
Как восстановить резьбу в алюминиевом корпусе?
Как закрепить болт в алюминиевой детали, если резьба сорвана?

ignat
Замполит команды форума
- 18.03.2018

Каждый день сюда заглядываю!
- 18.03.2018
«Наш русский либерал прежде всего лакей, и только и смотрит как бы кому-нибудь сапоги вычистить.» /Ф.М.Достоевский/
ignat
Замполит команды форума
- 18.03.2018
Поксипол — это холодная сварка?
Там резьбу не нарежешь, места под сверло или метчик совершенно нет. Разбирать надо.
Если этот поксипол натолкать в отверстие и закрутить болт в незастывшую массу, держать должно будет (cоответственно, после того, как оно там застынет)?
Каждый день сюда заглядываю!
- 18.03.2018
Поксипол — это холодная сварка?
Там резьбу не нарежешь, места под сверло или метчик совершенно нет. Разбирать надо.
Если этот поксипол натолкать в отверстие и закрутить болт б незастывшую массу, держать должно будет?
Промой/продуй отверстие, обезжирь обе поверхности, зубочисткой нанеси изнутри и на поверхность болта, закрути болт.
Через 15 минут будет готово, а через несколько часов можно нагружать по полной.
Держит лучше всего что только пробовал —  100%
100%
«Наш русский либерал прежде всего лакей, и только и смотрит как бы кому-нибудь сапоги вычистить.» /Ф.М.Достоевский/
ignat
Замполит команды форума
- 18.03.2018
никсам
Мастер советчик
- 18.03.2018
ignat
Замполит команды форума
- 18.03.2018

Фил-2000
Пописываю тут помаленьку. Стараюсь не покакивать..
- 18.03.2018
никсам
Мастер советчик
- 18.03.2018
ignat
Замполит команды форума
- 18.03.2018
ignat
Замполит команды форума
- 18.03.2018
Там этот М6 держит торсионную пружину, т.е. одно её «плечо». Пружина достаточно тугая. Возможно, даже, что я сорбал резьбу не потому (или не только потому) что болт пошёл криво, а и потому что пружину «дожимал», закручивая болт.
Может и бпрямь шпильку вкрутить на поликсолобразное, а пружину уже гайкой?
Каждый день сюда заглядываю!
- 19.03.2018
«Наш русский либерал прежде всего лакей, и только и смотрит как бы кому-нибудь сапоги вычистить.» /Ф.М.Достоевский/
Фил-2000
Пописываю тут помаленьку. Стараюсь не покакивать..
- 19.03.2018
Да, пробовал. Может, обезжирил не очень удачно, не знаю.
Удивительно! Коэффициенты расширения-то совсем разные у материалов быть должны!
Игнат, можно еще вот такую шляпу попробовать. Пишут, что даже выкручивать/закручивать можно после. Но не поручусь, так как сам не использовал.

Если выкручивать не нужно — можно вот такой клей. Мне холодильных дел мастер вещал, что он им трубки алюминий-медь в стык клеит, и годами они держатся. Но — тоже не поручусь, так как это всё с чужих слов.
Michalytsch
Оракул
- 19.03.2018
Когда-то выгнил и отвалился кусок в металлической трубе СО,что идет по всему моторному.
Не помню фирму-производитель:в пластиковой тубе было вещество серо-чёрного цвета,которое нужно было отрезать по нужной длине и хорошенько размять перед применением !
Вот им я и замазал эту дырень-сначала просто чтобы доехать до дома около 100 км!
Но поскольку заказанную деталь пришлось ждать то ли 7,то ли 10 дней-ещё по городу накатал за это время столько же.
Сначала под капот чуть ли не через пару км лазил посмотреть,потом освоился-эта штука держала насмерть !
После замены трубки на новую попробовал её оторвать:в итоге вырвал вместе с металлом !
Так что я бы этот вариант не отметал так сразу.
А вот таким «дел мастерам» я бы без оглядки не доверял-нет у них интереса всё на века делать !
Да и пара АЛЮМИНИЙ-МЕДЬ как бы на это намекают.
Дедовский метод, как просто восстановить резьбу в алюминии

