
Пайка дюралюминия в домашних условиях
Пайка алюминия паяльником и газовой горелкой
Существует распространенное убеждение, согласно которому невозможно паять или лудить алюминий (а также сплавы на его основе) не имея для этого спецоборудования.
В качестве аргумента приводится два фактора:
- при контакте с воздухом на поверхности алюминиевой детали образуется химически стойкая и тугоплавкая оксидная пленка (AL2O3), в результате чего создается препятствие для процесса лужения;
- процесс пайки существенно осложняется тем, что алюминий расплавляется при температуре 660°С (для сплавов это диапазон в пределах от 500 до 640°С). Помимо этого металл теряет прочность, когда в процессе нагрева его температура поднимается до 300°С (у сплавов до 250°С), что может вызвать нарушение устойчивости алюминиевых конструкций.
Учитывая приведенные выше факторы, осуществить пайку алюминия обычными средствами действительно невозможно. Решить проблему поможет применение сильнодействующих флюсов, в сочетании с использованием специальных припоев. Рассмотрим подробно эти материалы.
Припой
Обычно в качестве основы легкоплавкого припоя используются: олово (Sn), свинец (Pb), кадмий (Cd), висмут (Bi) и цинк (Zn). Проблема в том, что алюминий в этих металлах практически не растворяется (за исключением цинка), что делает соединение ненадежным.
Применив флюс с высокой активностью и проведя должным образом обработку мест соединения, можно использовать припой на оловянно-свинцовой основе, но лучше отказаться о такого решения. Тем более, что паянное соединение на основе системы Sn-Pb обладает низкой устойчивостью к коррозии. Нанесение лакокрасочного покрытия на место пайки позволяет избавится от этого недостатка.
Для пайки алюминиевых деталей желательно использовать припой на основе кремния, меди, алюминия, серебра или цинка. Например 34A, который состоит из алюминия (66%), меди (28%) и кремния (6%), или более распространенный ЦОП-40 (Sn – 60%, Zn – 40%).
 Припой отечественного производства – ЦОП-40
Припой отечественного производства – ЦОП-40
Заметим, что чем больше процентное содержание цинка в составе припоя, тем прочнее будет соединение и выше его устойчивость к коррозии.
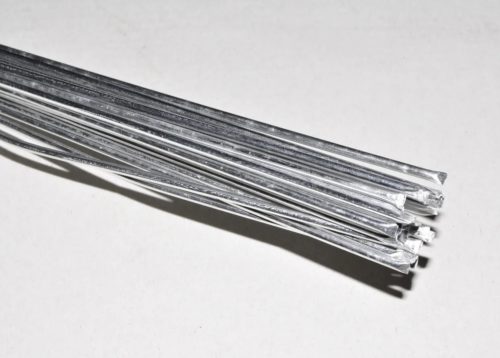
Высокотемпературным считается припой, состоящий из таких металлов, как медь, кремний и алюминий. Например, как упомянутый выше отечественный припой 34A, или его зарубежный аналог «Aluminium-13» , в котором содержится 87% алюминия и 13% кремния, что позволяет осуществлять пайку при температуре от 590 до 600°С.
 «Aluminium-13» производства компании Chemet
«Aluminium-13» производства компании Chemet
При выборе флюса необходимо учитывать, что не каждый из них может быть активным к алюминию. Мы можем порекомендовать использовать в таких целях продукцию отечественного производителя – Ф-59А, Ф-61А, Ф-64, они состоят из фторборатов аммония с добавлением триэтаноламина. Как правило, на пузырьке есть пометка – «для алюминия» или «для пайки алюминия».
 Флюс отечественного производства
Флюс отечественного производства
Для высокотемпературной пайки следует приобрести флюс, выпускаемы под маркой 34А. Он состоит из хлористого калия (50%), хлорида лития (32%), фторида натрия (10%) и хлористого цинка (8%). Такой состав наиболее оптимален, если производится высокотемпературная пайка.
 Рекомендуемый флюс для паки при высокой температуре
Рекомендуемый флюс для паки при высокой температуре
Подготовка поверхности
Прежде чем начинать лужение, необходимо выполнить следующие действия:
- обезжирить поверхность при помощи ацетона, бензина или любого другого растворителя;
- удалить оксидную пленку с места, где будет производится пайка. Для зачистки используется наждачная бумага, абразивный круг или щетка с щетиной из стальной проволоки. В качестве альтернативы можно применить травление, но эта процедура не так сильно распространена в силу своей специфичности.
Следует учитывать, что полностью оксидную пленку удалить не получится, поскольку на очищенном месте моментально появляется новое образование. Поэтому зачистка производится не с целью полного удаления пленки, а для уменьшения ее толщины, чтобы упростить флюсу задачу.
Нагрев места пайки
Для пайки небольших деталей можно воспользоваться паяльником мощностью не менее 100Вт. Массивные предметы потребуют более мощного нагревательного инструмента.
 Паяльник мощностью 300 Вт
Паяльник мощностью 300 Вт
Наиболее оптимальный вариант для нагрева — использование газовой горелки или паяльной лампы.
 Простая газовая горелка
Простая газовая горелка
При использования горелки в качестве нагревательного инструмента следует учесть следующие нюансы:
- нельзя перегревать основной металл, поскольку он может расплавиться. Поэтому в процессе необходимо регулярно контролировать температуру. Делать это можно, касаясь припоем нагреваемого элемента. Расплавление припоя даст знать, что достигнута необходимая температура;
- не следует использовать кислород для обогащения газовой смеси, поскольку он способствует сильному окислению металлической поверхности.
Инструкция по пайке
Процесс пайки алюминиевых деталей не имеет своих отличительных особенностей, он осуществляется также как со сталью или медью.
Алгоритм действий следующий:
- обезжиривается и зачищается место пайки;
- производится фиксация деталей в нужном положении;
- нагревается место соединения;
- прикасаются стержнем припоя (содержащим активный флюс) к месту соединения. Если используется безфлюсовый припой, то для разрушения пленки оксида наносится флюс, после чего трут твердым куском припоя по месту пайки.
Для разрушения пленки оксида алюминия также используется щетка со щетиной из стальной проволоки. При помощи этого простого инструмента производят растирание расплавленного припоя по алюминиевой поверхности.
Пайка алюминия — полная видео инструкция
https://www.youtube.com/watch?v=ESFInizLE9U
Что делать при отсутствии нужных материалов?
Когда нет возможности подготовить все необходимые для пайки материалы, можно использовать альтернативный способ, при котором применяется припой на оловянной или оловянно-свинцовой основе. Что касается флюса, то он заменяется канифолью. Чтобы не образовывалась новая пленка оксида алюминия на месте старой, зачистка производится под слоем расплавленной канифоли.
Паяльник, помимо своего прямого назначения, будет использоваться как инструмент, разрушающий оксидную пленку. Для этого на его жало надевается специальный скребок. Увеличить результативность процесса можно, добавив в канифоль металлических опилок.
Процесс производится следующим образом:
- нагретым луженым паяльником расплавляют канифоль в месте пайки;
- когда канифоль полностью покрывает поверхность, начинают тереть об нее жалом паяльника. В результате этого металлические опилки и жало разрушают пленку оксида алюминия. Поскольку слой расплавленной канифоли не позволяет проникать воздуху к алюминиевой поверхности, на ней не образовывается оксидная пленка. По мере того, как производится разрушение пленки, будет происходить лужение детали;
- когда процесс лужения завершен, детали соединяют и прогревают, пока не будет достигнута температура плавления припоя.
Необходимо предупредить, что процесс пайки алюминия без специальных материалов — довольно хлопотный процесс без гарантии успешного завершения. Поэтому лучше не тратить на такую работу свои силы и время, тем более, что качество и надежность такого соединения будут сомнительными.
Гораздо проще купить активный флюс и высокотемпературный припой, при помощи которых пайка алюминия даже в домашних условиях не вызовет затруднений.
Несколько прекрасных способов пайки алюминия и дюрали в быту


