Как согнуть п образный алюминиевый профиль?
Технология гибки алюминиевого профиля
О том, как выполняется гибка алюминиевого профиля на предприятиях и в домашних условиях, о категориях станков и оборудования подробно рассказано далее.

Алюминий — легкий и практичный материал, который часто используется для монтажа различных конструкций в домашних условиях. При необходимости получить гнутую заготовку, сделать это просто, чему поспособствуют низкая температура плавления и пластичность. О том, как выполняется гибка алюминиевого профиля на предприятиях и в домашних условиях, подробно рассказано далее.
Специфика работы
Есть лишь одна сложность при деформации заготовки из алюминия. Хоть материал весьма пластичен, в месте сгиба возможно появление трещин, а сам профиль может согнуться не так ровно, как хотелось бы. Но это случается не всегда, и чаще из-за недостатка опыта человека.
Если же использовать современное оборудование (которое доступно не только для крупных предприятий), проблема даже не проявит себя.

Для работ в домашних условиях понадобится не самое дешевое оборудование. Рекомендуется его приобретать, только если гибка алюминия является частью регулярно выполняемых работ. Теперь — о методах сгибания профиля при помощи машин и без них.
Классификация оборудования
- на неподвижной станине (крупные);
- переносные (маленькие).
Еще одним критерием классификации выступает сам сгиб. Так, станок может изгибать заготовку:
- по заданному радиусу;
- под заданным или прямым углом.
Подробнее о представителях тех или иных групп — ниже.
Стационарное оборудование
Примером габаритной машины, задача которой — гибка алюминиевого профиля по радиусу, является профилегибочный станок. Основные рабочие органы оборудования — стационарные и подвижные ролики, геометрия которых повторяет контур заготовки в поперечном сечении. По числу роликов делятся на группы:
- трехроликовые;
- четырехроликовые.
Четырехроликовые станки применяются при гибке профилей сложной формы (круги, спирали и т.п.). Два ролика также неподвижны и сонаправлены, а два других осуществляют изгиб нестандартного изделия. Радиус настраивается своими руками, либо на компьютере при наличии электронного управления.
У станков может варьироваться положение роликов. Оно бывает:
- горизонтальным;
- вертикальным.
Первые подходят для элементов с большим сечением (высотой до 300 мм), вторые — для небольших заготовок (прокатная продукция) или особо сложных материалов (оконные профили). Теперь — пара слов об устройствах для гибки под углом.
Переносное оборудование
Отличительные особенности станка «АЛС»:
- нет необходимости крепления к верстаку — встроенной опоры достаточно;
- удобство транспортировки из-за малых габаритов и веса;
- действие занимает одну секунду.
Самыми популярными устройствами данного формата являются «АЛС-А 90» и «АЛС-А 60». Первые изгибают заготовку на 90 градусов, вторые — на 60. Стоимость «АЛС» — порядка 6000 рублей.
Гибка профиля в домашних условиях
Способ 1. Тиски и бруски
У незамкнутых профилей (например, П-образных) потребуется предотвратить потерю устойчивости стенок. Для этого необходимо использовать брусок-вкладыш, желательно, металлический, точно входящий в желоб паза. Последовательность действий мастера такова:
- положить вкладыш внутрь профиля;
- зажать заготовку в тисках так, чтобы края вкладыша и губ тисков совпадали;
- слегка изогнуть профиль;
- разжать тиски и выдвинуть профиль на полмиллиметра;
- повторить два выше описанных шага, пока не получится требуемый гнутый профиль.
Способ прост, но далеко не точен — сложно получить ровное изделие с первого раза, однако опытный мастер сможет подкорректировать геометрию.
Способ 2. Самодельные ролики
- купить 2-4 ролика небольшого диаметра с шириной, чуть превышающей высоту профиля-заготовки;
- закрепить изделие на ровной горизонтальной поверхности так, чтобы они могли свободно вращаться, а расстояние между ними было достаточным для прохождения профиля.
Вот и все. Чтобы загнуть заготовку в круг, будет достаточно двух роликов; для получения изделия определенного радиуса — минимум трех, причем один из них лучше сделать регулируемым, по аналогии с профилегибочными станками. Изделие из металла вставляется между роликами и аккуратно прокручивается. Пользователь контролирует прилагаемое усилие, ход работы и придерживает заготовку.
Описанные выше способы работы своими руками — альтернатива дорогостоящим методам работы на оборудовании. Если же имеется возможность, а гибка заготовок из металла производится регулярно, стоит задуматься о покупке хотя бы компактного устройства по цене от 10 тысяч рублей. Если вы можете дать рекомендации о способах сгибания алюминиевого профиля различной формы, поделитесь информацией в обсуждении к статье.
Гибка алюминиевого оконного, дверного и фасадного профиля для остекления



