Литье алюминия в песчаные формы
Литье алюминия в песчаные формы
Литье алюминия в песчаные формы наиболее широко применяют при производстве металлических отливок . Эта технология применяет разовые литейные формы из песка для отливки сложных деталей практически из любых металлических сплавов , einschließlich, литейных алюминиевых сплавов . Поскольку , чтобы извлечь готовую отливку , песчаную литейную форму приходится разрушать , то литье в песчаные формы обычно имеет низкую производительность .
Технология литья алюминия в песчаные формы
Технология литья алюминия в песчаные формы включает применение:
- плавильной (раздаточной) печи ,
- литейной модели и
- песчаной формы .
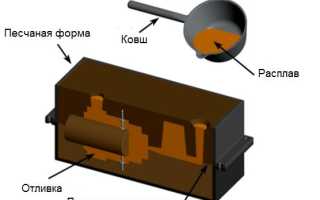
Aluminiumgusslegierung, сначала плавится в печи и затем с помощью разливочного ковша , часто , ручного , заливается в полость песчаной формы . Эта полость в литейной формы формируется с применением литейной модели отливки , часто , из дерева . После полного затвердевания металла песчаную форму разделяют вдоль плоскости разъема и извлекают затвердевшую отливку . Ниже эти технологические этапы литья в песчаные формы , einschließlich, литья алюминия , рассмотрены более подробно .
 Рисунок – Песчаная литейная форма
Рисунок – Песчаная литейная форма
Литье в песчаные формы применяют для производства различных металлических компонентов со сложной геометрией . Эти отливки могут значительно различаться по размерам и массе – от сотни граммов до нескольких тонн . Именно литьем в песчаные формы производят многие алюминиевые литые детали и компоненты для автомобилей: блоки и головки цилиндров , коробки передач , корпуса агрегатов ходовой части и многое другое .
Технологический процесс литья алюминия в песчаные формы состоит из шести основных этапов .
Изготовление литейной песчаной формы
Первым шагом в технологии литья в песчаные формы является создание формы для литья . Песчаные литейные формы являются разовыми – одноразовыми , поэтому их изготавливают заново для каждой отливки . Песчаная форма формуется путем уплотнения песка в каждой из двух половинок формы . Песок набивается вокруг модели , которая является отпечатком наружной формы отливки . Когда модель извлекают , в форме остается полость , которая и будет формировать отливку .
Для формирования любых внутренних полостей отливки , которые не могут формироваться моделью , применяют отдельные компоненты формы , так называемые , стержни . Эти стержни изготавливают также из песка еще до начала формовки литейной формы .
Процесс изготовления песчаной литейной формы включает:
- установку модели;
- уплотнение песка;
- удаление модели .
Длительность изготовления песчаной формы зависит от:
- размера отливаемой детали;
- количества стержней;
- типа песчаной формы .
Если тип песчаной формы требует нагрева или запекания , то длительность ее изготовления значительно возрастает . Außerdem, на поверхности литейной формы часто накладывают смазку для того , чтобы было легче извлекать готовую отливку . Применение смазки облегчает также течение металла , а также повышает качество поверхности отливки . Смазку выбирают с учетом типа применяемого песка и температуры расплава .
Сборка песчаной литейной формы
Когда литейной форма изготовлена , ее подготавливают для заливки расплавленного металла . Поверхность литейной формы сначала смазывают , чтобы обеспечить свободное извлечение отливки . Потом устанавливают литейные стержни , верхнюю полуформу устанавливают на нижнюю и надежно соединяют их друг с другом . Это очень важно , чтобы две половинки литейной формы оставались надежно закрытыми , чтобы исключить любое протекание металла .
Заливка литейной формы
Металлический расплав , z.B, расплавленный литейный алюминиевый сплав , доводится в плавильной (раздаточной) печи до заданной температуры заливки . Danach, как литейная форма закрыта , расплавленный металл можно подавать в разливочный ковш и заливать в литейную форму . Эта заливка может производиться , как вручную , так и с помощью механизмов и автоматики .
Количество металла в разливочном ковше должно быть достаточным для полного заполнения всех полостей и каналов литейной формы .
Охлаждение литейной формы
Расплавленный алюминий начинает затвердевать , как только он попадает в литейную форму . Когда все полости литейной формы заполнены и расплавленный алюминий полностью затвердевает , формируется заданная форма отливки . Литейную форму не открывают , пока не закончится заданное время ее охлаждения . Необходимую длительность охлаждения оценивают по толщине стенки отливки и температуре заливки металла .
Большинство возможных дефектов , которые могут быть в алюминиевой отливке , возникают в результате процесса затвердевания . Если расплавленный алюминий охлаждать слишком быстро , то на отливке могут возникать усадка , трещины или участки , недостаточно наполненные металлом .
Выбивка отливки из литейной формы
Danach, как заданная длительность затвердевания истечет , песчаные формы просто разрушают и извлекают из них отливки . Этот этап называют выбивкой , потому что обычно он производится на специальных вибрационных или инерционных выбивных машинах , которые вытряхивают песок и отливки из опок . Обычно свежие отливки имеют на поверхности прилипший песок или оксиды , поэтому часто их подвергают дробеструйной обработке , чтобы удалить остатки песка , особенно с внутренних поверхностей , и снизить шероховатость поверхности .
Литье в песок + глина в домашних условиях
 BonnFactory 9 мая 2017
BonnFactory 9 мая 2017- Самоделки и поделки из металла своими руками
 BonnFactory 9 мая 2017
BonnFactory 9 мая 2017
Всем привет! Хочу поделиться с вами своим опытом литья в песчано-глиняную форму.
В прошлый раз (вы можете найти эту статью в моем профиле) я лил алюминий по выжигаемой модели, т.е. вырезал модель из пенополистирола и просто засыпал песком. И некоторые из вас подметили, что к процессу я отнесся довольно небрежно. Все верно, целью было просто опробовать технологию и я совсем не заморочился с качеством отливки. Признаю это. В этот раз я постараюсь сделать все более аккуратно. Весь процесс с пояснениями есть на видео, но я так же распишу все сейчас и в текстовом формате. Поэтому, приятного просмотра и прочтения!
Многие кустарные источники пишут, что нужно смешать то-то и то-то «по вкусу», т.е. предлагают выяснять все опытным путем. Это неплохой для понимания, но долгий для получения результата процесс. Поэтому я нашел неплохой учебник-методичку по художественному литью в песок ( «Художественное литье: учебное пособие для учащихся средних профессионально-технических училищ» , Борис Никитич Зотов, 1982 г.). Я не претендую на какой-то профессионализм. Нет-нет! Это вообще моя первая отливка по технологии из этого учебника. Я тот еще кустарь, поэтому, все советы и обоснования ошибок от вас я приму с честью и буду рад, если вы поправите меня! Да и дочитал я лишь до части формовки смеси. Уже после отливки выяснил пару моментов по расплаву и термической обработки отливки…
Из инструментов и прочего нам понадобится:
- емкость для смешивания всего и вся;
- мешалка (тут можно обойтись и руками, но если она у вас есть- хорошо);
- заранее изготовленные рамки для формовки, чтобы половинки формы ровно стыковались без смещения;
- печка;
- сито для просеивания песка и глины;
- мерный стаканчик, либо глаз-алмаз;
- кисточка для нанесения талька и очистки формы;
- модель, которую будем отливать;
- пара отрезков труб или банок или чего угодно диаметром 80-100 мм и высотой 50-80 мм (для формовки литников, тут так же можно обойтись и руками- слепить бублик, но с банками будет аккуратнее и проще =)
- тонкостення трубка диаметром 20+- мм. для формовки литников;
- слесарный инструмент для обработки отливки;
(список собрался довольно емкий, но все инструменты пустяковые и большая их часть может найтись в хозяйстве).
Необходимые в процессе материалы:
- сам металл под заливку (в моем случае алюминий);
- песок кварцевый (речной тоже подойдет, но форма будет менее прочной);
- бентонитовая глина;
- вода;
- тальк угольная пыль графит.
Для изготовления формовочной смеси нам понадобится:
- просеянный кварцевый песок в количестве, чтобы можно было заполнить нашу форму и литники. Примем песок как целую часть- единица (1) или 100% для удобства расчета;
- бентонитовая глина. Ее нам понадобится 0.15-0.20 (15-20%) от общей массы песка;
- вода. Влажность смеси должна оставлять около 0.06 (6%) от общей массы песок+глина (да-да, брал песок за целую часть, а теперь уже целая часть это песок+глина).

