология полуавтоматической сварки в среде углекислого газа считается самой безопасной, в сравнении с другими тиг методами;
- экономичность и доступность. Это показатель связан с тем, что 2 приобрести намного проще, чем смеси других газов, применяемых для защиты во время tig сварки.
Кроме преимуществ, можно и отметить несколько недостатков:
- по качеству углекислота немного уступает другим смесям;
- аппарат немного сложнее и дольше чистить, чем после гелий, аргона или азота;
- затраты на материалы постоянно возрастают.
Как варить алюминий полуавтоматом
Сварка алюминия полуавтоматом должна выполняться под защитой инертного газа. В основном для этого используют аргон. Иногда к нему добавляется гелий.

Сегодня для сварки металлов применяют различные сварочные аппараты. При их выборе учитывают свойства и поведение металлов во время выполнения сварочных работ. Особый подход требует алюминий и его сплавы. Как и стальные сплавы, этот металл широко используется во многих сферах, поэтому вопрос соединения алюминиевых конструкций и отдельных изделий из него совсем не праздный. Чаще других для этих целей применяется сварка алюминия полуавтоматом.
Особые свойства алюминия
Широкое использование алюминия объясняется его небольшим удельным весом, достаточно стабильной прочностью и коррозионной устойчивостью. Но его поведение при тепловой обработке создает сложности при соединении алюминиевых конструкций и деталей с помощью сварки. Это объясняется спецификой физико-химических свойств алюминия:
- он не изменяет свой цвет при сильном нагревании, поэтому трудно понять по цвету о степени прогрева металла;
- имеет широкий температурный диапазон плавления в отличие от стальных сплавов и начинает плавиться при низком температурном пороге, теряя при этом свою прочность;
- не проявляет склонности к намагничиванию;
- обладает высокой теплопроводностью (в среднем в 5 раз больше, чем стальные сплавы), поэтому при нагреве зоны соединения тепло интенсивно распространяется по всей свариваемой детали. Чтобы его не терять, перед проведением сварочных работ, особенно больших алюминиевых изделий, предварительно проводят их нагрев;
Из-за активного взаимодействия алюминия с кислородом воздуха на его поверхности образуется окисная пленка. При достижении определенной толщины она затем начинает служить защитой алюминия от дальнейшего окисления. В то же время, окисная пленка создает сложности при сварке, т. к. плавится при температуре 2050-2200 о С, в отличие от самого металла, имеющего точку плавления в районе 660 о С.
Задачи сварщика при работе с алюминием
- избавиться от окисной пленки в месте шва: пробить ее электрическим импульсом или провести механическую очистку поверхности с помощью металлической щетки или путем химического травления. Для пробивания пленки используют специальный импульсный режим работы оборудования;
- при выборе режима сварки не допустить прожогов металла из-за повышенной теплопроводности и низкого порога плавления алюминия, приводящего к быстрой потере прочности при нагревании. Для этого он должен обеспечить нужную температуру процесса и дугу от 12 до 15 мм длиной, выбрать правильные электроды и размер присадочной проволоки, подходящий для толщины соединяемых алюминиевых деталей и сопла горелки;
- учитывать склонность алюминия к значительной линейной усадке (почти вдвое больше, чем у сталей) при быстром остывании после нагрева, т. к. это ведет к созданию внутреннего напряжения с образованием деформационных трещин или кратеров в области шва. Для предотвращения этого начинать сварочный процесс нужно при большом сварочном токе, чтобы пробить оксидную пленку, а заканчивать — постепенно снижая его к концу процесса, это смягчит резкую смену температуры и не даст образоваться кратеру.
Технологические особенности сварки
Разбавление аргона углекислым газом при сварке алюминия, как это делают при соединении стальных конструкций аргонодуговым способом, недопустимо.
Допускается выполнение сварного шва полуавтоматом без применения нейтрального газа при условии использования порошковой расходной проволоки. При нагреве она начинает распылять железосодержащий порошок, который образует облако и служит диэлектриком, выполняющим защитную роль также, как инертный газ.
Использование порошковой проволоки в качестве защитного флюса при сварке алюминия стоит применять только в исключительных случаях, т. к. при таком методе сварной шов не будет отличаться высоким качеством.
Задачи, которые стоят перед сварщиком при работе с алюминием, успешно можно решить с помощью сварочного полуавтомата с использованием TIG и MIG технологий.
При TIG технологии используются неплавящиеся электроды на основе вольфрама и присадочная проволока, автоматически заполняющая стык между деталями. При использовании этой технологии необходимо наличие в полуавтоматическом устройстве режима переменного тока, а также высокочастотного розжига дуги.
В этом случае окисная пленка пробивается путем «катодного» распыления ее поверхности в моменты тока с обратной полярностью.
При MIG методе в качестве присадки используют сами электроды, т. к. они являются плавящимися. Такой электрод равномерно подается в сварную зону с помощью устройства автоматической подачи проволоки.
Сварка алюминиевых сплавов полуавтоматическим аппаратом MIG способом проводится с использованием постоянного тока, имеющего обратный характер полярности. Рассмотрим его подробно.
Сварка постоянным током обратной полярности