Его преимущества существенные, он легкий, а дюраль так вообще можно сравнить по твердости со сталью. При том дюраль легче стали в 3 раза.
Электротехника широко использует алюминий.
Ведь электропроводность чистого алюминия составляет 62% проводимости меди. Чистый алюминий используют в производстве фольги, которая часто применяют для электролитических конденсаторов.


Но по сравнению с медью у него ниже цена.
Алюминий третий за содержанием и самый распространенный метал земной коры, что составляет 8% от ее массы. И вдруг проблема, припаять алюминий или хотя бы залудить, радиолюбители знают, это еще то жуткое испытание нервов и усидчивости. Ведь такая пайка является достаточно сложным в выполнении технологическим процессом. Так что не так с алюминием, почему он не хочет лудится?


Вот тот оксид не хочет приставать к нашему припою. Поэтому почти все потуги при пайке алюминия должны быть направлены на снятие той оксидной пленки, любыми не запрещенными методами.
Способ 1. Пайка с надфилем или шкуркой:


Место пайки тут также должно быть постоянно в той опилочной канифоле. Как не сложно догадаться опилки тут расцарапывают окисел, в результате к нему пристает припой.
Способ 3. Анальгин при пайке:



Способ 4. Машинное масло (для швейных машин или точных механизмов, жидкое):
Не плохие результаты может дать пайка в минеральном (машинном) масле с использованием абразивных в нем инструментов. Тех же железных опилок, ножа или стоматологического бура.

При толщине детали более 2 мм перед нанесением масла деталь надо прогреть. Но осторожно, не забывая что нанесения масла на горячую поверхность может вызвать брызги. Припой должен содержать не менее 50% олова. Лучшие результаты получаются в случае применения щелочного масла для чистки оружия после стрельбы.
Способ 5. Специальные флюсы для пайки алюминия:





Способ 6. Пайка в вакууме:
Если есть возможность то пайка алюминия в вакуумной камере дает хорошие результаты. Но здесь так же нужна предварительная зачистка поверхности детали.
Пайка и сварка в космосе вообще, как говорят некоторые космонавты очень качественная и прочная.
Способ 7. Омеднение алюминия:
Используя медный купорос (CuSO4) можно создать гальваническую установку для покрытия алюминия медью с последующей ее залужением.


Интересно что сварка алюминия не возможна по тем же причинам-образования оксидной пленки на аллюминие. Поэтому для сварки используют инертный газ-аргон. Аргон частично вытесняет кислород воздуха. Но все равно при начале сварки места стыков должны быть обезжирены и зачищены абразивными инструментами, желательно под струей аргона. Иначе алюминиевый электрод, даже с аргоном, при подаче будет просто-напросто плавится и сворачиваться шариками и не прилипать.
Если у кого есть свои способы пайки алюминия, делитесь, будет интересно.
Как спаять алюминий в домашних условиях, особенности пайки алюминия
Пайка алюминия — трудновыполнимый в домашних условиях процесс. Сложность объясняется свойствами металла, которые затрудняют соединение отдельных частей из алюминия с другими веществами. Соединять алюминий нужно с соблюдением специально разработанных технологий, обеспечивающих качество пайки. Значение имеет опыт мастера, соединяющего пайкой детали из алюминия.
Почему алюминий плохо паяется
Многие пробовали паять алюминий в домашних условиях и хорошо поняли: припой не хочет прилипать к поверхности деталей. Это происходит по причине образования на металле устойчивой оксидной пленки, которая имеет низкую адгезию к материалу припоя. Методы пайки алюминия в домашних условиях сводятся к борьбе с защитной пленкой.
В минералогии оксид алюминия называют корундом. Он состоит из прозрачных кристаллов, являющихся драгоценными камнями. Корунд имеет различную окраску, зависящую от примесей: хром придает красноватый оттенок, сапфир — синеватый. Окисная пленка обладает высокой прочностью и не поддается пайке. Ее необходимо удалить с поверхности и после этого начинать паять детали.