Алюминиевые сплавы
Гибка алюминиевых сплавов
Применение гнутых элементов и штампованных деталей из листа, проектирующееся при изготовлении стальных конструкций, становится необходимым при изготовлении конструкций из алюминиевых сплавов.
Известно, что алюминиевые сплавы обладают повышенной деформационной способностью, поэтому сварные конструкции из них желательно выполнять с максимальным применением гнутых и гофрированных элементов с целью уменьшения количества деталей, сварных швов и объема наплавленного металла. С уменьшением объема даплавленного металла в конструкциях уменьшается коробление от сварки и, как следствие, уменьшается объем необходимой правки, снижается трудоемкость и себестоимость металлоконструкций. Последнее особенно важно в металлоконструкциях из алюминиевых сплавов, где стоимость применяемого материала еще высока и поэтому применение гнутых элементов и профилей для ряда крановых конструкций крайне желательно.
Холодная гибка деталей из алюминиевых сплавов является распространенной операцией и проверена на практике во многих отраслях промышленности. При конструировании и производстве гнутых деталей необходимо иметь в виду следующее: — радиус гиба можно уменьшать с увеличением предела текучести материала; — радиус гиба можно выбирать меньшим при расположении гиба поперек прокатки; — наличие заусенцев в области гиба со стороны матрицы в значительной мере увеличивает радиус гиба; — скругление кромок на торцах листов в области гиба позволяет значительно уменьшить радиус гиба; — с увеличением скорости деформации при гибке увеличивается радиус гиба.
При холодной гибке прессованных профилей из сплавов АМг5В и АМгб необходимо придерживаться следующих рекомендаций: — уголки равнобокие при гибке полкой наружу и тавры при гибке полкой внутрь гиба Должны иметь минимальный радиус, равный 10-кратному размеру полки уголка и 10-кратной высоте тавра; — уголки равнобокие при гибе полкой внутрь и ггавры при гибе полкой наружу должны иметь минимальный радиус гиба, равный 15-кратному размеру полки угольника и 15-коатной высоте тавра.
Эти радиусы можно уменьшить при условии тщательной обработки кромок листов в области гиба. Практические рекомендации по уменьшению радиусов гиба при холодной гибке листов на угол 90° следующие.
Режущие кромки гильотинных ножей при резке заготовок должны быть острыми, без зазубрин и установлены с соблюдением рекомендованных зазоров между ними. Заусенцы на кромках должны быть зачищены. Желательно, чтобы сторона листа, где находились заусенцы во время гибки, находилась изнутри гиба, т. е. в зоне сжатия волокон.
Рис. 1. Гнутая полоса из сплава ;АМг6 с трещинами, образовавшимися во время гибки
При необходимости получения радиуса гиба, значительно меньше рекомендованного в табл. 26, следует предварительно производить закругление кромок листов под радиус, равный 0,3—0,5 толщины металла. Необработанные, без закруглений торцы листов в области гиба при малых радиусах вызывают появление сквозных трещин длиной до 50—60 мм вдоль линии гиба. На рис. 1 изображена полоса толщиной 6 мм из сплава АМгб с трещинами у кромки со стороны заусенцев, расположенных снаружи гиба. Изнутри гиба, т. е. со стороны пуансона, трещины отсутствуют.
При выполнении же закругленных кромок, как рекомендовано выше, получаются качественные гнутые профили даже в ‘случае расположения линии гиба вдоль прокатки. На рис. 2 показаны гнутые профили, примененные для главных балок 5-тонного мостового электрического крана пролетом 9,015 м, изготовленные из листа толщиной 6 мм из сплава АМг6. Радиусы гиба равны 14—15 мм, изгиб удалось получить без трещин, применяя закругление кромок торцов листа в зоне гиба радиусом 2—3 мм на участке 3—4 радиусов гиба.
Гнутые профили следует применять только в тех случаях, когда невозможно или нецелесообразно использовать прессованные, стоимость которых ниже. Однако отечественная промышленность почти не изготовляет прессованных профилей, диаметр описанной окружности которых превышал бы 530 мм, поэтому для деталей больших габаритов необходимо применять гнутые профили.
Рис. 2. Гнутые профили с радиусом агиба 14—15 мм
При изготовлении гнутых деталей небольшими партиями или при единичном производстве, когда невыгодно применять при гибке упоры, рекомендуется пользоваться для обеспечения точности и большей производительности гибки простейшими шаблонами. Шаблоны могут быть изготовлены из тонколистового железа и позволяют получить с достаточной точностью совпадение линии гиба детали с центром матрицы и пуансона. Изготовление шаблонов для гибки не представляет затруднений.
Рис. 3. Применение шаблонов (1) при гибке листов на прессах
Минимальный радиус гибки
Минимальный радиус гибки алюминиевого профиля, при котором на нем еще не возникают трещины и другие повреждения, в значительно степени зависит от механических свойств алюминиевого сплава. Основными ограничивающими факторами для достижения малого радиуса гибки, являются относительное удлинение материала профиля и разница между пределом текучести и пределом прочности материала. Чем выше относительное удлинение материала и чем больше разница между его пределом текучести и пределом прочности, тем большую степень пластической деформации он сможет выдерживать без разрушения.











