Припой для пайки алюминия своими руками
Как запаять алюминий с помощью паяльника своими руками
К числу одних из самых распространенных металлов относится алюминий. Он встречается не только на производстве, но и в домашних условиях. И иногда возникает необходимость соединить между собой некоторые детали из алюминия или его сплавов. Однако сделать это, не имея специального оборудования, не так уж и просто. Поэтому следует рассмотреть варианты, как паять алюминий паяльником в домашних условиях, и что для этого потребуется.
Алюминий относится к числу трудноспаиваемых металлов
Почему возникают проблемы с пайкой алюминия
Данный металл отличается легкостью, гибкостью, а благодаря образуемой на его поверхности оксидной пленке, он не вступает в реакцию с продуктами и агрессивными компонентами. Но именно эта особенность алюминия и создает трудности при спайке этого металла.
Однако существует несколько вариантов для решения проблемы. И, чтобы узнать, как припаять алюминий к меди оловом паяльником, или детали из других металлов, нужно рассмотреть их более детально.
Подготовка к пайке алюминиевых деталей
На этапе подготовки нужно провести качественную зачистку поверхностей от краски, если она есть, и загрязнений. Затем следует обезжирить детали бензином, ацетоном или другим подходящим растворителем.
А также следует обязательно удалить оксидную пленку, которая всегда появляется на поверхности металла после контакта с воздухом.
Важно! Без предварительной подготовки к пайке добиться качественного сцепления между деталями не удастся.
Как удалить оксидную пленку
Снять оксидную пленку с алюминия дома можно механическим путем. Для этого рекомендуется использовать углошлифовальную машину, щетку по металлу, наждачку, специальную сетку из нержавеющей проволоки.
Также провести зачистку можно химическим способом при помощи кислоты. Но в домашних условиях он применяется крайне редко.
Важно! После удаления оксидная пленка полностью не исчезнет, но станет значительно тоньше, что позволит провести качественную спайку.
Используемые в работе материалы
Для качественной пайки алюминия следует использовать специально подобранные флюсы и припои. Это позволит провести качественно работу.
Флюсы для пайки алюминия
Флюсом называется вспомогательный компонент, который препятствует образованию оксидной пленки во время пайки. Также его функция заключается в обеспечении хорошего смачивании поверхности жидким припоем, что обеспечивает надежное сцепление.
Но при отсутствии флюса его можно заменить трансформаторным маслом, предварительно зачистив поверхности наждачной бумагой. Это позволит замедлить процесс образования оксидной пленки.

Действие флюса зависит от его состава
Канифоль
Этот вид флюса является самым востребованным. Канифоль можно применять для пайки любых металлов. Но в случае с алюминием работу следует выполнять без доступа воздуха, что значительно осложняет ее проведение. В итоге время на выполнение пайки требуется больше, а эффективность низкая.
Важно! При использовании канифоли качество соединения алюминия не отличается особой прочностью.
Порошковый флюс
Для пайки алюминия можно применять порошковые флюсы вместе с газовой горелкой. При проведении работ нельзя добавлять к пламени кислород, так как это вызывает окисление алюминия.
Наиболее распространенные порошковые флюсы:
- бура (смесь натриевой соли и борной кислоты);
- активный флюс Ф-34А (содержит хлориды калия, лития, цинка и хлорид цинка);
- ацетилсалициловая кислота;
- активный паяльный жир.
Жидкий флюс
Эту разновидность флюсов можно наносить на поверхность тонким слоем. Но при этом они испаряются намного быстрее и способны выделять обжигающие пары.
Наиболее популярные виды:
- флюс Ф-61— рекомендован для низкотемпературной пайки;
- флюс Ф-64 — разрушает даже достаточно прочную оксидную пленку;
- Castolin Alutin 51 L — подходит для работы при температуре от 160 градусов.
Припой для пайки алюминия и его сплавов
С целью пайки данного металла рекомендуется применять припои из таких материалов, как алюминий и цинк. При этом они могут содержать различные добавки, что улучшает их функциональность.
Самые популярные импортные припои для алюминия:
- HTS-2000;
- Castolin 192FBK;
- Castolin 1827;
- Chemet Aluminium 13;
- Chemet Aluminium 13-UF.
Важно! Припой должен хорошо смачивать поверхности деталей, иначе провести качественную пайку не удастся.
Отечественные припои и их качество
Использовать для работы с алюминиевыми деталями в домашних условиях можно и отечественные припои. Они не уступают по эффективности импортным, но стоят на порядок дешевле.
Самые популярные из них:
- ПОС-61;
- марки А;
- 34А;
- SUPER A+.
Сравнение припоев для пайки алюминия
При сравнении импортных припоев HTS-2000 с Castolin 192fbk, а также отечественного «алюминиевого огурца» многие профессионалы отмечают, что последний отличается высокой прочностью пайки, так как состоит из алюминия. Но недостаток его в том, что работу нужно проводить в печке.
А что касается HTS-2000, то отзывы в основном негативные, так ка припой отличается тягучей консистенцией и для его разравнивания на поверхности следует прибегать к стальным инструментам.
Castolyn 192FBK также характеризуется высокой текучестью. Он идеально подходит для того, чтобы запаять небольшие отверстия, а при использовании его для больших дыр может проваливаться внутрь алюминиевых деталей.
При выборе припоя нужно учитывать режим пайки
Порошковая проволока
Этот материал можно применять только при сварке алюминия, а не пайке. Поэтому нельзя путать эти два совершенно разных вида работ по соединению деталей. Применение порошковой проволоки дает возможность проводить сварку без газа.
Источники нагрева
Чтобы правильно спаивать детали, нужно не только знать какие флюсы и припои можно применять, но и как паять дома алюминий паяльником, используя разные источники нагрева.
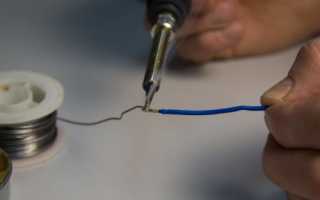
Паяльник для пайки алюминия
При использовании паяльника нужно учитывать размер деталей для соединения. Количества тепла от источника должно поступать больше, чем будет его рассеиваться. Примерно на 1 тыс. кв. см алюминия рассеивается около 50 Вт тепловой мощности. Значит, для спаивания деталей с такой суммарной площадью, нужно использовать паяльник мощностью 90-100 Вт.
Горелки для пайки алюминия
Если нужно спаять толстые алюминиевые листы, то лучше использовать газовые горелки. Преимущество такого источника в том, что он бесконтактно доносит тепло и характеризуется высокой скоростью разогрева.
Важно! При использовании горелки детали могут даже не успеть нагреться, как уже будут спаяны.
Спаивание компонентов из алюминия
Спаять алюминий в домашних условиях паяльником можно, как при высокой, так и низкой температуре. Но процесс проведения работ в этих случаях несколько отличается.
Пайка алюминия в высокотемпературном режиме
Этот метод применяется для соединения элементов крупного размера. К этой категории относятся алюминиевые детали с толстой стенкой и повышенной массой. В этом случае температура разогрева должна быть в пределах 550-650 °С. В качестве источника тепла следует использовать горелку, работающую на газу.
Пайку нужно проводить после нагрева деталей до нужной температуры, что приведет к плавлению твердого припоя.
Пайка алюминия в низкотемпературном режиме
Такой метод пайки больше подходит для сцепления мелких деталей, алюминиевых проводов, кабелей. В этом случае достаточно температуры 250-450 °С. Для этого режима проведения работ нужно применять жидкие припои.