Как удалить оксидную пленку
Пленку с поверхности металла удаляют несколькими способами, наиболее эффективными являются химический и механический. Оба метода для работы требуют безвоздушной среды, в которой нет кислорода.
Химический метод основан на осаждении на поверхности заготовки цинка или меди путем электролиза. На место, подготовленное к пайке, наносят медный купорос в виде концентрированного раствора. К чистому участку металла прикрепляют минусовую клемму аккумулятора или другого источника питания. Один конец медной проволоки подключают к плюсовой клемме, другой опускают в раствор на поверхности алюминия. В результате электролиза медь или цинк тонким слоем оседает на алюминии и крепко к нему прилипает. Теперь можно производить пайку алюминия оловом.
Для удаления оксида используют масляную пленку. Для этого способа лучше брать масло синтетическое или трансформаторное с малым содержанием воды. Другие виды масел нужно подержать при температуре +150…+200°С, вода испарится. При более высокой температуре содержимое начнет разбрызгиваться. Обезвоженное масло наносится на поверхность алюминиевой детали. Наждачной бумагой нужно под нанесенным слоем потереть алюминий для удаления оксида.
Наждачную шкурку заменяют скальпелем, зазубренным жалом паяльника или железной стружкой, полученной из натертого напильником гвоздя. Стружку насыпают на масло и жалом паяльника трут по поверхности, сдирая оксидный слой. Массивную деталь желательно подогреть горячей воздушной струей. Припой паяльником погружается в масляную капельку и растирается по месту пайки. Для лучшего прохождения процесса пайки добавляется канифоль или другой флюс.
Для пайки алюминиевых проводов созданы флюсы на основе ацетилсалициловой или ортофосфорной кислоты, солей борной или натриевой кислоты. Канифоль применяется редко, она малоэффективна в случае с алюминием. Флюсы применяются при пайке проводов, кастрюль и других вещей.
Флюсы для пайки алюминия
Флюсы имеют высокую активность, поэтому после пайки их нужно смывать раствором воды с щелочью. Роль щелочи хорошо выполняет пищевая сода. После щелочи место соединения промывается чистой водой. Следует беречь органы дыхания от попадания в них паров флюса. Они способны раздражать слизистые и попадать в кровь. Наиболее распространенные из них требуется рассмотреть каждый в отдельности.
Канифоль
Канифоль — наиболее востребованный из всех флюсов. Он используется при соединении различных металлов. На алюминии работает только при отсутствии воздуха, поэтому применяется редко. Времени при работе с канифолью тратится больше, эффективности меньше. Этот флюс не для профессионалов, выполнять пайку может, но качество соединения не отличается прочностью.
Порошковый флюс
Алюминий паяют газовой горелкой с применением порошковых флюсов. Не рекомендуется к пламени добавлять кислород, он снижает эффективность работы флюса. Наиболее распространенные флюсы:
- Ф-34А;
- бура;
- ацетилсалициловая кислота;
- паяльный жир.

Ф-34А — активный флюс, имеющий в составе 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка. Состав применяется с припоями, содержащими химические добавки. Он обладает гигроскопичностью и растворяется в воде.
Бура — порошок, плавящийся при 700°С, обладает растворимостью в воде, смывается водным раствором лимонной кислоты. Отличается низкой стоимостью.
Ацетилсалициловая кислота встречается в виде таблеток аспирина. При нагреве паяльником выделяются вредные для здоровья человека пары, обжигающие нос, глаза и органы дыхания.
Паяльный жир состоит из парафина, хлорида аммония и цинка, деионизированной воды. Хорошо паяет предварительно прогретые места, прошедшие процедуру лужения. После спаивания алюминиевых деталей рекомендуется остатки флюса смывать, иначе он вызывает коррозию металла.
Жидкий флюс
Жидкий флюс наносится на место пайки тонким слоем. При работе паяльником быстро испаряется с выделением обжигающих паров. Флюс Ф-64 в своем составе содержит фториды, тетраэтиламмоний, ингибиторы коррозии и дионизированную воду. Хорошо разрушает оксидную пленку и помогает паять заготовки из алюминия больших размеров. Используется при паянии меди, алюминия, оцинкованного железа и других металлов.
Ф-61 состоит из триэтаноламина, фторбората аммония и фторбората цинка. Используется при лужении и пайке сплавов алюминия при температуре до 250°С. Castolin Alutin 51 L состоит из кадмия, свинца и 32%-ного олова. Наиболее эффективно работает при температурах выше 160°С.
Любой из перечисленных флюсов помогает запаять алюминиевую кастрюлю, алюминиевые заготовки разных размеров, соединять методом пайки дюралюминий, дюралевые (дюраль) заготовки.
Припой для пайки алюминия
Припой для пайки алюминия делается на основе цинка или алюминия. В него вносятся добавки для достижения различных характеристик: для понижения температуры плавления, увеличения прочности. Производят их в Америке, Германии, Франции, России. Рассмотрим некоторые из них.
Распространенный и широко разрекламированный припой для алюминия — HTS 2000. Его производит компания из США. Практика свидетельствует о его непрочности: спаянные детали пропускают воздух и влагу. Без флюса его применять невозможно.
Castolin 192FBK на основе цинка (97%) и алюминия (2%) производится во Франции. Компания Castolin выпускает припои 1827 и AluFlam-190, предназначенные для пайки меди и алюминия при 280°С.

