Как заделать дырку в алюминиевом бидоне?
Холодная сварка для алюминия – разновидности, советы по применению
Холодная сварка для алюминия может быть применена в тех ситуациях, когда нет возможности использовать электродуговую сварку в среде защитного газа. Данная методика актуальна применительно к алюминию еще и по той причине, что заготовки из данного металла очень плохо соединяются при помощи болтов и гаек. Под понятием «холодная сварка алюминия» может подразумеваться и способ соединения деталей из данного металла при помощи деформации, и технология, предполагающая использование специального клея.

Под «холодной сваркой» чаще всего подразумевают специальный клей, но существуют еще и механические методы холодной сварки — сварка деформацией
Холодная сварка деталей из алюминия при помощи специального клея
Холодная сварка деталей из алюминия, выполняемая при помощи специального клеевого состава, – это технология, позволяющая очень быстро и без особой подготовки поверхностей получить неразъемное соединение. Очень часто данную методику используют в тех случаях, когда необходимо устранить аварийную ситуацию и оперативно соединить алюминиевые детали. Естественно, простота данной технологии позволяет использовать ее чаще всего в домашних условиях.

Клей для скрепления алюминиевых деталей методом холодной сварки
Специальный состав, который применяется для выполнения такой сварки, – это двухкомпонентный клей, выпускаемый в виде мастики или густой жидкости. Состоит такой клей (его можно приобрести практически в любом хозяйственном магазине) из эпоксидной смолы и стального порошка, который служит для упрочнения формируемого соединения.
Чтобы улучшить характеристики клеевого состава для холодной сварки (адгезия с соединяемыми поверхностями, устойчивость к высоким температурам и к воздействию агрессивных сред), в его состав добавляют специальные присадки. Благодаря их использованию свойства застывшего клеевого состава часто превосходят характеристики соединяемых деталей по своей прочности и надежности.

Использование двухкомпонентного клея для фиксации штуцера в трубе из алюминиевого сплава
Любой клей для выполнения холодной сварки – как жидкий, так и в виде мастики – состоит из двух компонентов, которые необходимо смешать непосредственно перед использованием. Следует иметь в виду, что применить смешанный состав необходимо в течение 20–30 минут (спустя полчаса он начинает активно затвердевать). После нанесения на поверхности деталей из алюминия клеевого состава их необходимо прижать друг к другу и выдержать в таком состоянии 40–45 минут. Полное застывание состава происходит в течение 2–2,5 часов.
Чтобы в производственных или домашних условиях получить надежное соединение при использовании клея для холодной сварки, необходимо предварительно очистить и обезжирить соединяемые поверхности. При помощи данного метода можно не только соединить плоские заготовки из алюминия, но и заварить небольшие отверстия и трещины, потратив на это минимум времени и усилий. Соединенные при помощи клея для холодной сварки детали хорошо переносят любые механические воздействия, кроме нагрузок на разрыв.

Ремонт холодной сваркой пробитого поддона картера автомобиля
Применение данного метода холодной сварки алюминия позволяет получить прочные и надежные соединения, но имеет ряд ограничений, о которых необходимо знать.
Так, клей не рекомендуется использовать:
- в местах, характеризующихся высокими температурами;
- в тех местах, к которым предъявляются повышенные требования по экологической безопасности;
- для соединения деталей, условия эксплуатации которых часто изменяются;
- для герметизации сосудов и емкостей, находящихся под высоким давлением;
- для соединения деталей, эксплуатируемых в условиях агрессивной окружающей среды;
- для герметизации труб и сосудов, контактирующих с жидкими пищевыми средами и продуктами питания.
Следует также отметить и преимущества применения клея для холодной сварки, которые делают его очень популярным средством соединения деталей из алюминия:
- исключение окислительных процессов в месте стыка заготовок, что придает долговечности такому соединению;
- простота использования;
- минимум времени, необходимого для формирования неразъемного соединения;
- невысокая цена состава и отсутствие необходимости в использовании специального оборудования и энергоносителей.
Небольшой обзор распространенных на отечественном рынке составов для холодной сварки, основанный на отзывах людей, применявших их на практике.
- «PERMATEX Cold Weld»
Эффективный и весьма универсальный клей, допускающий применение с различными материалами. Отлично выдержал нагрузки на отрыв и на сдвиг в ходе испытаний. - «WURTH Liquid»
Великолепно подходит для работы с металлическими деталями. - «Abro Steel»
Хорошо подойдет для ремонта емкостей для хранения жидкостей благодаря высокой способности обеспечивать герметичность. - «Титан»
Доступная цена, отменное противодействие механическим нагрузкам. - «Cold Weld PERMATEX»
Довольно популярный состав, заслуживший немало положительных отзывов.
Сварка деформацией – особенности технологии
Детали из алюминия по данной технологии соединяют при комнатной температуре, отсюда и название – «холодная сварка». Для того чтобы получить неразъемное соединение, заготовки подвергают значительной пластической деформации, в результате которой происходит разрушение оксидной пленки на поверхности алюминия. Кроме того, сильное сдавливание деталей из алюминия друг с другом в процессе холодной сварки способствует тому, что между их кристаллическими решетками создаются межмолекулярные связи.
Важным условием формированием надежного соединения, получаемого по технологии холодной сварки, является тщательная очистка поверхностей заготовок и их обезжиривание. Давление, которое воздействует на соединяемые детали из алюминия, может быть статичным или с переменной вибрацией.
В зависимости от типа формируемого соединения различают холодную сварку следующих видов:
- стыковую;
- точечную;
- шовную.
Стыковой метод
Детали из алюминия при использовании данного метода холодной сварки соединяются своими торцевыми частями, которые предварительно тщательно очищают и обезжиривают. Для того чтобы выполнить соединение по этой методике, заготовки фиксируют в специальных губках с небольшим выпуском торцевых частей, которые и будут подвергаться сдавливанию. После того как детали надежно зафиксированы, на зажимные губки подается осевое давление, которое и сжимает торцевые части соединяемых заготовок, что сопровождается формированием надежного неразъемного соединения.