При низкотемпературном режиме шов получается ровным и аккуратным
Что лучше: сварка или пайка алюминия
Однозначно сказать, что лучше сварка или пайка алюминия нельзя. Это зависит от предназначения деталей и профессионализма человека. Для опытного сварщика естественно более приемлемым вариантом является сварка, а мастеру с паяльником подходит больше пайка.
При необходимости починить радиатор лучше использовать пайку, так как это намного дешевле, а для проведения более ответственных работ больше подойдет сварка.
Пайка алюминия процесс сложный, но выполнить его можно самостоятельно в домашних условиях. Однако проведения работы без использования специальных материалов не дает гарантии качественного сцепления деталей. Это приведет только к бесполезно потраченному времени и усилиям. Поэтому нужно сразу подготовиться к процедуре, чтобы провести ее качественно и быстро.


Коровин Сергей Дмитриевич
Магистр архитектуры, закончил Самарский Государственный Архитектурно-Строительный Университет. 11 лет опыта в сфере проектирования и строительства.
 Как обычная пластиковая бутылка может справиться с засором в ванной или туалете?
Как обычная пластиковая бутылка может справиться с засором в ванной или туалете?- Как рассчитать, сколько кубов бетона нужно на фундамент?
 Как обычная пластиковая бутылка может справиться с засором в ванной или туалете?
Как обычная пластиковая бутылка может справиться с засором в ванной или туалете? Как рассчитать, сколько кубов бетона нужно на фундамент?
Как рассчитать, сколько кубов бетона нужно на фундамент?—>
Несколько прекрасных способов пайки алюминия и дюрали в быту


Его преимущества существенные, он легкий, а дюраль так вообще можно сравнить по твердости со сталью. При том дюраль легче стали в 3 раза.
Электротехника широко использует алюминий.
Ведь электропроводность чистого алюминия составляет 62% проводимости меди. Чистый алюминий используют в производстве фольги, которая часто применяют для электролитических конденсаторов.


Но по сравнению с медью у него ниже цена.
Алюминий третий за содержанием и самый распространенный метал земной коры, что составляет 8% от ее массы. И вдруг проблема, припаять алюминий или хотя бы залудить, радиолюбители знают, это еще то жуткое испытание нервов и усидчивости. Ведь такая пайка является достаточно сложным в выполнении технологическим процессом. Так что не так с алюминием, почему он не хочет лудится?


Вот тот оксид не хочет приставать к нашему припою. Поэтому почти все потуги при пайке алюминия должны быть направлены на снятие той оксидной пленки, любыми не запрещенными методами.
Способ 1. Пайка с надфилем или шкуркой:


Место пайки тут также должно быть постоянно в той опилочной канифоле. Как не сложно догадаться опилки тут расцарапывают окисел, в результате к нему пристает припой.
Способ 3. Анальгин при пайке:



Способ 4. Машинное масло (для швейных машин или точных механизмов, жидкое):
Не плохие результаты может дать пайка в минеральном (машинном) масле с использованием абразивных в нем инструментов. Тех же железных опилок, ножа или стоматологического бура.