Castolin 192FBK — трубчатый припой, содержащий в сердечнике флюс. Выпускается в виде прутков, 100 г которых стоит 100-150 руб. Хорошо паяет мелкие отверстия и трещинки.
Chemet Aluminium 13 — припой, используемый при сварке деталей при 640°С и выше. В его основе лежит алюминий (87%) и кремний (13%). Температура плавления припоя — около 600°С. Выпускается в виде прутков, которых на 100 г приходится 25 шт. 100 г стоят 500 руб. Разновидность под наименованием Chemet Aluminium 13-UF имеет полую структуру и содержит в сердечнике флюс. Его стоимость за 12 прутков, которые весят 100 г, 700 руб.
Алюминиевый припой производится и на отечественных предприятиях. Для пайки с помощью газовой горелки применяется состав марки 34А. Он плавится при температуре 525°С, хорошо паяет сплавы АМц, АМ3М, АМг2. 100 г стоят 700 руб.
Марка А состоит из 60% цинка, 36% олова и 2% меди. Плавится при 425°С. Выпускается прутьями весом 145 г. Стоимость одного прута — 400 руб.
SUPER A+ производится в Новосибирске и является аналогом HTS-2000. Применяется вместе с флюсом марки SUPER FA. Стоит 800 руб. за 100 г. В расплавленном состоянии становится тягучим, приходится применять стальные инструменты для его разравнивания.
Источники нагрева и материалы для пайки алюминия в домашних условиях
 По сравнению с другими металлами, массовое использование алюминия началось сравнительно недавно. Его начали применять в авиационной промышленности, за что тот получил название «крылатый металл». Благодаря основным показателям алюминия – легкому весу и стойкости к коррозии, его широко используют в строительстве, приборостроении и других отраслях промышленности.
По сравнению с другими металлами, массовое использование алюминия началось сравнительно недавно. Его начали применять в авиационной промышленности, за что тот получил название «крылатый металл». Благодаря основным показателям алюминия – легкому весу и стойкости к коррозии, его широко используют в строительстве, приборостроении и других отраслях промышленности.
Пайка алюминия – один из способов создания неразъемного соединения. При правильном выборе расходных материалов и соблюдении технологии, пайку алюминиевых заготовок можно выполнить в домашних условиях своими руками.
Особенности процесса
Как и при сварке, основным фактором, влияющим на процесс пайки алюминия, является наличие оксидной пленки. Она образуется на поверхности под действием атмосферного воздуха. Температура плавления оксида, гораздо выше, чем у основного металла. Этот параметр достигает величины 660 Сº, при температуре плавления основного металла 250-300 Сº. Кроме того, пленка отличается высокой устойчивостью к химическим воздействиям, поэтому использование нейтральных флюсов не позволит нормально взаимодействовать алюминиевому припою и базовой поверхностью.
Преимущества
 Пайка не получила широко промышленного применения из-за относительно низкой производительности работ. Тем не менее, данный метод соединения выгодно отличается от прочих способов создания неразъемных соединений:
Пайка не получила широко промышленного применения из-за относительно низкой производительности работ. Тем не менее, данный метод соединения выгодно отличается от прочих способов создания неразъемных соединений:
- Классическими рабочими инструментами является электрический паяльник и газовая горелка. Наука не стоит на месте, и на отечественном рынке уже давно положительно зарекомендовали себя установки для пайки ультразвуком и электронными волнами. Эти устройства отличаются способностью к выполнению работ на загрязненной поверхности без предварительной подготовки.
[stextbox информация. С помощью ультразвука паяют особо тонкие листы, толщиной до 0,001 мм.[/stextbox]
- Процесс сопровождается низким температурным воздействием на обрабатываемые детали.
- Пайка сохраняет структуру металла, не меняя физические и химические свойства – шов формируется за счет расплавленного присадочного материала.
- С помощью данной технологии можно соединять даже миниатюрные элементы и тонкостенные изделия, не опасаясь поверхностной деформации заготовки.
- Имеется возможность соединения разнородных материалов.
Флюсы
Рассмотрим составы, с помощью которых можно подготовить заготовки к нанесению припоя для пайки алюминия.
Канифоль
Как было сказано выше, нейтральные составы плохо справляются со своими задачами. Исключение составляет использование канифоли в вакуумной среде, при отсутствии оксидной пленки. На практике данный способ встречается очень редко.
Порошковый
Работая газовой горелкой, специалисты рекомендуют использовать следующие порошковые составы:
- Флюс Ф-34, основу которого составляют соли щелочных металлов соляной кислоты;
- Бура – классический состав, отличающийся высокой температурой плавления;
- Ацетилсалициловая кислота отлично подходит для домашней пайки;
- Паяльный жир не является порошком, однако относится к категории твердых составов.
Жидкий
Такой флюс очень удобно наносить на заготовки, контролируя равномерное распределение по поверхности. Лучше всего себя зарекомендовали следующие составы:
- Ортофосфорная кислота;
- Ф-64;
- Ф-61.

Независимо от типа флюса, необходимо соблюдать требования техники безопасности. Под действием высокой температуры активные составы переходят в газообразное состояние, что несет угрозу зрению и дыхательным путям. После проведения работ флюс необходимо смыть с поверхности детали.
Припой
Припой для алюминия – это присадочный материал, от выбора которого зависит качество и надежность будущего соединения. Для чистого материала и дюралюминия следует использовать совершенно разные составы. Начинающие мастера испытывают сложности при пайке алюминия именно из-за выбора неподходящего состава, предназначенного для работы с другими металлами.
Все припои можно условно разделить на две группы:
- Легкоплавкие. К этой группе относятся составы, основу которых составляют мягкие металлы – олово, цинк, висмут и медь. Такие материалы, за низкую температуру плавления, называют радиолюбительскими. Доступная стоимость делает такие припои идеальным выбором для домашних мастеров. Их выпускают в форме проволоки, толщиной до 6 мм.
[stextbox припои не применяют для ответственных работ. Например, пайку алюминиевых трубок холодильника, работающих под давлением, лучше выполнять тугоплавкими присадочными материалами.[/stextbox]
- Тугоплавкие. К ним относятся припои, в состав которых входит алюминий, цинк, кадмий, кремний и другие химические элементы. Наличие алюминия обеспечивает высокий уровень смачивания и высокую прочность шва. Для работы с тугоплавкими припоями необходимо профессиональное оборудование с высокими температурными показателями.
Подготовка деталей