Необходимые приспособления
Чтобы выполнить работы по сгибанию профильной трубы без использования специального трубогиба, понадобится одно из этих простейших приспособлений:
- Элементарный рычаг с шаблоном.
- Горизонтальная плита с несколькими отверстиями, в которых устроены металлические упоры соответствующего диаметра. Устройство хорошо подойдет для труб из мягких металлов, либо изделий с малой высотой профиля (не более 10 мм). Филигранной точности здесь добиться не получится. Кроме того, может потребоваться приложение значительных физических усилий.
- Роликовые приспособления. Один конец надежно закрепляется в тисках, а к месту сгиба прикладывается ролик, который при соответствующем физическом воздействии обеспечит ровный сгиб необходимого радиуса.
- Специальная оправка. Приспособление представляет своего рода шаблон из толстой фанеры или дерева. Прикладывая усилия, трубу можно наложить на оправку, сообщив ей ее радиус изгиба. Устройство будет полезным при необходимости часто производить работы по сгибанию профильных труб.
Читать также: Пассатижи для обжима интернет кабеля
Сегодня многие домашние мастера используют алюминий практически для всего. Его характеристики позволяю без проблем применять его и для мебели, и для создания гаражных приспособлений и т.д.
Цветпрокат уголок алюминиевый предлагает приобрести на наиболее выгодных условиях. В данной публикации будут описаны различные методики, которые дадут возможность согнуть алюминий, при этом не повредив его. Если начать сгибать алюминиевую деталь механическим способом, на металле могут возникнуть трещины и деталь попросту сломается в месте гибки.
Состояния алюминиевых сплавов для гибки
Гибку алюминиевых профилей, например, из сплавов 6060 и 6063, можно производить на уже упрочненном алюминиевом сплаве (состояния Т5 и Т6), однако только при достаточно большом радиусе гибки. При гибке на малые радиусы обычно применяют профили в отожженном состоянии или в «полуупрочненном» состоянии Т4 – «закалка и естественное старение». Если для готовых гнутых профилей необходима высокая прочность, то их полное термическое упрочнение производят после выполнения операции.
Если алюминиевые профили в состоянии Т4 производятся большими партиями, то нужно обеспечить, чтобы интервал времени между гибкой первого и последнего профиля в партии не был слишком длинным. Дело в том, что свежие профили в состоянии Т4 продолжают естественно набирать прочность в течение довольно длительного времени. Если этот интервал будет слишком длинным, то параметры гибки этих профилей, придется существенно корректировать, особенно при малых радиусах. Поэтому часто для обеспечения хорошей повторяемости операции гибки, алюминиевые профили подвергают отжигу.
Принцип использования трубогиба
Согнуть профильную трубу (особенно это касается изделий крупного диаметра) своими руками далеко не всегда представляется возможным. Для этих целей существуют специальные устройства – трубогибы. Стандартный трубогиб оборудован ведущим колесом, которое, перемещаясь вдоль одной из граней, аккуратно сгибает отрезок трубы в необходимом направлении.

