
Припой 34а для пайки алюминия
Припой 34А
Каталог
- Припой ПОС
- Припой ПОССу
- Спецприпои
- Припой МНМц 9-23,5
- Припой ЛК 62-0,5
- Припой ПМФН 8,5-8,5
- Припой ПМФСу 92-6-2
- Припой Алармет 211
- Припой ПМФОЦр 6-4-0,03
- Припой ПМФ-9
- Припой ПМФ-7
- Припой П-81
- Припой П-14К
- Припой П-14
- Припой 34А
- Припой 35А
- Припой П250А
- Припой ВПР-1
- Припой ПОСВи 36-4
- Сплав Розе
- Сплав Вуда
- Припой ПОСК 50-18
- Припой ПОИН 52
- Припой ПОЦ-80/20
- Припой ПОЦ-65
- Припой ПОЦ-60
- Припой марки А
- Припой таблетированный Л63
- Припой П100М
- Припой П100
- Припой ЛНМц 49-9-0,2
- Припой Л68
- Припой Л63
- Припой ЛОК 59-1-0,3
- Припой ПМЦ-54
- Припой ПМЦ-36
- Припой ПОМ-1
- Припой ПОМ-3
- Припой П-47
- Припой АВИА-1
- Припой АВИА-2
- Припой Л170А
- Припой ЦОП-30
- Припой ВПР-4
- Припой ВПР-16
- Припой ВПР-28
- Припой ВПР-11-40Н
- Припой sn62pb36ag2
- Припой МНМц 68-4-2
- Припой ЛО 60-1
- Припой ПОЦ-10
- Припой ПОВи 0.5
- Припой ПОЦ-50
- Припой П 21
- Припой П200А
- Припой ПАН-21
- Припой П-21
- Припой ЛНКоМц 49-9-0,2-0,2
- Припой ЛМцЖ 57-1,5-0,75
- Проволока
- Порошок
- Флюс
- Баббиты

Припой поставляется в следующих видах:
Свойства
Харакетристики
Припой 34А в классификации находится в категории алюминиевых припоев. Состав сплава практически на 2/3 состоит из алюминия (около 66%). Одновременно с этим, в качестве вторичных основных компонентов припоя выступают медь (около 28%) и кремний (около 6%, но не более).
Подобный состав сплава определил эффективность его применения для пайка алюминиевых сплавов с различными компонентами, алюминия с медью и ее сплавами, чистого алюминия и т.д. Нельзя не отметить, что уникальность химического состава припоя 34А обуславливает его основные физико-химические и эксплуатационные характеристики. Использование этого припоя рекомендовано только в заводских условиях, где есть возможность соблюдать технику безопасности при работе с подобными сплавами.
Производитель и профессионалы отмечают, что припой 34А великолепно себя показывает в процессе пайки в условиях погружения в расплав алюминиевых солей, и в газопламенной пайке, и в печи. Конечно, в этом случае нужно придерживаться заданной и рекомендованной производителем температуры пайки. Стоит отметить, что основной недостаток любых припоев, созданный на основе алюминия и кремния, это серо-голубоватый оттенок (интересно, что при повышенном содержании меди этот оттенок уходит).
Припой 34А, содержащий сплав алюминий-медь-кремний, являющийся эвтектическим, нашел достаточно широкое применение во многих сферах современной и традиционной промышленности.
Температура плавления припоя 34А составляет 525 о С, в то время как пайку рекомендуется производить при температуре от 530 до 550 оС. Предельная прочность сплава варьируется от 80 до 110 Мпа.
Производитель отмечает, что срок хранения припоя 34А неограничен. Также у припоя марки можно найти массу преимуществ перед аргодуговой сваркой. 34А позволяет существенно уменьшить себестоимость проведения работ, увеличить уровень безопасности труда, снизить толщину испарителя, стенок трубок, увеличить их теплообмен и емкость.
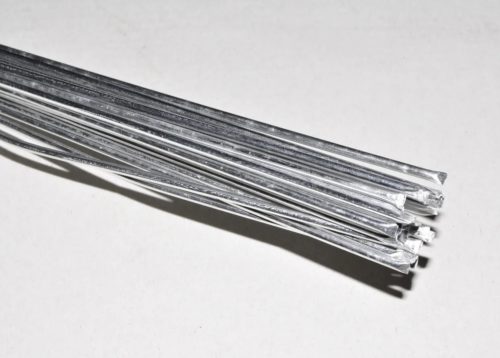
Припой 34А выпускается отечественным производителем в прутках (100 г и 1 кг), чушках, в виде проволоки, порошка. Именно поэтому заказчик сможет подобрать самый лучший вариант для осуществления той или иной пайки. Использование флюса при осуществлении пайки не требуется. Этот сплав достаточно востребован на российском рынке за счет низкой цены и отличных эксплуатационных показателей.