Пайке предшествует тщательная подготовка рабочей поверхности. Процедура заключается в очистке заготовок, удалении оксидной пленки с последующим обезжириванием.
Окисленный слой можно снять путем механической и ручной обработки, любым удобным способом:
- болгаркой со специальной насадкой;
- щеткой или ершиком по металлу;
- наждачной бумагой.
Кроме того, можно использовать сильнодействующие кислотные растворы. При этом следует соблюдать осторожность, не допуская попадания очистителя на открытые участки кожи.
Следует помнить, что очистку проводят непосредственно перед пайкой. В противном случае на поверхности образуется новая пленка и процедуру придется повторять. В качестве альтернативы можно использовать активный флюс – он с легкостью справится с вновь образованным слоем оксида.
Источники нагрева
Рабочим инструментом может служить любое приспособление с функцией генерации тепла. Выбор зависит от габаритов заготовки и условий выполнения работ.
Паяльник
Наиболее распространенный нагревательный инструмент. Приборы работают от электричества с минимальным напряжением сети, что делает его оптимальным выбором для домашней эксплуатации. Пайка алюминиевых проводов, кабелей, ремонт бытовых приборов, выполняется с помощью обычных паяльников, мощностью до 150 Вт.
[stextbox рекомендуют выбирать паяльники с зазубренным жалом – с их помощью оксидная пленка удаляется гораздо быстрее.[/stextbox]
Горелки

Газовая горелка – это прибор, который работает на смеси горючих газов. Мощность и величина пламени зависит от характера работ и габаритов деталей. Дома можно использовать обычную паяльную лампу. При соединении толстолистовых заготовок лучше выбрать профессиональное инжекторное оборудование с рассекателем для пламени.
Главное отличие горелок – высокая производительность при бесконтактном способе разогрева поверхности.
Продвинутые модели оснащают механизмом регулировки температуры пламени.
Что выбрать – сварку или пайку?
На вопрос, какая технология создания неразъемных соединений лучше всего подходит для работы с алюминием, не существует однозначного ответа. Все зависит от производственных условий, габаритов деталей и других факторов. Исходя из этого, выбирают, сварку или пайку алюминия использовать в данном случае. Естественно, такой вопрос может лишь возникнуть при наличии как сварочного, так и паяльного оборудования.
С технологической точки зрения, сварка считается более сложным процессом, требующим от исполнителя высоких профессиональных навыков. При этом сварочные швы отличаются отличными эксплуатационными показателями, при большей, по сравнению с пайкой, себестоимости работ.
Как удалить оксидную пленку?
Это самая сложная задача, с которой сталкиваются в процессе проведения работ. Рассмотрим проверенные способы удаления оксида с поверхности.
Осаждать медь или цинк?
 Схема осаждения меди.
Схема осаждения меди.
Для выполнения осаждения понадобится аккумуляторная батарея небольшой мощности. На зону соединения наносят медный купорос в чистом виде. Провод от минуса крепят к заготовке с помощью крокодиловых зажимов. К плюсу подключают медную или цинковую проволоку. После погружения проволоки в раствор, анодный металл начинает осаживаться на детали. После этого можно приступать к пайке.
Использовать трансформаторное масло
Метод заключается в подготовке зоны соединения под слоем масла. Лучше всего себя зарекомендовала смазка для трансформатора, однако при его отсутствии можно использовать любую автомобильную синтетику с низкой вязкостью.
Перед употреблением масло необходимо нагреть до 150-200 Сº. Такая температура удалит остатки воды из смеси. После этого смазку наносят на место соединения и приступают к удалению пленки из оксида. Для этого в масло добавляют абразивный материал и очищают налуженным паяльником зону соединения.
В высокотемпературном режиме
Алгоритм выполнения работ следующий:
- Готовим рабочую поверхность любым доступным способом и выполняем обезжиривание.
- Удаляем оксидную пленку с поверхности.
- Нагреваем поверхность до 400 Сº с помощью паяльной лампы.
- Наносим припой на поверхность плавными движениями. Важно, чтобы присадочный материал полностью расплавился и при этом заготовка не перегрелась.
- Остывание проходит в естественных условиях.
В низкотемпературном
В отличие от предыдущего метода, процесс протекает при температуре до 300 Сº. Единственное отличие заключается отсутствии необходимости в предварительном нагреве поверхности.
Самое главное – по завершению работ промыть полученный шов. Это необходимо для удаления остатков флюса.
Сфера применения процесса

Пайка алюминия широко используется как в домашних работах, так и на производственных предприятиях.
Опытные автомобилисты сталкивались с необходимостью пайки радиаторов, для восстановления герметичности, а также устранения дефектов масляных поддонов двигателя и коробки переключения переда, которые также изготавливают из алюминиевого сплава.
Трубопроводы из рассматриваемого металла можно встретить в конструкциях многих промышленных систем. Пайка является надежной и доступной альтернативой сварке, при заделке трещин в трубах.
Заключение
Пайка алюминия – достаточно простая процедура, навыки которой может без труда освоить любой желающий. При выполнении работ, помимо грамотного выбора расходных материалов, важно качественно удалить оксидную пленку, которая покрывает все алюминиевые поверхности.
[stextbox 6-го разряда Алферов Дмитрий Русланович. Опыт – 15 лет: «Я занимаюсь пайкой уже 15 лет. Сталкиваясь с алюминием, будь то посуда или автомобильный радиатор, я предпочитаю мощный электрический паяльник с широким жалом. Особой разницы межу лучшим американским припоем HTS-2000 и классическим ПОС-61, я не вижу. Главное, не нарушать требования технологии. Для удаления пленки я предпочитаю метод очистки под слоем масла».[/stextbox]
Пайка алюминия дома своими руками: пошаговая инструкция