Трубогибы бывают двух видов:
- Ручные. Колесо устройства приводится в действие вручную, посредством специальной рукоятки. Хорошо подходят для труб с небольшой площадью сечения.
- Электрические. Использование таких устройств оправдано в тех случаях, когда объем работ достаточно велик, а сами трубы обладают при этом солидными габаритами. Аппарат включается в стандартную сеть электропитания, а перемещение колеса осуществляется посредством электропривода. Позволяет получать более ровные изделия при ощутимой экономии времени.
Если работы носят однократный характер, покупка собственного трубогиба может оказаться нерентабельной. В таком случае стоит подумать о взятии устройства в аренду, либо рассмотреть один из альтернативных способов сгибания.
Гибка, анодирование и порошковая окраска
Гибку алюминиевых профилей обычно производят до операции анодирования, так как хрупкий анодный слой при гибке может растрескиваться, особенно на участках, которые подвергаются растяжению. Порошковое покрытие может выдерживать гибку на большие радиусы, например, при изготовлении арок для окон и дверей методом трехроликовой гибки. Однако при малых радиусах гибки, на порошковом покрытии могут возникать повреждения, явные или скрытые. Скрытые повреждения могут проявляться через некоторое время в виде пониженной коррозионной стойкости.
Арочные конструкции в архитектуре
А́РКА (французское «arc», итальянское «агсо» произошло от латинского «arcus» — «дуга, изгиб») — тип архитектурной конструкции, которая выполняет дугообразное перекрытие проема — пространства между двумя опорами. Конструкция полуциркульной арки и свода возникла в древней Месопотамии и потом успешно применялась во всех архитектурных стилях, слегка меняя свою форму. С развитием цивилизации арка стала символом небесного свода, прохождение через арку означало новое, духовное рождение человека. Вот почему использование арочных и круглых окон и арочных дверей в архитектуре здания всегда выгодно отличает его среди других строений и придает ему особый вид. С появлением в современном строительстве светопрозрачных гибких пластиков (сотового и монолитного поликарбонатов) использование арочных несущих конструкций, соответствующих главному достоинству пластиков — возможности быть изогнутым по криволинейной поверхности, стало еще более массовым. Это позволяет архитекторам создавать самые разнообразные формы не только для кровельных светопрозрачных конструкций (козырьков, галерей, атриумов, и др.), но и для вертикальных фасадных конструкций, где в качестве заполнения применяются стеклопакеты с молированным (изогнутым) стеклом.
Роторная гибка
Роторная гибка, является наиболее популярным методом гибки алюминиевых профилей. Этим методом производят, например, гибку профилей для рам окон пассажирских вагонов. Эта технология позволяет получать малые углы, и обеспечивает хорошую повторяемость размеров гнутых деталей.
Деталь закрепляется на массивном поворотном ролике (рисунок 1). Ролик и ползун имеют форму профиля, который подвергается гибке. Профиль поворачивается вместе с поворотным роликом, поэтому этот метод иногда называют гибкой с наматыванием. В процессе гибки, наружная часть профиля подвергается растяжению, а внутренняя – сжатию. Для того, чтобы предотвратить образование на профиле царапин и вмятин ролик и ползун изготавливают из полимерного материала, обычно, фторопласта.
Как провести гибку алюминия в домашних условиях?
Алюминий часто используют для изготовления конструкций разной формы. Связано это с тем, что материал легко изгибается, имеет низкую температуру плавления. Чтобы во время работы не возникало проблем, нужно знать, как проводится гибка алюминия и какие для этого нужны инструменты.
 Гибка алюминия
Гибка алюминия
Особенности гибки алюминия
Гибка алюминия проводится двумя способами:
- Свободное сгибание — часто используемая технология сгибания алюминиевых деталей. При использовании этой технологии между металлическим листом и пуансоном присутствует воздушный зазор.
- Калибровочное сгибание — представляет собой метод изменения формы металлической детали, при котором между заготовкой и пуансоном нет воздушного зазора.
Прежде чем начинать работать с алюминием нужно выбрать технологию. Жестянщики рекомендуют свободный метод сгибания. Он имеет сильные и слабые стороны. Преимущества:
- приложение малых усилий при изменении формы заготовки;
- возможность сгибать металлические детали большой толщины;
- малая стоимость станков для проведения работ;
- возможность изгибать заготовки под разными углами.
- При сгибании металлических заготовок малой толщины возникают сложности с выставлением точного угла.
- Невозможность работать с изделиями сложной формы.
Какие марки можно гнуть, а какие нет?
На производстве выпускаются алюминиевые заготовки разных марок. Они отличаются характеристиками, особенностями материала. Виды алюминия:
- Закалённый — материал с высокими показателями прочности, твердости. При изгибании нужно проводить предварительное нагревание рабочей поверхности. Без нагревания лист трескается. Низкий показатель гибкости требует соблюдения правил работы с материалом.
- Отожжённый — считается мягким видом металла, который чаще других используется при изгибании. Не выдерживает растяжения.
- Нагартованный — листовой металл, который прошёл процесс холодного уплотнения. Выдерживает большие нагрузки, изгибается без трещин.
- Полунагартованный — металл с высоким показателем жесткости. Выдерживает изгибание до угла в 90 градусов. Повышенная жесткость не даёт поверхности проминаться во время ударов.
Марки алюминия для гибки:
- Дюралюминий — обозначается данный материал букой «Д». Считается прочным материалом с высоким показателем износоустойчивости. Используется при штамповке, поскольку плохо изгибается.
- Марки ВД1 и 1105. Материалы с малым удельным весом и хорошими показателями прочности. Часто применяется для гибки.
- Сплавы АМЦ. Материалы, которые используются во время изготовления деталей сложной формы. Обладают высоким показателем пластичности.
- Сплавы АМГ. Составляющими таким материалов являются магний, марганец, алюминий. Хорошо изгибаются, устойчивы к воздействию кислот, щелочей. Из листов делают емкости для хранения химических реактивов, топлива.
- Авиационные сплавы, обозначающиеся буквой «В». Используются в машиностроении. Для их сгибания используются процессы штамповки, прессования.
- Сплавы А5, АД. Металлы используются в пищевой промышленности.
Любая из выпускаемых марок алюминия изготавливается согласно ГОСТу.
 Марки алюминия
Марки алюминия
Способы гибки