При толщине детали более 2 мм перед нанесением масла деталь надо прогреть. Но осторожно, не забывая что нанесения масла на горячую поверхность может вызвать брызги. Припой должен содержать не менее 50% олова. Лучшие результаты получаются в случае применения щелочного масла для чистки оружия после стрельбы.
Способ 5. Специальные флюсы для пайки алюминия:





Способ 6. Пайка в вакууме:
Если есть возможность то пайка алюминия в вакуумной камере дает хорошие результаты. Но здесь так же нужна предварительная зачистка поверхности детали.
Пайка и сварка в космосе вообще, как говорят некоторые космонавты очень качественная и прочная.
Способ 7. Омеднение алюминия:
Используя медный купорос (CuSO4) можно создать гальваническую установку для покрытия алюминия медью с последующей ее залужением.


Интересно что сварка алюминия не возможна по тем же причинам-образования оксидной пленки на аллюминие. Поэтому для сварки используют инертный газ-аргон. Аргон частично вытесняет кислород воздуха. Но все равно при начале сварки места стыков должны быть обезжирены и зачищены абразивными инструментами, желательно под струей аргона. Иначе алюминиевый электрод, даже с аргоном, при подаче будет просто-напросто плавится и сворачиваться шариками и не прилипать.
Если у кого есть свои способы пайки алюминия, делитесь, будет интересно.
[Инструкция] Пайка алюминия в домашних условиях
Алюминий является достаточно распространённым металлом, широко используемым в народном хозяйстве. Преимущественно используются его сплавы, но иногда он применяется в практически чистом виде. Мы расскажем вам как можно паять алюминий в домашних условиях.
Почему возникают проблемы с пайкой?
Этот металл обладает множеством достоинств, в частности, лёгкостью и гибкостью. Кроме того, благодаря образуемой на его поверхности плёнке оксида, металл практически нейтрален и не вступает в реакцию с агрессивными средами или пищевыми продуктами.
Однако именно это свойство металла и является проблемой в тех случаях, когда необходимо произвести соединение нескольких алюминиевых деталей при помощи пайки.

Радиатор из алюминия
Чаще всего алюминий применяется, как материал для изготовления различных радиаторов: систем отопления, охлаждения компонентов электроники, автомобильных жидкостей и пр. Подобное использование обусловлено низкой теплоёмкостью и высокой теплопроводностью металла.
Несмотря на достаточно низкую химическую активность время и температура делают своё дело и в корпусах алюминиевых радиаторов появляются трещины, заделать которые достаточно проблематично.
Микротрещины, возникающие в радиаторах, могут быть даже незаметны человеческому глазу, но из них может уходить достаточно большое количество жидкости, которую придётся регулярно подливать в систему охлаждения.

Ремонт системы охлаждения – достаточно дорогостоящее мероприятие. Зачастую сервисные центры или автомастерские, особо не напрягаясь, просто меняют радиатор целиком вместо того, чтобы исправить его при помощи запаивания отверстия.

Спайка нескольких элементов
Самостоятельно устранить отверстие можно двумя путями: при помощи пайки или с применением холодной сварки. При этом, в обоих случаях придётся столкнуться с одной серьёзной проблемой.

