
Алюминиевые электроды для дуговой сварки
Виды электродов по алюминию и правила качественной сварки
Электроды по алюминию, представляющие собой металлические стержни, покрытые специальной обмазкой, очень редко используют на крупном производстве. С их помощью варят металл в домашних условиях, на небольших предприятиях или при выполнении сложных монтажных работ вне стен производственного цеха. При использовании таких электродов удается избавиться от оксидной пленки на поверхности алюминия, которая очень сильно затрудняет сварочные работы, выполняемые с деталями из данного металла.

Шведские электроды Elga для сварки алюминия и его сплавов
Особенности сварочных работ с деталями из алюминия
Всем специалистам-сварщикам известно: варить алюминий непросто. Это объясняется наличием на поверхности деталей из этого металла тугоплавкой оксидной пленки. Важнейшими задачами, которые необходимо решить для того, чтобы сварка была выполнена качественно, являются тщательная очистка поверхностей соединяемых заготовок от загрязнений и удаление с них оксидной пленки.
Чтобы эффективно очистить и обезжирить поверхности алюминиевых деталей перед тем, как вы начнете выполнять сварочные работы, можно использовать органический растворитель (ацетон, РС-1, РС-2, уайт-спирит) либо щелочную ванну (в ней заготовки оставляют на несколько минут – не более 5). Выдержка в щелочной ванне является более эффективным способом очистки деталей из алюминия. Приготовить раствор для нее несложно даже в домашних условиях своими руками. Для этого потребуются:
- 1 л воды;
- 50 г карбоната натрия;
- 50 г технического тринатрийфосфата;
- 30 г жидкого стекла.
Пример очистки алюминиевой детали в щелочном растворе
Раствор, приготовленный в результате тщательного смешивания данных компонентов, надо нагреть до 65 градусов Цельсия. Только после этого можно помещать в него заготовки из алюминия.
После очистки деталей из алюминия и их обезжиривания надо решить еще одну важную задачу – удалить тугоплавкую оксидную пленку. Если этого не сделать, варить такие заготовки будет очень затруднительно, а полученное соединение будет обладать низким качеством и невысокой надежностью. Для удаления оксидной пленки в производственных и домашних условиях используют металлические щетки, напильники или шлифовальные машинки. После выполнения механической обработки поверхности соединяемых деталей второй раз обрабатывают растворителем.

