
Как паять алюминиевые провода паяльником?
Способы пайки алюминиевых проводов
Несмотря на то, что в современном строительстве при производстве электротехнических работ алюминиевые кабели все чаще вытесняются медными, алюминий остается незаменимым материалом при изготовлении проводов и кабелей большого сечения.
Причины этого лежат на поверхности – удельное электрическое сопротивление алюминия больше, чем у меди примерно в полтора раза, а объемный вес меньше в три раза.
При большом сечении проводника, когда вес важнее прочности, выбор в пользу алюминия очевиден. Площадь сечения алюминиевого проводника будет больше, чем у медного в полтора раза, и при этом алюминиевый все равно будет в два раза легче медного. Для соединения проводов среди прочих методов применяют пайку.
Методы спаивания
 Проблемой при использовании алюминиевых проводников является их быстрое окисление. Пленка оксида оказывает значительное препятствие прохождению электрического тока при соединениях. Для этого скрутки алюминиевых проводов пропаивают.
Проблемой при использовании алюминиевых проводников является их быстрое окисление. Пленка оксида оказывает значительное препятствие прохождению электрического тока при соединениях. Для этого скрутки алюминиевых проводов пропаивают.
Паять алюминиевые провода в распределительной коробке можно, пользуясь паяльником или газовой горелкой. Применять паяльник сложнее из-за невозможности точно осуществить нагрев до необходимой температуры. А для алюминия перегрев так же неприемлем, как и недогрев.

Металл обладает большой теплопроводностью, и изоляция на большом участке от места пайки может просто оплавиться.
Газовой горелкой регулировать температуру нагрева проще, но ею долго осуществлять подготовку поверхности. Тем не менее, именно горелку нужно будет применять, если необходимо припаять какие-либо массивные детали друг к другу. В любом случае, при пайке алюминиевых проводов нужна их подготовка.
Предварительная обработка
 Сложность при пайке заключается в том, что сам алюминий является очень легкоплавким материалом (660 ℃) и при неосторожном нагреве он может расплавиться.
Сложность при пайке заключается в том, что сам алюминий является очень легкоплавким материалом (660 ℃) и при неосторожном нагреве он может расплавиться.
Еще одним фактором, затрудняющим пайку алюминиевых проводов, является быстрое окисление на воздухе.
Окисная пленка на поверхности материала надежно защищает алюминий от воздействия всевозможных внешних факторов, но она же препятствует адгезии припоя с материалом, и ее нужно обязательно удалять.
Механически снять пленку оксида в обычных условиях практически невозможно. Материал моментально окисляется и покрывается новой пленкой. Можно механически удалить окисную пленку под слоем масла.
Но масло перед этим нужно прокалить до 200 ℃, чтобы удалить из него активный кислород, который может там присутствовать. Этот способ очень неудобен в домашних условиях и трудоемок.
Поэтому концы алюминиевых проводников необходимо облудить перед пайкой. Использование канифоли или большинства других флюсов не даст результата из-за высокой химической стойкости оксидной пленки. Она не растворяется даже органическими кислотами.
Чтобы облудить провода, необходимо использовать одновременно специальный флюс и механический способ.
Конечно же, делать это надо до того, как провода скручены, иначе механически очистить всю поверхность провода не удастся. Только облуженные концы можно скрутить друг с другом и спаять.
Работа паяльником
 Для того чтобы запаять алюминий паяльником, существует несколько способов, суть которых заключается в том, чтобы производить очистку сразу под слоем флюса при непосредственном контакте с расплавленным припоем.
Для того чтобы запаять алюминий паяльником, существует несколько способов, суть которых заключается в том, чтобы производить очистку сразу под слоем флюса при непосредственном контакте с расплавленным припоем.
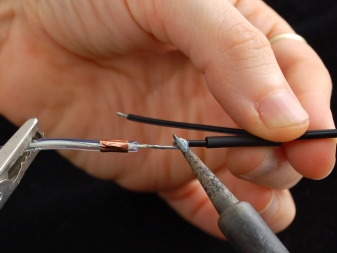
Первый способ заключается в том, что алюминиевые проводники, перед тем как припаивать, зачищают горячим облуженным паяльником, используя смесь канифоли и стальных опилок.
Опилки оказывают абразивное действие, канифоль удаляет все примеси и сразу же очищенные участки покрываются припоем, который должен быть на жале паяльника.
Второй способ предполагает зачистку алюминиевого провода об наждачную бумагу средней зернистости непосредственно под воздействием горячего паяльника с припоем и флюсом.
Газовой горелкой
 Обработка газовой горелкой производится, когда детали находятся в таком положении относительно друг друга, при котором они будут эксплуатироваться. Обработка плавно переходит в сам процесс пайки.
Обработка газовой горелкой производится, когда детали находятся в таком положении относительно друг друга, при котором они будут эксплуатироваться. Обработка плавно переходит в сам процесс пайки.
Происходит это следующим образом:
- горелкой нагреваются поверхности алюминиевых деталей;
- по достижению температуры, при которой металл восстанавливается из оксида, пленка механически счищается;
- под воздействием пламени детали покрываются флюсом, и в зону пайки вносится припой.
Если детали толстые, то кромки их необходимо разделать под углом 45°. Обычно разогрев происходит до температуры плавления олова, когда припой растекается и заполняет желобок скрутки.
Отличия технологии при использовании флюса
Благодаря достижениям современной науки и техники, получены составы флюсов для алюминия, которые активно растворяют оксидную пленку и защищают материал от дальнейшего окисления.
Примерами таких препаратов могут служить составы с маркировкой Ф-59А и Ф-61А. Буква А означает, что эти составы предназначены для пайки алюминия.