Алюминий на воздухе сразу же окисляется
При взаимодействии алюминия с воздухом, он сразу же окисляется, а его поверхность покрывается тонкой плёнкой оксида.
Оксид обладает изолирующими свойствами и традиционные материалы, используемые в качестве припоя, не способны не то чтобы соединить две алюминиевые поверхности, но даже просто хорошо «прилипнуть» к поверхности, которую покрывает оксид.
Именно поэтому паять алюминий очень и очень непросто.
Пайка при помощи обычного паяльника не даёт желаемых результатов. Можно даже сказать, что она не даёт никаких результатов, поскольку даже при использовании специальных флюсов для пайки регулярно получается вместо ровного паянного шва неравномерное нагромождение припоя, явно не имеющее хорошего контакта ни с одной из припаиваемых поверхностей.
Как осуществляется пайка
Для пайки алюминия используется специализированный припой, способный противостоять защитному действию оксидной плёнки на поверхности металла.
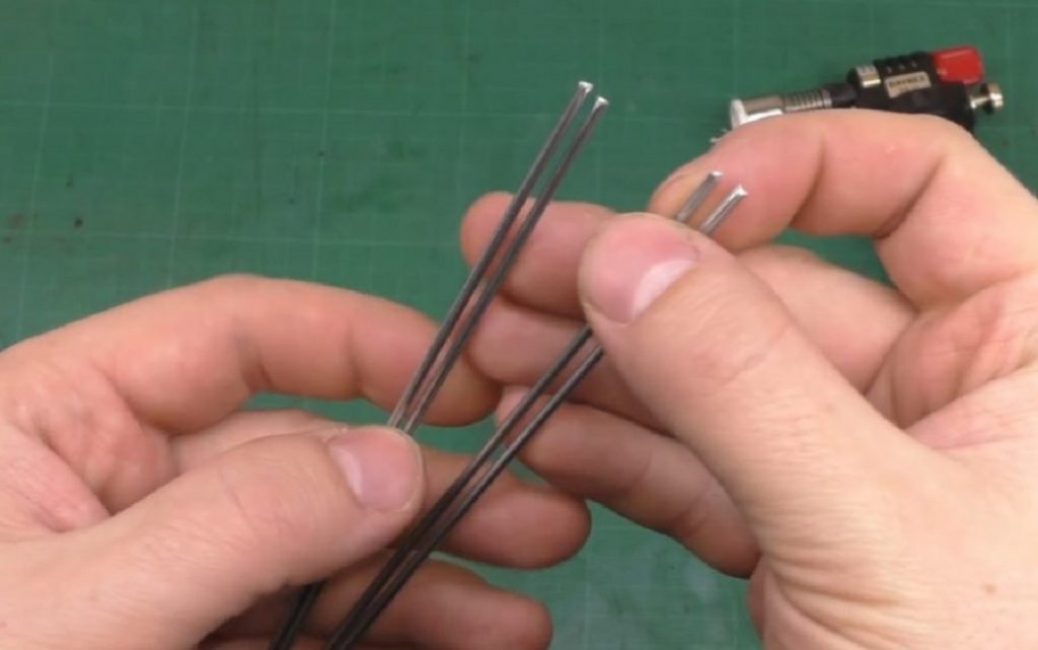
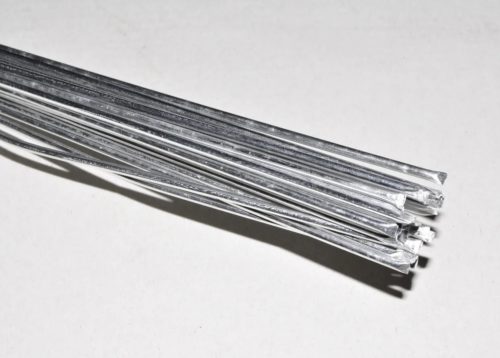
Специальный припой для пайки
В качестве такого припоя могут выступать несколько марок, например, HTS-2000 или Castolin-192. Конструктивно данные припои представляют собой трубку из легкоплавкого металла (используются соединения цинка), в центр которой залит специальный флюс для пайки алюминия.
Именно этот флюс и используется для того, чтобы растворить тонкую оксидную плёнку на поверхности алюминия. Для того, чтобы правильно провести пайку, необходимо обеспечить температуру спаиваемых поверхностей +480°С.
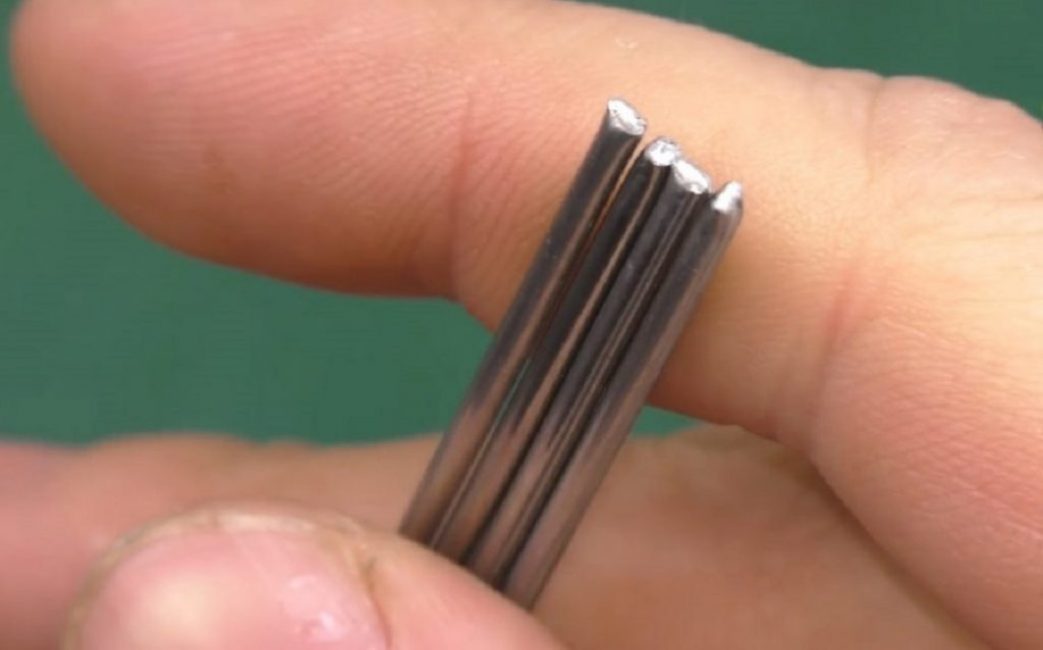
Припой бывает разных размеров
При меньших температурах металл припоя не будет способен вступить в реакцию с оксидом и разложить его на составляющие, дав таким образом возможность материалу припоя обеспечить хороший контакт с поверхностью.
Для того, чтобы придать элементам конструкции требуемую температуру, используется обычная газовая горелка. Для этой цели можно воспользоваться как переносной, так и стационарной газовой горелкой.
Достать припой, позволяющий спаивать алюминий можно в специализированных магазинах, которые изготавливают и продают различные изделия из медных трубок и радиаторов. Это может быть, например, сервисный центр по ремонту холодильников и пр.
Иногда поиск правильного припоя может занимать достаточно существенное время, поскольку проблема достаточно специфическая и не везде может находиться интересующая информация. В крайнем случае, можно воспользоваться услугами любой торговой площадки. Это может быть, например, та же сеть Авито.
Но лучше всего (если, конечно, есть возможность подождать) обратиться на Алиээкспресс. Там можно заказать любой интересующий припой для алюминия по привлекательной цене и довольно быстрых сроках доставки.
Желательно перед началом пайки, особенно ели она делается в первый раз, провести тренировочную пропайку отверстий. Для этого в любой ненужной трубке следует проделать несколько отверстий, которые нужно будет запаять.

Место спайки должно быть хорошо прогрето
Поэтому не нужно выбирать для нагрева спаиваемых частей горелки небольшой мощности или откровенно низкокачественный товар.
Пламя у таких горелок будет слишком узким, оно плохо прогреет края шва, и пайка будет длиться очень долго, поскольку припой будет постоянно пытаться стечь с места пайки, собираться в шарики, неохотно прилипать к металлу и т.д.