Какой припой для пайки алюминия выбрать?
 Обычно изделия из алюминия с помощью пайки производят в промышленных цехах. В домашних условиях такую процедуру выполнить достаточно сложно, так как на поверхности алюминиевых деталей, после их зачистки, сразу появляется повышенной прочности оксидная пленка. Для ее разрушения требуется механическая обработка и применение специального припоя.
Обычно изделия из алюминия с помощью пайки производят в промышленных цехах. В домашних условиях такую процедуру выполнить достаточно сложно, так как на поверхности алюминиевых деталей, после их зачистки, сразу появляется повышенной прочности оксидная пленка. Для ее разрушения требуется механическая обработка и применение специального припоя.
Составы припоев для пайки алюминия
 В состав большинства припоев для пайки входят химические элементы, которые с алюминием почти не растворяются. Поэтому для соединения алюминиевых деталей выбор рекомендуется остановить на тугоплавких припоях на основе алюминия и легкоплавких, созданных на основе кадмия, олова или цинка.
В состав большинства припоев для пайки входят химические элементы, которые с алюминием почти не растворяются. Поэтому для соединения алюминиевых деталей выбор рекомендуется остановить на тугоплавких припоях на основе алюминия и легкоплавких, созданных на основе кадмия, олова или цинка.
Более удобны в использовании легкоплавкие составы, с помощью которых процесс пайки можно проводить при низких температурах, тем самым избежав больших изменений свойств алюминия.
Существенным минусом применения соединений из олова и кадмия является их нестойкость к коррозиям, что приводит к скорым разрушениям материала.
Наиболее надежны тугоплавкие сплавы, имеющие в своей основе алюминий. В их состав может входить:
- кремний;
- цинк;
- медь.
Самым простым из них является сплав алюминия с кремнием. Наиболее надежный результат можно получить после применения состава, в который входит алюминий, медь и цинк.
Совершая плавку с применением тугоплавких припоев, жало паяльника необходимо нагреть до температуры в 350 градусов. При этом нужно использовать флюс, состоящий из смеси олеиновой кислоты и йодида лития.
Самые простые виды припоев можно приготовить в домашних условиях, если для этого есть соответствующее оборудование. Однако не составит труда купить состав для пайки алюминия в магазине. В них, как правило, представлен широкий выбор различных марок.
HTS -2000 – припой для пайки алюминия и его сплавов
Американский продукт выпускается в форме стержня и состоит из девяти сплавов. Припой HTS -2000 – это продукт последних достижений, с помощью которого пайку можно проводить без флюса. Он легко проникает через лежащие ниже поверхности примеси, через которые не могут проникнуть составы конкурентов.
При применении продукта HTS -2000 не требуется обладать какими-то специальными навыками, что означает его высокое качество. Нагреваясь, припой легко проникает через образовавшуюся на поверхности пленку оксида алюминия и создает прочные молекулярные соединения.
Из-за того, что электрохимический потенциал между алюминием и припоем невелик, коррозия материалу не страшна. Срок эксплуатации изделий с таким соединением более 10 лет.
Область применения продукта HTS -2000:
 восстановление деталей после сколов, поломки, износа;
восстановление деталей после сколов, поломки, износа;- ремонт картеров автомобилей;
- ремонт алюминиевых днищ лодок;
- ремонт трубок кондиционеров, компрессоров, насосов;
- пайка и медных и алюминиевых элементов в различных сочетаниях;
- ремонт топливных баков из алюминия;
- восстановление и ремонт головок блока цилиндра;
- ремонт радиаторных трубок;
- восстановление резьбовых отверстий.
 восстановление деталей после сколов, поломки, износа;
восстановление деталей после сколов, поломки, износа;Кроме этого, с помощью такого припоя можно ремонтировать алюминиевые лестницы, желоба, лодки. Довольно часто его применяют при ремонте дизельных двигателей.
Важно знать, что припой HTS -2000 специалисты не рекомендуют использовать для пайки алюминия с медью. Вследствие такой процедуры возникает электрохимическая коррозия, которая быстро разрушает металл.
Материал используется с кислородно-ацетиленовой или пропановой горелкой. Он является самым сильным, быстрым и в то же время простым припоем для пайки среди других аналогичных сплавов.
Castolin AluFlam 190 – припой из Франции
Продукт применяется в качестве присадочного прутка для ремонта алюминиевых деталей и высокотемпературной пайки.
Технические характеристики припоя Castolin AluFlam 190:
- Обладает высокой прочностью и исключительной капиллярной текучестью.
- Характеризуется отличной электропроводностью.