При использовании этих флюсов пайка алюминиевых проводов значительно облегчается. Достаточно просто обработать флюсом уже готовую скрутку, даже не нагревая ее, а потом, прогрев паяльником или горелкой, наложить припой.
Он растечется по всей поверхности проводов и хорошо прилипнет, обеспечивая прочное и электропроводное паяное соединение.
Особенности пайки многожильных проводов
Многожильные провода необходимо паять только с применением специального флюса, так как механическая обработка их практически невозможна. Технология пайки отличается тем, что каждый проводок нужно сначала хорошо обработать флюсом.
Для этого пучок придется раскрутить и распушить. После обработки каждый тонкий проводок жилы покрывают припоем и скручивают жгут. После этого делают скрутку двух концов и пропаивают ее.
Можно ли соединять с медью
Нередко возникают ситуации, когда необходимо соединить алюминиевый провод с медным. Это, пожалуй, единственный случай, когда пайка не может использоваться.

Все дело в самом алюминии. Он вообще не может припаиваться к другим металлам из-за своих физических и химических свойств. При соединении с медью напрямую, между этими двумя активными металлами возникает электрохимическая коррозия, которая быстро уничтожит соединение.
А если их спаять, используя нейтральный к обоим материалам припой, то разный коэффициент температурного расширения металлов быстро разрушит спаянный контакт. Ведь при прохождении тока через проводник, он непременно будет нагреваться, а после отключения – остывать.
Техника безопасности
Техника безопасности при пайке алюминиевых проводов сводится к соблюдению общих мер предосторожности при работе с электрическими нагревательными приборами, с открытым пламенем и с агрессивными жидкостями, примером которых могут стать флюсы.
Недопустимо использование неисправных паяльников с нарушенной изоляцией, с мощностью более необходимой.
Запрещается использование горелок вблизи легковозгораемых предметов. При работе в помещениях должна быть правильно организована принудительная вентиляция.
Сложности при спаивании проводов из алюминия
 Основной сложностью при спайке проводов из алюминия, как указано выше, является наличие оксидной пленки на поверхности металла. Борьба с ней сильно замедляет процесс пайки.
Основной сложностью при спайке проводов из алюминия, как указано выше, является наличие оксидной пленки на поверхности металла. Борьба с ней сильно замедляет процесс пайки.
А если учесть, что провода из алюминия сейчас используются в основном для прокладки наружной силовой проводки, становится очевидным, что обычным паяльником и наждачной бумагой в этом случае не обойтись. Для соединения таких проводов все чаще применяется сварка.
Пайка алюминиевых проводов
Автор: Игорь
Дата: 12.07.2016
- Статья
- Фото
- Видео
Благодаря своим физическим и механическим свойствам, алюминий очень часто используется при создании различных изделий. Помимо своей легкости и относительно большой крепости металл обладает хорошей проводимостью, так что из него делаются провода для различных электрически установок. Пайка алюминиевых проводов является тонким и деликатным процессом, так как толщина металла в них является низкой, что усложняет процесс спаивания, а свойства самого металла не способствуют получению качественного соединения, если не применить дополнительные приспособления и инструменты. Большинство движений приходится делать быстро и четко, чтобы не перепалить сами провода.

Пайка алюминиевых проводов
Как и сварка алюминия, данный процесс осложняется борьбой с оксидами и прочими вещами. Но, по причине частой эксплуатации, людям с ним приходится сталкиваться, как в промышленных, так и в домашних условиях. Благодаря тонкости самих проводов, пайка алюминиевых контактов не требует особо мощной техники. Также здесь нет высоких требований к прочности будущего соединения, ведь тут не предвидится высоких механических нагрузок. Это облегчает процесс выбора припоя для пайки алюминия. Здесь главное соблюдать принцип сохранения высокой проводимости электричества, чтобы контакты не перегревались из-за повышенного сопротивления.

Пайка алюминиевых проводов
Спаиваемость алюминиевых проводов 

Пайка алюминиевых проводов осложняется рядом из нескольких факторов, которые препятствуют нормальному соединению. Они вызваны свойствами металла и особенностями работы. Главным врагом здесь выступает оксидная пленка, которая покрывает алюминиевые поверхности при любом контакте с воздухом, причем за относительно короткий промежуток времени. Она не расплавляется при тех температурах, при которых плавится сам алюминий, не говоря уже о температуре плавления припоя, поэтому оксидная пленка мешает образованию прочного контакта, обволакивая металл припоя.
Во время нагрева алюминий не меняет цвет и трудно понять, достаточно ли он прогрелся для пайки. Таким образом, пайка алюминиевого провода может закончиться порчей самого провода. Несмотря на то, что спаиваемость металла считается низкой, профессионалам приходится часто с ним встречаться и для борьбы со сложными моментами используются различные средства, каждое из которых помогает решить поставленную проблему. Алюминий плохо взаимодействует с остальными элементами, так что если приходится спаивать два различных провода, то свойства спаиваемости становятся еще хуже. Пайка алюминиевых проводов между собой происходит согласно ГОСТ 21930-76.
Трудности пайки алюминиевых проводов
Помимо оксидной пленки и отсутствия визуального контроля за температурой нагрева металла, существует еще несколько сложностей. Пайка алюминиевых одножильных проводов должна проводиться всего за несколько секунд, чтобы не повредить самому проводу. Температурное воздействие на алюминий подвергает структуру металла изменениям, в результате чего он теряет свою прочность и гибкость.