Сперва смешиваем просеянный песок с просеянной глиной.
Хорошо смешиваем на сухую. Иначе, если делать это одновременно с водой, вы намучаетесь в попытке разбить комки сырой глины.
Для увлажнения смеси удобно пользоваться распылителем. Он позволит равномерно распределить влагу, но если его нет, то просто добавляйте воды по чуть-чуть.
Уделите достаточно времени для перемешивания смеси. Она должна получиться однородной и быть полностью смочена водой (тех 6 процентов с лихвой хватит на это)


После того, как все смешно, наша смесь почти готова к формовке! Нужно лишь дать ей настояться , для того чтобы влага распределилась равномерно. Оставьте в покое смесь на 1 час или даже 2. Этим эта смесь и хороша — она проста в изготовлении и никуда спешить не нужно и в случае несоблюдения пропорций, всегда это можно исправить досыпав недостающей части песка или глины.
По прошествии часа, смесь значительно изменяет свои свойства в лучшую сторону- меньше липнет к рукам и хорошо сохраняет форму, если сжать горстку в кулак (Это, кстати, народный способ проверить качество смеси- возьмите горстку получившейся смеси в руку и сожмите ее. А когда разожмете руку, то смесь должна повторить изгибы пальцев и ладони. После чего попробуйте сломать ее пополам. Если комок сломается ровно пополам и не рассыпется — это то. что нам и нужно)
Теперь переходим к процессу формовки.


Устанавливаем заготовленную рамку на ровную поверхность и насыпаем смесь в форму. Не спешите засыпать все и сразу. Насыпьте треть и утрамбуйте ее, чтобы песок заполнил все уголки формы. Я сперва делаю песчаное дно — засыпаю песок, трамбую его, а потом засыпаю форму целиком без трамбовки и вдавливаю в рыхлый песок модель. Перед установкой модели, неплохо было бы ее посыпать тальком, чтобы она не прилипала к смеси. Пальцами утрамбовываю по периметру и досыпаю по необходимости смесь. Было бы проще, если бы модель делилась пополам, но это другая история. У нас есть конкретный пример. Поэтому и последовательность именно такая. Трамбовать удобно небольшим деревянным бруском — он достаточно прочный и тяжелый для комфортного процесса. После чего этим же бруском выравниваем поверхность. Модель должна засыпаться ровно по центру,так как имеет скругления. Чтобы при ее вынимании форма не разрушилась, пришлось немного напрячься, но я справился. Справитесь и вы!
Когда первая половина формы утрамбована и выровнена, постукивая тем же бруском по форме расшатываем ее слегка и пробуем вынимать. Все извлеклось хорошо, а форма отпечаталась как надо? Хорошо, тогда время вернуть модельку в форму и пройтись кисточкой с тальком или графитом по всей площади поверхности формы и модельке в том числе. Это необходимо для того, чтобы вторая половина формы не прилипла к модели и нижней половинке формы.

Вторую часть трамбовать проще — просто подсыпаем песок и равномерно трамбуем, пока не заполним все целиком.


Важно помнить, что если трамбовка будет недостаточной и смесь останется рыхлой, то она разрушится еще до литья или в процессе заливки. Если трамбовать чрезмерно сильно, то песок спрессуется и газопроницаемость формы будет плохой, что может привести к браку отливки, так как пары и газы будут плохо удаляться из формы в процессе литья.
Аккуратно снимаем верхнюю половину и смотрим что у нас получилось. С первой половинки моделька должна выходить хорошо (ведь мы ее уже вынимали). Со второй половинки точно так же, с постукиваниями, вынимаем модель. Осматриваем результат и если он нас устраивает, значит у нас получилось и осталось совсем немного перед отливкой.
Теперь нужно проделать заливные отверстия в форме. С этим отлично справится тонкостенная трубка (я использовал трубу от пылесоса). У меня немного не хватило высоты рамок и часть модели виднелась снаружи. Это место и стало одним из двух литников.

Так же важно сделать песочные воронки, через который будет поступать металл в форму. Они нужны для удобства литья, а так же для того, чтобы при остывании подпитывать отливку металлом при усадке. На некоторых сплавах усадка особенно заметна.
Воронки можно формовать как руками, так и используя подручные формы (я использовал кофейные банки и все ту же трубку от пылесоса).

Процесс формовки закончился. И форма пригодна для литья. Убираем модель, продуваем песчинки, которые могут попасть в отливку и собираем форму на место, где будет проходить заливка.
Дело за малым — разжечь печь, расплавить алюминий и залить.


Так как основной объем статьи посвящен именно формовки, тут я пройдусь совсем коротенько. В видео я сказал, что нужно добавлять соды и соли, так делают все кустари. Но, один из зрителей на канале поправил меня и обосновал свой ответ. Поэтому спешу поправиться, сода в расплаве не нужна. В последующих отливках я ощутил разницу. Без соды металл залился с меньшим количеством пор и значительно лучше обрабатывался (не засорял фрезы). Поэтому, когда алюминий в тигле расплавится, нужно добавить соли, чтобы металл очистился от шлаков. Всю грязь собравшуюся на поверхности я собрал ложкой и залил металл в форму. Через небольшой промежуток времени я вынул отливку.
Так как опыт мой невелик в отличии от лени, то на отливке были пару мест, где форма разрушилась и металл слегка растекся. Но ничего, больше не меньше — можно и спилить. Так что моя лень при формовке вспоминалась все то время, что я обрабатывал деталь.
Помните, что формовочная масса пригодна для формовки долгое время, так что смело начинайте формовку сначала, если вдруг форма разрушится слегка или вы найдете другие косяки. Лучше делать это все на тех подготовительных этапах. Сэкономите время.