Поверхность детали из алюминия, качественно подготовленная к сварке путем механической чистки
По окончании вышеперечисленных подготовительных работ можно приступать к сварке деталей из алюминия. Лучше всего делать это с помощью инвертора, используя специальные электроды для сварки алюминия. Их, чтобы получить стабильно горящую дугу и качественный сварочный шов, необходимо прогреть в печи, выдерживая температуру 200 градусов Цельсия. Продолжительность такого прогрева должна составлять порядка 2 часов.
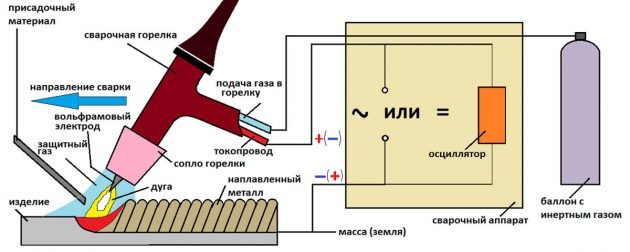
Чтобы варить алюминий, необходимо использовать источник постоянного тока и подключать его в обратной полярности. Используя определенные электроды для сварки алюминия, важно правильно выбирать силу сварочного тока: его величина должна составлять 25–30 А на один миллиметр их диаметра.
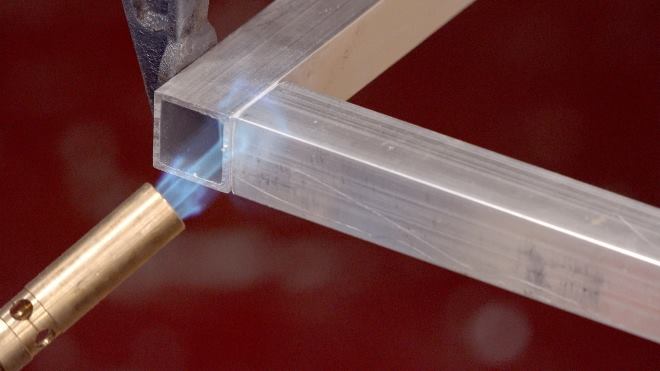
Прогрев алюминиевых заготовок газовой горелкой
Необходимо учитывать еще одну тонкость, которая позволяет получать надежные и качественные сварные соединения. Заключается эта тонкость в том, что место будущего соединения прогревают при помощи газовой горелки. Температура, до которой необходимо нагреть соединяемые детали из алюминия, зависит от их толщины. Чем этот показатель выше, тем интенсивнее следует прогревать заготовки из алюминия.
На качество сварного соединения деталей из алюминия влияет в том числе и скорость их охлаждения: она должна быть очень медленной. Такие технологические приемы позволяют хорошо проплавить металл даже при сварке на невысоких токах, избежать коробления соединяемых деталей и появления в месте их соединения кристаллизационных трещин.
Есть ряд обязательных действий, которые выполняют при сварке алюминия (их можно также изучить по видео).
- Перед сваркой, если предстоит варить детали значительной толщины, место соединения необходимо прогреть при помощи газовой горелки.
- Полученный сварной шов следует тщательно очистить от шлака.
- Очищенный сварной шов обдается горячей водой (это обеспечит его медленное остывание).
- После остывания шов тщательно очищается от остатков шлака металлической щеткой. Если не выполнить это требование, остатки шлака на сформированном соединении могут привести к образованию и развитию коррозии.
Виды и методы использования электродов по алюминию
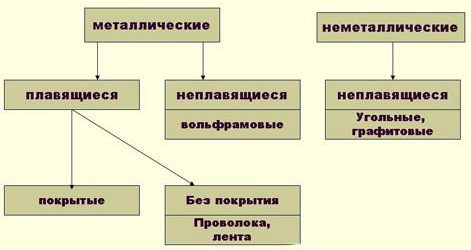
Варить алюминий можно с помощью электродов различного типа – угольных, графитовых, вольфрамовых. На их выбор оказывает влияние ряд факторов. В первую очередь, это технология сварки, которую планируется использовать.
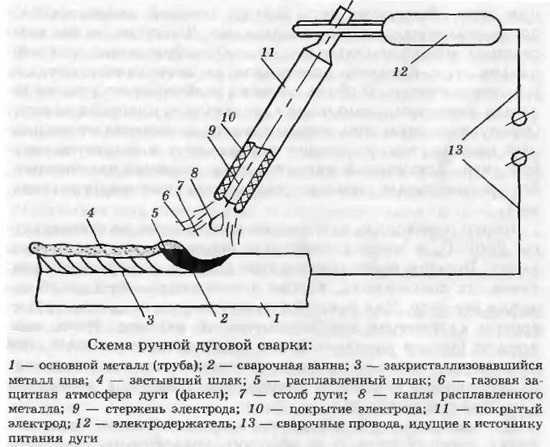
Сварка, выполняемая по ручной дуговой технологии
Эта технология предполагает использование в качестве электродов угольных стержней, а также металлических прутков со специальным покрытием, выполняющим роль присадочного материала. Такую сварку проводят на прямом токе обратной полярности. Особенно активно она используется при соединении алюминиевых деталей небольшой толщины, при исправлении брака, обнаруженного в отливках из алюминия. Для сварки с использованием данной технологии, как правило, пользуются инвертором.
Дуговая сварка, выполняемая по автоматической технологии
Такая технология эффективна при соединении встык алюминиевых деталей, толщина сечения которых больше 4 мм. В качестве электродов используется алюминиевая проволока, а сам процесс выполняется под слоем флюса, обладающего невысокой электропроводностью. Основу такого флюса составляет карбоксиметилцеллюлоза, замешиваемая на обычной воде. После замешивания флюс перетирается через ячейки сита, а затем прогревается в течение 6 часов при высокой температуре – 300 градусов Цельсия.
Сварка в среде защитных газов (аргона или его смеси с гелием)
Такая сварка, для которой применяется алюминиевая проволока, используется для соединения алюминиевых деталей, отличающихся небольшой толщиной. Для зажигания и поддержания в стабильном состоянии сварочной дуги при применении данной технологии необходимы вольфрамовые электроды. Выполняться такая сварка может и в ручном, и в автоматическом режимах, для чего используется погруженная или импульсная дуга. Сварочная дуга, создаваемая при помощи вольфрамового электрода, отличается высокой стабильностью, что дает возможность получать качественные и надежные соединения.
Такая сварка характеризуется высокой скоростью выполнения и проходит с применением вольфрамовых электродов и присадочной алюминиевой проволоки. Для плазменной сварки необходим источник переменного тока. Диаметр вольфрамовых электродов, применяемых при этом, находится в интервале 0,8–1,5 мм. Защитным газом для такой сварки выступает аргон (в чистом виде или в смеси с гелием).
Небольшой обзор дорогих электродов для сварки алюминия и его сплавов от производителя Weldcap.
Популярные типы электродов для сварки алюминия
Среди большого разнообразия электродов, которые применяют для сварки деталей, выполненных из алюминия, есть ряд марок, которые пользуются наибольшей популярностью.
Щелочно-солевые электроды марки ОК
Наиболее популярными моделями являются 96.10, 96.20, 96.50. Такими электродами рекомендуется варить технический алюминий, а также изделия из сплавов данного металла с марганцем и магнием. Электроды названных марок отличаются высокой гигроскопичностью, поэтому хранить их следует в помещениях с минимальным уровнем влажности.

Сварочные электроды ОК
Распространенными модификациями этих электродов для алюминия являются ОЗАНА-1 и ОЗАНА-2. Первые используют, если необходимо выполнить сварку или наплавку деталей из сплавов А0-А3, вторые – для сплавов АЛ4, АЛ9, АЛ11 и др.
Для их изготовления используется проволока сварочная алюминиевая марок СвА 1,3,5,10. Применяются электроды данной марки для сварки деталей, которые изготовлены из чистого алюминия или выполнены из сплавов данного металла с кремнием.