- С помощью метчика-болта
- С ремонтной вставкой
В ситуации, когда сорвана резьба в основании из алюминия, оказаться может каждый. Но это не является поводом для паники, ведь есть 2 проверенных способа, позволяющих исправить неприятность своими руками в домашних условиях. О каждом из них поговорим далее.
С помощью метчика-болта
Вариант, когда размер нового болта не имеет принципиального значения, позволяет воспользоваться самым простым способом восстановления резьбового соединения.
Все, что понадобится сделать в случае обнаружения проблемы, – это:
- Взять болт подходящего размера и отшлифовать его. Шлифовка чрезвычайно важна, так как даже самый маленький кусочек ржавчины станет проблемой при нарезании новой резьбы.
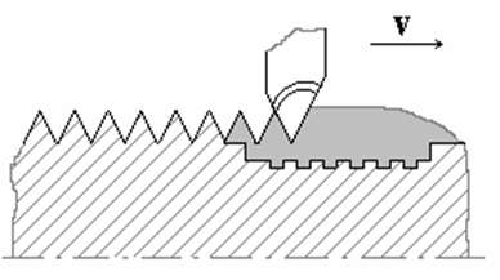
- Установив будущий метчик в тиски, обточите его наподобие конуса, как на фото. Это позволит легко ввести импровизированный метчик в отверстие меньшего диаметра и раздать его до нужных размеров.
- После этого нарежьте 3 канавки, по которым будет выходить стружка. Важно нарезать их под одинаковым углом к продольному стержню.



Все, что останется сделать для получения новой резьбы, – это зажать головку болта пассатижами, гаечным или накидным рожковым ключом и осторожно, но с некоторым нажимом, ввернуть самодельный метчик в отверстие.
Все движения должны быть плавными. Стружку, которая будет вытесняться при изготовлении внутренних колец, нужно удалять при помощи мягкой кисти.

С ремонтной вставкой
В случае, когда вышеописанный способ не подходит, выручит ремонтная вставка, или футорка.
Это приспособление позволяет использовать болт того же диаметра, что использовался до порчи.
Порядок работы следующий:
- Подготавливаем футорку нужного размера.

- При помощи метчика, размер которого соответствует наружному диаметру вставки, прорезаем отверстие для ввинчивания футорки.

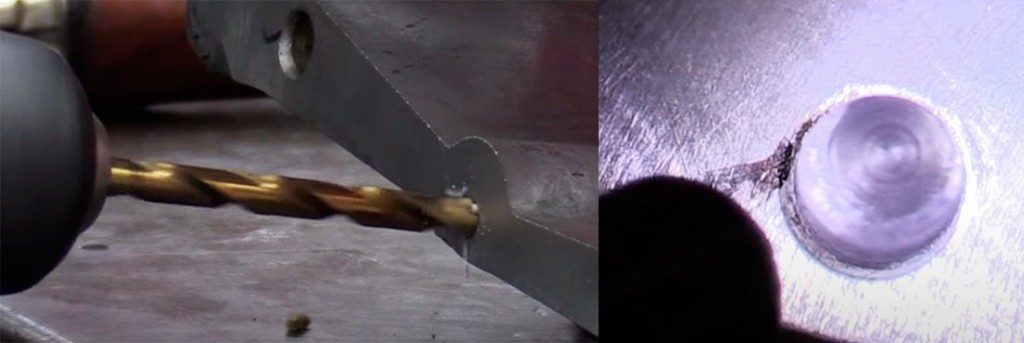
- После тщательной очистки от стружки устанавливаем вставку и фиксируем ее стопорным кольцом. В результате отверстие будет выглядеть так, как на фото, и будет полностью идентичным старому.

Если соблюсти все тонкости установки вставки с двусторонней резьбой, то надежность такого способа ремонта будет наивысшей. Единственным минусом такого вида ремонта является необходимость иметь в запасе много вставок нужного диаметра и метчик.

Причин для порчи резьбы на алюминиевых деталях достаточно много. Одно неосторожное движение или сила, которой оказалось слишком много для затягивания, становится началом новой проблемы. Но она очень легко решается, если знать и правильно применять способы ремонта, которыми пользуются опытные автолюбители и профессиональные автослесари.
Ремонт резьбы
Ремонт резьбового отверстия (восстановление повреждённой резьбы)
Наша компания не занимается восстановлением резьбы. Данная статья служит исключительно для ознакомления с процессом восстановления резьбы. В наших магазинах вы можете купить футорки (резьбовые вставки) , сверла , метчики , наборы для восстановления резьбы .
Информация предназначена для лиц, производящих ремонт в условиях личного гаража, и автосервисов. В соответствии с этим выстроен текст и даны рекомендации. Применение данного метода на производственных предприятиях предполагает использование специфических инструментов и устройств, и другой технологии.
Способ восстановления резьбы
Повреждённую резьбу можно полностью восстановить по следующей технологии:
1. Рассверлить резьбовое отверстие до диаметра, указанного в приведённой ниже таблице
2. Нарезать в нём резьбу особого профиля специальным метчиком
3. Ввернуть в полученную резьбу спиральную ремонтную вставку (футорку из прочной нержавеющей стали, с помощью специального инструмента.
 Резьбовая вставка
Резьбовая вставка
После такой операции резьба становится более прочной, чем первоначальная в исправном состоянии. Этот эффект особенно заметен, когда резьба выполнена в мягком материале, например, алюминии. При срыве болта (шпильки) в резьбовой вставке эффект “закусывания” отсутствует. Сорванный болт (шпильку) можно легко вывернуть.
Посмотрите видео, как используется резьбовая вставка

