Многоразовая форма для литья алюминия своими руками
Литье алюминия в домашних условиях: изготовление форм, технологический процесс
В детстве многие пробовали плавить свинец. Материал можно было найти в отработанных аккумуляторах. Он быстро плавился в костре и хорошо выливался в простые формы. Литье алюминия в домашних условиях также возможно. Этот металл более практичен и представляет определенный интерес для самобытных мастеров. Однако для литья необходимо обеспечить в два раза большую температуру, и пламени костра для этого будет недостаточно.
Алюминий: характеристики
Этот металл до открытия и внедрения доступного способа промышленного получения считался драгоценным. На определенном историческом этапе он был дороже золота. Его свойства могли быть использованы во многих отраслях. Алюминий – легкий и пластичный материал. Он поддается штамповке, гнется, хорошо льется в сложные формы, особенно под давлением. Температура его плавления составляет 660 °C, ее можно достигать и без промышленного оборудования. А значит, литье алюминия в домашних условиях вполне возможно.
Кому это пригодится? Алюминий – материал проверенный. Из него изготавливали и посуду, и детали для авиационной и космической промышленности. Отливки, обладающие хорошей теплопроводностью, коррозионной стойкостью и приемлемой прочностью, ценят любители мастерить. Материал подойдет для изготовления сувениров, декоративных элементов утвари, для ремонта или восстановления деталей и узлов в технике.
Литье алюминия в домашних условиях
Достичь температуры плавления без использования промышленных технологий можно различными способами. В старину кузнецы ковали сталь и разогревали ее энергией сжигаемого угля. Это первый вариант, но для его реализации понадобится печь с принудительной подачей воздуха.
Второй вариант – использование природного, или сжиженного газа. Процесс можно организовать в самодельной печи. Есть и другая возможность, если объемы плавки незначительны. В этом случае можно использовать бытовую газовую плиту.
Литье алюминия в домашних условиях также можно организовать, если в хозяйстве имеется ацетиленовый генератор и резак. Подойдет и вариант с электрической муфельной печью. Такое оборудование уже можно отнести к промышленному. Но если нет желания изготавливать печь, его вполне реально взять напрокат и заказать услугу оператора.
Технологический процесс
В принципе, должна моделироваться ситуация промышленного литья с оговоркой на домашние условия. В любом случае необходимо подготовить сырье. Лом алюминия очищают от грязи, сторонних примесей, всевозможных наполнителей. Крупные части измельчают до нужного размера.
Технология литья алюминия состоит из нескольких этапов. Подготовленный лом плавят выбранным способом. При достижении текучей фазы с поверхности расплава снимается шлак. На завершающей фазе форма заполняется жидким металлом. Одноразовая форма разбивается после остывания.
Предварительно нужно определиться, что предстоит отлить. Даже если это пробная попытка плавки, есть смысл подготовить хоть какую-то форму. А вдруг удастся достичь нужной температуры? Интересно же увидеть результат плавки и оценить результаты: внешний вид, пористость, чистоту. Любой опыт, даже неудачный, пойдет на пользу.
Условия и необходимое оборудование
При плавке вторичного сырья обгорает покрытие, выделяются испарения, есть задымленность. Работать в условиях закрытого помещения без интенсивно функционирующей вытяжки проблематично. Лучший вариант – открытое пространство.
Даже в этом случае будет полезен дополнительный источник вентиляции. Формовочное литье алюминия в пенопласт сопровождается интенсивным выделением продуктов горения. Вентилятор с боковым обдувом рабочего места будет удалять едкий дым, что обеспечит нормальные условия для литья.
Оборудованное и хорошо продуманное в организационном плане рабочее место также важно. Желательно иметь в качестве основы на столе листовой металл или другую поверхность, не поддающуюся воздействию высокой температуры расплавленного алюминия. Вероятность брызг и пролива жидкой массы высока. Помня это, следует задуматься о необходимости проведения работ в условиях жилого помещения.
Самодельная печь для плавки
Проще всего взять несколько огнеупорных кирпичей и выложить из них очаг. Это удобно делать в подходящей металлической емкости (старая кастрюля), которая будет использована в качестве каркаса. Сбоку делается отверстие для подведения патрубка подачи воздуха. Можно приспособить подходящий по диаметру отрезок металлической трубы. К нему подключают шланг пылесоса, фен или другое подающее воздух устройство.
Внутрь закладывается древесный (каменный) уголь. Разжигается огонь, включается подача воздуха. Сосуд, где будет плавиться алюминий, устанавливается внутрь печи. С боков он также обкладывается углем. Желательно на печь сделать крышку, чтобы тепло не уходило напрасно, а оставить лишь отверстие для отвода дыма.
В идеале топливник делают цельным с овальным сводом. Используют специальные смеси для кладки жаропрочного кирпича и футеровки печей. Такую конструкцию вполне можно соорудить из старого ведра. Внутренний свод формируют, используя пластмассовые цветочные горшки подходящего размера. Внутрь массы для армирования можно вмуровать металлическую сетку. После застывания смеси получится добротная печь, способная выдержать не одну плавку.
Использование кухонной плиты
Штучное литье из алюминия можно организовать без изготовления специальной печи. Необходимая температура достигается с использованием бытового газа. Сам процесс плавки занимает около получаса, если объем алюминия не превышает 100-150 грамм.
В качестве емкости используют жестяную банку из-под сгущенки, например. В нее засыпают очищенный и измельченный лом алюминия. Но расплавить его, поставив жестяную банку на решетку над горелкой, не получится – не хватит температуры. Чтобы уменьшить потери тепловой энергии, изобретатели придумали хитрую конструкцию.
Банка с сырьем для плавки помещается внутрь другой жестянки и устанавливается на распорках таким образом, чтобы снизу до дна и с боков до стенок был зазор 5-10 мм. Вторая банка, соответственно, должна быть большего диаметра. В ней снизу проделывается отверстие (диаметром 3-4 см) для подвода струи пламени. Рассекатель с горелки газовой плиты снимается.