Пайка алюминия паяльником в домашних условиях
Практически все процедуры, вне зависимости о того какой вид пайки используется, должны проходить полный круг подготовительных процедур, куда входит лужение, обработка флюсом и зачистка. Именно такие процедуры помогают ликвидировать оксидную пленку, благодаря которой получается основная масса брака при пайке. Еще одной сложностью становится правильный выбор параметров, так как рабата с тонкими элементами требует деликатного подхода. В то же время, небольшая толщина изделий помогает беспроблемно производить все в домашних условиях без явной потери качества.
Способы пайки алюминиевых проводов
Пайка алюминиевых проводов в домашних условиях может осуществляться несколькими способами. Одним из основных является пайка алюминиевых проводов паяльником, так как это один из самых простых и распространенных инструментов, который есть в каждом доме. Достаточно подобрать паяльник требуемой мощности, чтобы расплавить припой и сделать соединение. В отличие от других способов, он наиболее прост в подготовке, но требует, чтобы рядом находился источник электричества. В отличие от горелки, паяльник является более грубым методом, так что для работы со слишком тонкими материалами он может оказаться непригодным.

Пайка алюминия паяльником
Способ при помощи горелки, которая может быть газовая или бензиновая, помогает проводить более деликатные процедуры, так как тут легче регулировать температуру и газ отлично прогревает не только сам провод и припой, но и области, которые находятся рядом с ними. Подготовка горелки более длительная процедура, так как ее нужно заправлять, подбирать режим и так далее. Также это менее безопасный вариант, но после всего не нужно ждать, пока инструмент будет долго остывать, как это происходит при работе с паяльником.

Пайка алюминиевых проводов горелкой
Подготовка к пайке
Вне зависимости от того, происходит пайка алюминиевых проводов с медными, или с такими же, как и они, следует ответственно отнестись к подготовке, так как от этого зависит успех операции. В первую очередь нужно заняться зачисткой поверхности, что помогает убрать оксидную пленку. Для проводов подойдет мелкозернистая наждачная бумага или какой-либо аналогичный вариант. После этого следует залудить конец провода, который будет спаиваться и, если все производится при помощи паяльника, следует залудить и жало паяльника. Несмотря на проблематичность использования некоторых разновидностей флюса, в качестве заменителя можно применять металлическую стружку припоя или же какие-либо жидкие варианты, которые улучшат смешиваемость и увеличат скорость соединения.
Пайка проводов паяльником: как сделать правильно
Один из самых надежных способов соединения проводов — пайка. Это процесс при котором пространство между двумя проводниками заполняется расплавленным припоем. При этом температура плавления припоя должна быть ниже температуры плавления соединяемых металлов. В домашних условиях чаще всего используется пайка паяльником — небольшим устройством, работающим от электричества. Для нормальной работы мощность паяльника должна быть не менее 80-100 Вт.
Что нужно для пайки паяльником
Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи.
 Чаще всего приходится паять медные провода, например, на наушниках, при ремонте бытовой техники и т.д.
Чаще всего приходится паять медные провода, например, на наушниках, при ремонте бытовой техники и т.д.
Канифоль и флюсы
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.
 Припои и флюсы для пайки паяльником медных проводов