Делать спайку алюминиевых деталей при помощи маломощных горелок очень проблематично, поэтому лучше использовать горелку-насадку на баллон
Её широкое пламя позволяет прогревать за один проход не только спаиваемые места, но и металл на некотором расстоянии от них.
Последовательность пайки

Для того, чтобы спаять две алюминиевых детали, необходимо сделать следующее:
При помощи такого способа можно не только запаивать изделия из алюминия, но и спаивать вместе листовой алюминий.

Спаянные между собой два элемента
Аналогично ранее рассмотренному случаю, вначале осуществляется всесторонний прогрев спаиваемых поверхностей, а затем внесение припойно-флюсовой трубочки в пламя горелки в месте контакта двух деталей.
В итоге должно получиться примерно так:
- Прочность пайки таким способом получается очень высокой, а соединение надёжным
- Сломать шов очень и очень трудно
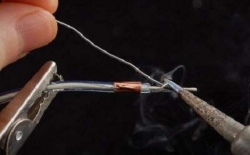
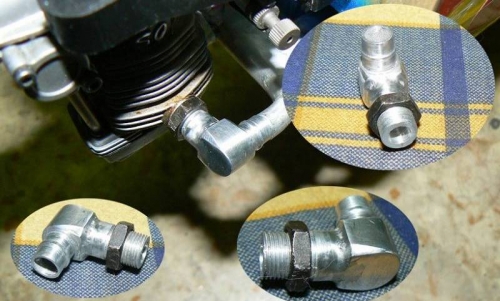
Рассмотрим на примере, как необходимо спаять две трубки. В начале их располагают друг напротив дуга и выравнивают.

Важно чтобы трубки были правильно выставлены и закреплены
Далее всё происходит по классической схеме: у обеих трубок нагревают концы на глубину не менее 3 см. Далее концентрируют огонь на шве и просто подносят припой к месту шва.
Припой быстро растекается и трубки сразу же спаиваются.

Припой полностью заполняет шов по кругу. При этом благодаря флюсу, который растекается исключительно по шву, припой не попадает внутрь трубки и не забивает её. При этом шов получается очень прочный. Трубка изгибается достаточно легко, но шов при этом остаётся целым.

Проверка на прочность готовой пайки
Цинковый припой обладает очень высокой текучестью; он заполняет паз полностью, делая соединение герметичным. Аналогичным образом можно запаивать любые алюминиевые конструкции любого диаметра.
В таких случаях может потребоваться полная замена элемента элемента. Но это уже совсем другая история.
Вывод
Сам же метод пайки с использованием цинкового припоя в виде трубочки с флюсом внутри является рабочим вариантом, кроме того, его можно отнести к бюджетным.
Стоимость 50 см трубки с флюсом составляет порядка 90 руб. Это более, чем удачное решение, на фоне таких операций, как аргонная сварка. Её стоимость может составлять несколько сотен, а то и тысяч рублей.
Подобный способ пайки часто используется в автомобильных мастерских для ремонта радиаторов.
ВИДЕО: ПАЙКА АЛЮМИНИЯ. АРГОН НЕ НУЖЕН!
ПАЙКА АЛЮМИНИЯ. АРГОН НЕ НУЖЕН!
[Инструкция] Пайка алюминия в домашних условиях
Для нас очень важна обратная связь с нашими читателями. Если Вы не согласны с данными оценками, оставьте свой рейтинг в комментариях с аргументацией Вашего выбора. Ваше мнение будет полезно другим пользователям.
Инструменты
Обычно пайку алюминия производят в рамках промышленных цехов. В домашних условиях эту процедуру провести достаточно проблематично, потому что после зачистки на поверхности металла почти сразу возникает оксидная пленка, которая и усложняет процесс. Однако не стоит расстраиваться, все-таки существует несколько способов пайки алюминия своими руками, когда пленка окислов, что покрывает деталь, разрушается непосредственно в момент проведения пайки.
Содержание:
Характеристика алюминия как металла
Алюминий характеризуется высокими показателями электро- и теплопроводности, коррозионной и морозостойкости, а также пластичности. Температура плавления этого металла составляет около 660 градусов по Цельсию.
Зависимо от уровня очистки, первичный алюминий бывает высокой или технической чистоты. Технический алюминий получают путем электролиза криолит-глиноземных расплавов. Другой вид алюминия, высокой чистоты, образуется после дополнительной очистки технического алюминия. Главное различие между высоокоочищенным и техническим алюминием связано с отличием в коррозионной устойчивости металла к некоторым средам. Естественно, чем больше степень очистки алюминия, тем алюминий дороже.
Важное свойство алюминия состоит в его высокой электропроводности, он уступает по этому показателю только серебру, золоту и меди. Сочетание высокой электропроводности и небольшой плотности делает алюминий серьезным конкурентом меди в области производства кабельно-проводниковой продукции. Длительный отжиг алюминия при 350 градусах улучшает проводимость металла, а нагартовка — ухудшает. Электропроводность алюминия доходит до 60-65% от проводности меди и растет с уменьшением содержания примесей.