Изменить форму алюминиевого листа можно с помощью разных видов оборудования. Важно поговорить об основных способах гибки, которые применяются при металлообработке.
Ручные методы
В небольших мастерских и на частном производстве часто используются ручные приспособления для сгибания алюминиевых листов. Они представляют собой инструмент, состоящий из устойчивого основания, прижимных пластин, системы рычагов. Ограничение ручного оборудования заключается в глубине изгибания листа, ширине обрабатываемой заготовки. С помощью ручного оборудования невозможно сгибать детали из металла большой толщины.
Использование устройств с электрическим приводом
Чтобы добиться высокой эффективности при сгибании металлических листов, используется оборудование с электрическим приводом. Станки используются при серийном производстве, поскольку облегчают труд человека, позволяют быстро изготавливать множество деталей различной формы. Оборудование с электрическим приводом позволяет сгибать листы толщиной до 8 мм. Запуск подвижных элементов происходит после нажатия педалей.
Использование электромагнитного оборудования
При таком способе сгибания алюминиевых изделий используется оборудование с электромагнитами. Заготовка устанавливается между рабочими элементами. На них подаётся напряжение. Ток приводит в действие магниты. Они начинают двигаться друг к другу, изгибая деталь.
Классификация оборудования
При разных методах сгибания алюминиевых листов используется специальное оборудование. Для облегчения деформации металла его можно предварительно разогревать. Все листогибы делятся на две большие группы, о которых необходимо поговорить подробнее.
 Ручные приспособления
Ручные приспособления
Стационарное оборудование
К этой группе относятся промышленные станки, которые устанавливаются на предприятиях. Используются для серийного изготовления деталей из металлических листов. Они имеют устойчивое основание, электрический или гидравлический привод.
Минус стационарных механизмов в том, что они занимают много места, требуют дополнительных усилий при транспортировке. Однако промышленные станки позволяют работать с металлическими листами большой толщины.
Переносное оборудование
Компактные конструкции, которые можно использовать в различных условиях. Не требуют дополнительных навыков при работе. Недостаток переносных приспособлений — отсутствие возможности работать с толстыми листами металла.
Как изгибать детали из дюралюминия и силумина?
При попытке согнуть алюминий марки Д16Т (дюралюминий) и силумин листы могут трескаться. Чтобы сохранить целостность металлического листа, нужно провести предварительную термообработку. Для этого заготовка из дюралюминия разогревается до появления красного оттенка. Помещение должно быть тёмным, чтобы увидеть изменение цвета и не перегреть сплав. После нагревания нужно дать металлу остыть при комнатной температуре. Далее можно сгибать лист без боязни повредить его.
Гибка прессованных алюминиевых профилей
Прессованные алюминиевые профили подвергают гибке с применением одного из следующих четырех основных методов [1-3]:
- Роторная гибка
- Трехроликовая гибка
- Гибка растяжением
- Прессовая гибка
Минимальный радиус гибки
Минимальный радиус гибки алюминиевого профиля, при котором на нем еще не возникают трещины и другие повреждения, в значительно степени зависит от механических свойств алюминиевого сплава. Основными ограничивающими факторами для достижения малого радиуса гибки, являются относительное удлинение материала профиля и разница между пределом текучести и пределом прочности материала. Чем выше относительное удлинение материала и чем больше разница между его пределом текучести и пределом прочности, тем большую степень пластической деформации он сможет выдерживать без разрушения.
Алюминиевые сплавы применяемые для гибки
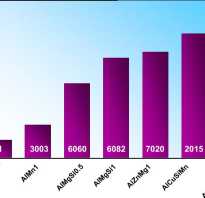
Лучшие показатели по пластическим свойствам и способностью к гибке имеют марки алюминия и сплавы серий 3ххх и 5ххх. Профили из сплавов серий 2ххх и 7ххх обладают высокой прочностью и малой пластичностью и поэтому редко подвергаются гибке. Сплавы серии 6ххх, например, сплавы 6060 и 6063, имеют достаточно высокие пластические свойства. Поэтому их часто применяют для изготовления гнутых деталей и изделий.
Состояния алюминиевых сплавов для гибки
Гибку алюминиевых профилей, например, из сплавов 6060 и 6063, можно производить на уже упрочненном алюминиевом сплаве (состояния Т5 и Т6), однако только при достаточно большом радиусе гибки. При гибке на малые радиусы обычно применяют профили в отожженном состоянии или в «полуупрочненном» состоянии Т4 – «закалка и естественное старение». Если для готовых гнутых профилей необходима высокая прочность, то их полное термическое упрочнение производят после выполнения операции.
Если алюминиевые профили в состоянии Т4 производятся большими партиями, то нужно обеспечить, чтобы интервал времени между гибкой первого и последнего профиля в партии не был слишком длинным. Дело в том, что свежие профили в состоянии Т4 продолжают естественно набирать прочность в течение довольно длительного времени. Если этот интервал будет слишком длинным, то параметры гибки этих профилей, придется существенно корректировать, особенно при малых радиусах. Поэтому часто для обеспечения хорошей повторяемости операции гибки, алюминиевые профили подвергают отжигу.
Гибка, анодирование и порошковая окраска
Гибку алюминиевых профилей обычно производят до операции анодирования, так как хрупкий анодный слой при гибке может растрескиваться, особенно на участках, которые подвергаются растяжению. Порошковое покрытие может выдерживать гибку на большие радиусы, например, при изготовлении арок для окон и дверей методом трехроликовой гибки. Однако при малых радиусах гибки, на порошковом покрытии могут возникать повреждения, явные или скрытые. Скрытые повреждения могут проявляться через некоторое время в виде пониженной коррозионной стойкости.
Роторная гибка
Роторная гибка, является наиболее популярным методом гибки алюминиевых профилей. Этим методом производят, например, гибку профилей для рам окон пассажирских вагонов. Эта технология позволяет получать малые углы, и обеспечивает хорошую повторяемость размеров гнутых деталей.
Деталь закрепляется на массивном поворотном ролике (рисунок 1). Ролик и ползун имеют форму профиля, который подвергается гибке. Профиль поворачивается вместе с поворотным роликом, поэтому этот метод иногда называют гибкой с наматыванием. В процессе гибки, наружная часть профиля подвергается растяжению, а внутренняя – сжатию. Для того, чтобы предотвратить образование на профиле царапин и вмятин ролик и ползун изготавливают из полимерного материала, обычно, фторопласта.