Поджигается пламя. Конструкция устанавливается строго над его фитилем. Пламя должно проходить внутрь и греть только жестянку с ломом. Банка большего диаметра играет роль оболочки и удерживает тепло внутри. Сверху проем прикрывается, оставляется лишь зазор для выхода продуктов горения. Интенсивность горения регулируется.
Тигель и вспомогательное оборудование
Жестяная банка одну плавку выдержит. Дальнейшее ее использование возможно, но уже с риском быть прожженной. В таком случае расплавленный алюминий рискует попасть внутрь плиты, что чревато не только забиванием сопел горелки.
Для работы в печи, работающей на угле или сжиженном газе, да и вообще для многоразовых плавок, желательно изготовить специальную емкость – тигель. Ее делают из стали. Подойдет отрезок трубы с заваренным дном. Хороший вариант получается из обрезанного огнетушителя или малогабаритного кислородного баллона с овальным сводом. Желательно сделать боковой желоб для удобства выливания тонкой струи.
Какое дополнительное оборудование для литья алюминия может понадобиться? Пригодятся надежные пассатижи или их вариант с фиксаций зажима. В идеале тигель можно оборудовать по принципу промышленных образцов: с боковыми захватами съемного подвеса и нижним фиксированным упором для удобства его переворачивания. Нужна ложка с длинной рукоятью для снятия шлака с поверхности расплава.
Простые формы
Какие есть способы литья алюминия? Проще всего вылить расплавленный металл в металлическую форму: старую кружку, сковородку, консервную банку. После остывания болванку извлекают. Проще это сделать, если обстучать еще не остывшую форму. Если на ней были рифленые бортики или обратные углы, каркас придется разрезать. Можно вылить слегка остывшую каплю металла просто на подготовленную несгораемую поверхность. Такие способы называют открытыми.
Если есть необходимость сделать особую отливку, сначала нужно приготовить для нее форму по размеру. Чтобы металл после остывания приобрел четкие очертания, делают закрытые формы из двух или более составных частей. Одна из них является основной, а другая обычно формирует свод или боковую поверхность. В ней делают отверстия. Часто сверху над ними добавляют еще одну часть формы – воронкообразные летники для удобства.
Материал
Формы для литья алюминия в зависимости от способа можно изготавливать по разной технологии. Есть несколько простых вариантов. Для открытой заливки в простую форму часто используют просеянную землю (кремнезем). Ее укладывают слоями и трамбуют. После извлечения формирующего элемента земля держит форму и выдерживает заливку. Такой материал простой и дешевый в использовании.
Есть мастера, которые льют алюминий в песок. При замешивании используют жидкое стекло (силикатный клей). Есть информация об использовании цемента. Смесь замешивается, как ни странно, на тормозной жидкости. Разминается руками и протирается через сито, чтобы не было комков. Консистенция должна быть такая, чтобы при сжимании в кулаке формировался комок. При трамбовке песок и цемент хорошо удерживаются внутри опоки и повторяют даже мелкие детали формы заготовки.
Изготовление сложных форм
Отливки сложной конфигурации делают по другой методике. Чаще всего материалом служит гипс (алебастр). Формы без обратных углов и поднутрений могут быть разборными и состоять из двух или более частей. Долго они не прослужат, но несколько отливок вполне реально получить.
Сложный узел или декоративную объемную модель можно изготовить один раз, при этом форму придется разбивать. Есть два метода в работе. Можно изготовить восковую (парафиновую) модель, залить ее гипсом. Позже в процессе интенсивной сушки этот материал расплавится и выльется через летники.
Литье алюминия в гипсовую форму по пенопласту предполагает изготовление из этого материала макета будущей отливки. Он заливается подготовленной смесью и уже не извлекается. Расплавленный алюминий заливается поверх. Температура металла плавит пенопласт, он испаряется в процессе, а жидкий алюминий заполняет освободившееся при этом пространство.
Ошибки при литье
Изготовление форм из гипса – удобный и недорогой способ. Но в материале имеется влага. При естественной сушке она остается. При заливке расплавленного металла влага начинает интенсивно испаряться. Даже интенсивная сушка в духовке не гарантирует ее полное отсутствие. В зависимости от количества оставшейся влаги в форме отливка алюминия может иметь мелкие раковины или большие застывшие пузыри и кратеры.
Если металл был недостаточно разогрет или перед заливкой он успел остыть, алюминий плохо выливается и не заполняет объем формы. Фактически образуется капля, которая не имеет достаточной текучести. То же самое может случиться и при использовании небольшого объема металла в холодной форме. Алюминий быстро отдает тепло и не успевает растечься.
Бывалые мастера не рекомендуют погружать отливку в воду для ускорения ее остывания. В таком материале возможно нарушение внутренней структуры и появление микротрещин. Для последующей токарной обработки такие заготовки могут не подойти.
Безопасность
Технологический процесс предполагает использование открытого огня, что накладывает дополнительные ограничения. Есть смысл проверить наличие средств пожаротушения, исправность газовых приборов, вентиляцию в помещении.
Работа с расплавленным металлом – опасный технологический процесс. Все операции должны проводиться с соблюдением правил техники безопасности. Обязательны спецодежда и средства защиты органов дыхания и зрения.
Из чего сделать форму для отливки силумина?
Тема раздела Общие вопросы в категории Модельные технологии; Нужно сделать довольно точную, многоразовую форму для отливки силуминовых деталей. Ну на ум приходит селикон. но есть ли такой кторый .
Опции темы
- Версия для печати
- Отправить по электронной почте…
- Подписаться на эту тему…
Из чего сделать форму для отливки силумина?
Нужно сделать довольно точную, многоразовую форму для отливки силуминовых деталей.
Ну на ум приходит селикон. но есть ли такой кторый выдержит такую температуру?