Марки электродов по алюминию и их особенности
Их применяют для сварки заготовок из деформируемых и литейных сплавов алюминия.
Это электроды из вольфрама, сварка с их использованием выполняется в защитной среде аргона. Изделия данной марки не в состоянии обеспечить качественного зажигания сварочной дуги, поэтому они не очень популярны у профессионалов.
На видео ниже вы можете ознакомиться с кратким обзором турецких электродов по алюминию Kobatek.
Как изготовить электроды по алюминию своими руками
Все марки электродов, которые используются для сварки деталей из алюминия, стоят недешево, поэтому у многих домашних умельцев возникает естественный вопрос: можно ли сделать их своими руками. В интернете есть много видео, наглядно демонстрирующих процесс изготовления самодельных электродов по алюминию. Кроме того, чтобы своими руками сделать электроды, применимые для сварки алюминия, вы можете воспользоваться следующей инструкцией.
- Алюминиевая проволока, диаметр которой составляет 3–4 мм, нарезается на куски длиной 25–30 см.
- Для приготовления обмазки электродов необходимо измельчить обычный мел и смешать полученный порошок с силикатным клеем – жидким стеклом. Смесь данных компонентов надо довести до однородной массы и обмазать ею прутки из алюминиевой проволоки.
- Обмазку из силикатного клея и измельченного мела наносят на поверхность алюминиевого прутка слоем толщиной 1,5–2 мм, затем полученный электрод сушат до полного затвердевания его поверхности.
Пользуясь этой несложной инструкцией, вы сможете сделать своими руками электроды для сварки заготовок из алюминия, а приведенное ниже видео на данную тему вам в этом поможет. Несмотря на простоту изготовления, самодельные электроды дают возможность выполнять сварку деталей из алюминия с высокой эффективностью, получать качественные и надежные соединения.
Виды электродов по алюминию и тонкости выбора
Алюминий и сплавы на его основе свариваются сложно. Это объясняется негативным воздействием внешних факторов, текучестью металла, его тугоплавкостью, наличием оксидной пленки. Сварка с применением электродов по алюминию делает процесс доступным и малозатратным. Электроды имеют низкую температуру плавления и специальные добавки для стабилизации процесса.
Марки электродов для сварки алюминия
Приведенный перечень электродов применяется при сварке алюминиевых конструкций с помощью инвертора. Изделия со спецобмазкой позволяют работать с алюминиевыми деталями или сплавами на основе алюминия с кремнием либо марганцем, например, АМг и АМц.
Расходные материалы для сварки диаметром 3 мм выпускаются длиной 225-300 мм, а при диаметре 4-5 мм имеют длину 350-450 мм.
Электроды ОЗАНА
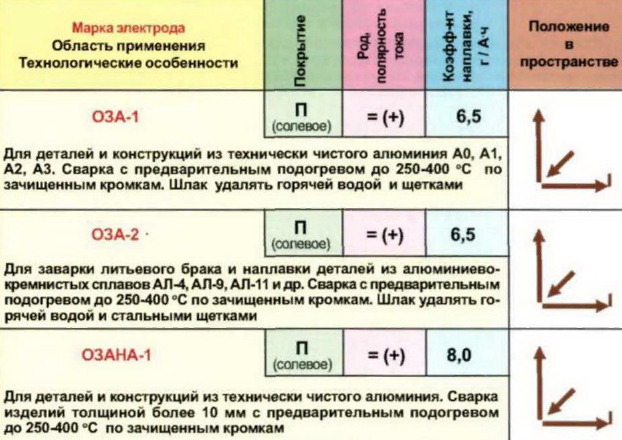
ОЗАНА-1. Расходники с солевой обмазкой подходят для сварки чистого алюминия марок А0-А3. Тонкостенные детали толщиной до 10 мм можно соединять без предварительного подогрева. Остальные детали прогреваются до температуры 200° в течение 30 минут. Для работы необходим переменный ток обратной полярности. Возможна сварка нижних и потолочных швов.
ОЗАНА-2. Предназначены для сваривания сплавов алюминия и кремния. Не подходят для наплавки, ремонта литейного брака. Иногда для работы необходимы дополнительные алюминиевые флюсы.
Электроды ОЗА
Электроды по алюминию изготовлены из стального стержня с соляной обмазкой. Выпускаются диаметром 4, 5 и 6 мм. Марка подойдет для сваривания заготовок из чистого алюминия и его сплавов. Ограничение по толщине деталей — от 3 мм до 16 мм. Ток сваривания – постоянный, с обратной полярностью. Нужен предварительный подогрев свариваемых торцов до 250°С. Подготовительная зачистка кромок обязательна.
Марка УАНА
Электроды этой марки предназначены для заготовок из литейных и деформируемых алюминиевых сплавов. Условия подготовки кромок и сваривания — как и для марки ОЗА. Расположение шва — верхнее и нижнее.

Продукция шведской компании ESAB
Категория щелочно-солевых электродов ОК96 производится для сваривания и наплавления деталей из алюминия и сплавов. Процесс происходит в среде защитного инертного газа аргон. Расходники производятся нескольких модификаций.
ОК 96.10. Назначение – сварка алюминия в чистом виде без технических примесей. Производятся с обмазкой композитным материалом из солей хлора и фтора. Шов ложится ровно и аккуратно, без разбрызгивания металла. Шлаки легко удаляются с поверхности.
При малом токе происходит залипание материалов. Нагревать стержни не обязательно, но желательно, потому что так можно снизить их расход. Кромки защищать не придется. Достаточно лишь обдать их горячей водой. Подходят для работы с дюралюминием.

ОК 96.20. Марка электродов для сварки слабонагруженных конструкций с минимальными требованиями. Они успешно сваривают сплавы с содержанием магния и марганца не более 3%. В составе стержня есть добавки марганца. Тип покрытия – солевое. Сваривать можно в любом положении, с предварительным нагревом до 220°С.

ОК 96.50. Востребованы при сваривании алюминиевых сплавов с включением меди, магния или марганца. Электродный стержень состоит из алюминиево-марганцевого сплава. Может использоваться как присадочная проволока при сварке автогеном. Покрытие прутка сделано щелочно-солевой обмазкой.