При ее проведении сварочная дуга окружена парами металлического расплава электродной проволоки. Капли жидкого алюминия при постоянной подаче проволоки в виде ионов притягиваются «катодной» поверхностью сварной ванны. При этом происходит их нейтрализация с образованием дополнительного тепла.
В результате такого процесса поверхностная оксидная пленка разрушается. Если окисный слой значительный, то перед проведением сварки его нужно удалить с помощью механической чистки или травлением.
Плавящийся электродный металл заполняет каплями область между стыками деталей, образуя при застывании прочный шов.
Как использовать полуавтомат при сварке алюминия
- Подача мягкой алюминиевой проволоки осуществляется специальным прижимным механизмом, который вращается с помощью четырех роликов, имеющих U–форму поверхностной канавки. Для обеспечения стабильной подачи проволоки необходимо отрегулировать давление на прижимной вращающийся механизм. Это поможет избежать зажимания проволочного алюминия во время проведения сварки.
- Расплавление присадочной проволоки происходит способом струйного переноса. Такой режим может быть обеспечен применением переменного тока в 270 ампер или импульсного тока в 100 ампер. Поэтому сварочный аппарат должен иметь возможность настроек таких режимов с помощью блока генерации, т. е. представлять инверторный тип аппарата.
- Аппарат при сварке алюминия должен работать в режиме обратной полярности сварного тока, когда «–» подается на клемму, закрепленную на детали, а электрод подсоединяется к «+». Это обеспечивает создание наивысшей температуры в сварной области.
- Т. к. алюминиевые сплавы при нагревании расширяются больше, чем стальные, то при их сварке для полуавтоматической подачи проволоки в горелках должны использоваться контактные наконечники с диаметром отверстия заведомо с припуском на величину расширения, при этом должен соблюдаться хороший контакт для поддержания электрической искры.
- Для меньшего контактного трения при прохождении проволоки внутри горелки нужно использовать специальный кабельный канал, рассчитанный на алюминий. Обычно он изготавливается из тефлонового материала или на основе графита.
- Важным для успешного выполнения сварного шва является подбор подходящего диаметра сварной проволоки из алюминия. Т. к. этот металл является мягким, то использование тонкой проволоки до 8 мм в диаметре затруднительно ввиду сложности ее прохождения через горелку (она может запутываться с образованием петель и изгибов). Выходом является использование горелок с небольшим размером длины или применения дополнительного приспособления подачи проволоки внутри корпуса горелки.
При использовании толстой проволоки (от 1,2 до 1,6 мм в диаметре) нужно применять высокий сварной ток.
Плюсы и минусы сварки алюминия полуавтоматом
Плюсы полуавтомата:
- Такое устройство аппарата позволяет использовать его в широком диапазоне с разными настройками, помогающими выбрать нужный режим проведения сварочного процесса.
- Контроль дуги можно проводить при любом положении горелки.
- Можно проводить сварку деталей любого размера. При необходимости соединения конструкций больших размеров проводить работу можно без использования защитного аргона.
- Аппарат обеспечивает высокую точность сварного шва.
- Обеспечивается экономный расход расходных материалов и электроэнергии с большой эффективностью.
- Аппараты полуавтоматического типа могут иметь небольшой вес и размеры, а также мобильность, позволяющую устанавливать их в нужном месте.
- Имеют высокий КПД, достигающий 95%.
- Основным недостатком полуавтомата инверторного типа является его высокая стоимость по сравнению с трансформаторными устройствами.
- Такие аппараты боятся пыли, которой в производственных условиях или на стройке достаточно. Поэтому, в отличие от других устройств, они нуждаются в регулярной чистке с продувкой инвертора.
- Электронные схемы управления регулировкой плохо реагируют на минусовые температуры, а перепады температур могут вызвать конденсат и вывести из строя систему.
Ознакомившись с процессом сварки алюминия с помощью полуавтоматического аппарата и его тонкостями, вы можете самостоятельно приступать к работе. Соблюдение всех рекомендаций статьи и правильного проведения технологического процесса позволит добиться качественного надежного соединения изделия из алюминия.
Как правильно варить с углекислотой