Припои и флюсы для пайки паяльником медных проводов
Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками. В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).
 Удобно пользоваться припоем с канифолью
Удобно пользоваться припоем с канифолью
Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
Вспомогательные материалы
Для того чтобы нормально паять паяльником провода нужны еще:
- Подставка. Может быть она из металла полностью или на деревянной/пластиковой подставке закрепленные металлические держатели для паяльника. Также удобно, если есть небольшая металлическая коробочка для канифоли.
 Паять паяльником удобнее с подставкой самодельной и фабричной — не очень важно
Паять паяльником удобнее с подставкой самодельной и фабричной — не очень важно
Напильник. Перед работой затачивают дало паяльника. Оно должно быть ровным и чистым без следов нагара. Тогда паяется легко.
 Так надо затачивать жало паяльника
Так надо затачивать жало паяльника
Пассатижи. Удерживать провода пальцами во время пайки сложно — медь и алюминий имеют высокую теплопроводность, что приводит к быстрому нагреву близлежащих участков. Потому паять паяльником провода удобнее, если их удерживать пассатижами. Только должны инструмент должен быть миниатюрным, с тонкими ручками и губками. В принципе, можно использовать пинцет, но на его верхушку (где держатся пальцами) желательно надеть термоусадочную трубку — сталь тоже быстро нагревается.
 Пассатижи — для того чтобы придерживать провода
Пассатижи — для того чтобы придерживать провода
Для смывки флюса может потребоваться спирт, для изоляции — изолента или термоусадочные трубки различных диаметров. Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна.
Процесс пайки электропаяльником
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
- Подготовка проводников. При пайке проводов они освобождаются от изоляции. После этого с них механическим путем удаляется оксидная пленка. Можно использовать небольшой кусок наждачной бумаги с мелким зерном. Металл должен блестеть и быть светлым.
- Лужение. Разогревают паяльник до температуры плавления канифоли (при прикосновении начинает активно плавится). Берут проводник, подносят к куску канифоли, прогревают паяльником так, чтобы вся зачищенная часть провода оказалась погруженной в канифоль. Затем на жало паяльника берут каплю припоя и разносят его по обработанной части проводника. Припой быстро растекается, покрывая тонким слоем провод. Чтобы он распределялся быстрее и равномернее, провод немного поворачивают. После лужения медные проводники теряют красноту, становясь серебристыми. Так обрабатывают все провода, которые надо будет припаивать
 Лужение провда
Лужение провда
Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Отличия технологии при использовании флюса
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.
 Пайка скрутки с флюсом — быстрее и проще
Пайка скрутки с флюсом — быстрее и проще
Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
Особенности пайки многожильных проводов
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.
 При лужении многожильные провода надо «распушить»
При лужении многожильные провода надо «распушить»
Можно ли паять медный провод с алюминиевым
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.
 Алюминиевый и медный проводники паять нельзя
Алюминиевый и медный проводники паять нельзя
Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно тут, но болтовое — наиболее простое и надежное.
Как паять алюминиевые провода?