Советы профессионалов
При отсутствии опыта выбрать расходные материалы и соединить алюминиевые элементы непросто. Поэтому советы мастеров будут кстати.
- Лучше, когда состав заготовки и сплав алюминиевых электродов точно соответствуют друг другу. Проверить это можно по информации на упаковке.
- Сечение электродов для сварки должно отвечать толщине стенки. Если варить толстым стержнем тонкий лист, то прожог неизбежен.
- Разница толщин допускается не более 1 мм.
- Просушенные 2-3 раза расходники теряют качество и использовать их не рекомендуется.
- Предварительная зачистка обрабатываемых сваркой кромок обязательна.
- Новичкам сварочного дела следует начинать с толстых деталей. Сварочный процесс протекает очень быстро, и тонкий металл легко прожигается.
- Алюминий отличается повышенной текучестью, поэтому тонкий шов получить достаточно сложно.
- Прогревать электроды перед работой нужно тем дольше, чем толще свариваемый металл.
- Хорошему плавлению основного металла способствуют умеренные токи.
- Толстые заготовки лучше прогревать участками. Готовый шов очищают от шлака, промывают горячей водой, обрабатывают щеткой и варят дальше.
Особенности сварочного процесса
Сварочный процесс очень чувствителен к чистоте поверхностей свариваемых деталей по физическим и химическим параметрам. Детали необходимо зачистить металлической щеткой или напильником и протереть растворителем. Таким образом снимается оксидная пленка. Защитная среда и газ не в состоянии от нее избавиться.
После тщательной подготовки можно начинать сваривание алюминия с применением инвертора. Ток должен быть только постоянным с обратной полярностью, потому что переменный ток не дает хорошего шва. Сварочный ток для дуговой сварки нужно точно подбирать. Исходят из того, что на 1 мм толщины свариваемого листа необходимо 25-30 А. Так, при толщине стенки 4 мм потребуется ток 120 А.
Действовать нужно быстро, чтобы шов получился качественным. Сложности при сварке возникают из-за того, что электроды для алюминия плавятся в 3 раза быстрее стальных. При наплавке металла дугу следует держать близко к детали.
Почти все марки электродов для сваривания алюминия предварительно прогреваются в печи при 200°С пару часов, потому что при резком скачке температуры металл сильно разбрызгивается. Надежные сварные соединения получаются при прогреве стыков с помощью газовой горелки. Температура нагрева тем выше, чем больше толщина детали.
Шов основательно зачищается от шлаков, а затем обливается горячей водой. Такой прием замедляет процесс остывания, снижает коробление и минимизирует образование трещин. Охлажденную конструкцию нужно повторно зачистить в месте сварочного шва. Остатки шлаков становятся причиной образования коррозии.
Видео по теме: Электроды для сварки алюминия
Популярные типы электродов по алюминию для дуговой сварки
Сварка деталей из алюминия — довольно сложный процесс, обусловленный высокой восприимчивостью металла к внешним негативным факторам. Облегчить работу и создать дополнительную защиту могут специальные электроды по алюминию для дуговой сварки. Перед их использованием требуется тщательная обработка сырья, так как, несмотря на все преимущества, электроды для сварки не способны справиться со всеми трудностями.
Сварочные электроды для алюминия
Различают несколько видов алюминиевых электродов:
- вольфрамовые;
- графитовые;
- угольные.
Выбор оптимального электрического проводника зависит от многих факторов, одним из которых является тип сварочных работ.
Ручная дуговая технология предусматривает использование угольных электродов и специальной присадочной проволоки со специальным покрытием. Такой метод целесообразен при исправлении брака или соединения элементов малой толщины. Сварка проводится на прямом токе обратной полярности с помощью инвертора.
Автоматическая дуговая сварка незаменима при соединении деталей, сечение которых более 4 мм. Алюминиевая проволока выполняет роль электрода. Качество сварочного шва в данном случае значительно выше, чем при ручной технологии, благодаря постоянной длине дуги.
Сварка в облаке инертного газа аргона или его смеси с гелием — еще одна распространенная технология, при которой незаменимы вольфрамовые электроды. Они необходимы для процесса зажигания и постоянного поддержания сварочной дуги в стабильном состоянии. Соединяемые кромки при этом отличаются надежностью и высоким качеством. Вольфрамовые электроды и присадочная проволока также необходимы при плазменной сварке. Для такой технологии требуется источник переменного тока.
Популярные разновидности
В любом специализированном магазине можно найти огромный ассортимент электрических проводников. Профессионалы выделяют ряд самых востребованных электродов для сваривания алюминия, которые применяются для конкретных марок металла.
ОЗАНА
Самыми популярными модификациями таких электродов выступают ОЗАНА-1 и ОЗАНА-2. Первые подходят для алюминия A0, A1, A2, A3, вторые идеальны для АЛ9, АЛ4, АЛ11. Ими можно работать как в вертикальном, так и в горизонтальном положении. Обеспечивают стабильную дугу, сварочный шов отличного качества и высокую коррозийную стойкость. При сварке деталей, толщиной от одного сантиметра, необходима получасовая прокалка при 200 ºC.


Электроды для сварки такого типа подходят как для чистого алюминия, так и его сплавов. Допустимая толщина обрабатываемых элементов — от 3 до 16 мм. Каждый из расходников представляет собой металлический стержень, покрытый соляной обмазкой. Диаметры электродов: 4, 5, 6 мм. До начала работ требуется подогрев электрода и соединяемых поверхностей до 250 ºC. Положение элементов допустимо горизонтальное и вертикальное. Ток требуется постоянный, полярность — обратная.
Принципы использования данных электродов во время сварки схожи с представителями ОЗА. Отличается лишь положение проводников — может быть только нижним и потолочным. Применяется для сваривания деталей литейных и деформируемых алюминиевых сплавов.