- По цвету соответствует многим сплавам из алюминия.
Продукт Castolin AluFlam 190 рекомендуется для высокопрочного соединения:
- алюминиевых сплавов с кремнием;
- кованого алюминия;
- листов;
- трубопроводов.
Его нельзя использовать для алюминиевых сплавов, в которых присутствует более 1,5% магния, и для деталей, которые требуют последующего анодирования.
Из-за своей способности формировать вязкий и прочный шов, припой Castolin AluFlam 190 может применяться в самых различных областях. Его можно использовать для ремонта оконных рам и мебели, в транспортной промышленности, для ремонта холодильного оборудования, газовых магистралей, решеток, кондиционеров и многого другого.
С продуктом Castolin AluFlam 190 специалисты рекомендуют использовать флюс Castolin 190 Flux .
Припой для пайки алюминия 34А
 Продукт выпускается отечественным производителем в виде порошка, проволоки или прутков. В его состав входит около 66% алюминия, примерно 28% меди и не более 6% кремния. При применении материала 34А во время работ по пайке рекомендуется применение флюса Ф34А.Температура плавления сплава 525 градусов, в то время как процесс пайки должен производиться при температуре в 530-550 градусов.
Продукт выпускается отечественным производителем в виде порошка, проволоки или прутков. В его состав входит около 66% алюминия, примерно 28% меди и не более 6% кремния. При применении материала 34А во время работ по пайке рекомендуется применение флюса Ф34А.Температура плавления сплава 525 градусов, в то время как процесс пайки должен производиться при температуре в 530-550 градусов.
Состав припоя позволяет применять его для пайки чистого алюминия и его сплавов, алюминия с медью и ее сплавами. Продукт 34А нашел применение во многих сферах традиционной и современной промышленности.
Сплав подходит для пайки с использованием ацетил-кислородных, пропан-бутановых и пропановых газовых горелок. Его не рекомендуется использовать для работ со сплавами Д1 и Д16, а также с составами, содержащими более 3% магния.
Срок годности продукта неограничен.
Производители специально разрабатывают высокотехнологические припои для восстановления и ремонта алюминиевых деталей, чтобы во время процесса пайки не требовалось использование дорогостоящего сварочного оборудования. С такими продуктами легко можно добиться эластичности и прочности шва, который устоит даже при высоких нагрузках на отремонтированную деталь. С правильно подобранными припоями алюминиевые изделия можно восстановить или соединить в считанные минуты.
Пайка алюминия паяльником и газовой горелкой
Существует распространенное убеждение, согласно которому невозможно паять или лудить алюминий (а также сплавы на его основе) не имея для этого спецоборудования.
В качестве аргумента приводится два фактора:
- при контакте с воздухом на поверхности алюминиевой детали образуется химически стойкая и тугоплавкая оксидная пленка (AL2O3), в результате чего создается препятствие для процесса лужения;
- процесс пайки существенно осложняется тем, что алюминий расплавляется при температуре 660°С (для сплавов это диапазон в пределах от 500 до 640°С). Помимо этого металл теряет прочность, когда в процессе нагрева его температура поднимается до 300°С (у сплавов до 250°С), что может вызвать нарушение устойчивости алюминиевых конструкций.
Учитывая приведенные выше факторы, осуществить пайку алюминия обычными средствами действительно невозможно. Решить проблему поможет применение сильнодействующих флюсов, в сочетании с использованием специальных припоев. Рассмотрим подробно эти материалы.
Припой
Обычно в качестве основы легкоплавкого припоя используются: олово (Sn), свинец (Pb), кадмий (Cd), висмут (Bi) и цинк (Zn). Проблема в том, что алюминий в этих металлах практически не растворяется (за исключением цинка), что делает соединение ненадежным.
Применив флюс с высокой активностью и проведя должным образом обработку мест соединения, можно использовать припой на оловянно-свинцовой основе, но лучше отказаться о такого решения. Тем более, что паянное соединение на основе системы Sn-Pb обладает низкой устойчивостью к коррозии. Нанесение лакокрасочного покрытия на место пайки позволяет избавится от этого недостатка.
Для пайки алюминиевых деталей желательно использовать припой на основе кремния, меди, алюминия, серебра или цинка. Например 34A, который состоит из алюминия (66%), меди (28%) и кремния (6%), или более распространенный ЦОП-40 (Sn – 60%, Zn – 40%).
 Припой отечественного производства – ЦОП-40
Припой отечественного производства – ЦОП-40
Заметим, что чем больше процентное содержание цинка в составе припоя, тем прочнее будет соединение и выше его устойчивость к коррозии.