Алюминий по теплопроводности уступает только меди и серебру, превышая втрое теплопроводность малоуглеродистой стали, что можно узнать и видео о пайке алюминия. Отражательная способность металла зависит от его чистоты. Отражаемость для фольги с присутствием алюминия 99,5% составляет 84%.
Алюминий сам по себе является химически активным металлом. Однако на воздухе металл покрывается тонкой пленкой окиси алюминия – около микрона. Обладая химической инертностью и большой прочностью, она защищает материал от окисления и определяет высокий уровень его антикоррозионных свойств во многих средах. Окисная пленка в алюминии высокой чистоты является сплошной и беспористой, имеет прочное сцепление с самим металлом.
Поэтому алюминий высокой чистоты очень стоек к неорганическим кислотам, щелочам, морской воде и воздуху. Сцепление алюминия с окисной пленкой в месте нахождения примесей заметно ухудшается, и эти места являются уязвимыми для коррозии. К примеру, по отношению к неконцентрированной соляной кислоте стойкость технического и рафинированного алюминия различается в 10 раз.
Применение алюминия и сплавов
Алюминий широко используется как конструкционный материал благодаря своим основным достоинствам — легкости, податливости штамповки, коррозионной стойкости, высокой теплопроводности, неядовитости его соединений. В частности, данные характеристики сделали алюминий популярным при изготовлении алюминиевой фольги, кухонной посуды и упаковки в пищевой промышленности.
Но металл из-за низкой прочности применяется исключительно для ненагруженных элементов конструкций в случаях, когда на первый план выносится электро- или теплопроводность, пластичность и коррозионная стойкость. Такой недостаток, как малая прочность, компенсируется путем сплавления алюминия с небольшим количеством магния и меди. Сплав называют дюралюминий.

Электропроводность алюминия вполне можно сравнить с медью, но алюминий при этом стоит дешевле. Поэтому этот материал широко используется в электротехнике для производства проводов, их экранирования и при изготовлении проводников в чипах в микроэлектронике. Внедрение в строительстве алюминиевых сплавов уменьшает металлоемкость, увеличивает надежность и долговечность конструкций при использовании в экстремальных условиях.
На современном этапе эволюции авиации алюминиевые сплавы выступают основными конструкционными материалами. Последнее изобретение — пеноалюминий, который ещё называют «металлическим поролоном», ему предрекают большое будущее. Однако у алюминия как электротехнического материала имеется одно неприятное свойство – сложность пайки алюминия из-за прочной оксидной пленки.
Особенности пайки алюминия
Проблемы, которые касаются пайки алюминия, можно объяснить тем, что поверхность данного материала покрыта тонкой, весьма прочной и эластичной пленкой окисла. Из повседневного знакомства с предметами из алюминия или его сплава у многих сложилось неправильное представление, что подобно благородным металлам алюминий не склонен к окислению в атмосфере. Окисная пленка, как и большинство прочих окислов, инертна и плохо смачивается расплавленным металлом, поэтому эту пленку при пайке необходимо предварительно удалить.
Удаление окисной пленки
Окисел не удается удалить механическими методами, потому что при соприкосновении поверхности алюминия с водой или воздухом он снова моментально покрывается пленкой окисла. Флюсы, как правило, не растворяют окись. Вот почему пайка алюминия и изделий, изготовленных из него, считается достаточно сложной задачей, а технология пайки алюминия отличаются во многом от технологии паяния других металлов.
Для механической очистки поверхности от окисла рекомендуется зачищать металл под пленкой масла, однако масло должно быть в этом случае совершенно обезвожено, для чего его рекомендуется прогревать на протяжении некоторого времени при температуре близко 150-200 градусов. Лучше всего использовать минеральные масла или вакуумные ВМ-4, ВМ-1.

Предлагается также способ зачистки поверхности при помощи грубых железных опилок, что растираются по поверхности металла под слоем канифоли или масла жалом паяльника вместе с припоем. В этом случае опилки выполняют функцию абразива, одновременно происходит процесс облуживания. Более надежную пайку алюминия можно получить, облуживая металл по подслою меди, что электролитически нанесен на поверхность материала.
Для тех же целей можно использовать и подслой цинка, что нанесен также, как в рецепте хромирования алюминия. Пленка окисла более надежно удаляется с помощью специальных активных флюсов. Хорошо сочетать процедуру механической обработки поверхности с использованием активных флюсов.
Пайка с использованием канифоли
Для спаивания двух проводов из алюминия их нужно предварительно залужить. Для этого покрывают конец провода канифолью, помещают на шлифовальную шкурку, что имеет среднее зерно, и прижимают горячим залуженным паяльником к шлифовальной шкурке. Также для пайки можно использовать раствор известной нам канифоли в диэтиловом эфире. Паяльник при этом не отнимают от провода и добавляют на залуживаемый конец канифоль.
Провод залуживается отлично, но все манипуляции нужно повторять несколько раз. После этого пайка алюминия в домашних условиях идет обычным чередом. Также хороший результат можно получить, если взять вместо канифоли минеральное масло для швейной машины и точных механизмов или щелочное масло, что предназначено для чистки после стрельбы оружия.
Паяют алюминий хорошо нагретым паяльником. Чтобы соединить тонкий алюминий, необходимо, чтобы паяльник имел мощность 50 Вт, для металла толщиной около 1 миллиметра и больше желательна мощность порядка 90 Вт. При пайке материала, что имеет толщину больше 2 миллиметров, место пайки предварительно необходимо прогреть паяльником.
Электрохимическая методика
Второй способ пайки алюминия состоит в том, что перед непосредственной пайкой поверхность (пластинку или провод) необходимо предварительно омеднить, используя самую простую установку для гальванического покрытия. Однако вы можете сделать проще. Зачистите место пайки шлифовальной шкуркой и нанесите на него аккуратно пару капель насыщенного медного купороса.
Далее подключите к алюминиевой детали отрицательный полюс источника тока (выпрямитель, аккумулятор, батарейка от карманного фонаря), а к положительному полюсу присоедините кусок медного провода без изоляции толщиной 1— 1,2 миллиметра, который находится в специальном устройстве.