Хотите попробовать паять алюминий в домашних условиях , но терзают сомнения, что ничего не получится?
Не переживайте — мы расскажем, что и как нужно делать, а самое главное — чем паять , чтобы все получилось! Все рекомендации опробованы на практике и доказали свою эффективность.
Что вообще понадобится для пайки алюминия ? Один из основных инструментов — это нагревательный прибор.
Это может быть как электрический паяльник с самодельной насадкой (о том, как ее изготовить — расскажем ниже), так и более продвинутый вариант — газовый баллончик с горелкой . В данном случае понадобится баллон со смесью из двух (пропан/бутан) или трех газов (пропан, бутан, изобутан).
Обратите внимание, что пайка и сварка алюминия — это совсем не одно и то же. Хотя многие люди очень часто путают эти понятия. Давайте внесем некоторую ясность, что такое пайка алюминия, и что такое сварка.
Под сваркой подразумевается соединение металла путем его нагрева с последующим расплавлением и перемешивания в сварочной ванне. Обычно для этих целей используется аргонная сварка и специальные присадочные прутки .
Некоторые домашние умельцы даже переделывают обычные сварочные инверторы под аргонную сварку.
В результате сварки алюминия получается очень прочное и монолитное соединение с одной и той же кристаллической решеткой. Качество свариваемых деталей довольно высокое.
Под термином « спаять алюминий » подразумевается использование специального припоя (или обычного олова), который и соединяет между собой алюминиевые детали. При этом сам металл не разогревается до температуры плавления.

Особенность пайки заключается в том, что можно без проблем запаять алюминиевую кастрюлю или другую емкость (если в ней имеется трещина), а также можно припаять алюминий к другому металлу. А вот сварить два разных металла сложно.
Существуют разные методы пайки алюминия и дюрали . Мы рассмотрим одни из самых популярных и эффективных способов, которые применимы в быту.
Пайка алюминия газовой горелкой
Алюминий довольно капризный материал для пайки. У многих домашних умельцев, которые впервые попробовали спаять между собой две алюминиевые детали, как правило, ничего не получается, и они отказываются от этой затеи.
А все потому, что этот металл довольно быстро окисляется при взаимодействии с воздухом (практически сразу после зачистки поверхности образуется оксидная пленка), и припой попросту скатывается в шарик.
Поэтому пайкой алюминия в домашних условиях мало кто занимается всерьез — по причине неэффективности этого процесса.
Но безвыходных ситуаций не бывает — всегда можно найти решение той или иной проблемы.
Цель данной статьи — рассказать о некоторых нюансах, а также поделиться с читателями полезными советами, как паять алюминий домашних условиях , чтобы все получилось если не с первого раза, то со второго точно.
Одним из важных условий успешной пайки алюминия является очень плотная подгонка деталей — зазор между ними должен быть минимальным, чтобы припой никуда не утек. Это не относится к тем случаям, когда надо запаять сквозную трещину.
Еще один немаловажный момент, на который нужно обращать внимание — это температура поверхности металла.
Нужно разогреть поверхность так, чтобы не перегреть деталь (алюминий начинает плавиться при температуре от 650 градусов по Цельсию), но при этом, чтобы температура была достаточной для того, чтобы припой работал.
Оптимально нагревать алюминиевые детали до температуры 500 градусов. Для определения температуры металла можно использовать мультиметр с термопарой.
Выбор горелки
Для пайки алюминия в условиях гаража или домашней мастерской чаще всего используют туристический газовый баллончик с газовой горелкой.
Как правило, газовая горелка приобретается отдельно от баллона, и тут крайне важно не прогадать.
Дело в том, что горелка с широким соплом для пайки алюминиевых трубок или других деталей не подойдет, потому что она разогревает большую площадь поверхности, тогда как нам требуется исключительно локальный нагрев — конкретно в месте пайки.
Поэтому лучше всего использовать газовую горелку с узким соплом (например, можно приобрести горелку для пайки меди). Как она выглядит, можно посмотреть на фото ниже.

Пайка китайским прутком
Один из способов пайки алюминия — использование специального припоя. Например, китайского. Можно использовать припой Castolin 192 или HTS2000.
Пруток представляет собой твердую цинковую трубку, которая наполнена порошковым флюсом. Последний-то как раз и нужен, чтобы «растворять» оксидную пленку на поверхности алюминия.

По утверждению производителя, при помощи данного припоя можно качественно паять алюминиевые детали, при этом не потребуется даже зачищать поверхность, чтобы избавиться от оксидной пленки.
Способ пайки очень прост. Максимально плотно прижимаем детали друг к другу (в данном случае это алюминиевые пластины), чтобы не было больших зазоров.
После этого разогреваем место соединения до температуры 500 градусов по Цельсию с помощью газовой горелки. Когда припой заполнит зазор между деталями и сформирует шов, нагрев прекращаем.

Точно таким же образом можно спаивать между собой алюминиевые трубки (стык в стык или под углом), а также можно припаять другие детали из разных металлов к алюминию .

В общем, китайский припой (несмотря на то, что китайский) со своей задачей справился. Поскольку припой обладает хорошей текучестью и отлично заполняет любые щели и пазы, можно использовать для пайки автомобильных радиаторов.
Подробно о том, как паять алюминий с помощью специального припоя, можно посмотреть на видео ниже. Своим опытом поделился автор YouTube канала voltNik.
Способ с щеткой-насадкой по металлу
Если нет возможности купить китайский пруток, есть простой способ, как можно паять алюминий оловом . Подойдет этот способ и для пайки дюралюминия (алюминиевого сплава ).
Для этого нам потребуется газовый баллончик с горелкой, оловянная палочка и шуруповерт или электродрель с проволочной щеткой по металлу — чтобы зачистить поверхность алюминиевой детали перед пайкой.

Многих людей интересует, как запаять сквозное отверстие в детали. Самое время осветить эту тему.
Рассмотрим данный способ на конкретном примере — в нашем случае необходимо запаять разрез на крыле автомобиля.

Первым делом потребуется зачистить и залудить поверхность алюминия.
Сначала разогреваем поверхность алюминия при помощи газовой горелки, и наносим небольшое количество олова. Оно сразу будет скатываться в шарики, но ничего страшного — это так и задумано.

Далее снова нагреваем поверхность алюминия с помощью горелки, и одновременно зачищаем ее щеточной насадкой.