Высокотемпературным считается припой, состоящий из таких металлов, как медь, кремний и алюминий. Например, как упомянутый выше отечественный припой 34A, или его зарубежный аналог «Aluminium-13» , в котором содержится 87% алюминия и 13% кремния, что позволяет осуществлять пайку при температуре от 590 до 600°С.
 «Aluminium-13» производства компании Chemet
«Aluminium-13» производства компании Chemet
При выборе флюса необходимо учитывать, что не каждый из них может быть активным к алюминию. Мы можем порекомендовать использовать в таких целях продукцию отечественного производителя – Ф-59А, Ф-61А, Ф-64, они состоят из фторборатов аммония с добавлением триэтаноламина. Как правило, на пузырьке есть пометка – «для алюминия» или «для пайки алюминия».
 Флюс отечественного производства
Флюс отечественного производства
Для высокотемпературной пайки следует приобрести флюс, выпускаемы под маркой 34А. Он состоит из хлористого калия (50%), хлорида лития (32%), фторида натрия (10%) и хлористого цинка (8%). Такой состав наиболее оптимален, если производится высокотемпературная пайка.
 Рекомендуемый флюс для паки при высокой температуре
Рекомендуемый флюс для паки при высокой температуре
Подготовка поверхности
Прежде чем начинать лужение, необходимо выполнить следующие действия:
- обезжирить поверхность при помощи ацетона, бензина или любого другого растворителя;
- удалить оксидную пленку с места, где будет производится пайка. Для зачистки используется наждачная бумага, абразивный круг или щетка с щетиной из стальной проволоки. В качестве альтернативы можно применить травление, но эта процедура не так сильно распространена в силу своей специфичности.
Следует учитывать, что полностью оксидную пленку удалить не получится, поскольку на очищенном месте моментально появляется новое образование. Поэтому зачистка производится не с целью полного удаления пленки, а для уменьшения ее толщины, чтобы упростить флюсу задачу.
Нагрев места пайки
Для пайки небольших деталей можно воспользоваться паяльником мощностью не менее 100Вт. Массивные предметы потребуют более мощного нагревательного инструмента.
 Паяльник мощностью 300 Вт
Паяльник мощностью 300 Вт
Наиболее оптимальный вариант для нагрева — использование газовой горелки или паяльной лампы.
 Простая газовая горелка
Простая газовая горелка
При использования горелки в качестве нагревательного инструмента следует учесть следующие нюансы:
- нельзя перегревать основной металл, поскольку он может расплавиться. Поэтому в процессе необходимо регулярно контролировать температуру. Делать это можно, касаясь припоем нагреваемого элемента. Расплавление припоя даст знать, что достигнута необходимая температура;
- не следует использовать кислород для обогащения газовой смеси, поскольку он способствует сильному окислению металлической поверхности.
Инструкция по пайке
Процесс пайки алюминиевых деталей не имеет своих отличительных особенностей, он осуществляется также как со сталью или медью.
Алгоритм действий следующий:
- обезжиривается и зачищается место пайки;
- производится фиксация деталей в нужном положении;
- нагревается место соединения;
- прикасаются стержнем припоя (содержащим активный флюс) к месту соединения. Если используется безфлюсовый припой, то для разрушения пленки оксида наносится флюс, после чего трут твердым куском припоя по месту пайки.
Для разрушения пленки оксида алюминия также используется щетка со щетиной из стальной проволоки. При помощи этого простого инструмента производят растирание расплавленного припоя по алюминиевой поверхности.
Пайка алюминия — полная видео инструкция
https://www.youtube.com/watch?v=ESFInizLE9U
Что делать при отсутствии нужных материалов?
Когда нет возможности подготовить все необходимые для пайки материалы, можно использовать альтернативный способ, при котором применяется припой на оловянной или оловянно-свинцовой основе. Что касается флюса, то он заменяется канифолью. Чтобы не образовывалась новая пленка оксида алюминия на месте старой, зачистка производится под слоем расплавленной канифоли.
Паяльник, помимо своего прямого назначения, будет использоваться как инструмент, разрушающий оксидную пленку. Для этого на его жало надевается специальный скребок. Увеличить результативность процесса можно, добавив в канифоль металлических опилок.
Процесс производится следующим образом:
- нагретым луженым паяльником расплавляют канифоль в месте пайки;
- когда канифоль полностью покрывает поверхность, начинают тереть об нее жалом паяльника. В результате этого металлические опилки и жало разрушают пленку оксида алюминия. Поскольку слой расплавленной канифоли не позволяет проникать воздуху к алюминиевой поверхности, на ней не образовывается оксидная пленка. По мере того, как производится разрушение пленки, будет происходить лужение детали;
- когда процесс лужения завершен, детали соединяют и прогревают, пока не будет достигнута температура плавления припоя.