Схема стыковой холодной сварки деформацией
Данный способ холодной сварки, несмотря на свою простоту, имеет ряд существенных недостатков и ограничений в применении.
- Габариты зажимных устройств, используемых для выполнения такой сварки, ограничивают длину формируемого соединения.
- При сжатии деталей из алюминия пластической деформации подвергаются не только соединяемые торцы, но и та часть, которая зажата в губках.
- После получения неразъемного соединения заготовки достаточно трудно извлекаются из зажимных губок.
Точечная технология
Данная технология, предполагающая соединение деталей из алюминия внахлест, является наиболее распространенным методом холодной сварки этого металла. Соединяемые заготовки сдавливаются в отдельных сварных точках, для чего используется специальный пуансон. По данной технологии детали преимущественно соединяют несколькими сварными точками, расположенными с некоторым интервалом друг относительно друга.

Схема холодной точечной сварки
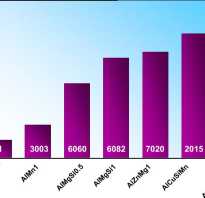
Качество холодной сварки, выполняемой по точечной технологии, напрямую зависит от степени деформации алюминия в области сварной точки. В числовом выражении данный параметр характеризует соотношение между толщиной соединяемых деталей и глубиной, на которую в металл вдавливается пуансон. Существуют нормативы, согласно которым данный параметр для алюминия должен составлять 60–70%, а для сплавов на основе данного металла – 75–90%.
Точечная холодная сварка, с помощью которой можно соединять достаточно габаритные листы из алюминия и сплавов на основе данного металла, обладает рядом преимуществ.
- Соединяемые детали не нуждаются в предварительной фиксации в специальных зажимных устройствах.
- Алюминий деформируется на очень небольших локальных участках – сварных точках.
При наличии механического устройства, способного создавать значительное давление, холодную сварку по данной технологии можно выполнять и в домашних условиях.
Шовный способ
При использовании данного способа холодной сварки место соединения заготовок из алюминия приобретает форму сплошного шва, который формируется при помощи вращающихся роликов или пуансона с рабочей частью в форме кольца.

Схема шовного метода холодной сварки
Предварительно очищенные и обезжиренные детали из алюминия, которые необходимо соединить при помощи холодной шовной сварки, помещают между одним подвижным и одним неподвижным роликами (односторонняя сварка), либо между двумя подвижными роликами (двухсторонняя сварка). После сдавливания роликов и металла под ними на требуемую глубину подвижные ролики начинают вращаться, что приводит к перемещению соединяемых заготовок и формированию сплошного шва.