Если деталь не сложная попробуй гипс.
Вообще, какова теппература плавления?
А сулумин разве не прессуется? это ж вроде стружка спресованная.

Вообще-то силуминов много.
Это литьевые сплавы.
Весьма хрупкие, кстати. (те, что мне попадались)
Гипсовая форма на многоразовую увы никак не тянет  в гипс я много лил в свое время. думаю что температура расплава будет не больше 600 градусов.
в гипс я много лил в свое время. думаю что температура расплава будет не больше 600 градусов.
Я возможно не корректно использовал термин силумин. скажем это будет некий алюминеевый сплав.
для небольших размеров посмотрите информацию на сайтах ювелиров (у них есть все нужные составы и рецепты)
в гипс — забудьте.
в гипс ничего вылить нельзя что имеет температуру плавления выше 200 градусов, а иначе у вас при заливке произойдет высвобождение воды из CaSO4×2H2O . она закипит и выплеснет вам все наружу.
Вы, таки, это точно знаете? 
Надо мужикам рассказать.
Они-то не знают. Льют себе свинец в гипс. 
мой друг для американского лодочного мотора поршень отливал в графитовую форму.. — прекрасно получилось.. саму форму тож нагревал примерно до 300 градусов обычной паяльной лампой., кроме того высота литника должна быть примерно в 2 раза выше формы, что бы получилось как бы литье под давлением..
поршень после отливки потребовал минимальной обработки.. форма делалась из 4х частей.
 поршень после отливки потребовал минимальной обработки.. форма делалась из 4х частей.
поршень после отливки потребовал минимальной обработки.. форма делалась из 4х частей.
Нужно сделать довольно точную, многоразовую форму для отливки силуминовых деталей.
Ну на ум приходит селикон. но есть ли такой кторый выдержит такую температуру?
Многоразовая форма для литья называется кокиль. Для алюмининеых сплавов делается из жаростойкой стали, чугуна или графита. Металлический кокиль покрывают специальными силикатными красками, для предотвращения прилипания отливки к кокилю. Для небольшой партии даталей подойдет графитовый кокиль. Перед заливкой кокиль надо прогреть, тепература расплава около 700 градусов. Кокильное литье требует больших знаний и опыта, поэтому с первого раза может ни чего толкового не получиться.
Немного из своего опыта. Лил силумин в гипс. Но форма выдержывала 4-6 отливок. Заставила необходимость. В далекие застойные времена была острая проблема с гребными винтами для моделей FSR V. Прищлось немного освоить литейное дело. Но при первых попытках литья в гипс ни чего не получилось. Но по совету дедушки термиста что у нас работал добавить в воду при разведении гипса обычной повареной соли на 1литр 1-2 соловых ложки. Как он объяснил это повысит термостойкость, прочность и сделает поверхность формующей гладкой. В чем в последствии я и убедился. Потом это подтверждение нашел в книжке Б.Н. Зотова «Художественое литьё». И еще перед отливкой форму нужно прогреть до температуры 300-320 градусов. И ещё чем выше литник тем выше качество проливки металла.
Материал кокиля зависит от сложности и тиража отливок. Покрытие кокиля силикатными красками заменял простым покрытием сажи. Брал обрезок оргстекла, поджигал и коптящим пламенем проводил по поверхности кокиля и оседал плотный слой сажи.
Вы, таки, это точно знаете?
Надо мужикам рассказать.
Они-то не знают. Льют себе свинец в гипс.
я пробовал свинец в гипс лить (форму просушил в духовке) когда заливал — она забурлила все равно.
это мой конкретный опыт.
еще — когда прогревал гипсовую форму до 600 градусов (на паяльной лампе).
она стала пористой и непрочной (проще рассыпалась).
свинец в свое время прекраснейшим образом и в спичечные коробки лил))) не велика проблемма, но свинец имеет температуру плавления в районе 200-300 градусов (точно не помню)
в то время как алюминий — 650-700 (опять таки точно не помню)
и то что я бы делал для этих вещей — это топал в магазин ювелиров, и узнавал сколько стоят смеси для форм.
знаю есть технология литья по выплавляемой (выжигаемой) модели, где какую то керамику сначала разводят в спирте,
потом пулевизатором наносят на форму.
потом спирт высыхает — форму заливают соответствующим раствором.
следом выплавляют модель, и обжигают (спекают) форму.
результат — оооочень хорошая точность литья.
алюминий имеет большую усадку, и обьемные детали из него лить без давления не получится (вылил цилиндр 5 см диаметром и 8 длиной — при обработке на токарном станке обнаружил кучу мелких каверн внутри отливки (типа такие точки/звездочки))
Оборудование для литья алюминия в домашних условиях
[Литье алюминия в домашних условиях] может быть выполнено по нескольким различным методикам, каждая из которых имеет как свои достоинства, так и некоторые недостатки.
Вообще в настоящее время алюминий широко используется в самых разных промышленных сферах.
Большой популярностью этот универсальный металл пользуется и у домашних мастеров.
Высокий спрос на алюминий объясняется оптимальными эксплуатационными характеристиками этого материала, его сравнительно небольшим весом.
Кроме этого, алюминий имеет высокие показатели по ковкости и пластичности.
Между тем, несмотря на большое количество достоинств, алюминий все же сложно поддается различным видам обработки ввиду некоторых своих характерных особенностей.