Как правильно варить с углекислотой для начинающих
Сварка в среде углекислого газа имеет свои плюсы и минусы. Из преимуществ нужно выделить узкую зону термического воздействия на металл, что в свою очередь дает возможность сваривать даже самые тончайшие заготовки.
Кроме того, эффективность выполнения сварочных работ увеличивается в разы: улучшается горение дуги, а шов получается очень хорошего качества. Не нужно сбрасывать со счетов и тот факт, что углекислота является самым доступным из всех видов газов для сварки.
Что же касается недостатков сварки в среде углекислого газа, то они в основном связанны с разбрызгиванием металла. Также, чтобы сварной шов с применением углекислоты получился качественным и красивым, очень важно тщательно подготовить поверхность металлов перед свариванием.
Как правильно варить с углекислотой для начинающих
Как было сказано выше, качество сварочного шва при сварке с углекислотой во многом зависит от степени подготовки материалов. Также, не менее важно уделить внимание правильности настройки инверторного полуавтомата и расходу газа.
Следует знать, что для сварки каждого металла, в зависимости от его толщины, выбираются свои параметры сварочного тока и определённый диаметр проволоки. Важно учитывать и скорость подачи проволоки в зону сварки.

Отрегулировать скорость подачи сварочной проволоки на полуавтомате можно посредством шестерён и механизма. Сварка полуавтоматом в среде углекислого газа осуществляется следующим образом:
- Горелка полуавтомата располагается в сварочной зоне, таким образом, чтобы наконечник находился в месте формирования шва. Нажимая кнопку «Пуск», необходимо одновременно выполнить и движение горелкой, коснувшись проволокой свариваемого металла.
- При этом будет инициализирована сварочная дуга и начнётся процесс сварки полуавтоматом.
- Во время этого процесса необходимо равномерно перемещать наконечник сварочной горелки вдоль шва, постоянно контролируя его наклон и положение.
Нельзя во время сварки полуавтоматом осуществлять резкие движения газовой горелкой, поскольку это приведёт к ухудшению качества сварочного шва. Кроме того, не стоит забывать и о самом главном недостатке использования полуавтоматов с газом: защитный газ может сдувать ветер.