Процесс контактной шовной сварки на промышленном аппарате
Использование данной технологии позволяет заварить даже очень габаритные листы из алюминия, но наличие сплошного вдавленного в металл шва серьезно ослабляет конструкцию. Именно по этой причине, когда необходимо соединить холодной сваркой плоские листовые конструкции из алюминия, используют шовно-точечную технологию.
Она подразумевает получение соединения при помощи вращающегося ролика, на котором расположены рабочие выступы, оказывающие давление на свариваемый металл. Шов в таком случае выглядит не как сплошная линия, а как прерывистая цепочка сварных точек, которые очень незначительно ослабляют конструкцию.
Как запоять отверстие в алюминиевом бидоне?
Как запоять отверстие в алюминиевом бидоне? у меня в бидоне 40-а литровом образовалось отверстие неизвестно как, и теперь вот надо бы его запоять, так как сварочника нету.
Взять в ЭЛЕКТРОМОНТАЖЕ припой для алюминия (Они спаивают алюминиевые провода и жилы кабелей). Газовой горелкой нагревать спаиваемое зачищенное место и втирать этот припой в место пайки. Когда образуется слой припоя, сверху расплавлять обычный припой ПОС-40,ПОС-60,облуживая место пайки.
# При пайке листового алюминия или его сплавов на шов наносят горячим паяльником канифоль с мелкими железными опилками. Паяльник залуживается, и им начинают протирать место шва, добавляя все время припой. Опилки своими острыми гранями снимают с поверхности окись, и олово прочно пристает к алюминию. Паяют хорошо нагретым паяльником. Для пайки тонкого алюминия достаточна мощность паяльника 50 Вт, для алюминия толщиной 1 мм и более желательна мощность 90 Вт, если толщина более 2 мм — место пайки необходимо прогреть паяльником и только после этого наносить флюс и производить пайку. Здесь также с успехом можно применять в качестве флюса минеральное масло.
# Оригинальный способ пайки алюминиевых проводов и алюминиевой поверхности. Перед пайкой алюминиевую поверхность (провод или пластинку) предварительно омедняют, используя простейшую установку для гальванического покрытия. Но можно сделать проще. Место пайки зачищают шлифовальной шкуркой и аккуратно наносят на него несколько капель насыщенного раствора медного купороса. Далее к алюминиевой детали (провод или пластина) подключают отрицательный полюс источника постоянного тока (выпрямитель, батарейка от карманного фонаря или аккумулятор) , а к положительному полюсу присоединяют кусок медного провода 1— 1,2 мм (без изоляции) , находящегося в “устройстве”, выполненном на базе зубной щетки (см. рис.) .
Медный провод находится в щетине зубной щетки так, чтобы провод не касался поверхности алюминия во время трения щетины (омеднения) поверхности детали. Через некоторое время на поверхности алюминиевой детали оседает слой красной меди, который после промывки и сушки лудят обычным способом (паяльником) .
Примечание. В промышленности и ремонтной практике для пайки монтажных элементов из алюминия и его сплавов, а также соединения их с медью и другими металлами применяют припои марок П150А, П250А и П300А. Пайку производят обычным паяльником, жало которого прогрето до температуры 350° С, с применением флюса представляющего собой смесь олеиновой кислоты и йодида лития.
запоять не знаю а запаять можно
паяльник по мощьнее и железные опилки с припоем и ацетилсалицыловой кислотой (аспирин)
Сейчас есть так называемая «холодная сварка»: паяет алюминий. Кроме того, есть флюсы для его пайки. Раньше в качестве флюса использовали хлористый цинк, и такие пасты, которые не давали алюминию контакта с воздухом: окисляется мгновенно. Еще его клеют. Ищи инете (много всего) и спрашивай в хозяйственных магазинах.
Если есть возможность аргоновой сварки (в среде аргона) , отдай сварщику: он сделает красивый шов. Сейчас с аргоном варят многое: силумины (кремний=силициум+алюминий) широко применяются, а варить их можно только так.
Алюминий не паяеться- можно заварить аргоном и то он должен на это быть спец. настроенным. Совет бери сверло чуть больше диаметра прогнившего отверстия и делай отверстие под нужный болт. Потом бери болт 2 шайбы и 2 прокладки и затягивай гайкой-еще можно заклепать-пордон ваш бидон это не самогонный аппарат? Да и еще если в нем будет находиться пищевой продукт то и прокладки должны быть не просто резина.
Если место удобное- то можно наложить заплатку из мягкого алюминия и пройтись по контуру частыми алюминиевыми заклёпками. Тем чаще- тем герметичнее. Можно тогда хранить пищевые продукты. Если бидон не будете ставить на огонь- то можно ещё положить резиновую прокладку между корпусом и заплаткой, хоть из камеры. Разумеется всё отмыть, обезжирить мылом.
Если там будет храниться нечто непищевое- то можно и эпоксидной смолой.. . Очень крепко держит, если клеить по технологии в Инструкции. Если диаметр дырки более 10 мм, то добавьте наполнитель: алюминиевую стружку, опилки и даже сухой цемент, мелкий песок. Сушить сутки, не менее. Эпоксидка не любит гладкой, полированной поверхности деталей. Зашкурьте.
Советов много — но без опыта вряд ли получится, только ежели обратится к специалисту.
За неимением оного в отверстие вставить болтик, диаметром соответствующему диаметру отверстия, с прокладкой и шайбочкой.
Материал винтика лучше взять из материала не поддающему коррозии: нержавеющая сталь, титан, дюраль, фторопласт.