Литье позволяет достаточно быстро изготовить из этого универсального материала самые разные детали для промышленных и бытовых нужд.
Сам процесс может производиться как под давлением, так и при помощи форм. В первом случае потребуется специальное оборудование, а также технология.
Данный метод подразумевает использование специальных пресс-форм.
Легче всего своими руками выполнить литье алюминия при помощи обыкновенных форм, для чего следует приготовить специальную смесь.
В этом случае также используется определенная технология, которую достаточно просто освоить.
Особенности промышленного процесса
Плавлением, а соответственно, и литьем всевозможных деталей из алюминия люди занимаются на протяжении многих лет.
Его температура плавления, которая составляет чуть более шестисот градусов по Цельсию, не требует использования какого-то специфического оборудования.
Данный материал за счет своей высокой пластичности способен приобретать практически любую форму.
Изначально для изготовления деталей из алюминия при помощи его литья использовали разнообразные формы, которые вставляли в землю.
Чуть позже появились гипсовые формы, которые изготавливались своими руками.
В настоящее время практикуется использование специальных пресс-форм, при помощи которых изготовление самых разных деталей из алюминия производится под давлением.
Следует отметить, что и в том и в другом случае выплавляемым деталям можно придавать практически любую необходимую форму.
В любом случае, технология литья данного металла всегда оставалась практически оной и той же, за исключением некоторых особенностей.
Сегодня на крупных промышленных предприятиях практикуется литье под большим давлением, при котором практически полностью отсутствует усадка.
Конечно, для этого используются специальные машины и оборудование, которое нельзя использовать в домашних условиях.
Технологически процесс литья алюминиевых заготовок на промышленных предприятиях с использованием машин и специального оборудования выглядит достаточно сложно.
Необходимое рабочее давление создается за счет работы поршня, который в свою очередь приводится в движение сжатым воздухом.
В этом случае используются эмульсионный состав, а также масло, которые способствуют ускорению его движения.
Алюминий, разогретый до температуры плавления, с большой скоростью поступает в специальную пресс- форму под большим давлением и полностью ее заполняет.
При этом усадка залитого металла практически полностью исключена.
Литье алюминиевых деталей под большим давлением имеет огромное количество достоинств, среди которых особенно выделяется высокая производительность данного процесса.
Кроме этого можно отметить и высочайшую точность получаемых таким образом изделий, а также практически полное отсутствие какого-либо брака.
Данная технология успешно применяется при необходимости изготовить детали, используемые в приборостроении, а также авиастроении.
Использование пресс-форм в этом случае позволяет использовать расплавленную смесь практически любой температуры.
Необходимое оборудование
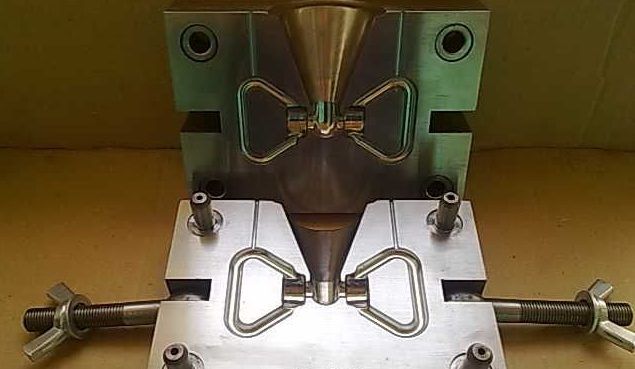
Для литья алюминиевых деталей различного назначения с высокой точностью непосредственно под давлением необходимо специальное оборудование для литья алюминия и автоматические машины.
В этом случае не обойтись и без прочных пресс-форм. Для литья алюминия пресс-формы в станок, как правило, изготавливают из стальных сплавов.
Они должны иметь практически идеальную поверхность отливки, а какие-либо искажения размеров и геометрической конфигурации недопустимы.
Такая пресс-форма должна иметь специальный механизм, который позволит легко доставать из нее готовое изделие.
Кроме этого, в состав пресс-форм должны входить и такие элементы, как подвижные металлические стержни, которые участвуют в образовании внутренних полостей заготовок.
Выплавляемым изделиям, которые будут заливаться в такие формы, можно придавать практически любую конфигурацию, которая, главным образом, зависит от самих форм.
В данном процессе литья алюминиевых изделий также участвуют специальные литейные машины, а также некоторое другое оборудование.
Данные машины могут быть оснащены, как холодной, так и горячей камерой, в которой и происходит процесс прессования форм.
Машины, которые имеют горячую камеру для плавления металла, как правило, используются для производства сплавов, основу которых составляет преимущественно цинк.

В них необходимое давление нагнетается за счет использования сжатого воздуха или поршня.
При помощи давления расплавленная смесь постепенно вытесняется во внутреннее пространство предварительно подготовленных форм.
В свою очередь машины, в которых используется холодное давление, преимущественно применяются в том случае, когда необходимо выполнить отливки с добавлением магниевых и медных сплавов.
В этом случае расплавленная смесь за счет литья поступает во внутреннюю поверхность форм под достаточно высоким давлением, которое в некоторых случаях может составлять порядка семисот мега паскаль.
За счет литья под давлением удается добиться высоких показателей производительности, а кроме этого, нет необходимости подвергать детали дополнительной механической обработке.
Используемые при этом машины, как правило, предназначены для различных типов форм.
Такие машины могут различаться по моделям, в зависимости от некоторых параметров работы. На видео ниже показан процесс литья алюминия под давлением, при котором используется специальное оборудование.
Особенности производства форм
Использовать в домашних условиях специальные машины для литья своими руками алюминия не целесообразно не только в экономическом плане, но и ввиду сложности самой технологии процесса.
К тому же оборудование, работающее под давлением, имеет достаточно большие габариты.
Придать выплавляемым изделиям из алюминия необходимую форму в условиях дома можно при помощи ручного метода «в землю», который подразумевает использование формы, изготовить которую тоже можно своими руками.
Некоторые умельцы используют способ — литье в землю, который позволяет получить детали из алюминия необходимой формы.
Выплавляемым моделям форм можно придать самую разную конфигурацию, притом, что сами формы в домашних условиях изготавливают ручным способом из подручных материалов.
Так, данную деталь можно сделать из обычного цементного раствора, правда в этом случае выплавляемым заготовкам можно будет придать форму в виде прямоугольника или квадрата.
На видео, которое размещено ниже, показан процесс заливки алюминия в цемент. Достаточно часто для литья используют гипсовые формы.
В этом случае гипсовым моделям можно придать практически любую конфигурации. Важным показателем при литье является усадка.
Усадка алюминия при застывании должна быть минимальной.
Моделям под заливку алюминия можно придать практически любую конфигурацию за счет использования воска.
Следует отметить, что в этом случае при помощи воска можно наладить производство из алюминия только небольших по своим габаритам деталей.
За счет некоторых эксплуатационных свойств данного материала, моделям из воска можно придавать даже сложную конфигурацию, при этом следует отметить, что с помощью нее возможно только единоразовое изготовление деталей.
При помощи литья можно достаточно просто изготовить деталь, основным материалом которой будет дюраль.
Дюраль состоит, главным образом, из сплава алюминия с некоторыми другими компонентами.
В этом случае следует отметить то, что выплавляемым из дюрали заготовкам, необходимо большее количество времени на застывание.
Моделям, которые предназначены под литье металла, следует в обязательном порядке проводить предварительную подготовку, которая заключается в очищении их поверхности и нанесении в качестве смазки масла.
Для литья своими руками не требуется специальное оборудование, а все необходимое можно найти дома.
Порядок работ
Наладить изготовление деталей из алюминия путем литья в домашних условиях достаточно просто, при этом нет необходимости приобретать дорогостоящее оборудование.
Моделям, которые будут участвовать в процессе литья, необходимо очистить и смазать внутреннюю поверхность. Если вы используете метод «в землю» — тоже необходима подготовка.
При этом следует проконтролировать, чтобы технологическое углубление в точности повторяло контуры будущей детали.
При выполнении работ важным параметром является усадка расплавленного алюминия.
Усадка при выполнении заливки должны быть минимальной, в противном случае размеры детали не будут соответствовать заданным.
Для того чтобы усадка при застывании алюминия имела минимальный показатель, необходимо на форме сделать из глины небольшой кант, по который и заливать в нее расплавленный металл.
Для расплавления алюминия, как правило, используют стальную емкость и специальную печь.
На видео, которое размещено ниже, показано литье деталей из алюминиевого металла ручным способом.
Для того чтобы лить из алюминия самые разные детали, нет необходимости приобретать дорогостоящее оборудование.
Все что нужно для работы, можно найти в домашнем хозяйстве.
При этом при выполнении работы не стоит забывать и о правилах по технике безопасности.
Рекомендуется использовать специальную одежду, которая защитит кожные покровы от возможных ожогов.
Изготовление формы для отливки алюминиевых деталей: секреты мастера
На чтение: 4 минуты Нет времени?