Чтобы не испортить заготовку, важно заранее потренироваться в сварке полуавтоматом с углекислотой на не нужном куске металла. Только так получится подобрать правильный расход газа, выбрать нужную скорость подачи сварочной проволоки.
Пару советов по выбору сварочного полуавтомата
Перед тем как выбрать сварочный полуавтомат прочитайте несколько важных советов:

- Чем больше будет мощность полуавтомата, тем толще металл им можно будет сваривать;
- Инверторные полуавтоматы намного проще и эффективнее в работе;
- Предпочтительно выбирать тот полуавтомат, в конструкции которого будут предусмотрены съёмные держатели;
- Хорошо если инструкция к полуавтомату будет на русском языке, понятной и информативной в обращении.

Сварка полуавтоматом с углекислотой существенно отличается от ручной дуговой сварки. Чтобы получить качественный сварочный шов, нужно учитывать многие нюансы: расход газа, скорость подачи проволоки, диаметр присадочного материала и многое другое.
Технология сварки алюминия полуавтоматом своими руками
Алюминиевые конструкции отличаются небольшим весом, устойчивостью к коррозии и простотой монтажа с помощью метизов.
Сварка этого материала также возможна, но выполнить операцию очень непросто с применением обычных сварочных материалов и устройств. Для качественного соединения алюминия методом сварки, иногда применяются полуавтоматические приборы.
Как выполняется сварка алюминия полуавтоматом и какие применяются материалы, будет рассказано далее.
Особые свойства алюминия
Для правильного выполнения сварочных операций следует знать особенности данного материала. Среди наиболее важных физико-химических свойств алюминия можно назвать следующие:
- не изменяет цвет при нагреве;
- алюминий и его сплавы обладают слишком широким диапазоном температур плавления;
- теплопроводность металла в несколько раз выше, чем у стальных сплавов.
Неопытному сварщику следует помнить о вышеперечисленных особенностях металла и соблюдать меры предосторожности, чтобы не получить травму либо не повредить свариваемую поверхность.
При выполнении сварочных работ необходимо учитывать образование окисной плёнки, которая плавится при значительно большей температуре, чем основной металл.
Чтобы произвести расплавление окисного слоя и при этом не повредить металлическую поверхность, рекомендуется правильно подготовить материал, а также придерживаться основных правил сваривания легкоплавкого металла.
Основные правила качественной сварки алюминия
Сварка алюминия имеет особенности, которые должны учитываться при работе.

Основные задачи стоящие перед сварщиком:
- Удалить с свариваемой поверхности оксидную плёнку. Для этой цели можно воспользоваться механическим способом. Работа может быть выполнена обычной металлической щёткой. Ещё можно избавиться от тугоплавкой плёнки химическим путём или включить на сварочном аппарате импульсный режим работы. Полуавтомат с импульсным режимом работы позволяет обеспечить лучшее удаление оксидного слоя посредством мгновенного нагрева поверхности до температуры плавления.
- Обеспечить нагрев металла в необходимом диапазоне температур. Сложность сваривания алюминия заключается в том, что при более высокой теплопроводности металла, неподготовленный специалист может допустить серьёзную ошибку, которая заключается в чрезмерном нагреве небольшого участка свариваемой поверхности. В этом случае может образоваться моментальный прожёг алюминия с невозможностью восстановления прежней геометрии заготовки. Чтобы не допустить подобной ситуации, сварщику необходимо уметь правильно выбирать режим подачи проволоки и её размер.
- Предотвратить коробление металла при остывании. Алюминий обладает значительной линейной усадкой при остывании, поэтому чтобы не допустить деформации металла в месте образования сварного шва, необходимо заканчивать сварочный процесс меньшим током. Начинать сварку, наоборот, необходимо с подачей большей силы тока для быстрого проплавления оксидной плёнки.
Сварка алюминия с помощью аргона
Соединение алюминия в среде аргона имеет неоспоримые преимущества перед методом в котором используется специальная порошковая проволока для сварки без газа.
Видео: технология соединения без газа.
Работа с алюминием в среде защитного газа позволяет получить более качественный шов, который обеспечит абсолютную герметичность между свариваемыми деталями.
Хорошего результата при использовании аргоновой сварки можно достичь только в том случае, если будет правильно настроен полуавтомат и приобретены качественные расходные материалы. Квалификация мастера также имеет большое значение для выполнения аргоновой сварки.
Если работа производится впервые, то в качестве пробного варианта рекомендуется вначале поэкспериментировать на ненужных алюминиевых деталях.
Процесс выполнения сварочной операции должен производиться в такой последовательности:
- Удалить с помощью металлической щётки или растворителя оксидную плёнку.
- Прогреть свариваемые детали до +150-300 градусов в зависимости от толщины.
- Поднести горелку к свариваемой поверхности, зажечь дугу и произвести сваривание металла.
- По завершении сварки алюминия необходимо погасить дугу и дождаться полного прекращения подачи газа.
При осуществлении сварки в среде углекислого газа последовательность действий не будет меняться, но сложность выполнения работ существенно увеличится, по причине чрезмерного образования оксидной плёнки во время сваривания металла.
Вне зависимости от вида инертного газа применяемого для сварки алюминия, горелка над соединяемой поверхностью должна перемещаться очень плавно.
Процесс сваривания этого вида металла не является сложным, но только при условии, если сварочный полуавтомат для сварки алюминия был правильно настроен. Большое внимание следует уделить выбору присадочных материалов применяемых для соединения.
Настройка аппарата и применяемые материалы
Если будет правильно выполнена настройка полуавтомата можно добиться ровного шва и отсутствие участков со сквозным прожогом металла.