Необходимо предупредить, что процесс пайки алюминия без специальных материалов — довольно хлопотный процесс без гарантии успешного завершения. Поэтому лучше не тратить на такую работу свои силы и время, тем более, что качество и надежность такого соединения будут сомнительными.
Гораздо проще купить активный флюс и высокотемпературный припой, при помощи которых пайка алюминия даже в домашних условиях не вызовет затруднений.
Как запаять алюминий с помощью паяльника своими руками
К числу одних из самых распространенных металлов относится алюминий. Он встречается не только на производстве, но и в домашних условиях. И иногда возникает необходимость соединить между собой некоторые детали из алюминия или его сплавов. Однако сделать это, не имея специального оборудования, не так уж и просто. Поэтому следует рассмотреть варианты, как паять алюминий паяльником в домашних условиях, и что для этого потребуется.
Алюминий относится к числу трудноспаиваемых металлов
Почему возникают проблемы с пайкой алюминия
Данный металл отличается легкостью, гибкостью, а благодаря образуемой на его поверхности оксидной пленке, он не вступает в реакцию с продуктами и агрессивными компонентами. Но именно эта особенность алюминия и создает трудности при спайке этого металла.
Однако существует несколько вариантов для решения проблемы. И, чтобы узнать, как припаять алюминий к меди оловом паяльником, или детали из других металлов, нужно рассмотреть их более детально.
Подготовка к пайке алюминиевых деталей
На этапе подготовки нужно провести качественную зачистку поверхностей от краски, если она есть, и загрязнений. Затем следует обезжирить детали бензином, ацетоном или другим подходящим растворителем.
А также следует обязательно удалить оксидную пленку, которая всегда появляется на поверхности металла после контакта с воздухом.
Важно! Без предварительной подготовки к пайке добиться качественного сцепления между деталями не удастся.
Как удалить оксидную пленку
Снять оксидную пленку с алюминия дома можно механическим путем. Для этого рекомендуется использовать углошлифовальную машину, щетку по металлу, наждачку, специальную сетку из нержавеющей проволоки.
Также провести зачистку можно химическим способом при помощи кислоты. Но в домашних условиях он применяется крайне редко.
Важно! После удаления оксидная пленка полностью не исчезнет, но станет значительно тоньше, что позволит провести качественную спайку.
Используемые в работе материалы
Для качественной пайки алюминия следует использовать специально подобранные флюсы и припои. Это позволит провести качественно работу.
Флюсы для пайки алюминия
Флюсом называется вспомогательный компонент, который препятствует образованию оксидной пленки во время пайки. Также его функция заключается в обеспечении хорошего смачивании поверхности жидким припоем, что обеспечивает надежное сцепление.
Но при отсутствии флюса его можно заменить трансформаторным маслом, предварительно зачистив поверхности наждачной бумагой. Это позволит замедлить процесс образования оксидной пленки.

Действие флюса зависит от его состава
Канифоль
Этот вид флюса является самым востребованным. Канифоль можно применять для пайки любых металлов. Но в случае с алюминием работу следует выполнять без доступа воздуха, что значительно осложняет ее проведение. В итоге время на выполнение пайки требуется больше, а эффективность низкая.
Важно! При использовании канифоли качество соединения алюминия не отличается особой прочностью.
Порошковый флюс
Для пайки алюминия можно применять порошковые флюсы вместе с газовой горелкой. При проведении работ нельзя добавлять к пламени кислород, так как это вызывает окисление алюминия.
Наиболее распространенные порошковые флюсы:
- бура (смесь натриевой соли и борной кислоты);
- активный флюс Ф-34А (содержит хлориды калия, лития, цинка и хлорид цинка);
- ацетилсалициловая кислота;
- активный паяльный жир.
Жидкий флюс
Эту разновидность флюсов можно наносить на поверхность тонким слоем. Но при этом они испаряются намного быстрее и способны выделять обжигающие пары.
Наиболее популярные виды:
- флюс Ф-61— рекомендован для низкотемпературной пайки;
- флюс Ф-64 — разрушает даже достаточно прочную оксидную пленку;
- Castolin Alutin 51 L — подходит для работы при температуре от 160 градусов.
Припой для пайки алюминия и его сплавов
С целью пайки данного металла рекомендуется применять припои из таких материалов, как алюминий и цинк. При этом они могут содержать различные добавки, что улучшает их функциональность.
Самые популярные импортные припои для алюминия:
- HTS-2000;
- Castolin 192FBK;
- Castolin 1827;
- Chemet Aluminium 13;
- Chemet Aluminium 13-UF.
Важно! Припой должен хорошо смачивать поверхности деталей, иначе провести качественную пайку не удастся.