Какие возможности есть у резьбовых вставок
Особенно актуален этот способ для восстановления резьбовых отверстий в корпусных деталях автомобильных двигателей, например, свечного отверстия. Резьба под свечу становится очень прочной и надёжной.
 Резьбовая вставка вкручена
Резьбовая вставка вкручена  Резьбовая вставка вкручена
Резьбовая вставка вкручена
Если сорвана резьба под шпильку , иногда рассверливают её, и нарезают резьбу следующего размера. В таком случае приходится применять ступенчатую шпильку неизвестного происхождения, сомнительного качества. Да и не всякую ступенчатую шпильку найдёшь в нужный момент. Если же отремонтировать отверстие с применением резьбовой вставки , остаётся возможность применить штатную, фирменную шпильку.
Ещё одно применение ремонтных резьбовых вставок – в латунных гайках выхлопного коллектора . Получается гайка, совмещающая очень прочную резьбу и свойство не «пригорать» к шпилькам.
Владельцам некоторых иномарок стоит обратить внимание и на возможность замены резьбы М12 х 1,5 на резьбу М12 х 1,25. Нередко случается, что болт с такой резьбой повреждён, а найти его в розничной сети в вашем городе практически невозможно (в нашем магазине есть такие болты ). Токарь приличный болт не выточит, т.к. резьба на заводских болтах формируется давлением (накаткой), что обеспечивает необходимую прочность. А на токарном станке резьба получается резцом, при этом волокна стального прутка перерезаются и витки резьбы не могут нести необходимой нагрузки.
Если заменить резьбу в корпусной детали на более распространённую в России М12 х 1,25 , появляется возможность подобрать болт необходимых размеров и прочности в ассортименте Российских и Европейских производителей автомобильного крепежа, представленных в нашем каталоге.
Видео – как работает резьбовая вставка, демонстрация
Какие инструменты применяются при восстановлении резьбы

| № п/п | Размеры восстанавливаемой резьбы | Диаметр сверла |
| 1 | М5 х 0,8 | 5,2 |
| 2 | М6 х 1 | 6,3 |
| 3 | М8 х 1 | 8,3 |
| 4 | М8 х 1,25 | 8,4 |
| 5 | М10 х 1 | 10,25 |
| 6 | М10 х 1,25 | 10,4 |
| 7 | М10 х 1,5 | 10,5 |
| 8 | М12 х 1,25 | 12,25 |
| 9 | М12 х 1,5 | 12,5 |
| 10 | М12 х 1,75 | 12,5 |
| 11 | М14 х 2 | 14,5 |
| 12 | М14 х 1,5 | 14,5 |
| 13 | М14 х 1,25 (под свечу) | 14,25 |

Для ремонта свечного отверстия рекомендуется метчик ступенчатый. Он центрируется в старом отверстии своей заходной частью, и сразу нарезает новую резьбу, минуя операцию рассверливания.
Ступенчатый метчик существенно уменьшает риск порчи свечного отверстия, но он заметно дороже обычного.
Для удлинения метчика при ремонте глубоко утопленного свечного отверстия можно использовать обычную торцовую двенадцатигранную головку на 10 с соответствующим инструментом.

3. Шпиндель (инструмент для вворачивания вставки)
Рабочая часть шпинделя похожа на резьбовую часть болта, с зацепом на торце.
4. Вставка ремонтная
Вставка представляет собой спираль ромбовидного профиля.
На одном конце её имеется поводок, за который вставка вращается шпинделем.
Вставки имеют разные длины.
Описание технологии восстановления резьбы
Внимание: эта технология применяется для ремонта резьбовых отверстий в бытовых, гаражных условиях.
1. Рассверлить отверстие. Периодически вынимать сверло из отверстия и обмакивать его конец в ёмкость с моторным маслом. Желательна минимальная скорость вращения сверла.
2. Нарезать метчиком резьбу под вставку. В процессе работы необходимо постоянно подавать в зону резания моторное масло, например из медицинского шприца, особенно при работе с алюминием. Иначе резьба может получиться «рваной», шероховатой, а на метчик налипнет алюминий.
Если отверстие глухое — вместо моторного масла лучше применить смазку, например Литол. Ею нужно обмазать рабочую часть метчика, чтобы стружка не сыпалась в отверстие, а прилипла к метчику.
3. Промыть полученную резьбу керосином.
4. Надеть вставку на шпиндель, ввести в зацепление поводок и зацеп.
Нужно иметь в виду, что вставка несколько больше шпинделя, она не сидит на нём плотно, а свободно болтается. При вкручивании в отверстие вставка сжимается и тем самым закрепляется в отверстии. Вставку вворачивать до тех пор, пока её задний конец не углубится в отверстие на 1/4 шага резьбы. После этого вывернуть шпиндель и отломить поводок вставки, надавив на него подходящим стержнем. Для этого на витке за поводком имеется риска, по которой и отломится поводок. Примечание:При использовании ступенчатого метчика пункт 1 исключается.
Наша компания не занимается восстановлением резьбы. Данная статья служит исключительно для ознакомления с процессом восстановления резьбы. В наших магазинах вы можете купить футорки (резьбовые вставки) , сверла , метчики , наборы для восстановления резьбы.
Восстановление резьбы с помощью клея «Холодная сварка»