Можно чистым оловом флюс — аспирин
Вонять будет ужасно припаиваться плохо
ИМХО лучше наклеить латку на клее БФ, после склеивания прогреть согласно инструкции к клею (чтоб хватка была мертвой) .
Латку из пивной банки (банка лакированная внутри и снаружи но все-же надеюсь что там пищевой алюминий).
Чем заделать отверстия в металлическом баке, если нет сварки?
Содержание:
- Способы гидроизоляции металлического бака
- Ремонт железной бочки
- Свойства замазки
Бывают в жизни ситуации, когда необходимо заделать дыру в металлическом баке, но сварки нет у Вас под рукой. Что же делать в таких случаях? Логично было бы обратиться к специализированному мастеру, то есть сварщику. Но, если Вы проживаете далеко от города в маленьком поселке, где нет таких мастеров. Либо нужно вызывать специалиста с города, а это дорого и нерентабельно. Так чем заделать отверстия в металлическом баке, если нет сварки? В данной статье мы расскажем о нескольких простых способах решения этой маленькой проблемы. Чаще всего отверстия на металлических емкостях образуются из-за коррозии, ржи и старости. Конечно Вы можете решить проблему, заменив старый бак на новый. Но, если дырка появилась небольшая в одном месте, а в целом емкость находится в хорошем состоянии, зачем переплачивать. Благодаря современным материалам можно самостоятельно заделать отверстие в баке своими силами.

Способы гидроизоляции металлического бака
При отсутствии сварочного аппарата есть несколько других вариантов решить данную проблему. Наверняка на дачном участке многие пользуются металлическими и пластмассовыми бочками и баками. Этот инвентарь является незаменимым, особенно для садоводов. Со временем на любой металлической таре могут образоваться трещины и дыры. Не стоит сразу же выкидывать такой бак, Вы можете его отремонтировать, используя:
- метод «холодной сварки» (можно купить в специализированном магазине, продают как клей, замазку или стержень. Инструкция по применению есть в комплекте этого товара);
клеевой термопистолет (цена в магазине от 400 руб. с помощью расплавленного пластика и инструкции сможете понять, как заделать отверстие в баке. Такой ремонт подходит для тары в которой храните только холодную воду);
хомуты (на поврежденную стенку бака наложите резину, прикрепите и затяните ее хомутом. Когда дыра появилась на дне – на резину необходимо наложить плоскую накладку с металла с отверстиями под болты);
деревянный чопик (из дерева нужно вырезать конусообразную фигуру по диаметру дыры и забить ее молотком в отверстие на половину длинны);
сварочный карандаш (зачистить края отверстия изнутри, вырезать металлическую или жестяную латку и запаять).

Ремонт железной бочки
Реанимировать тару можно вышеперечисленными способами. Но, есть еще более простые и дешевые методы ремонта бочек. Вы сможете заделать отверстие подручными средствами, которые есть у Вас на даче. Чтобы спасти тару можно ее:
- заклеить (это как проклеить поврежденную шину автомобиля. Сначала просушите поврежденное место, избавьтесь от ржавчины потом нужно вырезать кусок резины и заклеить отверстие клеем. Внутри можете заделать дыру садовым варом);
просмолить (очистить дыру от ржавчины, нанести смолу, наклеить на нее плотный кусок ткани и нанести дополнительный смоляной слой снаружи и внутри);
герметизировать с помощью глины (нужно дно бочки погрузить в смесь глины и подождать чтобы слой полностью высох. Можно еще попробовать отверстие в баке под воду запенить, так вода тоже не будет вытекать из тары).