Медный провод должен находиться в щетине зубной щетки таким способом, чтобы он не касался поверхности во время трения щетины — процедуры омеднения детали. Через определенное время на поверхности детали из алюминия в результате электролиза будет оседать слой красной меди, который лудят после промывки и сушки традиционным способом с помощью паяльника.
Как вариант, вы можете использовать при пайке алюминия своими руками вместо раствора купороса соляную аккумуляторную кислоту: необходимо капнуть немного вещества в место пайки и потом водить по контактной площадке медным приводом. Осаждение меди будет происходить быстрее, чем в первом варианте, но с кислотой следует обращаться осторожно.
Чтобы кислота не разъела лишний участок, его следует залить парафином или заклеить скотчем, оголив нужную площадь. Место пайки обязательно промывается тщательно водой. Таким образом, можно проводить надежную пайку алюминия и меди, а контактные площадки при этом будут иметь аккуратную форму.
Пайка алюминия припоями
При пайке алюминия припоем основная задача кроется в первоначальном покрытии поверхности металла слоем припоя и пайке деталей, что облужены припоем. Залуженные детали из алюминия можно спаивать не только между собой, но и с деталями, что изготовлены из других сплавов и металлов.
Вы можете производить паяние алюминия легкоплавкими припоями на основе цинка, олова или кадмия и тугоплавкими на основе алюминия. Припои легкоплавкие считаются удобными тем, что позволяют проводить процесс пайки алюминия оловом при низких температурах (150—400 градусов) и избежать тем самым существенного изменения первоначальных свойств алюминия.

Соединения алюминия, что спаяны легкоплавкими припоями, особенно это касается сплавов кадмия и олова, образуют нестойкую с коррозионной позиции пару и коррозионным разрушениям плохо сопротивляются. Наиболее надежными являются более тугоплавкие припои на основе алюминия, которые содержат медь, цинк и кремний.
Простейшим из них выступает сплав алюминия с кремнием (11,7%). Еще более надежный результат дает легкоплавкий сплав алюминия с 28% Сu и 6% Si. Пайку совершают обычным паяльником, его жало прогревают до температуры 350 градусов по Цельсию, с использованием флюса, который представляет из себя смесь йодида лития и олеиновой кислоты.
Пайка сплавов алюминия
Используя припой 34А и флюс 34А, вы сможете паять не только сам алюминий, но также определенные его сплавы. Пайке легче всего поддаются сплавы АМц и авиаль, сложнее — дуралюмин, В95, АК4 и литейные сплавы, которые имеют более низкую температуру плавления. Паять сплав В95 и дуралюмин припоем 34А можно исключительно при изготовлении мелких изделий и с большой осторожностью для избегания пережога или образования в процессе пайки расплавления металла.
Вследствие большого нагрева при пайке, сплав В95 и дуралюмин переходят в отожженное состояние, при этом наблюдаются потери не меньше 30% прочности материала в области пайки, а его прочность в случае пережога материала падает больше чем вдвое.