ESAB – всемирно известная марка, благодаря широкому применению в строительных работах. Электродуга легко зажигается по ржавчине, а пониженная теплоотдача позволяет заваривать даже большие зазоры. Для сплавов из алюминия, магния, марганца подходят OK 96.10, 96.20 и 96.50. Они также оптимальны для элементов из технического алюминия. Отличаются высокой гигроскопичностью, поэтому требуют защиты от повышенной влажности.

OK 96
Обмазка электродов по алюминию OK 96.10 сделана из солей хлора и фтора. Такая особенность обеспечивает стабильное состояние сварочной дуги и сводит к минимуму разбрызгивание металла. Щелочно-солевая обмазка также присутствует на OK 96.50. Все перечисленные виды электродов имеют некоторые требования: детали или сборная конструкция не должны подвергаться большим нагрузкам.

Полезные советы по сварке алюминия
Чтобы достичь высокого качества сварки алюминия и его сплавов, профессионалы советуют придерживаться некоторых рекомендаций:

- электрод следует подбирать в соответствии с составом сплава — производители часто указывают на упаковке подходящие марки;
- толщина электрического проводника должна подходить величине изделия — тонкие элементы нужно варить тонким стержнем;
- после многократной просушки металлических стержней снижается их качество — это следует учитывать во время работы;
- для удаления оксидного покрытия требуется зачистка металлической щеткой и обработка растворителем;
- чем толще материал обрабатываемых изделий, тем дольше длится прокалка сварочных проводников;
- для оптимальной проплавки варить лучше при умеренном токе;
- при работе над толстыми деталями эффективно варить частями, не охватывая сразу все изделие;
- для подбора величины сварочного тока можно пользоваться формулой: 1 мм толщины изделия соответствует току 25—30 ампер.
Работать с алюминиевыми сплавами очень непросто — с этим согласится каждый сварщик, независимо от опыта работы. Проблема кроется в оксидной пленке, а также высокой текучести алюминия. Чтобы добиться качественных и надежных швов, стоит разработать индивидуальный технологический подход. Большое число испорченных стыков — не повод отказываться от алюминиевых изделий.

Видео по теме: Сварка алюминия электродами
Электроды для сварки алюминия своими руками
Электроды по алюминию для сварки — это металлические стержни, покрытые обмазкой. Обмазка защищает металл от окисления и улучшает качество сварного шва. Их практически не используют в крупных цехах и на заводах, поскольку их КПД недостаточно для выполнения больших объемов работ. Но такие электроды широко используются домашними умельцами.

Зачастую для сварки алюминия используется угольный электрод. В этой статье мы расскажем все, что нужно знать о стержнях для алюминия и подробно объясним, как сделать электроды для сварки своими руками.
Особенности сварки алюминия в домашних условиях
Все, кто хоть раз в жизни варил алюминий, знают, что это очень непростое дело. На поверхности металла есть оксидная пленка, которая затрудняет процесс сварки. С этой проблемой справятся электроды для сварки алюминия своими руками.
Но прежде чем начать работу, нужно тщательно очистить поверхность. Удалите загрязнения и проведите комплексную подготовку металла к сварке. Так вы улучшите качество швов и они прослужат дольше.
Для качественной сварки деталей из алюминия нужен сварочный аппарат, выдающий постоянный ток и подключенный в обратной полярности. Если вы используете электроды для дуговой сварки алюминия, то обратите внимание на силу тока. Этот параметр должен быть установлен на маленьком значении.

Следуйте нашим рекомендациям, чтобы выполнить работу качественно:
- Если вам нужно сварить толстые детали, то примерное место шва нужно как следует прогреть перед сваркой. Это делается с помощью обычной газовой горелки.
- Обязательно очистите шов от шлака и обдайте его кипятком.
- После того, как шов остынет, еще раз очистите его с помощью жесткой щетки. Не пренебрегайте этим советом, поскольку оставшийся шлак может способствовать образованию коррозии.
Популярные марки электродов
Как мы упоминали ранее, зачастую для сварки алюминия используют угольный электрод. Но помимо него есть ряд марок, не менее популярных у начинающих и опытных сварщиков. Итак, какие можно использовать электроды для сварки алюминия своими руками?
Стержни марки ОК

Эти электроды изготавливает компания ESAB и маркировка OK является их особенностью. Мы рекомендуем использовать модели 96.10, 96.20 и 96.50. Да, они не являются универсальными, но с их помощью можно сварить технический алюминий или алюминиевые сплавы на основе марганца. Эти электроды по алюминию для сварки в домашних условиях показали себя с положительной стороны, но учтите, что за ними необходим особый уход и строгое соблюдение срока годности.
Стержни марки ОЗА
Такие электроды для сварки алюминия своими руками в принципе можно сделать, поскольку в их основе простая алюминиевая проволока. Эти стержни используются для сварки чистого алюминия или его кремниевых сплавов.
Стержни марки УАНА
Это очень узконаправленные стержни, используемые для сварки литейных алюминиевых сплавов. Их практически не используют при домашней сварке, но мы не могли ни включить их в наш список.
Стержни марки ЭВЧ
ЭВЧ — это вольфрамовые электроды, их нужно использовать при сварке аргоном. Сложно сделать такие электроды по алюминию своими руками, но если у вас есть возможность приобрести их, то обязательно попробуйте в своей работе. Да, с их помощью сложно правильно зажечь дугу, и профессионалы часто не рекомендуют такие электроды. Но если вы научитесь держать дугу с такими стержнями, то и со всеми остальными у вас не будет проблем.
Инструкция по изготовлению
Не важно, какую марку электродов вам нужно приобрести, в любом случае это стоит недешево. Особенно, для начинающих сварщиков. Мы нашли решение для этой проблемы и предлагаем вам сделать стержни самим. В интернете есть много видеороликов, в которых опытные мастера рассказывают технологию изготовления материалов для сварки.
Мы тоже решили поделиться своей инструкцией, как своими руками изготовить самодельные электроды. Соблюдайте следующие простые шаги:
- Подготовьте проволоку из алюминия диаметром не более 4 миллиметров и нарежьте ее на прутки длиной 20-25 сантиметров. Этих параметров обычно достаточно, но вы можете изменять диаметр и длину по своему усмотрению. Наша основа готова.
- Теперь приготовим покрытие. Измельчите мел (желательно обычный белый), и смешайте его с силикатным клеем (иногда в магазинах он называется «жидкое стекло»). Тщательно все перемешайте до однородной консистенции и обмакните в нее алюминиевые прутки.
- Следите за тем, чтобы слой покрытия не превышал 2 миллиметров. Оставьте электроды сушиться. Когда покрытие затвердеет, то стержень можно будет использовать в работе.
Да, такие электроды для контактной сварки уступают по качеству заводским изделиям, но все же позволяют выполнить простую работу, не требующую повышенной ответственности и идеального шва. Эта инструкция может показаться слишком простой, но поверьте, электроды для точечной сварки своими силами тоже могут быть эффективны и абсолютно точно сэкономят ваши деньги.