Отечественные припои и их качество
Использовать для работы с алюминиевыми деталями в домашних условиях можно и отечественные припои. Они не уступают по эффективности импортным, но стоят на порядок дешевле.
Самые популярные из них:
- ПОС-61;
- марки А;
- 34А;
- SUPER A+.
Сравнение припоев для пайки алюминия
При сравнении импортных припоев HTS-2000 с Castolin 192fbk, а также отечественного «алюминиевого огурца» многие профессионалы отмечают, что последний отличается высокой прочностью пайки, так как состоит из алюминия. Но недостаток его в том, что работу нужно проводить в печке.
А что касается HTS-2000, то отзывы в основном негативные, так ка припой отличается тягучей консистенцией и для его разравнивания на поверхности следует прибегать к стальным инструментам.
Castolyn 192FBK также характеризуется высокой текучестью. Он идеально подходит для того, чтобы запаять небольшие отверстия, а при использовании его для больших дыр может проваливаться внутрь алюминиевых деталей.
При выборе припоя нужно учитывать режим пайки
Порошковая проволока
Этот материал можно применять только при сварке алюминия, а не пайке. Поэтому нельзя путать эти два совершенно разных вида работ по соединению деталей. Применение порошковой проволоки дает возможность проводить сварку без газа.
Источники нагрева
Чтобы правильно спаивать детали, нужно не только знать какие флюсы и припои можно применять, но и как паять дома алюминий паяльником, используя разные источники нагрева.
Паяльник для пайки алюминия
При использовании паяльника нужно учитывать размер деталей для соединения. Количества тепла от источника должно поступать больше, чем будет его рассеиваться. Примерно на 1 тыс. кв. см алюминия рассеивается около 50 Вт тепловой мощности. Значит, для спаивания деталей с такой суммарной площадью, нужно использовать паяльник мощностью 90-100 Вт.
Горелки для пайки алюминия
Если нужно спаять толстые алюминиевые листы, то лучше использовать газовые горелки. Преимущество такого источника в том, что он бесконтактно доносит тепло и характеризуется высокой скоростью разогрева.
Важно! При использовании горелки детали могут даже не успеть нагреться, как уже будут спаяны.
Спаивание компонентов из алюминия
Спаять алюминий в домашних условиях паяльником можно, как при высокой, так и низкой температуре. Но процесс проведения работ в этих случаях несколько отличается.
Пайка алюминия в высокотемпературном режиме
Этот метод применяется для соединения элементов крупного размера. К этой категории относятся алюминиевые детали с толстой стенкой и повышенной массой. В этом случае температура разогрева должна быть в пределах 550-650 °С. В качестве источника тепла следует использовать горелку, работающую на газу.
Пайку нужно проводить после нагрева деталей до нужной температуры, что приведет к плавлению твердого припоя.
Пайка алюминия в низкотемпературном режиме
Такой метод пайки больше подходит для сцепления мелких деталей, алюминиевых проводов, кабелей. В этом случае достаточно температуры 250-450 °С. Для этого режима проведения работ нужно применять жидкие припои.

При низкотемпературном режиме шов получается ровным и аккуратным
Что лучше: сварка или пайка алюминия
Однозначно сказать, что лучше сварка или пайка алюминия нельзя. Это зависит от предназначения деталей и профессионализма человека. Для опытного сварщика естественно более приемлемым вариантом является сварка, а мастеру с паяльником подходит больше пайка.
При необходимости починить радиатор лучше использовать пайку, так как это намного дешевле, а для проведения более ответственных работ больше подойдет сварка.
Пайка алюминия процесс сложный, но выполнить его можно самостоятельно в домашних условиях. Однако проведения работы без использования специальных материалов не дает гарантии качественного сцепления деталей. Это приведет только к бесполезно потраченному времени и усилиям. Поэтому нужно сразу подготовиться к процедуре, чтобы провести ее качественно и быстро.


Коровин Сергей Дмитриевич
Магистр архитектуры, закончил Самарский Государственный Архитектурно-Строительный Университет. 11 лет опыта в сфере проектирования и строительства.
- Как обычная пластиковая бутылка может справиться с засором в ванной или туалете?
- Как рассчитать, сколько кубов бетона нужно на фундамент?
 Как обычная пластиковая бутылка может справиться с засором в ванной или туалете?
Как обычная пластиковая бутылка может справиться с засором в ванной или туалете? Как рассчитать, сколько кубов бетона нужно на фундамент?
Как рассчитать, сколько кубов бетона нужно на фундамент?—>
Припои и флюсы
Оловянно-свинцовый припой — легкоплавкий сплав на основе олова и свинца. Паяные соединения, полученные с помощью оловянно-свинцового припоя, отличаются высокой прочностью и коррозийной стойкостью. Однако, в силу высокого содержания свинца, оловянно-свинцовый припой нельзя использовать для пайки питьевых систем водоснабжения.