Специалисты не рекомендуют использовать сварочный аппарат для заделки отверстий в металлической таре. Стенки в бочке или баке не настолько прочные и они не смогут выдержать температуру сварки, так Вы наделаете еще больше дыр. В наше время многие используют для заделки трещин и отверстий специальные замазки, которые можно купить в любом строительном магазине. Замазка – это вязкая тестообразная смесь, которая плотно пристает к поверхности того или иного предмета и со временем становится твердой и прочной. Такую смесь применяют для устранения щелей, отверстий, трещин и углублений. Состав замазок может быть разный и выбор этой смеси будет зависеть от материала деталей, которые нужно соединить.
Свойства замазки
С помощью данного средства можно заделывать трещины в деталях из чугуна, которые не нагреваются до температуры выше 300 градусов, а также предметы, которые не подвергаются нагреву выше 700-800 С. Замазку часто покупают для устранения трещин и щелей на железе, стекле, металле и даже камне. Вот чем заклеить металлический бак для воды стоит без труда и с минимальными затратами. Качественные смеси имеют следующие отличительные свойства:
высокая плотность приставания к материалам;
стойкость к внешним факторам.
Для получения максимального результата при использовании замазок необходимо правильно их использовать.
Перед нанесением смеси, поверхность необходимо подготовить, а именно, хорошенько очистить жир, масло, окислы и пыль. Накладывать готовую массу необходимо не толстым слоем и с помощью специальной лопатки. На рынке, также, продают замазки, которые применяют для высоких температур. В их состав входит огнеупорная глина, железные опилки, перекись марганца, поваренная соль и другие компоненты. Теперь Вы сами можете убедиться, что существует масса вариантов заделать дыру в металлическом баке без сварки.
Не нашли ответа на свой вопрос? — Задайте его эксперту!
Что делать если протекает алюминиевая кастрюля
Вот такая старенькая трёх-литровая алюминиевая кастрюля дала на днях течь. По большей части из-за того, что передержали в ней остатки солянки, которые начали пропадать и при этом разъедать алюминий. Аналогичную алюминиевую кастрюлю я уже клепал своими руками, правда было это давным-давно, но посмотрев в сети разнообразные ролики про запаивание мелких отверстий в эмалированных стальных кастрюльках, решил попробовать запаять свою алюминиевую, ибо до этого момента ещё никогда не паял алюминиевые кастрюли.


Собственно вот такое симпатичное отверстие образовалось на углу алюминиевой кастрюли (фото ниже). Такое чувство что поработали термиты, а если судить по раковинам, то похоже жрали они кастрюлю снаружи 🙂

На строительном рынке прикупил вот такой флюс для пайки алюминия (фото ниже). Паять же алюминий буду чистым хрустящим оловом, крохотные запасы которого, остались ещё со времён СССР. Поэтому на свинцово-оловянный моток показанный на фотке ниже, не обращаем внимания.

Для начала сверлом по металлу, сделал небольшие фаски с двух сторон (фото ниже). Чтобы было куда наносить олово, а заодно зачистился алюминий в месте пайки.

40-ка ваттным паяльником (в моём случае) прогреть место пайки на таком алюминиевом радиаторе практически невозможно, поэтому пришлось прогревать кастрюлю на газовой конфорке целиком и одновременно паять. В итоге около часа я возился с этим отверстием (видимо сказалось моё рукожопство), при этом обосрал всю кастрюлю оловом и флюсом (фото ниже), но кое-как, проклиная всё и вся, всё же запаял это отверстие.

После чего, ещё около получаса избавлялся от следов преступления, всякими надфилями, наждачками и прочим абразивом, ибо работать внутри кастрюли дремелем несколько неудобно было.



Уже собрался бежать отмывать и ставить кастрюлю на полку, но на просвет вдруг обнаружил ещё два отверстия на дне (фото ниже), которых ранее не было, ибо перед пайкой я внимательно осматривал кастрюлю на наличие других отверстий. В общем этот прогрев кастрюли на открытом огне, вышел мне боком, видимо при нагреве нагар и жир выгорел из старых раковин и тем самым освободил отверстия.

Чтобы не прыгать дважды по тем же граблям с пайкой, заделывать отверстия второй раз, решил уже по старинке, обычной клёпкой из алюминиевой проволоки толщиной 2мм (фото ниже).

Рассверливаем отверстия в кастрюле под диаметр клёпок (2мм), затем сверлом побольше, делаем небольшие фаски с двух сторон, чтобы было куда расклёпывать торчащие фрагменты проволоки (клёпки).

Упираем внутренний торец клёпки во что-то твёрдое, по возможности центрируем (приподнимаем) кастрюлю так чтобы клёпка выступала равномерно с двух сторон. После чего, молоточком аккуратно расклёпываем торчащий снаружи фрагмент клёпки. Не делайте клёпки очень длинными, вполне достаточно чтобы клёпка выступала с двух сторон на 1-2мм относительно плоскости кастрюли.