Учтите, что это не заводской угольный электрод или цинковый электрод, это не европейское качество. Так что сначала протестируйте свои электроды перед работой на ненужном металле.
Вместо заключения
Теперь вы знаете, как сделать сварочные электроды своими руками и какие особенности стоит учесть, прежде чем приступить к работе. Обязательно испробуйте самодельные стержни и поделитесь своим опытом в комментариях, это будет полезно для других сварщиков. Также делитесь этой статьей в своих социальных сетях. Желаем удачи!
Выбор электродов по алюминию: правила и нюансы
Уникальные свойства алюминия как металла выливаются в серьезные сложности сварочных работ с ним. Эти сложности вполне объяснимы, и способы их решения известны. Чтобы выбрать самую оптимальную рабочую технологию в том или ином «алюминиевом» случае, необходимо разбираться в свойствах этого чрезвычайно интересного и капризного металла.
От работ по нему никуда не деться: по популярности с ним не может сравниться ни один металл, одна автомобильная промышленность чего стоит. Алюминий широко используется в авиационной, космической и многих других отраслях.
Вместе с тем этот металл чрезвычайно капризен в сварочных работах, это один из самых сложных материалов, требующих дифференцированного подхода к каждому технологическому случаю. Электроды по алюминию – ключевой элемент для получения сварочных швов высокого качества.
- Почему алюминий сложно варить
- Виды электродов для алюминия
- Варим с инвертором без аргона
- Самодельные расходники по алюминию
Почему алюминий сложно варить
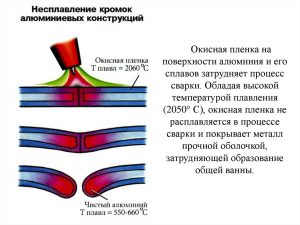
Все дело в физике и, в частности, температуре плавления. Сам алюминий плавится при весьма невысоких температурах, не превышающих уровня 650°С. В отличие от других металлов он не меняет своего цвета при нагревании, в результате чего очень сложно понять, когда детали готовы к формированию сварочного шва. Все это было бы не так страшно, если бы в процесс не вмешивалась оксидная пленка, которая образуется на поверхности этого металла с молниеносной скоростью.
Пленка ведет себя совсем по-другому. Во-первых, чтобы ее расплавить, температуру нужно нагнать до 1750°С. Во-вторых, оксид значительно тяжелее самого металла, поэтому во время сварки погружается в него и таким образом застывает. Простым и элегантным решением проблем с оксидной пленкой является тщательная зачистка поверхностей алюминиевых заготовок – это одно из обязательных требований в сварочных работах по алюминию.
Алюминий – отличный проводник тепла, его теплопроводность в пять раз выше, чем у других металлов. А низкая температура плавления в комбинации с высокой теплопроводностью приводит к еще одной рабочей неприятности: сварка электродом по алюминию сопряжена с высоким риском прожога металла во время плавления.
Алюминий отлично ладит с другими металлами и образует сплавы самого разного назначения, иногда с диаметрально противоположными свойствами. Эти сплавы тоже не без проблем. В работе с ними существует высокий риск образования трещин. Это происходит из-за недостаточной прочности металла на разрыв, когда он находится в частично жидком и твердом состоянии в пограничном температурном диапазоне. В результате усадочного напряжения образуется деформация деталей в процессе охлаждения в виде трещин.
Виды электродов для алюминия
ОЗА произведены из алюминиевой проволоки и используются для чистого алюминия и алюминиевых сплавов с кремнием.
Особенности сварки алюминия аргонодуговой сваркой.
- ОЗА – 1 подходят практически для любых алюминиевых сплавов и наплавок. Это плавящиеся электроды по алюминию из металлического стержня и соляным покрытием. Диаметр может быть самым разным. В работе нужно использовать постоянный ток обратной полярности. Применяются для заготовок с толщиной кромок в диапазоне от 3-х до 16-ти мм. Предварительный нагрев деталей до температуры 250 – 400°С обязателен. Расход ОЗА – 1 довольно высокий: на килограмм металлических заготовок уходит два килограмма электродов. Состав сварного шва получается сложным: больше половины никеля, медь, марганец, железо. После выполнения шов обязательно промыть подогретой водой, затем зачистить металлической щеткой. Недостатком этих расходников является сложность сварки в вертикальном положении, при котором может образоваться ненужная боковая дуга. В итоге работать можно только в нижнем положении.
- ОЗА – 2 – узкоспециализированные расходники для алюминиевых сплавов с кремнием. Покрытие солевое. Расход такой же: два килограмма на килограмм металла.
Щелочно-солевые ОК. К этому виду относятся марки 96.10, 96.20 и 96.50.
Самый подходящий вариант для сварки технического алюминия и алюминиевых сплавов с марганцем и магнием. Чрезвычайно гигроскопичны.
- Расходники 10 шведского производства ESAB используются в аргонодуговом методе и являются самым предпочтительным вариантом в этой технологии. Их особенность – покрытие нового состава из смеси солей хлора и фтора. В результате дуга получается ровной и стабильной без разбрызгивания металла. Шов выходит качественным и эстетичным на вид. В работе предварительный нагрев заготовок предпочтителен, но не обязателен. В отличие от ОЗА -1 нагрев не влияет на качество шва, он помогает лишь уменьшить расход дорогих электродов. Еще одним позитивным отличием от ОЗА – 1 является возможность производить сварочные работы на вертикальных поверхностях. Расход электродов значительно меньший из-за особенностей покрытия и тонкой проволоки в качестве стержня, что снижает общую стоимость данной технологии. Сварной шов отличается высокой твердостью.
- ОК 96.50 очень популярны в машиностроении для деталей автомобильных двигателей, монтаже разнообразнейших строительных конструкций и исправлении литейных дефектов в алюминиевых сплавах. По составу это алюминиевый электрод: стержень выполнен из алюминия, кремния и железа с четырьмя вариантами толщины. Ток применяется постоянный обратной полярности. Обмазка с щелочно-солевым составом позволяет сформировать защитный кратер для нейтрализации оксидной пленки. Предварительный нагрев заготовок очень желателен, оптимальная температура 250 – 300°С.
Марки электродов и области применения.