Клеевой стержень «Холодная сварка» используют для соединения деталей из металла, наращивания сколов, заливке трещин. Отличительная особенность метода – нет необходимости нагревания и повышенного температурного воздействия.
Соединение происходит как процесс склеивания, назван сваркой из-за крепости получаемого шва. Масса клея не проникает на внутриатомном уровне в поверхность частей, необходимых соединить. Неразъемное соединение происходит за счет других характеристик.
Восстановление металлической резьбы
На резьбе при усиленной эксплуатации, неправильном использовании появляются сколы, дыры, деформации. «Холодная сварка» позволяет исправить части деталей, привести их в нормальное состояние. Данный способ используется для деталей сантехники, ремонта автомобильных и технических деталей. Производственные процедуры упрощают восстановление структуры резьбы без сложных приспособлений с помощью холодной сварки.
Состав клея
Компоненты, входящие в клеевую массу, направлены на создание однородной смеси. Свойства пластичности создаются за счет эпоксидной смолы. Она улучшает состав и делает более мягкой и удобной для использования. Для получения единого твердого компонента с металлом, добавляются металлические вещества. В ходе процесса заливки и восстановления скола полимерная масса сварки заполняет детали, получившие дефект.

Качество массы для сварки предполагает уникальные свойства. Они делают холодную сварку распространенным и привлекательным для потребителя с разными профессиональными и строительными потребностями. Шов, получаемый при холодной сварке, будет уступать по каким-то характеристикам от стандартного способа, а по скорости работ, условиям и простоте процедуры даст преимущества.
Преимущества работ с клеевой массой
Восстановление сколов и трещин на резьбе металлических деталей с помощью состава «Холодная сварка» имеет ряд преимуществ.
- Доступность товара. Клей можно приобрести по приемлемой для конкретного покупателя цене, необходимой емкости и выбранной марки;


Минусы холодной сварки
Стержень «Холодная сварка» не может заменить настоящую стандартную процедуру сваривания. Поэтому для использования состава выбираются те работы, которые он способен выполнить. Недостатки заключаются в следующем:
- Относительно невысокое качество крепости;
- Разные металлы на заготовках и элементах, восстановленных сваркой;
- Не рекомендуется на участках с повышенной зоной ответственности;
- Подвергается температурным перепадам и негативным изменениям окружающей среды.
Варианты выбора товара
Разнообразный товарный ряд представлен из предложений российских и зарубежных производителей. Среди всех видов состав делят на две группы:
- Жидкие. Состоят из двух разных по консистенции жидкостей: масса для затвердения и основное клеящее вещество;
- Пластилинообразные. Похожи по форме на пластилиновый брусок из детского набора для творчества. Они могут быть одно- или двух слойные. Перед применением их смешивают до получения плотной массы.
Для восстановления деталей с резьбой потребуется особый выбор. Подходит товар любого производителя: импортного, экспортного. К наиболее выбираемым можно отнести:
- Алмаз;
- Полимет;
- Hi-Gear;
- ABRO.
Невысокая стоимость, нужный состав у сварки «Алмаз» российского производства.
При выборе товара необходимо проверить пластичность и крепость создаваемой смеси. Первый показатель позволит принять точную форму склеиваемых поверхностей, даже очень мелких изгибов резьбы. Твердость необходима для постоянного контакта с металлической деталью. Работа отремонтированного изделия не должна быстро завершиться из-за повторения скола в месте склеивания.
Технология работы с внутренней и наружной резьбой
Восстановление резьбы с помощью состава «Холодная сварка» предполагает использование двухкомпонентной смеси. Каждый компонент помещен в небольшой тюбик. Этапы работы можно представить в виде следующих шагов:
- Вскрыть упаковку, достать все, что входит в состав;
- Обезжирить поверхности, приготовленные для работ (первый тюбик);
- Исключить возможность появления на деталях налета;
- Резьба очищается анти адгезионным составом (второй тюбик);
- Перемешивание смесей из двух тюбиков на специально приготовленной поверхности не из металла. Для перемешивания потребуется шпатель;
- Полученную массу располагают на резьбе, деталь вворачивается, чтобы придать зубцам нужную форму и внутри, и снаружи;
- Оставить деталь для высыхания;
- Выдержать время, указанное в инструкции.
Для получения нужного результата проверяется температура среды, влажность воздуха.
Потом деталь выкручивается и проверяется качество проделанной работы.
Как восстановить резьбу: способы ремонта
Популярность резьбовых соединений объясняется простотой выполнения и прочностью крепления элементов конструкции между собой. Когда при повреждении витков замена детали невозможна, проводят восстановление резьбы. Так как восстанавливать резьбу можно разными способами выбирают тот, который сохраняет прочность соединения на прежнем уровне.