 Автор статьи “Литье в песок + глина в домашних условиях” Bonn Factory
Автор статьи “Литье в песок + глина в домашних условиях” Bonn Factory
Как отлить деталь из алюминия в домашних условиях
Для многих термин «литейное производство» тесно связано с непосильным трудом и специальными профессиональными умениями и навыками. На самом деле отлить деталь из необходимого металла реально для самого обычного человека без профессиональной подготовки в домашних условиях. Процесс имеет свои тонкости, но по силам для выполнения в домашних условиях своими руками. Внешне напоминает изготовление свинцовых грузов для рыбалки. Особенности процесса литья алюминия связаны с техническими характеристиками материала.
Как отлить алюминий
Характеристика алюминия. Алюминий один из самых распространённых металлов.
Он серебристо-белого цвета, достаточно хорошо поддаётся литью и механической обработке. В силу своих особенностей алюминий оснащён высокой теплопроводимостью и электропроводимостью, а также обладает коррозионной стойкостью.
У технического алюминия температура плавления равна 658 градусам, у алюминия высокой чистоты — 660, температура кипения алюминия составляет 2500 градусов.
Для отливки алюминия домашние нагревательные приборы вряд ли будут полезны и обеспечат нужной температурой. Нужно расплавить алюминий, нагревая его до температуры свыше 660 градусов.
Литье алюминия: выбор источника тепла
В качестве источника тепла для плавки алюминия можно использовать:
- Очень действенный способ достигается благодаря собственноручной тигельной муфельной печи. В рабочую поверхность данной печи устанавливается тигля (необходимый инструмент для плавки алюминия), в него добавляют сырье. С помощью муфельной печи можно очень просто отлить алюминий.
- Муфельная печь для плавки алюминия своими руками, тут!
- Для получения температуры плавления алюминия достаточно температуры горения сжиженного или природного газа, в этом случае процесс можно выполнить в самодельной печи.
- При небольшом объеме плавки можно воспользоваться теплом, получаемом при горении газа в бытовой газовой плите.
- Необходимую температуру обеспечат газовые резаки или ацетиленовые генераторы, если таковые имеются в домашнем хозяйстве.
Подготовка алюминия
Несмотря на то что процесс плавки будет выполняться в домашних условиях, к нему необходимо отнестись ответственно. Металл предварительно необходимо очистить от грязи, раздробить на небольшие куски. В этом случае процесс плавки пойдет быстрее.
Выбор останавливают на более мягком алюминии, как более чистом материале, с меньшим количеством примесей. Во время плавки с жидкой поверхности металла убирают шлак.
Литье в песчаные формы
Для изготовления деталей литьем применяется несколько технологий. Самая простая — литье в песчаные формы:
- Если требуется изготовить алюминиевую деталь простой формы, то выполнять литье можно открытым способом непосредственно в грунт — кремнезем. Изготавливают небольшую модель из любого материала: дерево, пенопласт. Устанавливают в опоку. Грунт укладывают вокруг небольшими слоями и тщательно трамбуют. После того как образец извлекают, кремнезем хорошо держит форму и литье выполняют прямо в нее.

- В качестве формирующей смеси можно использовать песок, соединенный с силикатным клеем, или цемент, замешанный на тормозной жидкости. Соотношение материалов должно быть таким, чтобы если смесь сжимать, она сохраняла форму.
Видео «Литьё алюминия в земляную (песочную) форму в домашних условиях»
Для деталей сложной формы применяется иная технология.
Литье по выплавляемым моделям
Этот известный давно способ для изготовления алюминиевых изделий в домашних условиях может быть немного изменен. Принцип литья заключается в следующем:
Из легкоплавкого материала изготавливается модель. Укладывается в определенную форму, заливается гипсом. Устанавливается один литник или несколько. После того как гипс застыл, его хорошо просушивают. При высокой температуре легкоплавкий материал переходит в жидкое состояние и вытекает через литник. В полученную форму льют алюминиевую заготовку.
Рекомендуемый материал — воск, имеет один очень большой недостаток. Это высокая цена материала. Но для небольших деталей он не нанесет большого вреда семейному бюджету.

Подробности процесса можно уточнить по видео.
Видео «Литье алюминия под высоким давлением»
Таким образом, изготовить необходимую деталь из алюминия различной формы можно даже самому обычному мастеру-любителю.
Как отлить деталь сложной формы из алюминия
На промышленных предприятиях зачастую используют металлические формы. Литейные формы для отливки алюминия можно получить из различных материалов. Чаще всего, используют гипс. Гипс можно приобрести в любом строительном магазине по любой приемлемой для вас цене. Рекомендуется использовать скульптурный или белый гипс.

Отличный вариант — скульптурный, который маркируется Г-16. В связи с высокою ценою можно заменить на Г-7 — обычный белый гипс. Категорически запрещается выполнять замену на алебастр, несмотря на то что они в строительных работах часто взаимозаменяемые.
Рассмотрим простой способ отливки детали из алюминия своими руками в домашних условиях.
Чтобы отлить деталь из алюминия нам потребуется:
- сосуд для плавки;
- металлолом;
- форма для плавки.
Основные этапы процесса:
1. Подготавливаем сосуд для плавки (можно использовать сосуд из части стальной трубы).
2. Изготавливаем форму для плавки. Если деталь имеет сложную конструкцию, то форма может иметь несколько составляющих.
В нашем варианте форма будет состоять из двух частей. Сначала продумайте, как упростить деталь для удобства (рекомендуем укрепить отверстия с помощью скотча).
Форму очень просто сделать из скульптурного гипса (не применяйте алебастр!). Можно воспользоваться пластилином.

3. Прежде чем заливать гипс, следует смазать ёмкость маслом, чтобы гипс не смог прилипнуть к ёмкости.
4. Аккуратно залейте гипс, периодически встряхивайте форму для того, чтобы вышли пузырьки.

Важно знать: процесс затвердевания гипса достаточно быстрый, поэтому будьте внимательны и постарайтесь вовремя установить модель в гипс.
Кроме этого, рекомендуется установить в гипс предмет (например, небольшую палку), который станет каналом для заливки нашей детали.
5. Необходим первичный слой для предстоящей заливки.
Берём сверло и делаем 4 небольших отверстия, форму обрабатываем маслом. Это необходимо для того, чтобы готовые детали форм лежали максимально устойчиво в процессе отливки.