Две марки вида ОЗАНА: ОЗАНА – 1 для наплавки или сварки из четырех марок алюминия А0 – А3 и ОЗАНА – 2 для сварки алюминиевых сплавов АЛ4, АЛ9, АЛ11. Пожалуй, самые популярные расходники из всех: дают возможность формировать ровную дугу и шов высокого качества. Можно работать и в вертикальном положении в отличие от других видов алюминиевой сварки.
- ОЗАНА – 1 разработаны специально для работы с деталями и наплавки из чистого алюминия. Покрытие из солевого состава, стержень – из сплава алюминия, кремния и железа. Обмазка позволяет справиться с оксидной пленкой и стабилизировать процесс плавления. Ток используется постоянный обратной полярности. Расход немного меньший в сравнении с другими расходниками: 1,7 кг на один килограмм наплавки. Шов отличается очень высоким качеством с выраженной антикоррозийной устойчивостью. Предварительный нагрев заготовок зависит от толщины кромок. Если она больше 10 мм, рекомендуется нагрев до 200°С. Если кромка тоньше 2 мм, необходимо сделать предварительную отбортовку кромок вдоль намечаемого шва. Эти расходники нужно прокаливать перед работой в течение 30-ти минут при температуре 150°С.
- ОЗАНА – 2 является обновленным вариантом ОЗАНА – 1.
УАНА – специальные расходники для работы со сплавами, которые легко деформируются.
ЭВЧ – вольфрамовые наконечники для сварки в аргоне.
Особое свойство алюминиевых электродов – их чрезвычайно высокая гигроскопичность, они ухитряются выбрать из воздуха все влагу, какую только возможно. Отсюда нужно помнить об особых условиях их хранения – во влагонепроницаемой упаковке и в только в строго сухих помещениях.
Варим с инвертором без аргона
Сварка алюминия в домашних условиях инвертором вполне возможна, и здесь нам опять помогут правильные электроды – специальные расходники по алюминию. Безусловно, качество швов с помощью аргонодуговой сварки несоизмеримо выше, чем при методах без аргона, но для домашних работ оборудование для работы в аргоне слишком дорого. У самодеятельных мастеров чаще всего в распоряжении есть лишь элементарный сварочный аппарат.
Вольфрамовые электроды для сварки алюминия.
Домашняя сварка алюминия электродом требует знания и выполнения следующих рекомендаций:
- Соединения швов нужно делать только стыковыми. Другие виды типа тавровых или швов внахлест не подходят для алюминия из-за риска затекания шлака в зазоры. Впоследствии это приводит к коррозии.
- Очистка шва после плавления важна так же, как очистка поверхностей перед работой. Лучший способ – промывание шва водой.
- Про удаление оксидной пленки перед сваркой здесь уже писалось, но повторение лишним не будет: слишком уж важно это действие.
- Разделка краев металлических заготовок также чрезвычайно важна. Все зависит от толщины кромок. Если они толще, например, 3-х мм, разделку нужно формировать под углом 60° V-образной формы.
- Также не помешает предварительный нагрев заготовок перед сваркой. Таким способом вы сможете хоть немного «выровнять» дисбаланс низкой температуры плавления и высокой проводимости тепла.
Правила выбора расходника такие же и зависят от химического состава сплава – сварка алюминия инвертором в этом вопросе – не исключение. Сразу заметим, что чистый алюминий варится намного легче и лучше, чем его сплавы. Немаловажным фактором является немалая цена алюминиевых электродов.
Стержни самых популярных из них сделаны из проволоки, покрытой смесью солей хлора или фтора очень тонким слоем. Так устроен целый ряд марок электродов, причем каждая из них имеет свое точное назначение с самыми подробными деталями использования.
Электроды для сварки алюминия инвертором следующие:
- ОЗА-1 для сварки с обязательным нагревом перед процессом для заготовок из чистого алюминия с зачищенными кромками.
- ОЗА-2 для наплавки сплавов алюминия с кремнием и заделки брака, полученного во время литья.
- ОЗАНА-1 для сварки чистого алюминия с толщиной кромки больше 10-ти мм с предварительным нагревом до 400°С.
- ЩЛ96.20 для сплавов алюминия с марганцем, магнием, кремнием, дюралюминия.
Инвертор для сварки алюминия может быть самой различной модификации. Чаще применяются полуавтоматы, но электродуговые аппараты тоже вполне подойдут.
Самодельные расходники по алюминию
Поскольку покупные алюминиевые электроды – удовольствие не из дешевых, домашние мастера придумали способы изготовления расходников.
Марки электродов для сварки алюминиевых конструкций.
Самодельные электроды для сварки алюминия производятся по несложной технологии:
- Нарезать на ровные куски длиной 30 см из алюминиевой проволоки диаметром не более 4 мм.
- Покрытие или обмазку приготовить из измельченного мела, который нужно перемешать с силикатным клеем и тщательно перемешать. Опустить алюминиевые прутки в смесь.
- Слой обмазки должен составлять примерно 1,5 – 2,0 мм. Высушить до полной твердости слоя.
Еще раз про очистку
Предварительная очистка поверхностей заготовок перед сваркой – классическое правило во всех видах работ. Но в алюминиевых технологиях очистка является не просто полноценной, а ключевой частью самого процесса сварки.
Требования к очистке изложены в инструкциях к каждому виду алюминиевых электродов в качестве обязательного компонента технологии. Самым тщательным образом следует удалять масла, смазки и мелкие частицы металлов. Для минимизации риска образования окалины и высокой пористости кромки должны быть идеально ровными и чистыми.
Электроды для сварки алюминия
Алюминий относится к тем металлам, при сварке которых возникают определённого рода трудности. На поверхности алюминия присутствует оксидная плёнка, для расплавления которой нужна очень высокая температура, более 2000 градусов.
Кроме того, алюминий сильно растекается, поэтому получить цельный сварочный шов проблематично. Поэтому для сварки алюминия не подходят обычные электроды. Промышленностью с этой целью выпускаются специальные электроды по алюминию, такие как ОЗАНА и ОЗА, УАНА и ESAB.
В данном обзоре сайта про сварку и пайку svarkapajka.ru мы расскажем, какими электродами варить алюминий.
Сложности при сварке алюминия
Оксидная плёнка — на поверхности алюминия присутствует оксидная плёнка, которая сильно затрудняет сваривание этого металла. Чтобы расплавить оксидную плёнку на поверхности алюминия требуется очень высокая температура, намного выше, чем температура плавления самого алюминия.
Сильная текучесть — алюминий обладает высокой текучестью. Поэтому при его сварке необходимо использовать подкладки из теплоотводящих материалов, например, из меди.