Способы восстановления резьбы
Для того, чтобы восстановить сорванную резьбу используют:
- эпоксидную смолу;
- холодную сварку;
- заваривание отверстий и нарезание новой резьбы;
- ввертыши;
- перенос на другое место, если изменение места крепления не влияет на надежность соединения;
- спиральные вставки;
- рассверливание отверстий для нарезки витков большего диаметра.
Технология восстановления холодной сваркой
Для восстановления резьбы холодной сваркой выпускаются полимерные составы с металлическими добавками. Процедура реставрации жидким двухкомпонентным клеем выполняется в следующей последовательности:
- достают из упаковки два тюбика;
- детали соединения обезжиривают веществом из тюбика №1;
- затем наносят содержимое тюбика №2;
- шпателем смешивают составы из обоих тюбиков в пропорции 1:1;
- готовую смесь наносят на болт со стороны наружной резьбы;
- затем вкручивают в витки внутренней резьбы;
- после отвердевания смеси (время выдержки указано в инструкции), болт выворачивают.
Для качественного восстановления витков смесь наносят с избытком, чтобы излишки при вворачивании болта выдавливались наружу.
Какую холодную сварку выбрать
Из-за низкой эффективности однокомпонентный анаэробный восстановитель в виде густой пасты применяется редко. Для ремонтных работ используют два вида:
- жидкий состав, который получается после смешивания отвердителя с клеящей массой;
- плотные однослойные или двухслойные бруски по консистенции похожие на пластилин, которые перед применением смешивают.
Для восстановления поврежденных витков выбирают марки с высокой пластичностью, чтобы смесь заполняла мелкие изъяны. Если соединение часто разбирается, нужна холодная сварка с усиленной твердостью, иначе при трении о металл состав разрушится.
Преимущества и недостатки
К достоинствам метода холодной сварки относят:
- возможность большого выбора по цене и качеству среди отечественных и зарубежных производителей;
- восстановление без разборки конструкции;
- стойкость к коррозии;
- простота, так как восстановление выполняется без вспомогательных приспособлений;
- неизменность характеристик деталей из-за отсутствия термического воздействия;
- невысокая цена.
- низкая прочность;
- разный металл деталей и добавок состава;
- нельзя ремонтировать ответственные конструкции;
- зависимость от перепадов температуры и внешних условий.
Использование эпоксидного клея
Этот метод не годится для восстановления соединений, которые подвергаются вибрационному воздействию, большим нагрузкам, высокой температуре. Поэтому способ применяют, когда требуется быстро восстановить резьбу в пластике. Процесс прост:
- эпоксидный клей заливают в отверстие;
- ждут когда загустеет;
- вворачивают болт;
- оставляют до полного затвердевания полимера;
- выкручивают болт.
Нарезание резьбы метчиком
Этим способом пользуются, когда можно увеличить размер отверстия без ущерба для надежности соединения. С помощью сверла увеличивают диаметр, чтобы очистить отверстие от испорченных витков, затем нарезают новые.
Работа выполняется по следующим правилам:
- отверстие рассверливают строго перпендикулярно;
- используют два метчика для нарезания резьбы, черновой и чистовой;
- для удаления стружки после 3 прямых оборотов делают 1,5 обратных;
- чтобы облегчить процесс, инструмент смазывают маслом.
Применение спиральной вставки
Такие приспособления, называемые также проволочными или пружинными, делают из высококачественной нержавеющей стали. Вставки выполнены в виде цилиндрических спиралей с концентрической резьбой внутри и снаружи. Для установки предусмотрен поводок. Форму и размер внутренних витков делают с минимальными допусками.