Прежде всего необходимо правильно выставить напряжение и силу тока. Примерные значения следующие:
- при толщине свариваемого металла 2 мм — напряжение 15 В;
- сила тока 140-150 А.
Проволока должна соответствовать типу алюминиевого сплава. Обычно, применяют проволоку диаметром 0,8-1,2 мм.
Приведённые выше значения настройки сварочного аппарата являются усреднёнными и могут быть скорректированы как в большую, так и в меньшую сторону в процессе выполнения сварочных работ.
Сварка алюминия постоянным током обратной полярности
Применение переменного тока для сварки алюминия применяется наиболее часто, но не менее качественно выполнить работу можно с использованием постоянного тока обратной полярности.
Данный вариант аргоновой сварки алюминия осуществляется в такой последовательности:
- К свариваемым деталям подключается отрицательный контакт, а к электроду положительный.
- Включают подачу защитного газа.
- Осуществляют сваривание металла при вертикальном наклоне горелки не более 20 градусов.
При выполнения сварочной операции постоянным током обратной полярности рекомендуется не отрывать горелку от свариваемой поверхности более чем на 15 мм иначе возможно затухание дуги. Технология выполнения операции не допускает попадания кислорода в сварочный шов, что позволяет выполнить качественное соединения без образования пустот и примесей внутри металла.
В качестве инертного газа данным методом используется аргон или любой другой инертный газ.
Плюсы и минусы аргонового соединения
Сварка алюминия полуавтоматом в аргоне своими руками имеет как плюсы, так и существенные недостатки.
- Преимуществом метода является возможность более качественно управлять процессом дугового разряда, не допуская чрезмерного нагрева металла, в тоже время максимально быстро расплавляя алюминиевую поверхность в месте соединения. Благодаря использованию инертного газа удаётся получить более качественный шов лишённый пористости и посторонних включений.
- Недостатком метода является высокая стоимость оборудования и расходных материалов.
- Если необходимо выполнить небольшой объём работ, то дешевле, быстрее и проще воспользоваться услугами профессиональных сварщиков.
Метод соединения алюминиевых деталей требует правильной подготовки материалов и настройки оборудования, что непросто сделать самостоятельно начинающему мастеру. Если принято решение освоить аргоновую сварку алюминия самостоятельно, то советы и видео представленные в статье позволят правильно осуществить основные настройки оборудования и подобрать расходные материалы.