В завершение, наждачками стачиваем все выступающие фрагменты клёпок (фото ниже).


После шлифовки и при наличии желания, тщательно моем кастрюлю и делаем холостое кипячение воды.

В целом, с первым отверстием я возился около двух часов, ибо нет опыта в пайке алюминия маломощным паяльником. Другие два отверстия рассверлил, заклепал и зачистил минут за 15. Так что решайте по обстоятельствам, каким способом лучше заделать то или иное отверстие в кастрюле и тем самым продлить ей жизнь. Думаю за паяльник надо браться если отверстие очень большое и без заплаток не обойтись, в остальных же случаях, лучше клепать. С другой стороны, если в обычной бытовой кастрюле литра на 3-4, образовалось отверстие под заплатку, то возможно пришло время браться за новую кастрюлю, а не за паяльник 🙂
Написать сообщение автору
Автор: Nikolay Golovin — — — — — — — —
17.02.2017
Пайка алюминия дома своими руками: пошаговая инструкция

Хотите попробовать паять алюминий в домашних условиях , но терзают сомнения, что ничего не получится?
Не переживайте — мы расскажем, что и как нужно делать, а самое главное — чем паять , чтобы все получилось! Все рекомендации опробованы на практике и доказали свою эффективность.
Что вообще понадобится для пайки алюминия ? Один из основных инструментов — это нагревательный прибор.
Это может быть как электрический паяльник с самодельной насадкой (о том, как ее изготовить — расскажем ниже), так и более продвинутый вариант — газовый баллончик с горелкой . В данном случае понадобится баллон со смесью из двух (пропан/бутан) или трех газов (пропан, бутан, изобутан).
Обратите внимание, что пайка и сварка алюминия — это совсем не одно и то же. Хотя многие люди очень часто путают эти понятия. Давайте внесем некоторую ясность, что такое пайка алюминия, и что такое сварка.
Под сваркой подразумевается соединение металла путем его нагрева с последующим расплавлением и перемешивания в сварочной ванне. Обычно для этих целей используется аргонная сварка и специальные присадочные прутки .
Некоторые домашние умельцы даже переделывают обычные сварочные инверторы под аргонную сварку.
В результате сварки алюминия получается очень прочное и монолитное соединение с одной и той же кристаллической решеткой. Качество свариваемых деталей довольно высокое.
Под термином « спаять алюминий » подразумевается использование специального припоя (или обычного олова), который и соединяет между собой алюминиевые детали. При этом сам металл не разогревается до температуры плавления.

Особенность пайки заключается в том, что можно без проблем запаять алюминиевую кастрюлю или другую емкость (если в ней имеется трещина), а также можно припаять алюминий к другому металлу. А вот сварить два разных металла сложно.
Существуют разные методы пайки алюминия и дюрали . Мы рассмотрим одни из самых популярных и эффективных способов, которые применимы в быту.
Пайка алюминия газовой горелкой
Алюминий довольно капризный материал для пайки. У многих домашних умельцев, которые впервые попробовали спаять между собой две алюминиевые детали, как правило, ничего не получается, и они отказываются от этой затеи.
А все потому, что этот металл довольно быстро окисляется при взаимодействии с воздухом (практически сразу после зачистки поверхности образуется оксидная пленка), и припой попросту скатывается в шарик.
Поэтому пайкой алюминия в домашних условиях мало кто занимается всерьез — по причине неэффективности этого процесса.
Но безвыходных ситуаций не бывает — всегда можно найти решение той или иной проблемы.
Цель данной статьи — рассказать о некоторых нюансах, а также поделиться с читателями полезными советами, как паять алюминий домашних условиях , чтобы все получилось если не с первого раза, то со второго точно.
Одним из важных условий успешной пайки алюминия является очень плотная подгонка деталей — зазор между ними должен быть минимальным, чтобы припой никуда не утек. Это не относится к тем случаям, когда надо запаять сквозную трещину.
Еще один немаловажный момент, на который нужно обращать внимание — это температура поверхности металла.
Нужно разогреть поверхность так, чтобы не перегреть деталь (алюминий начинает плавиться при температуре от 650 градусов по Цельсию), но при этом, чтобы температура была достаточной для того, чтобы припой работал.
Оптимально нагревать алюминиевые детали до температуры 500 градусов. Для определения температуры металла можно использовать мультиметр с термопарой.
Выбор горелки
Для пайки алюминия в условиях гаража или домашней мастерской чаще всего используют туристический газовый баллончик с газовой горелкой.
Как правило, газовая горелка приобретается отдельно от баллона, и тут крайне важно не прогадать.
Дело в том, что горелка с широким соплом для пайки алюминиевых трубок или других деталей не подойдет, потому что она разогревает большую площадь поверхности, тогда как нам требуется исключительно локальный нагрев — конкретно в месте пайки.
Поэтому лучше всего использовать газовую горелку с узким соплом (например, можно приобрести горелку для пайки меди). Как она выглядит, можно посмотреть на фото ниже.