Ремонт резьбы выполняют в следующей последовательности:
- отверстие рассверливают сверлом, диаметр которого выбирают по прилагаемой к вставкам таблице;
- витки нарезают не стандартными метчиками, входящими в комплект;
- вставку вворачивают инструментом, который есть в наборе;
- удаляют поводок инструментом, поставляемым производителем, или плоскогубцами, если диаметр большой.
За счет натяга при установке исключается самопроизвольное выкручивание вставки. Упругость материала обеспечивает равномерное распределение нагрузки между болтом и вставкой. Высокая стойкость нержавейки к коррозии исключает возможность заедания болта из-за ржавчины.
Спиральными вставками можно отремонтировать соединения на конструкциях из цветного или черного металла. Их также применяют для усиления резьбы на пластике, дереве.
Ввертыш для восстановления резьбы
Ввертыши, они же футорки, сделаны в виде полых втулок с крупной наружной и мелкой внутренней резьбой. Они могут быть стальными, медными, латунными, бронзовыми, из других материалов. Устанавливают футорки на деталях, где допускается увеличение диаметра отверстий. Ввертыши применяются во многих отраслях промышленности, например, для сборки мебели, стыковки труб, крепления сдвоенных колес.

Некоторые производители выпускают наборы, которые называются восстановителями резьбы. Комплекты состоят из вкладышей разного размера, сверл, метчиков, вспомогательных инструментов. В зависимости от назначения в наборы входят футорки для ремонта дюймовой или метрической резьбы от М2 до М36.
Ввертыш устанавливают так:
- отверстие рассверливают до размера достаточного для нарезания резьбы под футорку;
- витки нарезают комплектным метчиком;
- если часть ввертыша после вкручивания выступает над поверхностью, ее срезают заподлицо;
- для предотвращения самопроизвольного выворачивания, по линии соприкосновения футорки с деталью керном делают несколько засечек.
Традиционная сварка для ремонта
Этой технологией пользуются, если нельзя увеличить диаметр отверстия, и когда нет нужного ввертыша или спиральной вставки. Процедура восстановления выполняется в следующем порядке:
- высверливают поврежденные витки;
- заваривают отверстие;
- наплавленное место зачищают заподлицо с поверхностью;
- сверлят отверстие;
- нарезают резьбу.
Для восстановления соединений из стали используется газовая или электродуговая сварка в защитных средах. Отверстия в чугуне заваривают в холодном состоянии или с местным подогревом. В качестве присадочного материала плавят электроды марки ЦЧ-4, ОЗЧ-1, МНЧ-1 или прутки из чугуна с добавкой кремния. Следует учитывать, что под действием высокой температуры изменяется структура металла детали, возможно образование трещин. Поэтому прочность отремонтированного соединения будет меньше.
Отверстия в деталях из алюминия, без которых не обходится двигатель автомобиля, заваривают аргонно-дуговой сваркой. Для наплавки применяют алюминиевую проволоку. Однако при восстановлении резьбы в алюминии металл в жидком состоянии начинает активно поглощать газы. Образуются поры, а при усадке во время остывания — трещины, которые снижают надежность соединения. Не всегда есть возможность восстановления этим способом без снятия деталей. Например, для ремонта соединений на алюминиевом блоке цилиндров конструкцию придется демонтировать.
При выборе способа восстановления учитывают условия эксплуатации и величину нагрузки. Также принимают во внимание сложность выполнения и цену. Например, покупка спиральной вставки дешевле, чем заказ на вытачивание ввертыша.
Как восстановить сорванную внутреннюю резьбу?
Никто не застрахован от того, что при ремонте автомобиля или в других рабочих ситуациях может произойти повреждение резьбового соединения. Как вернуть работоспособность, казалось бы, вышедшей из строя резьбе?
Многие мастера используют традиционный способ, суть которого сводится к рассверливанию отверстия сверлом большего диаметра и нарезанию метчиком новой резьбы. Однако после такого ремонта придется использовать и ответный элемент (болт, шпильку, свечу) большего диаметра, что не всегда представляется возможным. Этот способ не подойдет и в случае, если запас «тела» для рассверливания недостаточен.

Как отремонтировать резьбу с сохранением ее прежнего диаметра?
В настоящее время найден простой и надежный способ восстановления резьбы, который уже достаточно давно используют во всем мире. В нашей стране он, к сожалению, медленно набирает популярность, как по причине нашей неосведомленности, так и из-за невозможности приобрести в магазинах специальные пружинные вставки и вспомогательный установочный инструмент.