6. Делаем заливку второго слоя.
7. После того, как произойдёт затвердевание, необходимо аккуратными движениями извлечь форму из ёмкости и разделить половинки.
8. Перед отливкой обрабатываем форму сажей, чтобы избежать прилипания жидкого алюминия. Форму необходимо просушить. Естественным путем процесс сушки происходит целый день. Желательно просушить гипсовую заготовку в духовом шкафу. Начинать с температуры 11 0 0 С — один час и два часа при температуре 300 0 С. В гипсе необходимо предусмотреть отверстия для заливки алюминия и удаления остатков воздуха.
Таким способом плавим алюминий.
9. Затем жидкий металл помещаем в форму и ждём полного остывания.
В результате получаем нужную заготовку, затем её шлифуем и делаем специальные отверстия.
Литье по выжигаемым моделям: особенности технологии
Изготовление детали из алюминия с помощью литья по выжигаемым моделям имеет свои особенности, которые будут рассмотрены ниже. Работы выполняются в следующей последовательности:
- В качестве материала для модели в домашних условиях используют пенопласт. С помощью режущих элементов и клея изготовьте фигуру, очертаниями напоминающую требуемую форму.

- Приготовьте емкость для изготовления модели. Можно воспользоватся старой коробкой из-под обуви. Смешайте алебастр с водою. Залейте смесь в коробку. Поместите пенопластовую модель. Разровняйте. Дайте время материалу хорошо застыть. В связи с быстрым процессом застыванию алебастра, работы выполняйте в ускоренном темпе.

- Удалите коробку. Прогрейте форму в печи для того чтобы просушить алебастр и убрать остатки влаги. В противном случае вся воды из алебастра поступит в алюминий и превратится в пар, что приведет к порам в металле и выплескиванию алюминия из формы при выполнении работ.
- Расплавьте алюминий. Удалите с жидкой поверхности расплавленный шлак. Заливайте металл в форму на место пенопласта. От высокой температуры последний начнет выжигаться и его место займет алюминий.

- После того как металл остынет, разбейте форму и достаньте полученную литую алюминиевую модель. Посмотреть процесс подробнее можно по видео.
Техника безопасности и подготовка рабочего места
Высокотемпературные работы отличаются вредными испарениями и сопровождаются выделением дыма, поэтому выполнять их необходимо на открытом воздухе или принудительно проветриваемом помещении. Необходимо использовать вентилятор с боковым обдувом.
Процесс литья сопровождается брызгами, возможны потоки расплавленного металла. Рабочее место потребуется предварительно застелить листом металла. Не рекомендуется работы выполнять в жилом помещении — это небезопасно для окружающих.
Основные ошибки при литье алюминия
Прежде чем выполнять литье алюминия в домашних условиях, обратите внимание на основные ошибки, которые наблюдаются при выполнении работ:
- При изготовлении гипсовых форм необходимо чтобы в процессе сушки испарилась вся влага. В противном случае при заполнении формы вода начинает испаряться, превращается в пар и может остаться внутри алюминия в виде пор и раковин.
- При недостаточном нагреве или если перед началом выполнения работ алюминий успел остыть, металл будет плохо заполнять форму и отдаленные участки останутся полыми.
- Не стоит охлаждать металл погружением в жидкость. В этом случае нарушается внутренняя структура материала.
Интересные факты об алюминии
Алюминий может гнуться как бумага или быть твёрдым как сталь. Алюминий повсюду, даже внутри нас.
Каждый взрослый получает около 50 мг алюминия каждый день вместе с пищей, это ни какая-то диета, просто этого не избежать.
Алюминий самый распространённый металл на планете. Его содержание в земной коре 8 %, но его не просто добывать, по крайней мере, в чистом виде.
В отличие от золота и серебра, алюминии не встречается в виде самородков или целых жил. Алюминий в 3 раза легче железа или меди.
Алюминий в своём первоначальном виде совсем не похож на металл, это всё из-за особой «любви» алюминия к кислороду.
Фактически первое применения алюминия в истории произошло, когда восточные гончары добавляли глину богатую алюминием в свои изделия, чтобы сделать их крепче.
Достаточный для производства пивных банок, прочный для гоночных автомобилей, гибкий для обшивки самолётов, способный превратиться во что угодно, алюминий – не заменимый материал для современного мира.
И это ещё не все особенности, который хранит этот полезный металл.
Литье в песчаные формы
Литье в песок (литье в песчано-глинистые формы) — один из самых распространенных методов получения литых заготовок во многих отраслях промышленности – станкостроение, автомобильная отрасль и многое другое. Этот способ широко применяют при единичном, серийном и массовом производстве.

Технология литья в песчаные формы
Технология литья в формы из песка не отличается сложностью. Такой метод литья применяют для изготовления отливок и деталей из серого чугуна, низкоуглеродистые стальные сплавы. Иногда, литье в песчаные формы используют для обработки цветных металлов – алюминия, меди и пр.
Выбирая такое литье в песок технолог, должен понимать, что качество готовых деталей будет довольно низким. Это связано в первую очередь с тем, использование такой технологии не может гарантировать того, что в жидкий сплав не попадут посторонние включения. При литье в песчаные формы весьма бурно происходить газообразование, особенно этот процесс, проявляет себя при литье во влажные формы. Допустимо использовать такую форму литья для получения деталей со сложной геометрией. Но ряд ограничений на получение таких заготовок накладывает то, что изъятие готовой отливки сопряжено с определенными сложностями.
Литье в песок позволяет получать заготовки до сотен тонн весом. Таким образом, производят станины для металлорежущего оборудования, корпусные детали и пр.
Между тем точность получаемых заготовок ниже 14 квалитета, кроме того, на поверхности отлитых деталей можно встретить раковины, посторонние включения. Именно поэтому те поверхности, которые будут контактировать с другими деталями, всегда подвергают механической обработке.
Литейная продукция
Литье в песок или землю применяют для производства множества деталей. Для удобства потребителей их можно систематизировать в несколько групп.
Группа А – к этой группе относят отливки простой формы – кольца, колеса, маховики и пр.
Группа Б – к этой группе относят элементы арматуры, подшипниковые корпуса, сложные поверхности с тупым или острым углом.
Группа В – она включает в себя заготовки для зубчатых колес, станины, кожуха и пр.
Группа Г – это отливки для производства станочных станин, сложные корпусные детали.
Группа Д – это отливки, которые получают методом формования по модели.
Таким образом, можно сделать вывод, что в формы из песка можно выполнять отливку и канализационных люков, и детали со сложной геометрической формы, например, кожуха ступеней компрессоров и пр.
При проектировании формы из песка, конструктор должен учитывать то, что в том направлении куда будет извлекаться готовая отливка не должна иметь никаких препятствий в виде выступающих стержней и пр.
Литейные модели
Модели для такой формы литья в песок должны выдерживать довольно большое давление, которое возникает при набивке опоки литейной землей. Именно поэтому для изготовления литьевых форм применяют металл, твердую древесину. Все материалы, которые допустимо использовать для изготовления литьевых форм допускается комбинировать. То есть их можно собирать на резьбовых соединениях, склеивать и пр. Для устранения пор на деревянных частях моделей из тщательно обрабатывают абразивной шкуркой. Затем, ее покрывают лаком. При изготовлении литейных форм необходимо учитывать то, что необходимо выдерживать углы наклона вертикальных плоскостей. Наличие этих углов впоследствии облегчит изъятие готовой отливки из формы.