Пайка китайским прутком
Один из способов пайки алюминия — использование специального припоя. Например, китайского. Можно использовать припой Castolin 192 или HTS2000.
Пруток представляет собой твердую цинковую трубку, которая наполнена порошковым флюсом. Последний-то как раз и нужен, чтобы «растворять» оксидную пленку на поверхности алюминия.

По утверждению производителя, при помощи данного припоя можно качественно паять алюминиевые детали, при этом не потребуется даже зачищать поверхность, чтобы избавиться от оксидной пленки.
Способ пайки очень прост. Максимально плотно прижимаем детали друг к другу (в данном случае это алюминиевые пластины), чтобы не было больших зазоров.
После этого разогреваем место соединения до температуры 500 градусов по Цельсию с помощью газовой горелки. Когда припой заполнит зазор между деталями и сформирует шов, нагрев прекращаем.

Точно таким же образом можно спаивать между собой алюминиевые трубки (стык в стык или под углом), а также можно припаять другие детали из разных металлов к алюминию .

В общем, китайский припой (несмотря на то, что китайский) со своей задачей справился. Поскольку припой обладает хорошей текучестью и отлично заполняет любые щели и пазы, можно использовать для пайки автомобильных радиаторов.
Подробно о том, как паять алюминий с помощью специального припоя, можно посмотреть на видео ниже. Своим опытом поделился автор YouTube канала voltNik.
Способ с щеткой-насадкой по металлу
Если нет возможности купить китайский пруток, есть простой способ, как можно паять алюминий оловом . Подойдет этот способ и для пайки дюралюминия (алюминиевого сплава ).
Для этого нам потребуется газовый баллончик с горелкой, оловянная палочка и шуруповерт или электродрель с проволочной щеткой по металлу — чтобы зачистить поверхность алюминиевой детали перед пайкой.

Многих людей интересует, как запаять сквозное отверстие в детали. Самое время осветить эту тему.
Рассмотрим данный способ на конкретном примере — в нашем случае необходимо запаять разрез на крыле автомобиля.

Первым делом потребуется зачистить и залудить поверхность алюминия.
Сначала разогреваем поверхность алюминия при помощи газовой горелки, и наносим небольшое количество олова. Оно сразу будет скатываться в шарики, но ничего страшного — это так и задумано.

Далее снова нагреваем поверхность алюминия с помощью горелки, и одновременно зачищаем ее щеточной насадкой.

По мере необходимости добавляем еще немного олова, чтобы на поверхности алюминия образовался равномерный слой . После этого можно приступать непосредственно к самой пайке.


Когда алюминий полностью остынет, необходимо будет обработать место пайки углошлифовальной машинкой (болгаркой). Чтобы выровнять поверхность в идеал, надо будет пройтись мелкой наждачкой.

Более подробно об этом способе пайки алюминия вы можете посмотреть в авторском видеоролике ниже. Своим опытом поделился автор YouTube канала «АС МАСТЕР ремонт авто в омске».
Доработка паяльника для пайки алюминия
Мы уже разобрались, что в домашних условиях алюминиевые детали обычно припаиваются друг к другу с помощью газовой горелки. Но в некоторых случаях можно обойтись и электропаяльником. Нужно будет только его немного доработать.
Для этого нам потребуется купить новое жало для паяльника диаметром 8,5 мм (продается в любом магазине радиодеталей).

От начала жала паяльника отступаем около 8 мм, и затем сверлим отверстие диаметром сверлом по металлу 2 мм.

После этого ножовкой по металлу необходимо сделать в жале паяльника продольный пропил глубиной 10 мм.

На следующем этапе от старого пильного полотна для ручной ножовки по металлу нужно отрезать кусочек длиной 13 мм.

Для облегчения последующей обработки заготовки ножовочное полотно необходимо нагреть (сделать отпуск металла). После охлаждения сверлим по центру отверстие диаметром 3 мм.