- Методы
- Подготовка
- Описание процедуры
- Техника безопасности
- Полезные советы
Популярность медных проводов в строительстве постепенно падает. Лидерские позиции на сегодняшний день занимают кабели из алюминия. Данный материал отличается повышенными эксплуатационными характеристиками и сниженной стоимостью. Алюминий используют как для изготовления проводов, так и кабелей больших сечений.

Методы
Главная проблема, которая возникает при использовании алюминиевых проводников, заключается в быстром окислении материала. Пленка оксида, образующаяся на поверхности, перекрывает путь электрическому току при соединениях проводов.
Чтобы предотвратить возникновение или распространение этого процесса, провода пропаивают.

Существуют два метода пайки алюминиевых проводов.
- С помощью паяльника. Сложность этого метода заключается в том, что не удается подобрать подходящую температуру для выполнения процесса. В случае работы с алюминием легко может произойти как перегрев соединения, так и его недогрев.
- С помощью газовой горелки. В этом случае регулировать температуру работы проще, однако применение такого метода потребует более тщательной подготовки алюминиевой поверхности.
В большинстве случаев паяют алюминиевые провода посредством использования горелки.

Подготовка
Для проведения процедуры потребуется подготовить следующие инструменты и материалы.
- Паяльник. Его мощность не должна превышать 40 Вт.
- Нож. Необходим для зачистки материала и снятия верхнего слоя изоляции.
- Флюс. Используется для проведения основного процесса.
- Канифоль. Этот компонент должен быть в растворе из спирта или ацетона.
- Припой. Вещество, сделанное из свинца и олова.