Основные элементы литья в песчано-глиняные формы
Одним из ключевых факторов, определяющих качество выполнения литья – это свойства песка (земли), применяемого для получения литьевой оснастки. Практика показывает то, что чем мельче и чище песок, тем качество получаемой отливки будет выше.
Нельзя забывать и о стержнях, которые могут быть много- или одноразовые.
Общая классификация песчаных формовочных смесей
В зависимости от применения смеси можно разделить на следующие подвиды:
- облицовочные их применяют при создании рабочей поверхности формы;
- диные (наполнительные), их применяют непосредственно для создания формы.

Общая классификация песчаных формовочных смесей
Облицовочные материалы обладают толщиной, которая определяется толщиной будущей отливки, она может составлять 20 – 100 мм. Сверху смеси, применяемой для облицовки, может быть засыпана наполнительная смесь.
Наполнительную или единую смесь применяют для набивки всей формы и применяют для производства оснастки при всех видах производства, начиная от единичных изделий и заканчивая массовым.
Изготовление литейной песчаной формы
Литье в песчаные формы начинается с ее создания. Отличительной чертой песчаной оснастки является то, что их можно использовать только один раз и для получения новой детали необходимо изготавливать новую.
Оснастку производят, имея на руках модель будущей детали. Ее устанавливают в опоку (деревянная или металлическая коробка для формовочной смеси), засыпают землю. Затем необходимо уплотнить засыпанную песчаную смесь. Для этого используют ручной или механизированный инструмент ударного действия и приспособления. По достижении смесью необходимой кондиции, то есть необходимой плотности, модель извлекают и в распоряжении литейщиков останется готовая технологическая оснастка.
Для получения полостей расположенных внутри будущей отливки применяют стержни. Их как правило, изготавливают из того же материала, что и саму оснастку.
В процесс производства литейной формы из песка входят следующие основные этапы.
- установка модели в опоку;
- уплотнение песчаной смеси;
- изъятие модели из опоки.
Трудоемкость и технология производства литейной оснастки во многом зависит от следующих параметров:
- размера будущей отливки;
- количества полостей;
- типа оснастки.
Если изготавливаемая форма требует дополнительного нагрева или запекания, то затраты времени на ее производство резко вырастут. Для облегчения изъятия готовой отливки на рабочие поверхности наносят различные смазки, например, солидол.
Сборка песчаной литейной формы
После того как оснастка для литья произведена, ее готовят для заливания расплава. Рабочие поверхности необходимо смазать специальным составом, который способствует свободному извлечению готовой отливки. После подготовки рабочих поверхностей выполняют установку литьевых стержней.

Процесс изготовления формы
На завершающем этапе, полуформы соединяют между собой и надежно скрепляют. Надежность сборки не позволит расплаву вытечь за пределы формы.
Типы песчаных форм
Многообразие песчаных форм для литья позволило их разделить на несколько групп, предназначенных для получения отливок с разными характеристиками.

Песчаные литейные формы
Всего можно назвать 7 групп литейной технологической оснастки или модельных комплектов.
- Модельный набор, произведенный из металла, в состав, которого входят дополнительные приспособления для выполнения машинной формовки.
- Набор, выполненный из металла, в его состав включены дополнительные приспособления, которые предназначены для выполнения машинной и ручной формовки.
- Модельный набор, используемый для выполнения машинной и ручной формовки. Сами модели произведены из металла, а некоторые части, например, стержни для формирования полостей выполнены их древесины разных пород.
- Набор для производства ручной и машинной формовки. Модели и стержни, подвергаемые сильному износу, выполняют из металла.
- Набор для формовки отливок из твердых пород древесины.
- Набор для формирования отливок, выполненный из мягких пород древесины.
- Наборы для выполнения ручной формовки отливок.
Сырая песчаная форма
Для производства литьевой оснастки используют смеси, состоящие из песка, воды, глины и какого-либо связующего материала. Типовой рецепт выглядит примерно так:
- 90% песка;
- 3% воды;
- 7% глины.

Сырая песчаная форма
Оснастку такого типа относят к весьма экономичным и широко используемым.
Подсушенная песчаная форма
Производство такой оснастки похоже на производство сырой формы, но в рецептуру вводят дополнительные материалы, предназначенные для связывания компонентов смеси.

Подсушенная песчаная форма
Рабочие поверхности оснастки просушивают прогреванием. Такой подход к изготовлению форм приводит к росту точности размеров заготовок и их качества. Производство таких форм требует больших затрат времени и в результате их стоимость растет, а выпуск деталей нижается.
Сухая песчаная форма
В оснастке такого типа используют добавки органического типа. Их задача связывание компонентов смеси в единое целое. Окончательную обработку производят в печи. К явным достоинствам этих изделий можно отнести точность выполненной отливки. Но надо понимать, что эти формы обладают высокой стоимостью изготовления и низкой производительностью выполнения отливок.
Химически твердеющая песчаная форма
В формовочный состав химически твердеющей оснастки вводят смолы. Они обеспечивают формирование модели на открытом воздухе без использования термической обработки.

Химически твердеющая песчаная форма
В основе смеси лежит кварцевый песок. Кроме, песка в состав смеси входит жидкое стекло и едкий натр. Добавление этого химиката оказывает влияние на технологические свойства литейной формы. В частности, будет продлен срок ее эксплуатации. После затвердевания, ее прочность будет выше, чем у смесей другого типа.
Характеристики литейного песка
Выполняя литье в песчаную оснастку надо понимать, что качество отливки напрямую зависит от состава и свойств литейного песка. Практикой литейного дела определены пять ключевых параметров, которые определяют качество литейного песка.

Физические характеристики песка
- прочность;
- газопроницаемость;
- стабильность при воздействии температуры;
- способность к просадке;
- возможность многократного использования.
Прочность
Прочностью называют способность смеси сохранять заданные параметры во время выполнения литейной операции и транспортировки опоки внутри производственного помещения.
Газопроницаемость
Газопроницаемость – это способность песка пропускать через себя газы, образовывающиеся при затвердевании расплава. Если смесь обладает высокой проницаемостью, будет снижена пористость отливки. Если проницаемость низкая, то качество поверхности будет значительно лучше. Газопроницаемость напрямую зависит состава и фракции песчаной смеси.
Термическая стабильность
Возможность оснастки при воздействии температуры сохранять заданную форму, оказывать сопротивление растрескиванию и появлению иных дефектов, проявляющихся при действии большой температуры расплавленного металла, называют термической стабильностью.
Способность к просадке
Способность формовочной смеси плотно сжиматься в процессе затвердевания отлитой детали. Если бы песок не обладал таким свойством, то отлитая заготовка не имела бы возможности изменять размеры внутри формы. А это в результате привело бы к растрескиванию заготовки и проявлению других дефектов, возникающих при разливе расплавленного металла.
Повторное применение
Это обозначает возможность использования формовочной смеси для производства оснастки, предназначенных для формирований новой партии отливок.
Оборудование литейного производства для литья в песчаные формы
Песчаная форма
При литье алюминия в песчаные формы главным компонентом литейной оснастки является литейная форма, которая состоит из нескольких компонентов. Песчаная литейная форма состоит из двух половинок – верхней полуформы и нижней полуформы, которые соединяются по плоскости разъема (рисунок 1 и 2).