В пищевой промышленности использовать оловянно-свинцовый припой нельзя. Бессвинцовый припой был изобретен как безвредный аналог оловянно-свинцовому припою. Бессвинцовые припои идеальны для монтажа медных и нержавеющих труб, применяемых в системах питьевого водоснабжения благодаря отсутствию в составе вредного свинца, а наличие серебра в бессвинцовых припоях повышает его текучесть и, как следствие, надежность и пластичность паяного соединения.
Медно-фосфорный припой — медный сплав для пайки меди, латуни и бронзы с добавлением фосфора и серебра, массовой долей до 18%. Данные припои отличаются высокой текучестью, смачиваемостью и отсутствием так называемого «искрения» при пайке. Фосфор в медно-фосфорном припое необходим для снижения его температуры плавления и для предотвращения термического повреждения спаиваемых соединений. Наличие серебра в медно-фосфорных припоях повышает его текучесть и, как следствие, надежность и пластичность паяного соединения.
Серебряный припой — сплав, основной легирующей добавкой которого является серебро. Благодаря высокому содержанию серебра, серебряный припой находит применение на самых ответственных соединениях, а также соединениях разнородных металлов. Применение этих припоев обусловлено в первую очередь широким распространением соединений сталь-медь в холодильной и климатической технике. Специально для производителей холодильной техники, а также для монтажных и ремонтных организаций была разработана линейка припоев, отличающаяся широким содержанием серебра от 20 до 45%. Последние призваны обеспечить дополнительную гарантию качества полученного соединения.
Алюминиевый припой — сплав на основе алюминия и кремния, применяемый для пайки алюминиевых радиаторов и теплообменников. Припои для алюминия бывают как офлюсованными, так и без флюса. Состав флюса варьируется в зависимости от химического состава припоя. Свойства самих алюминиевых припоев также меняются в зависимости от технических задач заказчика. Пайка алюминия может быть выполнена как горелкой, так и в печи (специальные припои в виде паст). Разнообразие физических свойств припоев для пайки алюминия позволяет применять их как для пайки с небольшим зазором (соединения типа труба в трубе), так и для заделки больших отверстий в алюминиевых деталях. На сегодняшний день, лучшими припоями для пайки алюминия являются алюминиевый припой Castolin 192 FBK и припой для пайки алюминия с медью Castolin 1827. Во всем мире этот припой применяется для пайки алюминия в промышленности, автомобилестроении, судостроении, для ремонта радиаторов и систем кондиционирования.
Латунный, или как его еще называют, медно-цинковый припой используется для сварки и пайки во многих отраслях промышленности. Его невысокая стоимость и отличные механические качества позволяют использовать этот припой для пайки никеля, меди, бронзы, стали, чугуна и латуни. Латунный припой характеризуются тем, что получаемая прочность соединений сопоставима с прочностью соединений, получаемых при сварке. Температура плавления латунных припоев относительно высока (870-920 С), однако значительно ниже чем температура при сварке. Латунные припои можно подразделить на припои для пайки стали, припои для пайки оцинкованной стали и припои для пайки чугуна. Каждый из припоев может поставляться как с флюсовой оболочкой, так и неофлюсованным. Латунный припой для пайки стали и оцинковки содержит серебро для улучшения капиллярных свойств. Латунный припой Castolin 18 XFC для пайки оцинкованной стали отлично зарекомендовал себя на практике, обеспечивая полную сохранность цинкового покрытия и высокую прочность паяного соединения.
Для пайки твердых сплавов, карбидов и алмазных сегментов разработана специальная система припоев c высоким содержанием серебра — 49% и более — которая, благодаря различным коэффициентам теплового расширения может компенсировать возникающие внутренние напряжения. Для ответственных соединений, предъявляющих особо высокие требования к прочности на срез, мы рекомендуем использовать только оригинальные припои проверенных производителей.
Флюс и флюс-паста — специальные материалы для пайки, позволяющие нейтрализовать оксидный слой, препятствующий соединению материалов. В основе любого флюса лежит кислота, флюс-паста также содержит в своем составе частицы припоя, что обеспечивает предварительное лужение соединяемых деталей.
Какой припой для пайки алюминия выбрать?

- 1 Составы припоев для пайки алюминия
- 2 HTS -2000 – припой для пайки алюминия и его сплавов
- 3 Castolin AluFlam 190 – припой из Франции
- 4 Припой для пайки алюминия 34А
Составы припоев для пайки алюминия
Более удобны в использовании легкоплавкие составы, с помощью которых процесс пайки можно проводить при низких температурах, тем самым избежав больших изменений свойств алюминия.