А также будут необходимы обрезки проводов из алюминия или меди. Сечение проводов не должно превышать 4 кв. мм.
Перед тем как приступить к пайке, следует подготовить материал. Стоит отметить, что алюминий – легкоплавкий металл. Температура его плавления – 660 градусов по Цельсию. Поэтому при неосторожном нагреве алюминий легко разрушить.
Еще одна сложность, которая может возникнуть при выполнении процесса, – это быстрое окисление материала на воздухе. Пленка окиси, покрывающая поверхность, защищает материал от воздействия внешних факторов. И она же становится препятствием для образования адгезии припоя с материалом. Именно поэтому ее необходимо удалять. Собственно, в этом и заключается процедура обработки проводов.
Снять пленку механически не получится, если под рукой нет подходящего оборудования. Объясняется это тем, что материал моментально окислится и покроется новой пленкой.

Удалить окись можно с помощью масла, которое перед проведением процесса необходимо будет прокалить до 200 градусов по Цельсию. Это требуется для того, чтобы удалить из состава активный кислород.
Удаление пленки окисла с помощью масла – сложный и неудобной процесс при пайке металла в домашних условиях. Использование канифоли или других флюсов тоже не поможет достичь нужного результата. Поэтому обычно прибегают к обработке концов проводников одновременным использованием флюса и механического способа.

Обработку металлов следует проводить после того, как провода будут скручены. В противном случае впоследствии не получится очистить всю поверхность провода механически. Только обработанные концы проводников можно будет спаять друг с другом.

Описание процедуры
Пайка алюминиевой проводки происходит в несколько этапов.
- Сначала выполняют подготовку необходимых инструментов и расходных материалов. Важно положить их таким образом, чтобы они всегда были под рукой. Дополнительно на данном этапе освобождают рабочее пространство, убирая из него лишние предметы.
- Дальнейшие действия заключаются в непосредственной обработке металла. Поверхность проводов зачищают и обрабатывают специальным флюсом. Кроме того, проводят лужение и другие процедуры.
- Третий этап – настройка техники. С помощью регулировок устанавливают оборудование на требуемый режим. Это позволяет обеспечить надежное выполнение поставленной задачи и сохранить целостность заготовки во время пайки.
- Следующий шаг представляет собой основной процесс. Точными и быстрыми движениями заготовки спаивают друг с другом. Для этого подносят небольшую часть припоя к проводам и наносят на концы специальный состав, который соединяет изделия. Предварительно осуществляют скрутку заготовок.


Последний этап заключается в том, чтобы дать металлу остыть. Дополнительно по окончании работ проверяют прочность соединения.
Техника безопасности
В процессе пайки требуется соблюдать правила техники безопасности. В основном к ним относятся общие меры предосторожности при работе со следующим оборудованием и веществами:
- электрическими нагревателями;
- открытым пламенем;
- агрессивными жидкостями.
К последним относятся флюсы. При выполнении поставленной задачи запрещается использовать неисправную технику. Важно предварительно осмотреть, не нарушена ли у паяльника изоляция, а при необходимости заменить устройство.
Также правилами техники безопасности запрещено применение горелок вблизи легковоспламеняющихся предметов. В помещении, где проводятся работы, необходимо организовать принудительную вентиляцию.

Полезные советы
Чтобы процедура пайки прошла успешно, рекомендуется принять во внимание несколько простых советов.
- Оловянный припой быстро покроется ржавчиной в процессе эксплуатации, если не позаботиться о его обработке. После соединения изделий рекомендуется нанести на поверхность материала лакокрасочное покрытие. Оно обеспечит защиту от окисления.
- Если соединить детали с помощью обычного припоя не удается, можно воспользоваться усовершенствованным вариантом процедуры. Высокотемпературный припой состоит из алюминия и кремния. Это позволяет обеспечить более надежное соединение, однако следует помнить о том, что для его использования потребуется достижение температуры работы 600 градусов по Цельсию.
- Перед проведением работ стоит убедиться, что на рабочем столе находятся требуемые материалы и инструменты, а также нет ничего лишнего. Если это не предусмотреть, риск получения травмы или плохого результата припоя повышается.