Рисунок 1 – Разобранная песчаная литейная форма

Рисунок 2 – Песчаная литейная форма в сборе
Обе половины песчаной формы находятся внутри специальных ящиков, которые называются опоками. Верхняя полуформа находится в верхней опоке, нижняя полуформа – в нижней опоке. Верхняя и нижняя опоки также разделяются по плоскости разъема.
Литейная модель
Полость литейной формы формируют путем уплотнения – набивки – формовочной смеси – песка – вокруг литейной модели в верхней и нижней опоках. Обычно песок набивают вручную, но на крупных производствах применяют специальные машины, которые применяют давление или ударные нагрузки для равномерного уплотнения песка и делают это быстрее, чем вручную.
После того, как песок уплотнен и модель извлечена из формы, в песке верхней и нижней полуформ остаются отпечатки наружной формы модели. Внутренние поверхности отливки формируют с помощь специальных компонентов литейной оснастки – стержней.
Типовые цены
| Изделие | Срок изготовления | Цена |
| Бронзовая заготовка 3 кг | 2-3 дня | 1620 руб. |
| Литые заготовки подставок | 5 дней | 450 руб. |
| Литье из чугуна | 5 дней | 90 руб/1 кг |
| Литье из аллюминия | 5 дней | 290 руб/ 1 кг |
| Литье из бронзы | 5 дней | 540 руб/ 1 кг |
Старший специалист. Помощь в оценке стоимость и сроках производства изделий из бронзы, алюминия и чугуна.
Литье в песок (литье в песчано-глинистые формы) — один из самых распространенных методов получения литых заготовок во многих отраслях промышленности – станкостроение, автомобильная отрасль и многое другое. Этот способ широко применяют при единичном, серийном и массовом производстве.

Жеребейки
Однако даже при установке в стержневые знаки стержень может сдвигаться, например, всплывать под воздействием выталкивающих сил в расплавленном алюминии. С алюминием эти проблемы меньше, чем с другими металлами. Дело в том, что чем больше плотность расплавленного металла, тем больше эти выталкивающие силы.
Поэтому для дополнительной поддержки стержней применяют специальные приспособления – жеребейки. Жеребейки – это небольшие металлические детали, которые устанавливают между стержнем и поверхностью полости формы. Жеребейки изготавливают из металла с более высокой температурой плавления, чем у заливаемого расплава. После затвердевания жеребейки остаются внутри отливки, а лишний материал жеребеек, которые выступает за границы отливки, удаляют при ее обрубке.
Литниковая система
Кроме песчаных полостей для формирования наружных и внутренних деталей алюминиевой отливки она имеет специальную конструкцию, которая обеспечивает течение расплавленного металла с заданными параметрами.
Литниковая чаша и стояк
Расплавленный алюминий заливают в литниковую чашу, которая представляет собой расширение сверху песчаной формы. Расплавленный металл движется от дна этой чаши вниз по главному каналу, который называется стояком. Стояк соединяется с серией каналов, которые называются литниковыми ходами.
Литниковые ходы и литники
Литниковые ходы ведут расплав к полости литейной формы, которая формирует наружные и внутренние элементы отливки. В конце каждого литникового хода расположены литники, которые контролируют скорость течения металла и снижают турбулентность течения.
Прибыль – закрытая и открытая
К системе литниковых ходов часто подключают прибыли. Прибыли – это камеры, которые наполняются жидким металлом и служат дополнительным источником металла при затвердевании. При охлаждении и затвердевании объем металла уменьшается, и прибыли дают дополнительный жидкий металл для заполнения формы.
Аналогичную функцию по снижению усадки при затвердевании металла выполняет открытая прибыль. Первый металл входит в полость формы, проходит ее и входит в открытую прибыль. Это предотвращает раннее затвердевание металла в полости формы и обеспечивает источник жидкого металла для компенсации усадки.
Вентиляционные каналы
Наконец, в песчаной форме есть еще малые каналы, которые идут от полости формы наружу. Это – вентиляционные каналы, которые дают возможность газам выйти из формы наружу. Пористость песка также дает воздуху возможность выходить наружу, но дополнительные вентиляционные каналы также иногда нужны.
Расплавленный алюминий во всех каналах литейной формы – стояке, литниковых ходах и прибылях – затвердевает и образует с отливкой одно целое. После извлечения отливки из литейной формы этот «лишний» алюминий удаляют в результате операции обрубки.
Изготовление форм и стержней. Условия и методы уплотнения формовочной смеси
Целью уплотнения формовочной смеси является достижение такой ее плотности и прочности, при которой литейная форма не изменяет свои размеры под влиянием статического, динамического и химико-термического воздействия заливаемого в нее металла и обеспечивает получение точной отливки с гладкой поверхностью.
Существует много методов уплотнения смеси в опоках:
- ручная набивка опок при помощи трамбовок;
- встряхивание с последующим уплотнением верхних слоев формы;
- встряхивание с одновременным прессованием (рис. 5);
- прессование;
- прессование с одновременной вибрацией;
- надув;
- надув с последующим прессованием;
- пескометная набивка.
Существует также ряд специальных методов уплотнения форм.
В соответствии с методами уплотнения формовочные машины можно разделить на следующие группы:
- встряхивающие;
- встряхивающе-прессовые;
- прессовые;
- вибропрессовые;
- пескодувно-прессовые;
- пескодувные (пескострельные);
- пескометы;
- импульсные.