Комплект инструментов для восстановления резьбы
Разработкой и изготовлением вставок занимаются многие известные производители. Изделия разных фирм могут незначительно различаться по названию (ввертыши, футорки), конструктивному исполнению и материалу, но принцип действия и технология установки одинакова для всех. В продаже можно найти не только комплекты ввертышей различных длин, диаметров и шага резьбы, но и целые наборы для восстановления резьбы, в которые помимо вставок входят сверла, метчики, установочное приспособление и оправка для обламывания монтажного поводка. Такие решения предлагает немецкий производитель металлорежущего инструмента «Volkel» и российский «Дело Техники». У некоторых брендов подобная технология и инструмент называется «системой», например:
- система V-coil
- система Recoil
- система HeliCoil
Как это работает?
- Проволочные вставки для ремонта резьбовых отверстий представляет собой спирально свернутую проволоку из нержавеющей стали с ромбовидным поперечным сечением. Ромбовидный проволочный профиль позволяет внешней части витков ввинчиваться в приемную резьбу в корпусе во время установки. На внутренней части футорки витки образуют новую стандартную резьбу с углом 60°. Наружный диаметр футорки в свободном состоянии больше принимающей резьбы, поэтому витки спирали сжимаются, когда она ввинчивается в корпус. Подобно пружине сжатые витки пытаются разжаться относительно стенок резьбового отверстия корпуса. Возникающий в результате натяг в месте посадки помогает удерживать установленный вкладыш и предохраняет от вывинчивания.
- Вставки снабжены поводковым язычком, который используется для их ввинчивания в подготовленную приемную резьбу. Специальный установочный инструмент захватывает его и использует в качестве привода. После установки поводок будет не нужен и легко обламывается.
- В основании язычка сделана небольшая насечка, которая немного уменьшает площадь поперечного сечения проволоки. Когда нужно будет удалить язычок, насечка поможет легко обломить его в этом месте.
Процесс установки пружинной вставки:
Ремонт поврежденной резьбы выполняется в четыре простых шага.
Шаг 1. Просверлите старую резьбу, используя размер сверла, рекомендованный на упаковке комплекта для ремонта резьбы. На хвостовике метчика также указан рекомендуемый размер сверла под резьбу. Не забудьте очистить отверстие от частиц металла.
Шаг 2. В просверленном отверстии нарежьте резьбу специальным метчиком под проволочную вставку, который имеет некоторые отличия от стандартного метчика и обозначается буквами STI (система HeliCoil).

Шаг 3. Установите резьбовую вставку с помощью установочного инструмента.
Для резьбы с крупным (обычным) шагом:

- Наденьте спиральную вставку на монтажный инструмент.
- Поворачивайте вставку до тех пор, пока ее поводок не войдет в паз на конце стержня установочного инструмента.
- Вкрутите ремонтную вставку в резьбовое отверстие, используя ручку поворотного установочного инструмента.
- После того, как вставка будет установлена на нужную глубину, выкрутите установочный шпиндель.
Для резьбы с мелким шагом:
- Используйте монтажный инструмент с патроном предварительного натяжения (сжатия), который входит в комплект для ремонта мелкой резьбы.
- Поместите спиральный вкладыш в патрон предварительного натяжения.
- Проденьте шпиндель установочного инструмента через спираль, пока поводковый язычок не войдет в его паз.
- Поворачивайте инструмент, чтобы намотать вставку на резьбовой конец корпуса предварительной катушки.
- Одной рукой удерживайте корпус под прямым углом к поверхности заготовки над резьбовым отверстием. Вращайте установочный инструмент, чтобы установить вставку через корпус предварительной катушки в резьбовое отверстие в заготовке. После установки убедитесь, что корпус предварительной катушки может плавно перемещаться, значит, витки спирали совпали с резьбой в заготовке.
- После того, как ремонтная вставка будет установлена на нужную глубину, выкрутите установочный инструмент.

Монтажный инструмент для установки ввертыша

Совет по ремонту резьбы:
Одна из причин того, что данная резьбовая технология не работает, заключается в неправильной посадке резьбовой вставки.
Главное практическое правило – верх проволочного вкладыша должен находиться ниже поверхности заготовки на 1/4 — 1/2 шага резьбы. Один из простых способов определить глубину установки подробно описан ниже.
Перед тем, как начать процесс установки, внимательно посмотрите на входную резьбу, нарезанную метчиком STI в отверстии. Обратите внимание на то место, где нить начинает входить в отверстие.
Сделайте небольшую временную контрольную метку на поверхности корпуса, удаленную на 3/4 оборота от того места, где резьба входит в отверстие. Эта отметка будет использоваться для определения глубины установки ввертыша.
Установите резьбовую вставку заподлицо с поверхностью корпуса и совместите ее конец с контрольной меткой. После этого поверните ее еще на 1/4 оборота для погружения ниже поверхности корпуса на 1/4 шага (0,25 P).
Если требуется более глубокая посадка, поверните установочный инструмент еще на 1/4 оборота.