Учет перечисленных советов позволит спаять алюминиевые заготовки быстро и качественно.
Как паять алюминиевые провода, смотрите далее.
Несколько прекрасных способов пайки алюминия и дюрали в быту


Его преимущества существенные, он легкий, а дюраль так вообще можно сравнить по твердости со сталью. При том дюраль легче стали в 3 раза.
Электротехника широко использует алюминий.
Ведь электропроводность чистого алюминия составляет 62% проводимости меди. Чистый алюминий используют в производстве фольги, которая часто применяют для электролитических конденсаторов.


Но по сравнению с медью у него ниже цена.
Алюминий третий за содержанием и самый распространенный метал земной коры, что составляет 8% от ее массы. И вдруг проблема, припаять алюминий или хотя бы залудить, радиолюбители знают, это еще то жуткое испытание нервов и усидчивости. Ведь такая пайка является достаточно сложным в выполнении технологическим процессом. Так что не так с алюминием, почему он не хочет лудится?


Вот тот оксид не хочет приставать к нашему припою. Поэтому почти все потуги при пайке алюминия должны быть направлены на снятие той оксидной пленки, любыми не запрещенными методами.
Способ 1. Пайка с надфилем или шкуркой:


Место пайки тут также должно быть постоянно в той опилочной канифоле. Как не сложно догадаться опилки тут расцарапывают окисел, в результате к нему пристает припой.
Способ 3. Анальгин при пайке:



Способ 4. Машинное масло (для швейных машин или точных механизмов, жидкое):
Не плохие результаты может дать пайка в минеральном (машинном) масле с использованием абразивных в нем инструментов. Тех же железных опилок, ножа или стоматологического бура.

При толщине детали более 2 мм перед нанесением масла деталь надо прогреть. Но осторожно, не забывая что нанесения масла на горячую поверхность может вызвать брызги. Припой должен содержать не менее 50% олова. Лучшие результаты получаются в случае применения щелочного масла для чистки оружия после стрельбы.
Способ 5. Специальные флюсы для пайки алюминия:





Способ 6. Пайка в вакууме:
Если есть возможность то пайка алюминия в вакуумной камере дает хорошие результаты. Но здесь так же нужна предварительная зачистка поверхности детали.
Пайка и сварка в космосе вообще, как говорят некоторые космонавты очень качественная и прочная.
Способ 7. Омеднение алюминия:
Используя медный купорос (CuSO4) можно создать гальваническую установку для покрытия алюминия медью с последующей ее залужением.


Интересно что сварка алюминия не возможна по тем же причинам-образования оксидной пленки на аллюминие. Поэтому для сварки используют инертный газ-аргон. Аргон частично вытесняет кислород воздуха. Но все равно при начале сварки места стыков должны быть обезжирены и зачищены абразивными инструментами, желательно под струей аргона. Иначе алюминиевый электрод, даже с аргоном, при подаче будет просто-напросто плавится и сворачиваться шариками и не прилипать.
Если у кого есть свои способы пайки алюминия, делитесь, будет интересно.
Пайка алюминиевых проводов: сложности и хитрости

- Пайка алюминиевых проводов
- Необходимые материалы и инструменты
- Пайка под флюсом
- Оловом и канифолью
Надёжный способ соединения проводов при прокладке электрических коммуникаций – пайка. В отличие от алюминиевых, медные жилы легко поддаются лужению. Это накладывает ограничение на применяемость материалов для электромонтажа. Но иногда работы с алюминием не избежать. Паять провода нужно по определённым правилам. Но изучив простые методы лужения, выполнить соединение можно самостоятельно.
Пайка алюминиевых проводов