Рис. 5. Вибропрессовая формовочная машина модели 226: 1 — штифтоподъемный механизм; 2 — прессовый поршень; 3 — плунжер вибратора; 4 — стол; 5 — станина-колонка; 6 — прессовая траверса; 7 — коленный клапан
По методу извлечения модели из формы различают машины со штифтовым подъемом, с протяжной рамкой, с поворотом полу- формы на 180°.
По конструктивной компоновке и методу агрегатирования формовочные машины разделяются на однопозиционные, двухпозиционные челночные, многопозиционные проходного типа, многопозиционные карусельного типа; по степени автоматизации — на неавтоматические и полуавтоматические; по виду привода — на пневматические, гидравлические, пневмогидравлические, электромагнитные и механические.
Вибропрессовая машина с поршневым прессующим механизмом модели 226. Большинство прессовых формовочных машин, работающих с низким удельным давлением прессования 0,2…0,4 МПа, используются в мелкосерийном производстве. Они снабжаются вибраторами и представляют литой прессовый цилиндр (см. рис. 5), в котором перемещается прессовый поршень 2, несущий на себе стол 4 машины.
Прессовый механизм крепится к станине-колонке 5, на которой установлена прессовая траверса 6. Штифтоподъемный механизм 7 выполнен в блоке с прессовым цилиндром. Пуск воздуха в прессовый цилиндр во многих машинах производится автоматически при установке траверсы и подготовленного комплекта (модель, опока, смесь) в рабочее положение. С этой целью некоторые машины снабжаются автоматическим клапаном давления, который выключает машину по достижении заданного давления прессования.
В вибропрессовых машинах цилиндр вибратора обычно составляет одно целое с прессовым поршнем и размещается в средней его части. В цилиндр запрессована чугунная втулка, которая служит направляющей для плунжера вибратора 3 и обеспечивает воздухораспределение в ходе его работы.
Типы песчаных форм
Для изготовления литейных песчаных форм обычно применяют кварцевый песок, который смешивают с различными типами связующих материалов, которые помогают поддерживать форму литейной полости. Часто таким связующим материалом является обыкновенная глина. Поэтому эти литейные песчаные формы называют также песчано-глинистыми формами.
Применение песка в качестве формовочного материала литейных форм имеет несколько преимуществ. Во-первых, песок очень дешев. Во-вторых, он стоек к высоким температурам, что позволяет применять его для литья многих металлов с высокой температурой плавления. Подготовку песка для изготовления литейных форм ведут различными способами в зависимости от типа песчаной формы. Этих основных типов песчаных форм – четыре:
- сырая песчаная форма;
- подсушенная песчаная форма;
- сухая песчаная форма;
- химически твердеющая песчаная форма.
Сырая песчаная форма
Для изготовления сырых песчаных форм применяют формовочную смесь из песка и воды, а также глины или другого связующего материала. Типичный состав такой формовочной смеси состоит из 90% песка, 3% воды и 7% глины. Сырые песчаные формы самые дешевые и наиболее широко применяемые.
Подсушенная песчаная форма
Изготовление подсушенной формы начинают как сырой песчаной формы, к которой дополнительно добавляют специальные связующие материалы, а поверхность литейной полости высушивают с помощью горелки или паяльной лампы для повышения ее прочности. Кроме того, повышается точность размеров и качество поверхности отливки. Подсушенные песчаные формы более дорогие и трудоемкие и поэтому снижают производительность литья.
Сухая песчаная форма
В сухой песчаной форме, песок смешивают только с органическим связующим материалом. Эту литейную форму упрочняют путем запекания в печи. Готовая сухая песчаная форма обеспечивает высокую точность размеров. Недостатками являются более высокая стоимость и низкая производительность.
Химически твердеющая песчаная форма
В этой песчаной форме песок смешивается с жидкими смолами, и форма затвердевает при комнатной температуре.
Что лучше: литье в землю или в ХТС?
Конечно, литье в землю будет более дешевым. Но литье в ХТС имеет целый ряд преимуществ перед литьем в землю:
- Отсутствуют наплывы и отклонения от запланированных размеров изделия.
- Готовые поверхности можно будет получить без дальнейшей обработки.
- На поверхности, которые будут подлежать обработке, дается совсем небольшой припуск – около 2–3 мм.
- Внутри готового изделия практически полностью отсутствуют литейные поры и раковины.
- Поскольку припуск нужно делать меньше, изделие получается более качественным, и его вес будет ниже.
Поэтому такой способ выбирают, если нужно получить высокоточные и качественные отливки, которые подлежат минимальной обработке. Позвоните, и мы предоставим вам более подробные консультации по услугам!
Характеристики литейного песка
Качество песка, который применяется для изготовления литейных форм, сильно влияет на качество отливки. Качество песка как формовочного материала для литейных форм определяют следующие пять основных его характеристик:
- прочность;
- газопроницаемость;
- термическая стабильность;
- способность к просадке;
- повторное применение .
Прочность
Способность песка держать заданную форму.
Газопроницаемость
Способность песка пропускать сквозь себя захваченные расплавом газы, которые выделяются при затвердевании. Высокая проницаемость может снизить пористость отливки, а низкая проницаемость может дать лучшее качество поверхности. Степень газопроницаемости зависит от размера и формы песчинок.
Термическая стабильность
Способность песка сопротивляться повреждениям, например, растрескиванию, под воздействием тепла расплавленного металла.
Способность к просадке
Способность песка проседать или более плотно сжиматься в ходе затвердевания отливки. Если бы песок не проседал, то отливка не имела бы возможности свободно сокращаться в размерах внутри литейной формы, а это приводило бы к растрескиванию.
Точное художественное литье по выплавляемым моделям
Точное литье по выплавляемым моделям
Литье по выплавляемым моделям подразумевает получение сложных по форме отливок со следующими свойствами:
1. масса отливки составляет от нескольких грамм до десятков кг;
2. стенки имеют толщину от 0,5 мм и выше;
3. отливка отличается высокой точностью размеров.

Благодаря подобным характеристикам получаемых деталей, метод литья стали по выплавляемым моделям практически не требует последующей мехобработки. Это значит, что деталь будет получена почти за один технологический процесс. Благодаря этому значительно снижается стоимость получения готового изделия.
Заказать отливки из алюминия
Оформить заявку на покупку отливок из алюминия, полученных методом высокоточного литья вы можете, написав на электронную почту. Менеджеры АО «Спецлит» предложат вам самый выгодный вариант по соотношению «цена-качество».
Отливка — продукция, полученная способом заливки жидкого сплава в литейные формы, в которых, после охлаждения и затвердения, происходит формирование. Она может быть полностью законченным изделием либо требовать дальнейшей механической обработки.
Подразделяется на следующие виды:
- полуфабрикаты – это чушки, которые в дальнейшем требуют прохождения процесса переработки;
- слитки, обработка которых проводится давлениям;
- фасонные отливки – обрабатываются с помощью резания;
- готовая продукция, которая не требует никакой механической обработки, только очищается либо окрашивается декоративной краской.
Для получения отливок используется множество разновидностей металла и сплавов, стекло, пластмасса, воск и другой исходный материал. Около 80% заготовок получаются методом литья в песчаные формы, но полученная таким образом отливка перед отправкой заказчику требует обязательной обработки.
Литейное производство позволяет получить заготовки высокой точности даже с самой сложной конфигурацией, при этом пропуски, требующие обработку – незначительные. Технология получения отливок выбирается с учетом их размеров и способа производства.
Разделяют три группы получения отливок:
1) в разовых формах;
2) по растворяемым моделям;
3) отливка в формах полупостоянного и комбинированного типа, сделанных из огнеупорных материалов:
Это основные виды литья, но на практике применяются и комбинированные варианты.
Заказ литья стали по выплавляемым моделям
1. Для размещения заказа на точное литье стали по выплавляемым моделям нам необходим чертеж или эскиз изделия с указанием необходимого количества.
2. Мы посчитываем стоимость литья на одно изделия, исходя из количества. Также подсчитывается цена пресс-формы, которая необходима для литья. Стоимость оснастки зависит от объема изделий. Пример приведен ниже.
3. После согласования цены и заключения договора начинаем работу:
1) изготавливается пресс-форма – 100% оплата;
2) выполняется литье стали, чугуна, бронзы, латуни или алюминия по выплавляемым моделям. Оплата отливок идет по схеме 50% — предоплата, 50% — по уведомлению о готовности.