Рисунок 1 – Роторная гибка [3]
Трехроликовая гибка
Роликовую гибку алюминиевых профилей применяют для больших радиусов гиба, например, арочных окон и дверей. Профиль прокатывается несколько или много раз между двумя нижними приводными роликами и вертикальным прижимным роликом (рисунок 2). Обычно для управления роликовой гибочной машиной применяют числовое программное управление (ЧПУ). Ролики для этой машины, изготавливают обычно из полимерных материалов.

Рисунок 2 – Трехроликовая гибка [3]
Гибка растяжением
Технология гибки растяжением, дает очень высокую точность. Что очень важно, при изготовлении трехмерной формы гнутого профиля [1]. По схеме деформирования это скорее формовка, чем гибка. Поэтому этот метод часто называют формовкой растяжением.
Профиль устанавливается между двумя зажимами и затем постепенно натягивается на неподвижную матрицу заданной формы (рисунок 3). Форма этой матрицы соответствует форме поперечного сечения профиля. Металл растягивается до верхнего предела пластичности и поэтому влияние упругой отдачи является незначительным.
Стоимость такого оборудования довольно высокая. Такой метод гибки-формовки алюминиевых профилей применятся в автомобильной промышленности, например, при изготовлении бамперов и элементов рамы.

Рисунок 3 – Гибка растяжением [3]
Прессовая гибка
Прессовая гибка, подходит для простой гибки больших партий алюминиевых профилей (рисунок 4). Гнутый профиль получают путем приложения усилия механического или гидравлического пресса на гибочную матрицу. Верхняя и нижняя матрицы имеют форму, которая задает форму гнутого профиля. Эти матрицы могут быть стальными или пластиковыми.

Рисунок 4 – Прессовая гибка [3]
Упругая отдача
Явление упругой отдачи является частой причиной несоответствия размеров согнутого профиля заданным размерам. Упругая отдача является результатом упруго-пластического деформирования материала профиля (рисунок 5). Гибочная машина изгибает профиль на заданный угол α2. После снятия изгибающего момента профиль «отпружинивает» на угол Δα. Этот угол Δα и называют углом упругой отдачи. Упругую отдачу обычно компенсируют гибкой профиля на угол, который больше заданного угла α2 на определенную величину. Эту величину перегиба определяют экспериментально или с помощью расчетов.

Рисунок 5 – Упругая отдача при гибке профилей [2]
Основными факторами, которые влияют на величину упругой отдачи, являются:
- Модуль упругости материала
- Предел текучести материала
- Коэффициент деформационного упрочнения материала
- Размеры поперечного сечения профиля
- Радиус гибки.
Источники:
1. Design Manual, SAPA, 2014.
2. TALAT 3706 – European Aluminium Association, 1996
ООО «Алюком»
г. Москва, ул. Нагатинская, д. 16, стр. 9, офис 2-5
Тел.: +7 (495) 268 0444
E-mail: info@alucom.ru
Производство и склад: Калужская обл., г. Малоярославец, ул. Калужская, 64.
Гибка алюминиевого профиля и труб в Москве по радиусу — недорого
Для просмотра видео требуется современный браузер с поддержкой видео HTML5.
Гибка алюминиевого профиля и труб в Москве
по радиусу — недорого
Технология гибки алюминиевого профиля
Изгиб алюминиевого профиля способен выдержать любой сплав на основе этого металла. Однако для материала различной толщины существует свой предельный радиус гибки.
В процессе изгибания стороны заготовки испытывают разные механические и физические воздействия. При образовании угла на внутренней стороне она начинает сжиматься продольно и растягиваться поперечно. С внешней стороны происходит обратный процесс. Оговоримся, что такую деформацию претерпевают внешние слои изделия, а нейтральный, расположенный между ними, сохраняет свои характеристики.
Гибка алюминиевых профилей и труб
Кроме гибки профиля Москва и ее предприятия предлагают такую услугу, как гибка алюминиевой трубы — круглой и профильной. Конечно, деформирование пустотелых изделий намного сложнее и имеет свои особенности. Перед тем как приступить к работе, специалисты должны учесть:
- возможные максимум и минимум гиба;
- пластичность конкретной марки алюминиевого сплава.
Радиусная гибка алюминиевого профиля
Промышленная гибка алюминиевых
и стальных профилей
Цены на гибку алюминиевого профиля
Как и для любой другой операции с металлом, для гибки профиля алюминиевого цена определяется рядом факторов:
- объемом партии проката,
- технологией обработки и выбранным оборудованием;
- количеством гибов,
- размерами и толщиной заготовки,
- необходимостью дополнительных услуг.
Гибка алюминиевых профилей под заказ
на современном оборудовании
Возможности гибки профиля
По сути, при гибке профиля из алюминия прокат подвергается холодному деформированию, проходя через валки профилегибочного станка. Оборудование различается количеством роликов (их может быть три или четыре) и их расположением — на горизонтальной или же вертикальной плоскости.
На трехроликовых станках гибку алюминиевого профиля минимального радиуса осуществляют не за один, а за несколько проходов. Каждый из них всё больше увеличивает кривизну дуги, приближая заготовку к конечной форме. Четырехроликовые более подходят для получения изделий сложных форм: на них первоначальную заготовку можно довести даже до спирали или круга. При использовании оборудования с чпу радиус гибки задается программным обеспечением.
Гибка профиля в домашних условиях
Процесс гибки алюминиевого профиля
Чтобы добиться качественного изгиба алюминиевого профиля, требуется провести подготовительные работы. Подчас на подготовку уходит вдвое больше времени, чем на сам процесс. Главными последствиями неправильных действий при обработке пустотелого профиля могут стать помятые стенки и трещины на поверхности. Во избежание их изделия плотно набивают наполнителем — кварцевым песком. Чтобы минимизировать трение между гибочными роликами и профилем, и обрабатываемые заготовки, и механизм смазывают техническим маслом.
Перед гибкой алюминиевого профиля в Москве оборудование необходимо настроить. Для этого проводят пробные гибы двух-трех образцов. Если испытания проходят благополучно, работают над серией заготовок. В процессе гибки смазанные маслом ролики и заготовки неизбежно “цепляют” на себя пыль, соринки и крошки. Эти инородные частицы нужно периодически удалять, ведь в больших скоплениях они могут поцарапать нежный алюминий.
Гибка алюминиевого профиля нестандартного сечения
Гибка алюминиевого профиля для перил
Гибка алюминиевого профиля для светильников
Гибка алюминиевого профиля для рекламных коробов
Гибка алюминиевого П-образного профиля
Гибка алюминиевого оконного, дверного и фасадного профиля
для остекления
Гибка полнотелого алюминиевого профиля квадратного, прямоугольного и круглого сечения
Гибка алюминиевого профиля: возможно всё!
Годы работы над гибкой профиля из алюминия доказали: мы можем если не всё, то почти всё. У вас есть алюминиевые полосы, уголки, трубы, швеллеры, тавры и двутавры, но вы знаете о сложном “характере” этих изделий и пока не решили, кому поручить работу? Обращайтесь — и вы уже скоро удивитесь, насколько простой, быстрой и незатратной для вас может быть эта услуга.
Предлагая гибку алюминиевого профиля по радиусу в Москве, мы гарантируем, что знаем все нюансы работы с этими материалами, и исключаем брак в процессе.
Как согнуть алюминиевую трубу в домашних условиях – выбор способа и оборудования
Алюминиевые изделия в настоящее время очень разнообразны и востребованы, что свидетельствует о том, что этот материал эффективен и незаменим во многих областях жизни. Одной из самых популярных разновидностей продукции данного типа является алюминиевая труба.