Шаг 4. Удалите поводковый язычок
- Используйте бородок или просто кусок круглого стержня, подходящего по диаметру к полученному резьбовому отверстию.
- Уприте конец инструмента в язычок и удерживайте его прямо в отверстии.
- Ударьте по хвостовику инструмента молотком. Поводок должен сломаться в месте надреза, который и предназначен для этой цели. На вставках большого диаметра (от М14) иногда легче отломить его с помощью длинногубцев движениями вверх-вниз.
- Извлеките обломанный язычок из отверстия перед сборкой резьбового соединения.
Вопросы и ответы:
Почему данная технология требует использования специального метчика STI? Что такое метчик STI? Можно ли вместо него использовать стандартный метчик?

Маркировка метчика STI
Отремонтированная внутренняя резьба предназначена для крепежа стандартных размеров. После установки пружинной вставки ее витки устанавливаются с тем же шагом, что и у резьбы крепежа, для которого предназначено резьбовое отверстие.
Входная резьба под резьбовые вставки формируется специальными метчиками (также известными как STI), разработанными для использования с этими ремонтными системами.
Метчики под резьбовую вставку отличаются размерами от стандартных метчиков под винты. Но маркируются они по конечному результату, который будет получен после установки вкладыша.
Рассмотрим разницу между STI и стандартным метчиком на конкретном примере:
Стандартный метчик, используемый для нарезания резьбы для крепежа 1/2″NF, имеет основной диаметр 0,500 дюйма с шагом 20 витков на дюйм. Соответствующий метчик STI имеет такой же шаг резьбы 20 витков на дюйм, но немного больший основной диаметр, в этом примере он составляет 0,568 дюйма.
Есть ли какой-нибудь способ более надежно зафиксировать вставку на резьбе, а не полагаться только на посадку с натягом для удержания в резьбовом отверстии?
Чтобы надежнее закрепить вставку в корпусе детали рекомендуется использовать дополнительные способы фиксации:
Химическое стопорение. Нанесите тонкий слой резьбового фиксатора на внешнюю часть витков вставки перед тем, как ввинтить ее в отверстие. Не наносите слишком много этого состава, а после установки обязательно протрите полученную внутреннюю резьбу, чтобы ввинчиваемый в нее крепеж не приклеился.
Механическое стопорение. Используя пробойник и молоток, слегка развальцуйте один виток резьбы корпуса, в том месте, где находится резьбовой конец установленной футорки. Цель этого метода — слегка деформировать или сжать резьбу корпуса, чтобы затруднить выкручивание вставки при демонтаже крепежа.
Диапазон размеров:
Пружинные вставки предлагаются в дюймовых и метрических размерах. Согласно опубликованным данным доступны вкладыши для винтов от размера № 2 до 1 1/2 дюйма и от М3 до М42.
Их длина обозначается 1d, 1.5d, 2d и т.д., где d – диаметр спирали, причем это длина в смонтированном состоянии и без установочного язычка (в свободном состоянии они короче). Например, для футорки М6, 2d длина будет составлять два диаметра, то есть 12 мм.
Типы резьбы:

Ремонтные футорки доступны с различными типами резьбы и конфигурациями шага, включая UNC, UNF, метрическую крупную и мелкую резьбу, UNEF, UNS и трубную резьбу.
Из какого металла изготавливают вставки?
На изготовление резьбовых вставок идет особо прочная высококачественная сталь, преимущественно нержавеющая твердостью 425 – 550 HV (по Виккерсу) марки А2 и А4. Для специальных целей производители выпускают их из таких материалов, как Nitronic 60, жаропрочный сплав Inconel X, титан и фосфорная бронза.
Преимущества использования ремонтных вставок:
- Данный метод позволяет сформировать резьбу, которая по прочности и надежности не уступает оригинальной, а в случаях с металлами низкой прочности повышает несущую способность резьбы.
- Прочная сталь, из которой изготовлены ввертыши, снижает риск быстрого износа резьбовой поверхности при частом закручивании и выкручивании крепежа.
- Резьбовая вставка имеет жесткую посадку без зазоров в изготовленной резьбе, исключающую риск отвинчивания при динамических нагрузках или в момент выкручивания винта.
- Посаженная с натягом пружинная футорка занимает устойчивое положение без дополнительной фиксации клеем и обеспечивает равномерное распределение усилие от болта по всей длине отверстия.
- Описываемая система дает возможность создавать в мягких материалах (дерево, пластик) надежную стальную резьбу, а также сделать резьбовое соединение в хрупких и тонкостенных деталях.
- С помощью резьбовых вставок можно осуществить легкий переход от одного вида резьбы на другой, например: с левой на правую, с метрической на дюймовую, с мелкой на крупную и наоборот.
Использование пружинных вставок открывает новые возможности для конструирования, дает свободу в выборе материала и размера крепежных элементов. Возможность быстро отремонтировать резьбовое отверстие избавит от необходимости замены дорогостоящей детали. В случае необходимости ремонтные вставки можно демонтировать при помощи все тех же инструментов, входящих в «систему».