Высокое линейное расширение — вследствие воздействия больших температур, алюминий деформируется. По этой причине получить красивый сварочный шов достаточно трудно.
Кроме того, для сварки алюминия нужен гораздо больший ток, чем для других металлов. Применяются с этой целью и специализированные электроды по алюминию, о которых вы сможете узнать ниже.
Какими электродами варить алюминий и его сплавы
Электроды для сварки алюминия от обычных электродов для стали отличаются своим покрытием. В его составе имеются хлориды и фториды щелочных металлов. Именно они вступают в реакцию с оксидной плёнкой и разрушают её под воздействием высоких температур.

В свою очередь, для низкотемпературной пайки алюминия используются специальные флюсы, которые выполняют такую же самую задачу по разрушению оксидной пленки. Подробно о том, как выполняется пайка алюминия в домашних условиях, вы можете почитать здесь: https://svarkapajka.ru/pajka-alyuminiya-v-domashnix-usloviyax.html
Наиболее популярными марками электродов для сварки алюминия считаются:
Электроды ОЗАНА и ОЗА — обмазка данных марок электродов имеет в своём составе фтористые и хлористые соли калия и лития, которые превращают оксидную плёнку на поверхности алюминия в шлак. Покрытие электродов ОЗА и ОЗАНА гигроскопично и обладает низкой прочностью.
Электроды ОЗА-1 и ОЗА-2 — используются для сварки чистого алюминия без каких-либо примесей. Для их изготовления служит проволока СвАК5 и СвАК3. В свою очередь электроды ОЗАНА-1 изготавливают из алюминиевой проволоки.

ОК 96.10 — электроды шведской компании ESAB. Они имеют особый состав обмазки с высоким содержанием солей хлора и фтора. К сожалению, данная марка электродов не поставляется на сегодняшний день шведской компанией в страны СНГ, а на замену ей пришли такие электроды по алюминию, как ESAB OK AlMn1.
Электроды OK AlMn1 — это аналог сварочных электродов по алюминию ОК 96.10. Они имеют солевое покрытие стержня и идеально подходят для сварки алюминиевых сплавов с невысоким содержанием марганца с магнием, не более 3%.
Электроды для сварки дюралюминия
Практически все вышеописанные электроды по алюминию подходят и для сварки дюралюминия. Тем не менее, есть определённые марки электродов, которые предназначены для сварки только чистого алюминия, без каких-либо примесей.
В первую очередь это, электроды ОК 96.10, которые применяются для сваривания изделий из чистого алюминия. В свою очередь, практически такие же электроды данного производителя, но другой марки (ОК 96.50) подходят для сварки алюминиевых сплавов, в том числе и дюралюминия.