Особенности алюминиевых труб
Алюминиевые трубы отличаются малым весом, пластичностью, стойкостью к коррозии, химическим и температурным воздействиям (способны переносить колебания температуры от +150 до -279 градусов).
Кроме того, эти изделия имеют высокую электро- и теплопроводность, не содержат вредных токсинов и способны служить длительное время. Из алюминиевых трубок своими руками можно изготовлять самые разные конструкции.

Алюминиевые трубы классифицируют по следующим параметрам:
- Форме сечения. Они могут быть круглой, квадратной, прямоугольной и фасонной форм.
- Способу изготовления. Бывают холоднодеформированными, прессованными и сварными.
- Длине. Мерные, немерные, имеющие кратную мерность и бухтовую фасовку.
- Химическому составу (марка АI). Могут иметь высокую или техническую чистоту.
Чтобы сделать сплав более прочным, в него добавляются определенные примеси: однако при этом степень его пластичности уменьшается. Пластичность алюминиевых изделий делает их более удобными для механической обработки. Сгибание алюминиевой трубы отличается значительной простотой, и может быть проведено самостоятельно. Чтобы достичь цельности и невредимости сгибаемого изделия, важно заранее ознакомится с технологией данного процесса.
Как согнуть алюминиевую трубу
Сгибая прямую алюминиевую трубу под любым углом, мы тем самым деформируем структуру металла. Происходит сжимание внутреннего слоя профиля, и растягивание внешнего. Для алюминия характерна довольно низкая степень плотности, поэтому в результате сгибания данные изделия травмируются довольно незначительно. Что касается легированного алюминия, то по причине большей плотности процедура сгибания изготовленных из него труб отличается большей сложностью.
Благодаря гибкости алюминиевые трубы хорошо подходят для изготовления самых замысловатых конструкций, при сохранении их сечения и целостности. Сгибать такие изделия можно ручным способом, для чего применяются нехитрые механизмы или специализированные приспособления. Заготовка при этом может разогреваться или оставаться холодной. Обычно на этот фактор влияет размер, вид и структура сгибаемой трубы, толщина ее стенок и сложность выбранной конфигурации.

Гибка алюминиевых труб в одной плоскости может иметь вид отвода, скобы, утки и калача. Заготовки, имеющие два сгиба в 135 градусов, называются уткой, три сгиба – скобой (параметр центрального угла – 90 градусов, крайнего – 135 градусов). Изгиб в виде полуокружности называется калачом, а сгиб в 45-135 градусов – отводом.
Осуществляя сгибание, важно придерживаться следующих рекомендаций:
- При наличии у алюминиевой трубы сварного шва во время сгибания он не должен попасть ни на вогнутую, ни на выпуклую линию изгиба, перпендикулярно деформируемой поверхности.
- На изделиях диаметром 15-20 мм при выборе величины радиуса сгиба за ориентир берется показатель наружного диаметра, который удваивают.
- Заготовки, обладающие диаметром более 25 мм, оснащаются радиусом сгиба, равной величине наружного диаметра, умноженного на 3.

Вне зависимости от выбранного варианта гибки, главная задача — не допустить, чтобы в процессе гибки появились какие-то дефекты. Решая задачу, как согнуть алюминиевую трубу в домашних условиях, важно понимать, что в этом случае все зависит от правильности выбора способа и инструмента, а также соблюдении правил безопасности.
Как работать с трубогибом в домашних условиях
Трубогибами называют специальные механизмы, для которых характерен различный принцип действия. С их помощью реализуется ручная и механическая гибка труб профильного и круглого сечения в условиях производства или дома.
Существуют следующие виды ручных трубогибов, подходящих для сгибания пластичных тонкостенных изделий из алюминия, обладающих малым диаметром:
- Рычажный. Этот механизм еще называют станком Вольнова. Для закладки заготовки в нем предусмотрена специальная форма. Сам процесс сгибания не требует нагревания трубы, и осуществляется рычажной силой. Форма соответствует определенному диаметру.
- Арбалетный. Конструкция, в которой закрепляют заготовку, оснащена гнущим сегментом, осуществляющим продавливание середины трубы с противоположной от концов стороне.
- Пружинный. Перед изгибанием труба оснащается пружиной, которую закладывают внутрь изделия. Далее заготовку могут разогревать, или применять холодный метод сгибания. По окончанию процедуры пружину необходимо извлечь.