Бывает, что именно сегодня требуется какая-либо деталь для механизма, а её нет под рукой. Если же приобретать её, то это чревато большими затратами, про которые «жаба», сидящая внутри, даже думать запрещает. Как же тогда быть? Выход, как всегда, найден нашими умельцами с золотыми руками. Автор YouTube-канала Veter NSK рассказал о способе отливки алюминиевых деталей при помощи самостоятельно изготовленной формы из строительного гипса.
Читайте в статье
Что можно сделать из алюминия
На самом деле никаких ограничений по сложности отливаемой детали нет. Это может быть как простейшая пластина с углублениями, так и деталь от двигателя. Сегодня речь пойдёт о такой детали, как лапка газа двигателя для моторной лодки «Yamaha 30». Подобный элемент при покупке в специализированном магазине обойдётся в сумму более двух тысяч рублей. Именно на примере этого элемента сегодня и будет рассмотрена технология изготовления матрицы и литья деталей.
Первое, что необходимо сделать, это сформировать деталь из обычного детского пластилина. Вряд ли этот процесс займёт много времени.

Изготовление формы для гипсовой отливки
В качестве материала для одноразовой формы вполне подойдёт обычный картон. Из него вырезается заготовка, которую нужно оклеить скотчем, так она не промокнет.

Далее форма складывается и фиксируется тем же скотчем. Вот, собственно, и всё, можно замешивать строительный гипс.

ФОТО: YouTube.com Форма готова, можно заливать гипсом
Заливка строительного гипса в формочку
Большое количество гипса замешивать не стоит. Его должно хватить на половину формочки. Но перед тем как его замешать, форму требуется смазать изнутри. Для этого подойдёт любая густая смазка вроде солидола или литола.
Сначала формочка заливается до половины.

ФОТО: YouTube.com Форма заполняется наполовину, после чего немного разравнивается
Теперь в гипс нужно уложить и немного притопить деталь, вылепленную из пластилина. Деталь должна быть притоплена до верхнего уровня гипса. Теперь остаётся ждать, пока алебастр подсохнет. После этого в нём делаются небольшие заглубления при помощи сверла. Впоследствии они не дадут частям опалубки сдвинуться по отношению друг к другу.
ФОТО: YouTube.com Отверстия необходимы, чтобы части формы не сдвинулись по отношению друг к другу
Снова в ход идёт смазка. Она наносится на всю горизонтальную поверхность. Теперь можно снова замешать гипс и долить до верха. Форма для отливки практически готова.
ФОТО: YouTube.com Смазка не даст половинкам формы слипнуться
Доводка формы для отливки до нужного состояния
Когда гипс подсох, картонную оболочку нужно разрезать по углам и удалить, она больше не нужна.

ФОТО: YouTube.com Картонная оболочка разрезается и удаляется
При разъединении половинок необходимо проявить аккуратность, чтобы не сломать направляющие. Пластилин изнутри также удаляется. Теперь гипсовому слепку необходимо основательно просохнуть. Если внутри останется влага, раскалённый алюминий закипит. Ничего хорошего от этого ждать не стоит.
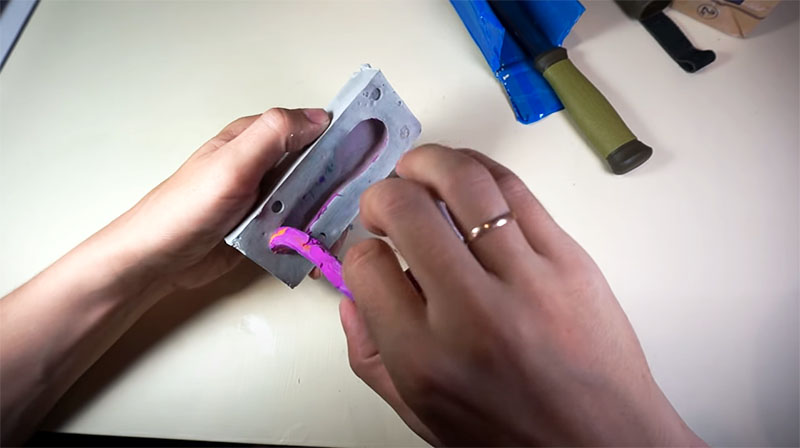
ФОТО: YouTube.com Пластилин удаляется, а форма основательно просушивается
Отверстие в форме для заливки расплавленного алюминия
Отверстие в форме делается при помощи обычной дрели или шуруповёрта. Гипс легко поддаётся обработке, а значит, проблем с этой работой не возникнет.

ФОТО: YouTube.com При помощи сверла делается отверстие для заливки алюминия
Плавление и заливка алюминия в форму
Алюминий можно расплавить в любой консервной банке. В качестве источника тепла следует использовать газовую горелку. При этом портативная горелка значительно лучше. Дело в том, что температура горения пропана ниже, чем изобутана, которым заправляются баллончики для портативных плиток и горелок. Хотя и пропан в состоянии расплавить алюминиевую проволоку и листовой металл.

ФОТО: YouTube.com Алюминий плавится в консервной банке при помощи пропановой горелки
Когда металл расплавлен, его можно заливать в форму. При этом части гипсовой формы должны быть стянуты. Идеальным инструментом для этого будет струбцина. Скотч, используемый ранее, здесь не подойдёт – он попросту расплавится.

ФОТО: YouTube.com Расплавленный алюминий заливается в стянутую струбциной форму
Остаётся дождаться полного остывания.
Разборка формы и доработка детали
Алюминий остыл, а значит, пора проверить, что получилось. Форму разъединяют, изнутри достают отливку. По сути, она является только заготовкой, которую ещё придётся обрабатывать. В этом может помочь ручная гравёрная машинка с подходящей фрезой.

ФОТО: YouTube.com Вот такая заготовка была извлечена из гипса
После того как завершится обработка заготовки, деталь примет свой окончательный вид. Её можно будет установить на предназначенное для неё место и проверить правильность форм ‒ не задевает ли где, не мешает ли работе других узлов.