Существенным минусом применения соединений из олова и кадмия является их нестойкость к коррозиям, что приводит к скорым разрушениям материала.
Наиболее надежны тугоплавкие сплавы, имеющие в своей основе алюминий. В их состав может входить:
- кремний;
- цинк;
- медь.
Самым простым из них является сплав алюминия с кремнием. Наиболее надежный результат можно получить после применения состава, в который входит алюминий, медь и цинк.
Совершая плавку с применением тугоплавких припоев, жало паяльника необходимо нагреть до температуры в 350 градусов. При этом нужно использовать флюс, состоящий из смеси олеиновой кислоты и йодида лития.
Самые простые виды припоев можно приготовить в домашних условиях, если для этого есть соответствующее оборудование. Однако не составит труда купить состав для пайки алюминия в магазине. В них, как правило, представлен широкий выбор различных марок.
HTS -2000 – припой для пайки алюминия и его сплавов
Американский продукт выпускается в форме стержня и состоит из девяти сплавов. Припой HTS -2000 – это продукт последних достижений, с помощью которого пайку можно проводить без флюса. Он легко проникает через лежащие ниже поверхности примеси, через которые не могут проникнуть составы конкурентов.
При применении продукта HTS -2000 не требуется обладать какими-то специальными навыками, что означает его высокое качество. Нагреваясь, припой легко проникает через образовавшуюся на поверхности пленку оксида алюминия и создает прочные молекулярные соединения.
Из-за того, что электрохимический потенциал между алюминием и припоем невелик, коррозия материалу не страшна. Срок эксплуатации изделий с таким соединением более 10 лет.
Область применения продукта HTS -2000:
- восстановление деталей после сколов, поломки, износа;
- ремонт картеров автомобилей;
- ремонт алюминиевых днищ лодок;
- ремонт трубок кондиционеров, компрессоров, насосов;
- пайка и медных и алюминиевых элементов в различных сочетаниях;
- ремонт топливных баков из алюминия;
- восстановление и ремонт головок блока цилиндра;
- ремонт радиаторных трубок;
- восстановление резьбовых отверстий.
 восстановление деталей после сколов, поломки, износа;
восстановление деталей после сколов, поломки, износа;Кроме этого, с помощью такого припоя можно ремонтировать алюминиевые лестницы, желоба, лодки. Довольно часто его применяют при ремонте дизельных двигателей.
Важно знать, что припой HTS -2000 специалисты не рекомендуют использовать для пайки алюминия с медью. Вследствие такой процедуры возникает электрохимическая коррозия, которая быстро разрушает металл.
Материал используется с кислородно-ацетиленовой или пропановой горелкой. Он является самым сильным, быстрым и в то же время простым припоем для пайки среди других аналогичных сплавов.
Castolin AluFlam 190 – припой из Франции
Продукт применяется в качестве присадочного прутка для ремонта алюминиевых деталей и высокотемпературной пайки.
Технические характеристики припоя Castolin AluFlam 190:
Продукт Castolin AluFlam 190 рекомендуется для высокопрочного соединения:
- алюминиевых сплавов с кремнием;
- кованого алюминия;
- листов;
- трубопроводов.
Его нельзя использовать для алюминиевых сплавов, в которых присутствует более 1,5% магния, и для деталей, которые требуют последующего анодирования.
Из-за своей способности формировать вязкий и прочный шов, припой Castolin AluFlam 190 может применяться в самых различных областях. Его можно использовать для ремонта оконных рам и мебели, в транспортной промышленности, для ремонта холодильного оборудования, газовых магистралей, решеток, кондиционеров и многого другого.
С продуктом Castolin AluFlam 190 специалисты рекомендуют использовать флюс Castolin 190 Flux .
Припой для пайки алюминия 34А
Состав припоя позволяет применять его для пайки чистого алюминия и его сплавов, алюминия с медью и ее сплавами. Продукт 34А нашел применение во многих сферах традиционной и современной промышленности.
Сплав подходит для пайки с использованием ацетил-кислородных, пропан-бутановых и пропановых газовых горелок. Его не рекомендуется использовать для работ со сплавами Д1 и Д16, а также с составами, содержащими более 3% магния.
Срок годности продукта неограничен.
Производители специально разрабатывают высокотехнологические припои для восстановления и ремонта алюминиевых деталей, чтобы во время процесса пайки не требовалось использование дорогостоящего сварочного оборудования. С такими продуктами легко можно добиться эластичности и прочности шва, который устоит даже при высоких нагрузках на отремонтированную деталь. С правильно подобранными припоями алюминиевые изделия можно восстановить или соединить в считанные минуты.