При помощи станочной гибки существует возможность решения вопроса как согнуть, и как выпрямить алюминиевую трубку самого различного диаметра и формы. Риск ее повреждения сведен практически к нулю.
Данные механизмы могут иметь электромеханический или гидравлический принцип работы, что гарантирует получение точного результата работы, согласно выдвигаемым требованиям. Также есть способы, как загнуть трубу без трубогиба, что весьма удобно, когда под рукой нету необходимого инструмента.
Способы гибки
В данном оборудовании могут применяться такие способы гибки:
- Проталкивание. В этом случае алюминиевую трубу толкают между роликами станка: на один из роликов возлагается задача отклонять заготовку. Таким образом достигается получение дугообразного изгиба, при очень незначительном радиусе искривления. Величина радиуса изгиба определяется умножением на 6 диаметра трубы.
- Прокат. Алюминиевую трубу диаметром от 10 до 100 мм прокатывают сквозь гибочные ролики, которые должны строго соответствовать диаметру изгибаемой трубы. Для осуществления этой операции применяют трехвалковый трубогиб, который способен выполнять сгибания в виде кольца, спирали и дуги. С его помощью можно обрабатывать как круглый, так и прямоугольный профиль. Прокатка осуществляется в несколько заходов.
- Обкатывание. Для сгибания задействуется обкатная головка трубогиба, которая сгибает заготовку под давлением. На участках без давления происходит прогибание трубы в противоположную сторону. Нагревание обкатывание не сопровождается. Чтобы заготовка не сжималась, нужно следить за соблюдением минимального радиуса сгиба: она равняется умноженному на три радиусу трубы.
- Сгибание давлением. Тут для прессовки применяются штампы, деформирующие заготовки с внешней стороны, или гидроформирование, когда для сгибания изнутри в границах формы труба заполняется водой или маслом под давлением.
Самостоятельное сгибание алюминиевой трубы
Вначале определяют, трубу какой марки, диаметра и толщины стенок требуется согнуть. Если подобную процедуру требуется проводить время от времени, то лучше сразу обзавестись ручным трубогибом, благо, в продаже имеется огромный выбор различных моделей данного приспособление.
Кроме того, существуют и другие методы гибки труб в домашних условиях, особенно если речь идет о разовых мероприятиях:
- Перед тем, как загнуть алюминиевую трубу в домашних условиях, в нее забивается сухой, мелкий, просеянный песок. На концы заготовки требуется одеть заглушки в виде чопов, после чего проводится медленное сгибание заготовки. Это можно делать даже вручную, однако один конец для удобства лучше закрепить хомутом. После того, как заготовка согнута, с нее высыпают песок: он необходим для сохранения округлой формы трубы. Если работа проводится в зимнее время, вместо песка можно использовать замороженную внутри воду. По окончанию процедуры деталь помещается в теплые условия для оттаивания льда.
- Если требуется согнуть трубу со слабым уровнем пластичности (из дюралюминия), то при использовании способа с песком потребуется также наличие газовой горелки. Один конец трубы в таком случае зажимают в тиски, горелка же служит для равномерного разогревания участка изгиба до температуры +250 градусов. Для проверки оптимальности нагревания к трубе подносится кусок бумаги: появления дыма будет знаком готовности изделия к последующему изгибанию. При его проведении важно не спешить. Многократное нагревания того же участка трубы недопустимо.
- В этом случае вначале происходит изготовления из древесины полукруглого шаблона, толщина которого должна превосходить диаметр заготовки. Сообщив ему нужный радиус изгиба, заготовку закрепляют на плоскости при помощи струбцин и болтов. Впритык к шаблону крепят доску, имеющую идентичную толщину и уклон: важно добиться хорошей плотности укладки трубы между ними. Заложив один конец трубы к направляющей доске по касательной относительно полукруга, вторым ее концом нужно проводить загибающие движения вокруг шаблона. Таким образом можно гнуть пластичные трубы диаметром до 40 мм на довольно значительные радиусы.
- После того, как в трубу засыпан песок, она кладется двумя концами на две устойчивые опоры: место сгиба должно провисать. Этому участку и сообщается нужный радиус при помощи резиновой киянки. Особенно удобно таким образом изгибать квадратные алюминиевые трубы.
- Участок заготовки, где проводится сгибание, изнутри оснащается пружиной из стали: на ее конец привязывается проволока. После приобретения трубой нужной формы пружину вытаскивают за эту проволоку. При необходимости, место сгибания можно разогреть.

Проводя подобные операции, важно помнить, что гибка ведет к изменению длины трубы, поэтому нужная длина участка выставляется уже после его сгибания. В целом, согнуть алюминиевую трубу в домашних условиях вполне возможно, главное подобрать для этого нужный инструмент, и строго следовать рекомендациям.