По мере необходимости добавляем еще немного олова, чтобы на поверхности алюминия образовался равномерный слой . После этого можно приступать непосредственно к самой пайке.


Когда алюминий полностью остынет, необходимо будет обработать место пайки углошлифовальной машинкой (болгаркой). Чтобы выровнять поверхность в идеал, надо будет пройтись мелкой наждачкой.

Более подробно об этом способе пайки алюминия вы можете посмотреть в авторском видеоролике ниже. Своим опытом поделился автор YouTube канала «АС МАСТЕР ремонт авто в омске».
Доработка паяльника для пайки алюминия
Мы уже разобрались, что в домашних условиях алюминиевые детали обычно припаиваются друг к другу с помощью газовой горелки. Но в некоторых случаях можно обойтись и электропаяльником. Нужно будет только его немного доработать.
Для этого нам потребуется купить новое жало для паяльника диаметром 8,5 мм (продается в любом магазине радиодеталей).

От начала жала паяльника отступаем около 8 мм, и затем сверлим отверстие диаметром сверлом по металлу 2 мм.

После этого ножовкой по металлу необходимо сделать в жале паяльника продольный пропил глубиной 10 мм.

На следующем этапе от старого пильного полотна для ручной ножовки по металлу нужно отрезать кусочек длиной 13 мм.

Для облегчения последующей обработки заготовки ножовочное полотно необходимо нагреть (сделать отпуск металла). После охлаждения сверлим по центру отверстие диаметром 3 мм.

Медное жало паяльника зажимаем в тисках, и сгибаем под углом 90 градусов. Затем нужно нарезать резьбу в просверленном отверстии (резьба — 2,5 мм).

Край ножовочного полотна нужно облудить — для этого автор использует специальный флюс для пайки стали.

Кусок ножовочного полотна вставляем в пропил в жале паяльника, и фиксируем с помощью винта. Конец винта надо обрезать и заклепать.

Принцип работы электропаяльником с самодельной насадкой очень прост. Для начала включаем инструмент в розетку, и ждем, пока он нагреется до нужной температуры.
После этого наносим на конец насадки немного припоя (касаемся поверхности оловянной проволокой или прутком) и канифоли (это смоляная кислота, которая используется специально для пайки), и можно приступать к лужению алюминия .

Царапая поверхность, мы разрушаем оксидную пленку, и припой сцепляется с алюминием, как с родным братом.
Только перед лужением не забудьте нанести на поверхность алюминиевой детали небольшой слой канифоли . Этот способ подойдет и в тех случаях, если надо спаять алюминиевые провода — когда они облуженные , спаять их оловом не составит проблем.
Обратите внимание: в данном случае флюс для пайки алюминия не используется!
Пошаговый процесс изготовления самодельной насадки на паяльник можно посмотреть на видео ниже. Идея самоделки принадлежит автору YouTube канала A Craft.
В сегодняшней статье мы рассмотрели разные способы пайки алюминия, а также как залудить алюминий для пайки оловом. Надеемся, что какой-нибудь из них вам обязательно пригодится и поможет.
Если вам известны другие способы, как паять алюминий в домашних условиях, то напишите об этом в комментариях — многим нашим читателям, наверняка, будет интересно о них узнать.
Как запаять алюминий с помощью паяльника своими руками
К числу одних из самых распространенных металлов относится алюминий. Он встречается не только на производстве, но и в домашних условиях. И иногда возникает необходимость соединить между собой некоторые детали из алюминия или его сплавов. Однако сделать это, не имея специального оборудования, не так уж и просто. Поэтому следует рассмотреть варианты, как паять алюминий паяльником в домашних условиях, и что для этого потребуется.
Алюминий относится к числу трудноспаиваемых металлов
Почему возникают проблемы с пайкой алюминия
Данный металл отличается легкостью, гибкостью, а благодаря образуемой на его поверхности оксидной пленке, он не вступает в реакцию с продуктами и агрессивными компонентами. Но именно эта особенность алюминия и создает трудности при спайке этого металла.
Однако существует несколько вариантов для решения проблемы. И, чтобы узнать, как припаять алюминий к меди оловом паяльником, или детали из других металлов, нужно рассмотреть их более детально.
Подготовка к пайке алюминиевых деталей
На этапе подготовки нужно провести качественную зачистку поверхностей от краски, если она есть, и загрязнений. Затем следует обезжирить детали бензином, ацетоном или другим подходящим растворителем.
А также следует обязательно удалить оксидную пленку, которая всегда появляется на поверхности металла после контакта с воздухом.
Важно! Без предварительной подготовки к пайке добиться качественного сцепления между деталями не удастся.
Как удалить оксидную пленку
Снять оксидную пленку с алюминия дома можно механическим путем. Для этого рекомендуется использовать углошлифовальную машину, щетку по металлу, наждачку, специальную сетку из нержавеющей проволоки.
Также провести зачистку можно химическим способом при помощи кислоты. Но в домашних условиях он применяется крайне редко.
Важно! После удаления оксидная пленка полностью не исчезнет, но станет значительно тоньше, что позволит провести качественную спайку.
Используемые в работе материалы
Для качественной пайки алюминия следует использовать специально подобранные флюсы и припои. Это позволит провести качественно работу.
Флюсы для пайки алюминия
Флюсом называется вспомогательный компонент, который препятствует образованию оксидной пленки во время пайки. Также его функция заключается в обеспечении хорошего смачивании поверхности жидким припоем, что обеспечивает надежное сцепление.
Но при отсутствии флюса его можно заменить трансформаторным маслом, предварительно зачистив поверхности наждачной бумагой. Это позволит замедлить процесс образования оксидной пленки.