ФОТО: YouTube.com Деталь установлена, работает, а значит, задача выполнена
Заключение
Несмотря на то, что на отливку алюминиевой детали было потрачено более трёх часов, не считая последующей обработки, можно сделать вывод, что работа была проделана не зря. Сэкономлены средства, получен бесценный опыт. Ведь если разобраться, из затрат на отливку был потрачен только строительный гипс (в незначительных количествах) и газ для горелки. Можно считать, что затраты оказались нулевыми, а значит, выполненная работа не оказалась пустой.
Очень надеемся, что сегодняшняя статья была не только интересна, но и полезна нашему уважаемому читателю. Редакция HouseChief с удовольствием ответит на все вопросы по теме, если таковые возникли в процессе ознакомления с информацией. Вам остаётся лишь изложить их в комментариях ниже. Там же можно выразить личное мнение о подобной работе. Как вы считаете, долго ли прослужит самостоятельно отлитая деталь? Давайте обсудим этот вопрос. Да, и не забудьте поставить оценку прочитанному. Тогда мы хотя бы поймём, как читатели относятся к работе наших авторов. Берегите себя, своих близких и будьте здоровы!
Изготовление литейных форм для литья алюминия.
|

Я уже немного рассказывал про плавку алюминия в домашних условиях , но сама по себе плавка алюминия не является самоцелью. Наша цель — отливка деталей из алюминия, а для этого нужно сперва изготовить так называемую литейную форму. Литейные формы для литья алюминия могут изготавливаться из множества различных материалов. На промышленных предприятиях для крупносерийного производства обычно применяют металлические литейные формы, но изготовить такую в домашних условиях своими руками крайне проблематично, особенно для сложной детали. Поэтому самым благодарным материалом для изготовления литейных форм для литья алюминия в домашних условиях является гипс. Именно о нем и пойдет речь в данной статье.

Подходящий гипс для самостоятельного изготовления литейных форм можно найти практически на любом строительном рынке или даже в хозяйственном магазине по доступной цене. Наилучшей маркой гипса является Г-16, но это уже скульптурный гипс, и найти его трудно. В магазинах обычно можно найти белый гипс марки Г-7. Стоит, однако, предупредить, что вместо гипса вам могут предложить алебастр. Алебастр не подходит для изготовления форм для литья алюминия! Нужен именно белый гипс.

Итак, все, что нам потребуется для изготовления нашей первой литейной формы — это гипс Г-7 (для начала хватит даже мешка 3 кг), пачка обычного пластилина из детского магазина, немного плотного картона и скотч, а также небольшие листы оргстекла или какого-либо пластика для изготовления опалубки (подойдет даже ламинированная ДСП или фанера; главное, чтобы гипс хорошо от нее отходил). Также нам потребуется несколько парафиновых/стеариновых (или из чего их там делают) свечей для изготовления модели самой детали, которую мы будем отливать из алюминия. Я купил себе целый пакет (штук 20, наверное) свечей в соседнем хозяйственном магазине.
Материалами запаслись — приступаем к делу. Сперва нужно изготовить модель нашей детали, для которой мы будем делать литейную форму. Модель детали — это точная копия будущей детали из алюминия , только сделанная из другого материала. Самый простой и доступный способ — вырезать модель детали из парафина/стеарина (в общем, из растопленной свечки). Этот материал вполне неплохо держит форму и очень легко обрабатывается любым инструментом. Кладем нужное количество свечей в обрезанную сверху банку и заправляем все это в муфельную печь .
 Надо сказать, что процесс растопки свечей в 4-ех киловаттной муфельной печи без терморегулятора — это тот еще геморрой! Нужно сидеть и постоянно включать и выключать печку, чтобы спираль ТЭНа не успела разогреться до 1000°C. Настоятельно рекомендую — обзаведитесь терморегулятором для своей муфельной печи — сэкономьте электроэнергию, а главное — свои нервы!
Надо сказать, что процесс растопки свечей в 4-ех киловаттной муфельной печи без терморегулятора — это тот еще геморрой! Нужно сидеть и постоянно включать и выключать печку, чтобы спираль ТЭНа не успела разогреться до 1000°C. Настоятельно рекомендую — обзаведитесь терморегулятором для своей муфельной печи — сэкономьте электроэнергию, а главное — свои нервы!
Надо сказать, что процесс растопки свечей в 4-ех киловаттной муфельной печи без терморегулятора — это тот еще геморрой! Нужно сидеть и постоянно включать и выключать печку, чтобы спираль ТЭНа не успела разогреться до 1000°C. Настоятельно рекомендую — обзаведитесь терморегулятором для своей муфельной печи — сэкономьте электроэнергию, а главное — свои нервы!
После того, как свечи расплавятся, вынимаем банку из муфельной печи и даем ей немного остыть. Свечи сейчас слишком горячие и слишком жидкие — как водичка. Они будут оставаться жидкими и при более низкой температуре, а пока они остывают, мы как раз успеем изготовить из картона коробочку, в которую выльем наш парафин/стеарин. Стенки коробочки плотненько обматываем скотчем, чтобы она случайно не раскрылась. Стараемся заклеить все щели, иначе вся наша свечка вытечет через них. Если это случится, то соскребаем свечку с пола и плавим ее заново в нашей муфельной печи . Не беда, если в свечку попадет мусор — он весь осядет на дне пивной банки.
Выливаем расплавленные свечи в нашу картонную форму и даем ей остыть. Остывает свеча очень долго. Даже если кажется, что все затвердело, внутри парафин/стеарин может быть еще жидким. Я заливал свечу вечером и лишь на следующее утро приступал к изготовлению модели детали. Хотя, конечно, все зависит от размеров.

Также нужно помнить, что при застывании свечи дают очень заметную усадку. Посреди формы образуется глубокая воронка. Поэтому растапливайте свечи с большим запасом, потому как очень многое потом придется обрезать для получения ровного прямоугольного брусочка.
Получив таким образом парафиновый кирпичик, можно приступать к изготовлению модели нашей будущей детали. Т.к. парафин очень мягкий, то его можно резать даже детскими пластмассовыми резцами, которые можно купить в магазине игрушек рядом с пластилином и пластиком для лепки. Также незаменим в этом деле обычный ножичек.