4. При необходимости отливки могут быть подвержены термообработке и гальванопокрытию: отжиг, цинкование, фосфатирование, никелирование, хромирование, электрополирование.
5.. Отправляем отлитые детали заказчику. Доставку выполняем транспортной компанией в любой город России: Москва, Владивосток, Санкт-Петербург, Тула, Нижний Новгород, Пенза, Челябинск, Рязань, Ярославль, Мурманск, Липецк, Белгород, Курск, Ставрополь, Красноярск, Севастополь, Ставрополь, Владимир, Орел, Воронеж, Самара, Саратов, Ростов-на-Дону, Томск, Симферополь, Киров, Ижевск и другие.
Если литье стали нужно доставить поблизости, к примеру, Чебоксары, Ульяновск, Кстово, Казань, Саранск, Набережные челны, то можем выполнить доставку собственными силами. Но объем заказа на стальные отливки в этом случае должен быть значительным.
Литье металлов
Литье металлов – производственный процесс, основанный на технологии заливки расплавленного, горячего металла в специальные литейные формы, в результате которого получают литые заготовки – отливки. Полость формочек повторяет конфигурацию будущих заготовок и представляет собой рабочую часть литейной формы, куда поступает жидкий металл. Здесь будущие заготовки охлаждаются, затвердеют и получают вид конечной продукции. До поставки потребителю алюминиевые отливки проходят механическую обработку (токарные работы, фрезерование, шлифование и полировка).
Такой способ применяется для получения алюминиевых отливок, которые за счет уникальных химических свойств используются во многих сферах: в приборостроении, в строительстве, в автомобилестроении, мебельном производстве (фурнитура и декоративные детали) и пр. Для их получения применяются различные технологии, выбор которых зависит от размеров, конфигурации и других показателей, требуемых от конечной продукции.
Центробежное литье
Литье отливки центробежным методом применяется для получения деталей с формой тела вращения из чугуна, алюминия, стали и бронзы. Расплав заливается в металлическую форму, которая вращается со скоростью до 3000 об/мин.
За счет центробежной силы расплав равномерно распределяется внутри формы, после кристаллизации образуется отливка. Такой способ позволяет получать двухслойные заготовки, состоящие из различных сплавов. Отливка, полученная таким способом, обладает высокой плотностью и хорошими физико-механическими качествами.
Большим плюсом центробежного литья является возможность образования внутренних полостей без необходимости применения стержней, а также экономия сплава за счет отсутствия литниковой системы. Таким методом получается до 95% годных изделий.
В производственном процессе используется оборудование, оснащенное горизонтальными осями вращения. Широко применяется метод центробежного литья для получения отливок гильз, втулок и прочих деталей с формой тела вращения.
Выбор литейного сплава
Современный процесс изготовления отливок по моделям включает серьезный подход к выбору литейного сплава. Их изготавливают из различных литейных сплавов: углеродистых и легированных, стойких к коррозии, жаростойких и жаропрочных сталей, цветных сплавов и составов на основе чугуна.
При производстве литейной продукции учитываются условия, в которым она будет функционировать. От этого и зависит материал отливок. Так для производства высокогерметичных корпусов подбирается металл, несклонный к образованию усадочной рыхлости и пористости. Для комплектующих, требующих высокой жаропрочности – никелевые составы.
При выборе литейного сплава необходимо иметь полное представление и точные требования к материалу отливок. Четко сгруппировать условия работы и назначение будущих деталей. Это даст возможность наиболее правильно подобрать необходимый сплав, с учетом его специфических характеристик.
Смотрите также
Комментарии 58
Хмм интересно стало отлить заготовку для Ступичной проставки
литьё по выжигаемым моделям) молодца) так можно любую форму из пенопласта вырезать и заливать)
Отлично получилось. Взял на заметку.
Ахренеть, такие ровные! — Думал херня получится… Класс
Просто, доходчиво и здорово!
я так и не понял прикола
Отлично, но вонище наверное не выносимая.Надо противогаз обязательно.
отлично! взял на вооружение!
Круто. Я не думал, что получится так аккуратно просто в песке, без его укрепления силикатным клеем.
Хорошо видео запах не передает))) Круто сваял!
Молодец! Очень познавательно.
Добротно. Побольше бы таких постов.
я на работе кокиль делаю))) ну у нас конечно другие задачи
нет, для газовой промышленности. краны шаровые например из алюминия льют у нас, а я для них на чпу кокили фрезерую
Супер! Через какое время деталь оставыет? Через сколько её можно обрабатывать?
Твердая стает практически через секунд 15, потом в холодную воду и обрабатывать уже можно
Литье в песчаные формы
Литье отливок в песчаные формы — самый распространенный и дешевый способ литья. Начальным этапом этого метода является изготовление литейной модели. Раньше делали ее из дерева, но в современном производстве изготавливают пластиковые формочки. Модель засыпается специальной смесью из песка и связующего, который уплотняется прессованием. Литье отливки осуществляется путем заливки расплава в образовавшиеся полости через специальные отверстия. После остывания, форму разбивают и вынимают ли в дальнейшем обязательно проходят переработку.
В современном производстве технология литья в песчаные формы осуществляется применением вакуумных форм, которые заполняются песком. Чтобы получить форму, используют металлическую опоку, которая состоит из двух бездонных коробов, которые засыпаются песком и утрамбовываются. На поверхности разъема снимается отпечаток будущей модели, соответствующей форме отливки. Соединяя две формы, осуществляется заливка расплава.
Цветное литье отливки
Цветное литье отливки – процедура изготовления заготовок определенной формы из металла путем заполнения необходимой формы жидким материалом (алюминий, бронза, латунь, медь).
Применяются следующие разновидности отливки цветного литья:
- заполнение формы при ее вращении (центробежное цветное литье);
- метод цветного литья в металлические формы с охлаждением (кокиль);
- методика заполнения форм ПГС.
Из всех названных наиболее качественным и экономным вариантом цветного литья является первый, это практически безотходный способ литья.
Особенности цветного литья отливки положены и в основу художественного литья (дизайнерские изделия, изготовленные по особым эскизам из латуни, бронзы и чугуна) для получения как мелких деталей декора, так и ворот, заборов и фонтанных конструкций.
Сплавы цветного литья отличаются своей прочностью и стойкостью к коррозии под воздействием раствора из бетона цемента, извести.
г. Тула, Красноармейский пр-т, д.7, оф. 9.11