При электромонтаже металлические жилы кабелей соединяют методом пайки. Это гарантирует надёжный контакт в месте коммутации. Однако, если на медный провод легко нанести припой, покрыть алюминиевую жилу несколько сложнее. К тому же напрямую соединять два металла нельзя – они образуют гальваническую пару. При прохождении через скрутку электрического тока она будет греться.
При очистке жилы важно не повредить основной металл. Надрезанный алюминий может легко сломаться.
Трудность пайки заключается в том, что на поверхности металла есть оксидная плёнка, которую трудно удалить. Образуется она мгновенно при контакте алюминия с кислородом воздуха. Обусловлено это высокой химической активностью металла. Без защитной плёнки он бы полностью прореагировал с кислородом. Чтобы припой равномерно покрыл провод и крепко держался на нём, его поверхность зачищают травлением флюсами либо без доступа воздуха.
Необходимые материалы и инструменты
Для лужения прежде всего понадобится паяльник. Для работы берут устройство с мощностью около 60 Вт. Пайку проводят в хорошо проветриваемом помещении: при нагреве флюса образуются токсичные испарения. Рабочее место желательно оснастить вытяжкой. Кроме того, следует подготовить следующее:
- Флюс, паяльная кислота или канифоль. Последнюю разбавляют спиртом в пропорции 3 : 2.
- Острый нож.
- Плоскогубцы, бокорезы.
- Наждачная бумага с мелкой зернистостью.
- Изолента или термоусадочная трубка.
Пайка под флюсом

Для снятия оксидной плёнки с поверхности алюминия используют различные флюсы (Ф-59А, ФТБФ-А, Ф-61А). Применение определённого состава зависит от характеристик металла и дальнейшего назначения. Последовательность пайки:
- Очищают жилу от изоляции на расстоянии 5 см от края. При этом нож держат под углом, чтобы не повредить сердечник.
- Поверхность металла очищают мелкой наждачной бумагой.
- Покрывают флюсом жилу при помощи кисточки.
- Повторно зачищают металл ножом.
- Нагретым паяльником лудят провод.
Наносить припой начинают с конца жилы, чтобы избежать повреждения изоляции.
Во время лужения паяльник двигают вперёд-назад вдоль провода, очищая поверхность алюминия от плёнки. С первого раза равномерно покрыть жилу припоем не получится. Процедуру повторяют для открытых участков. После получения нужного результата конец провода промывают водным раствором соды (5 ст. л. на 200 мл жидкости) для нейтрализации активных кислот. Остатки флюса под изоляцией или припоем со временем разъедят алюминий. В результате место соединения будет греться и обугливаться.
Оловом и канифолью

Правилами эксплуатации электроустановок пайка алюминиевых проводов кислотами запрещена. Связано это с тем, что активные вещества невозможно удалить полностью. Они вступают в реакцию с металлом, разрушая его. Надёжное на вид соединение при работе может разрушиться.
Для исключения возможной поломки алюминий лудят с помощью канифоли, растворённой в спирте. Однако этот способ невозможно применить в труднодоступных местах.
Жидкую смесь готовят в неглубокой металлической ванночке. Вязкость должна обеспечивать хорошее покрытие проводника. Глубина ёмкости зависит от диаметра жилы.

- Очищенный от изоляции провод кладут на дно ванночки. Заливают жидкую канифоль. Последняя должна превышать металл на 5-8 мм.
- Острым ножом непосредственно в жидкости соскабливают защитную плёнку со всех сторон жилы. Без доступа воздуха в растворе канифоли металл не окисляется.
- Разогретым паяльником начинают лудить провод. Место контакта жала с металлом должно находиться в жидкости на расстоянии 2-3 мм от её поверхности. Жилу покрывают по окружности с постепенным вытаскиванием провода. При контакте с жидкостью жало будет сильно остывать. Необходимо делать остановки для прогревания паяльника.
Лужение в растворе канифоли со спиртом сопряжено с обильным выделением дыма – процедуру выполняют на улице либо в хорошо проветриваемом помещении.
При монтаже электропроводки пайка алюминиевых жил не вызовет затруднений. Для обеспечения надёжного контакта достаточно залудить поверхность металла при помощи различных флюсов или канифоли.