Сразу хочу предупредить, что процесс вытачивания модели будущей алюминиевой детали из парафина вручную крайне трудоемкий и требует большой выдержки и сноровки. И даже счастливые обладатели прямых рук, потратив целый день на выпиливание, могут быть слегка разочарованы — точную деталь вручную вырезать практически нереально! Если же вы хотите изготовить некую скульптурную композицию, то тогда ручной труд оправдан, ведь вы вкладываете в изделие частицу своей души, да и природа не терпит прямых линий. Однако для изготовления алюминиевых деталей технического назначения лучше использовать более точную технику. Например настольный станок с ЧПУ (числовым программным управлением), который способен вытачивать сложнейшие детали с высокой точностью. Все, что от вас потребуется — это просто нарисовать деталь на компьютере.

Получив парафиновую модель нашей будущей детали, мы, наконец, приступаем к изготовлению литейной формы для литья детали из алюминия. Для этого вокруг модели нужно сгородить опалубку из листов оргстекла, склеив их пластилином и промазав им же все швы.

На дно получившегося «аквариума» помещается модель детали. Очень желательно ее также прикрепить ко дну небольшим пластилиновым шариком, иначе выливаемый в опалубку раствор гипса может сместить модель, и форма получится кривая (у меня сперва так и получилось).

Все готово к заливке гипса. Замешивать гипс можно в старой кастрюле. Воды нужно добавить ровно столько, чтобы получить консистенцию очень жидкой сметаны или кефира. Помним, что гипс очень быстро начинает схватываться, поэтому делать все нужно достаточно бодро. Важно точно прикинуть количество гипсового порошка, чтобы при заливке наша модель полностью погрузилась в гипс. Если не хватит раствора, то домешивать и доливать крайне не желательно. Форма тогда получится неоднородной, а то и вовсе развалится. Лучше сразу намесить немного лишнего — гипс не такой дорогой, чтобы его экономить.

Итак, выливаем гипсовый раствор в недра нашей опалубки. Для наглядности я прилепил сбоку небольшую пластилиновую полоску, чтобы было видно, до какого уровня нужно заливать гипс. После заливки нужно хорошенько потрясти «аквариум», чтобы из раствора вышли лишние пузыри и гипс заполнил все полости и закутки нашей парафиновой модели. Некоторые для этого используют специальный вибрационный стол. Для его изготовления подойдет обычный электродвигатель с болванкой на валу, установленной со смещением центра тяжести. Но я просто потряс опалубку руками, т.к. делать вибростол мне пока лень, да и нет времени.

Гипс уже через несколько минут начинает схватываться, поэтому слишком долго трясти нельзя. Отвердевающий гипс начинает нагреваться под действием химической реакции. Разбирать опалубку можно уже тогда, когда этот нагрев пойдет на спад. Но лучше не торопиться и просто подождать, когда поверхность гипса остынет — это не займет много времени.
После разборки опалубки края получившейся литейной гипсовой формы желательно обработать ножиком, чтобы они приняли гладкую округлую форму.

Следующим этапом в изготовлении гипсовой литейной формы будет вытапливание парафина/стеарина, который остался закован в гипсе. Для этого можно гипс разогреть до температуры плавления свечки, и она вытечет в поддон, на который необходимо положить форму. Но есть более надежный способ, хотя и не самый «чистый» — кипячение гипсовой формы в воде, при котором весь парафин/стеарин всплывает на поверхность воды, как жир в супе. Этот способ практически исключает неполное вытапливание свечки и полностью очищает внутреннюю поверхность гипсовой формы от парафина/стеарина, однако мыть потом кастрюлю замотаешься!
После вытапливания свечки гипсовую форму можно сразу начинать активно сушить. Для сушки гипсовых форм можно воспользоваться обычной кухонной духовкой или же использовать муфельную печь, но только исключительно с терморегулятором! Если сушить гипсовые литейные формы в муфельной печи без терморегулятора, то тонкие части формы могут попросту перегореть и осыпаться, как показано на рисунке ниже.

В общем, в работе со своей муфельной печью я неоднократно убедился, что без хорошего терморегулятора мне не обойтись. Именно поэтому первое изделие, которое я решил выплавить из алюминия — это корпус для терморегулятора муфельной печи, который будет одновременно радиатором для силовых симисторов, управляющих ТЭНами.
Как бы то ни было, но моя первая гипсовая форма для литья алюминия готова. Позднее я подробнее расскажу о тех граблях, которые возникают при литье алюминия в гипсовые формы, по которым мне лично довелось пройтись. Надеюсь, это поможет вам избежать моих ошибок.
На практике делать формы из чистого гипса нельзя! Дело в том, что в затвердевшем гипсе на молекулярном уровне заперта вода, которую никаким нагреванием не выпарить. При заливке алюминия в такую гипсовую форму вода начинает в любом случае высвобождаться и алюминий начинает бурлить, что сильно портит выплавляемую деталь.

На фото видно, что из абсолютно сухой (на вид) формы сразу после заливки начинает сочиться вода и идти пар. Это может быть очень опасно, если вы забыли надеть защитные очки. Алюминий также начинает булькать и выплескиваться из формы. А далее видна отлитая с таким бурлением деталь. Газы в итоге не только испортили поверхность, но и проделали довольно большую воронку. Кроме того, если сделать надпил в такой детали, то мы также сможем столкнуться со следами внутренней газификации алюминия — большое число раковин, неравномерная структура. Одним словом — брак. Такое годится только для не ответственных деталей, там, где потом можно зашпатлевать и закрасить.