Медное жало паяльника зажимаем в тисках, и сгибаем под углом 90 градусов. Затем нужно нарезать резьбу в просверленном отверстии (резьба — 2,5 мм).

Край ножовочного полотна нужно облудить — для этого автор использует специальный флюс для пайки стали.

Кусок ножовочного полотна вставляем в пропил в жале паяльника, и фиксируем с помощью винта. Конец винта надо обрезать и заклепать.

Принцип работы электропаяльником с самодельной насадкой очень прост. Для начала включаем инструмент в розетку, и ждем, пока он нагреется до нужной температуры.
После этого наносим на конец насадки немного припоя (касаемся поверхности оловянной проволокой или прутком) и канифоли (это смоляная кислота, которая используется специально для пайки), и можно приступать к лужению алюминия .

Царапая поверхность, мы разрушаем оксидную пленку, и припой сцепляется с алюминием, как с родным братом.
Только перед лужением не забудьте нанести на поверхность алюминиевой детали небольшой слой канифоли . Этот способ подойдет и в тех случаях, если надо спаять алюминиевые провода — когда они облуженные , спаять их оловом не составит проблем.
Обратите внимание: в данном случае флюс для пайки алюминия не используется!
Пошаговый процесс изготовления самодельной насадки на паяльник можно посмотреть на видео ниже. Идея самоделки принадлежит автору YouTube канала A Craft.
В сегодняшней статье мы рассмотрели разные способы пайки алюминия, а также как залудить алюминий для пайки оловом. Надеемся, что какой-нибудь из них вам обязательно пригодится и поможет.
Если вам известны другие способы, как паять алюминий в домашних условиях, то напишите об этом в комментариях — многим нашим читателям, наверняка, будет интересно о них узнать.
Несколько прекрасных способов пайки алюминия и дюрали в быту


Его преимущества существенные, он легкий, а дюраль так вообще можно сравнить по твердости со сталью. При том дюраль легче стали в 3 раза.
Электротехника широко использует алюминий.
Ведь электропроводность чистого алюминия составляет 62% проводимости меди. Чистый алюминий используют в производстве фольги, которая часто применяют для электролитических конденсаторов.


Но по сравнению с медью у него ниже цена.
Алюминий третий за содержанием и самый распространенный метал земной коры, что составляет 8% от ее массы. И вдруг проблема, припаять алюминий или хотя бы залудить, радиолюбители знают, это еще то жуткое испытание нервов и усидчивости. Ведь такая пайка является достаточно сложным в выполнении технологическим процессом. Так что не так с алюминием, почему он не хочет лудится?


Вот тот оксид не хочет приставать к нашему припою. Поэтому почти все потуги при пайке алюминия должны быть направлены на снятие той оксидной пленки, любыми не запрещенными методами.
Способ 1. Пайка с надфилем или шкуркой:


Место пайки тут также должно быть постоянно в той опилочной канифоле. Как не сложно догадаться опилки тут расцарапывают окисел, в результате к нему пристает припой.
Способ 3. Анальгин при пайке:



Способ 4. Машинное масло (для швейных машин или точных механизмов, жидкое):
Не плохие результаты может дать пайка в минеральном (машинном) масле с использованием абразивных в нем инструментов. Тех же железных опилок, ножа или стоматологического бура.

При толщине детали более 2 мм перед нанесением масла деталь надо прогреть. Но осторожно, не забывая что нанесения масла на горячую поверхность может вызвать брызги. Припой должен содержать не менее 50% олова. Лучшие результаты получаются в случае применения щелочного масла для чистки оружия после стрельбы.
Способ 5. Специальные флюсы для пайки алюминия:





Способ 6. Пайка в вакууме:
Если есть возможность то пайка алюминия в вакуумной камере дает хорошие результаты. Но здесь так же нужна предварительная зачистка поверхности детали.
Пайка и сварка в космосе вообще, как говорят некоторые космонавты очень качественная и прочная.
Способ 7. Омеднение алюминия:
Используя медный купорос (CuSO4) можно создать гальваническую установку для покрытия алюминия медью с последующей ее залужением.


Интересно что сварка алюминия не возможна по тем же причинам-образования оксидной пленки на аллюминие. Поэтому для сварки используют инертный газ-аргон. Аргон частично вытесняет кислород воздуха. Но все равно при начале сварки места стыков должны быть обезжирены и зачищены абразивными инструментами, желательно под струей аргона. Иначе алюминиевый электрод, даже с аргоном, при подаче будет просто-напросто плавится и сворачиваться шариками и не прилипать.
Если у кого есть свои способы пайки алюминия, делитесь, будет интересно.