Действие флюса зависит от его состава
Канифоль
Этот вид флюса является самым востребованным. Канифоль можно применять для пайки любых металлов. Но в случае с алюминием работу следует выполнять без доступа воздуха, что значительно осложняет ее проведение. В итоге время на выполнение пайки требуется больше, а эффективность низкая.
Важно! При использовании канифоли качество соединения алюминия не отличается особой прочностью.
Порошковый флюс
Для пайки алюминия можно применять порошковые флюсы вместе с газовой горелкой. При проведении работ нельзя добавлять к пламени кислород, так как это вызывает окисление алюминия.
Наиболее распространенные порошковые флюсы:
- бура (смесь натриевой соли и борной кислоты);
- активный флюс Ф-34А (содержит хлориды калия, лития, цинка и хлорид цинка);
- ацетилсалициловая кислота;
- активный паяльный жир.
Жидкий флюс
Эту разновидность флюсов можно наносить на поверхность тонким слоем. Но при этом они испаряются намного быстрее и способны выделять обжигающие пары.
Наиболее популярные виды:
- флюс Ф-61— рекомендован для низкотемпературной пайки;
- флюс Ф-64 — разрушает даже достаточно прочную оксидную пленку;
- Castolin Alutin 51 L — подходит для работы при температуре от 160 градусов.
Припой для пайки алюминия и его сплавов
С целью пайки данного металла рекомендуется применять припои из таких материалов, как алюминий и цинк. При этом они могут содержать различные добавки, что улучшает их функциональность.
Самые популярные импортные припои для алюминия:
- HTS-2000;
- Castolin 192FBK;
- Castolin 1827;
- Chemet Aluminium 13;
- Chemet Aluminium 13-UF.
Важно! Припой должен хорошо смачивать поверхности деталей, иначе провести качественную пайку не удастся.
Отечественные припои и их качество
Использовать для работы с алюминиевыми деталями в домашних условиях можно и отечественные припои. Они не уступают по эффективности импортным, но стоят на порядок дешевле.
Самые популярные из них:
- ПОС-61;
- марки А;
- 34А;
- SUPER A+.
Сравнение припоев для пайки алюминия
При сравнении импортных припоев HTS-2000 с Castolin 192fbk, а также отечественного «алюминиевого огурца» многие профессионалы отмечают, что последний отличается высокой прочностью пайки, так как состоит из алюминия. Но недостаток его в том, что работу нужно проводить в печке.
А что касается HTS-2000, то отзывы в основном негативные, так ка припой отличается тягучей консистенцией и для его разравнивания на поверхности следует прибегать к стальным инструментам.
Castolyn 192FBK также характеризуется высокой текучестью. Он идеально подходит для того, чтобы запаять небольшие отверстия, а при использовании его для больших дыр может проваливаться внутрь алюминиевых деталей.
При выборе припоя нужно учитывать режим пайки
Порошковая проволока
Этот материал можно применять только при сварке алюминия, а не пайке. Поэтому нельзя путать эти два совершенно разных вида работ по соединению деталей. Применение порошковой проволоки дает возможность проводить сварку без газа.
Источники нагрева
Чтобы правильно спаивать детали, нужно не только знать какие флюсы и припои можно применять, но и как паять дома алюминий паяльником, используя разные источники нагрева.
Паяльник для пайки алюминия
При использовании паяльника нужно учитывать размер деталей для соединения. Количества тепла от источника должно поступать больше, чем будет его рассеиваться. Примерно на 1 тыс. кв. см алюминия рассеивается около 50 Вт тепловой мощности. Значит, для спаивания деталей с такой суммарной площадью, нужно использовать паяльник мощностью 90-100 Вт.
Горелки для пайки алюминия
Если нужно спаять толстые алюминиевые листы, то лучше использовать газовые горелки. Преимущество такого источника в том, что он бесконтактно доносит тепло и характеризуется высокой скоростью разогрева.
Важно! При использовании горелки детали могут даже не успеть нагреться, как уже будут спаяны.
Спаивание компонентов из алюминия
Спаять алюминий в домашних условиях паяльником можно, как при высокой, так и низкой температуре. Но процесс проведения работ в этих случаях несколько отличается.
Пайка алюминия в высокотемпературном режиме
Этот метод применяется для соединения элементов крупного размера. К этой категории относятся алюминиевые детали с толстой стенкой и повышенной массой. В этом случае температура разогрева должна быть в пределах 550-650 °С. В качестве источника тепла следует использовать горелку, работающую на газу.
Пайку нужно проводить после нагрева деталей до нужной температуры, что приведет к плавлению твердого припоя.
Пайка алюминия в низкотемпературном режиме
Такой метод пайки больше подходит для сцепления мелких деталей, алюминиевых проводов, кабелей. В этом случае достаточно температуры 250-450 °С. Для этого режима проведения работ нужно применять жидкие припои.

При низкотемпературном режиме шов получается ровным и аккуратным
Что лучше: сварка или пайка алюминия
Однозначно сказать, что лучше сварка или пайка алюминия нельзя. Это зависит от предназначения деталей и профессионализма человека. Для опытного сварщика естественно более приемлемым вариантом является сварка, а мастеру с паяльником подходит больше пайка.
При необходимости починить радиатор лучше использовать пайку, так как это намного дешевле, а для проведения более ответственных работ больше подойдет сварка.
Пайка алюминия процесс сложный, но выполнить его можно самостоятельно в домашних условиях. Однако проведения работы без использования специальных материалов не дает гарантии качественного сцепления деталей. Это приведет только к бесполезно потраченному времени и усилиям. Поэтому нужно сразу подготовиться к процедуре, чтобы провести ее качественно и быстро.


Коровин Сергей Дмитриевич
Магистр архитектуры, закончил Самарский Государственный Архитектурно-Строительный Университет. 11 лет опыта в сфере проектирования и строительства.
 Как обычная пластиковая бутылка может справиться с засором в ванной или туалете?
Как обычная пластиковая бутылка может справиться с засором в ванной или туалете?- Как рассчитать, сколько кубов бетона нужно на фундамент?
 Как обычная пластиковая бутылка может справиться с засором в ванной или туалете?
Как обычная пластиковая бутылка может справиться с засором в ванной или туалете? Как рассчитать, сколько кубов бетона нужно на фундамент?
Как рассчитать, сколько кубов бетона нужно на фундамент?—>