А вот и рецепт, который позволит избежать такого нежелательного эффекта: при замесе гипсового раствора нужно просто добавить 50% мелкого песка.
Процесс литья алюминия в домашних условиях
Процедуру литья алюминия можно провести в домашних условиях. Существует множество разных методик, обладающих своими плюсами и минусами, поэтому иногда сделать выбор может быть непросто, именно в этой статье будет разобран вопрос: «Как совершить литье алюминия в домашних условиях?».
Интересный факт, что алюминий является самым популярным металлом в мире. Он широко используется для промышленных производств различных сфер жизни. Не обошел он стороной и различные домашние производства. Чем же обусловлен такой большой спрос? Небольшой вес и отличные характеристики, легко подается ковкости, является пластичным металлом. Но несмотря на обширный спектр методик обработки, этот вопрос иногда создает трудности. Например, изготовление формы иногда оказывается непосильной задачей.
Для начала следует вспомнить некоторые свойства алюминия. Он плавится при температуре 660 градусов, а его температура кипения – 2500 градусов. Главная особенность, на которую стоит обратить внимание – чрезвычайно быстрое окисление в случае контакта с воздухом. Зная свойства алюминия можно заниматься его литьем даже дома, многие люди самостоятельно создают различные устройства, помогающие в этом деле. Но большее количество проблем возникает именно на моменте изготовления формы для заливки.
Как отлить алюминий дома?
Технология домашнего получения алюминия практически идентична промышленным способам. Поэтому при отливе требуют использовать заводские методы с небольшими поправками на масштабы производства и домашние условиях. Наиболее распространенная технология лить алюминия дома – использование форм.
Учитывая все вышесказанное, требуется подобрать необходимое оборудование (печь для лома алюминия) и соорудить форму для литья (как сделать будет рассмотрено позже).
Сам процесс будет состоять из нескольких этапов:
- Очищение лома от грязи, примесей и различных наполнителей, которые могут повлиять на конечную чистоту сплава. На этом же этапе требуется измельчить алюминий до малого размера.
- Проводится процесс плавления при помощи заранее подобранного способа. Полное расплавление металла позволяет убрать из массы металла все ненужные добавки. А также на этом шаге подбирается формовочная смесь.
- Последним шагом станет добавление алюминия в подготовленную форму для плавления. Далее, следует дождаться затвердевания массы и после этого можно освобождать сплав от формы.
На этом процесс литья будет завершен. На протяжении всей процедуры следует соблюдать правила безопасности при работе с раскаленным металлом.
Подготовка материалов для литья
На первом этапе требуется подготовить алюминиевый лом. Важно понимать, что алюминий бывает разных видов, например, если взять проволоку, то может попасться та, что очень легко гнется, а можно выбрать практически не поддающуюся физическому воздействию.
Если вы собрались заниматься литьем алюминия, то выбор следует остановить на той, что более мягкая, именно такой материал содержит малое количество оксидов.
Второй этап заключается в подборе гипса. Именно из него изготавливается форма, если работы идут на дому. Наиболее выгодная марка – гипсовая. Однако стоимость такого продукта довольно высока и найти его бывает непросто, поэтому допускается использование белого гипса.
Его покупка возможна в любом магазине строительных материалов. Но остерегайтесь такого материала, как алебастр. Он крайне похож на гипс и именно его может посоветовать продавец в качестве замены, однако, для наших целей его применение невозможно.
На третьем этапе нужно подобрать воск, именно он является лучшим вариантом для литья деталей малого размера. Чистый воск стоит довольно дорого и его покупка возможна лишь в больших объемах, что не имеет никакого смысла, поэтому лучше всего приобретать обычные свечи, неважно какого вида. Именно при помощи их и будет происходить изготовления пресс форм.
Последнее, что нам понадобится это емкость для растапливания алюминия, сделанная из чего-то прочного, ведь ей предстоит выдержать нагревание до высоких температур. А также нельзя обойтись без главного – источника температуры.
Для этого можно использовать что угодно, хоть газовый горн, хоть самодельную печь, это неважно. Все, что нам требуется – достичь нужной температуры.
Изготовление форм для литья
В домашнем производстве невыгодно использовать промышленные пресс-формы для литья алюминия. Процесс получится сложным и дорогим, да и сами приборы занимают очень много места.
Для того чтобы алюминий принял нужную форму, можно прибегнуть к использованию земли или изготовлению формы самостоятельно. Под первым вариантом предполагается, что пользователь должен вырыть яму определенно формы, в которую и будет производиться заливка алюминия.
Но мы пойдем другим путем и изготовим формы своими руками. Для этого можно использовать пенопласт, из которого просто вырезается нужная форма. Литье алюминия в пенопласт является безопасным и эффективным.
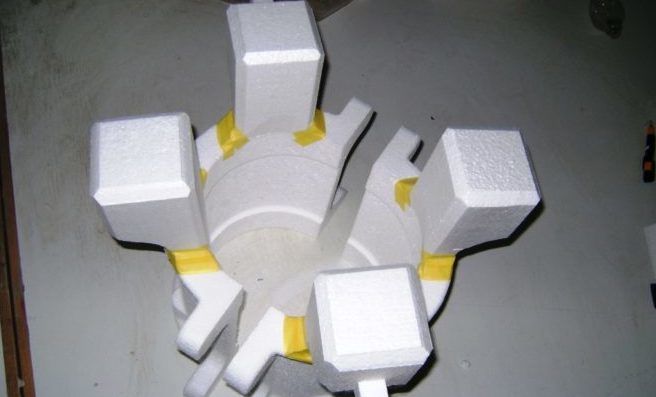
А также можно использовать гипс или цемент, но использование второго способа нецелесообразно, так как форма будет иметь только прямоугольный вид. При помощи гипса можно создать любую конфигурацию.
Самодельные печи
К печам, в которых будет расплавлен алюминий, не предъявляется практически никаких требований, нужно достичь температуры 600 градусов и все. Необходимость печи возникает из-за того, что открытый огонь не обеспечивает такой температуры, именно поэтому приходится создавать закрытое пространство, разогретое до такой температуры.
Можно изготовить печь из старых кастрюль. Делается это довольно просто: нужно взять кастрюлю с проделанным сбоку отверстием для воздуха, подавать воздух (например, при помощи шланга от пылесоса), в устройство закладывается уголь и поджигается, начинается подача воздуха для удерживания пламени, емкость обкладывается углем со всех сторон и для выхода дыма немного открывается крышка.
Независимо от формовки изделия, температура во всей печи будет находиться на одинаковом уровне.
Отличным вариантом будет использование газовой горелки.

Следует знать, что такой способ возможно использовать при отливке небольших штучных изделий. Печь можно соорудить при помощи двух консервных банок, вставленных друг в друга. При таком использовании нагревается только нижняя емкость, а наружная выступает в качестве оболочки, удерживающей тепло. Конструкция может быть прикрыта крышкой для отвода продуктов горения.
Ошибки при литье
Литье алюминия в гипсовые формы часто сопровождается тремя основными ошибками, возникающие при неправильном проведении работ.
- Перед изготовлением гипсовых форм нужно убедиться в том, что вся влага испарилась, в противном случае она исчезнет под давлением и превратится в пар, который останется на алюминии в виде пор.
- В случае малого нагрева формы, алюминий не сможет полностью ее заполнить и некоторые участки могут остаться пустыми.
- Распространенный способ закалки – опускание раскаленного металла в воду. В случае с алюминием этого делать нельзя, произойдет нарушение внутренней структуры металла.
Зная эти ошибки, вы сможете не повторять их и избежать неприятных казусов во время процедуры литья и изготовления пресс формы для литья алюминия.