При нагреве также нужно учитывать риск коробления металла, поэтому пайку горелкой нагруженных и крупногабаритных деталей из сплава В95 и дуралюмина рекомендовать не будем. Пайку мелких изделий из дуралюмина также безопаснее и целесообразнее производить в печи, а не горелкой, где можно регулировать температуру пайки точнее и благодаря этому избежать коробления и пережога деталей.
Для снятия стойкой окисла Аl2О3 принято использовать особо активные флюсы. Самое широкое применение получили при пайке алюминия флюсы на алюминиевой основе, что известны под индексами НИТИ-18 и 34А. При употреблении флюса 34А стоит помнить, что он способен вызывать сильную коррозию металла, поэтому остатки флюса после пайки должны быть удалены.
Паяное изделие с этой целью нужно подвергнуть специальной обработке:
- Промыть щетками в горячей воде (температура 70—80 градусов) на протяжении 15—20 минут;
- Промыть в холодной проточной воде ещё 20—30 минут;
- Обработать в растворе хромового ангидрида;
- Промыть в холодной воде;
- Просушить при температуре около 80—120 градусов по Цельсию в течение 20 минут – получаса.
Таким образом, чтобы спаять данный металл нужно запастись специальным оборудованием для пайки алюминия и выбрать один из методов пайки: паяние с механическим разрушением окисла или с химическим разрушением пленки.
Пайка алюминия паяльником и газовой горелкой
Существует распространенное убеждение, согласно которому невозможно паять или лудить алюминий (а также сплавы на его основе) не имея для этого спецоборудования.
В качестве аргумента приводится два фактора:
- при контакте с воздухом на поверхности алюминиевой детали образуется химически стойкая и тугоплавкая оксидная пленка (AL2O3), в результате чего создается препятствие для процесса лужения;
- процесс пайки существенно осложняется тем, что алюминий расплавляется при температуре 660°С (для сплавов это диапазон в пределах от 500 до 640°С). Помимо этого металл теряет прочность, когда в процессе нагрева его температура поднимается до 300°С (у сплавов до 250°С), что может вызвать нарушение устойчивости алюминиевых конструкций.
Учитывая приведенные выше факторы, осуществить пайку алюминия обычными средствами действительно невозможно. Решить проблему поможет применение сильнодействующих флюсов, в сочетании с использованием специальных припоев. Рассмотрим подробно эти материалы.
Припой
Обычно в качестве основы легкоплавкого припоя используются: олово (Sn), свинец (Pb), кадмий (Cd), висмут (Bi) и цинк (Zn). Проблема в том, что алюминий в этих металлах практически не растворяется (за исключением цинка), что делает соединение ненадежным.
Применив флюс с высокой активностью и проведя должным образом обработку мест соединения, можно использовать припой на оловянно-свинцовой основе, но лучше отказаться о такого решения. Тем более, что паянное соединение на основе системы Sn-Pb обладает низкой устойчивостью к коррозии. Нанесение лакокрасочного покрытия на место пайки позволяет избавится от этого недостатка.
Для пайки алюминиевых деталей желательно использовать припой на основе кремния, меди, алюминия, серебра или цинка. Например 34A, который состоит из алюминия (66%), меди (28%) и кремния (6%), или более распространенный ЦОП-40 (Sn – 60%, Zn – 40%).
 Припой отечественного производства – ЦОП-40
Припой отечественного производства – ЦОП-40
Заметим, что чем больше процентное содержание цинка в составе припоя, тем прочнее будет соединение и выше его устойчивость к коррозии.
Высокотемпературным считается припой, состоящий из таких металлов, как медь, кремний и алюминий. Например, как упомянутый выше отечественный припой 34A, или его зарубежный аналог «Aluminium-13» , в котором содержится 87% алюминия и 13% кремния, что позволяет осуществлять пайку при температуре от 590 до 600°С.
 «Aluminium-13» производства компании Chemet
«Aluminium-13» производства компании Chemet
При выборе флюса необходимо учитывать, что не каждый из них может быть активным к алюминию. Мы можем порекомендовать использовать в таких целях продукцию отечественного производителя – Ф-59А, Ф-61А, Ф-64, они состоят из фторборатов аммония с добавлением триэтаноламина. Как правило, на пузырьке есть пометка – «для алюминия» или «для пайки алюминия».
 Флюс отечественного производства
Флюс отечественного производства
Для высокотемпературной пайки следует приобрести флюс, выпускаемы под маркой 34А. Он состоит из хлористого калия (50%), хлорида лития (32%), фторида натрия (10%) и хлористого цинка (8%). Такой состав наиболее оптимален, если производится высокотемпературная пайка.
 Рекомендуемый флюс для паки при высокой температуре
Рекомендуемый флюс для паки при высокой температуре
Подготовка поверхности
Прежде чем начинать лужение, необходимо выполнить следующие действия:
- обезжирить поверхность при помощи ацетона, бензина или любого другого растворителя;
- удалить оксидную пленку с места, где будет производится пайка. Для зачистки используется наждачная бумага, абразивный круг или щетка с щетиной из стальной проволоки. В качестве альтернативы можно применить травление, но эта процедура не так сильно распространена в силу своей специфичности.
Следует учитывать, что полностью оксидную пленку удалить не получится, поскольку на очищенном месте моментально появляется новое образование. Поэтому зачистка производится не с целью полного удаления пленки, а для уменьшения ее толщины, чтобы упростить флюсу задачу.
Нагрев места пайки
Для пайки небольших деталей можно воспользоваться паяльником мощностью не менее 100Вт. Массивные предметы потребуют более мощного нагревательного инструмента.
 Паяльник мощностью 300 Вт
Паяльник мощностью 300 Вт
Наиболее оптимальный вариант для нагрева — использование газовой горелки или паяльной лампы.
 Простая газовая горелка
Простая газовая горелка
При использования горелки в качестве нагревательного инструмента следует учесть следующие нюансы:
- нельзя перегревать основной металл, поскольку он может расплавиться. Поэтому в процессе необходимо регулярно контролировать температуру. Делать это можно, касаясь припоем нагреваемого элемента. Расплавление припоя даст знать, что достигнута необходимая температура;
- не следует использовать кислород для обогащения газовой смеси, поскольку он способствует сильному окислению металлической поверхности.
Инструкция по пайке
Процесс пайки алюминиевых деталей не имеет своих отличительных особенностей, он осуществляется также как со сталью или медью.
Алгоритм действий следующий:
- обезжиривается и зачищается место пайки;
- производится фиксация деталей в нужном положении;
- нагревается место соединения;
- прикасаются стержнем припоя (содержащим активный флюс) к месту соединения. Если используется безфлюсовый припой, то для разрушения пленки оксида наносится флюс, после чего трут твердым куском припоя по месту пайки.
Для разрушения пленки оксида алюминия также используется щетка со щетиной из стальной проволоки. При помощи этого простого инструмента производят растирание расплавленного припоя по алюминиевой поверхности.
Пайка алюминия — полная видео инструкция
https://www.youtube.com/watch?v=ESFInizLE9U
Что делать при отсутствии нужных материалов?
Когда нет возможности подготовить все необходимые для пайки материалы, можно использовать альтернативный способ, при котором применяется припой на оловянной или оловянно-свинцовой основе. Что касается флюса, то он заменяется канифолью. Чтобы не образовывалась новая пленка оксида алюминия на месте старой, зачистка производится под слоем расплавленной канифоли.
Паяльник, помимо своего прямого назначения, будет использоваться как инструмент, разрушающий оксидную пленку. Для этого на его жало надевается специальный скребок. Увеличить результативность процесса можно, добавив в канифоль металлических опилок.
Процесс производится следующим образом:
- нагретым луженым паяльником расплавляют канифоль в месте пайки;
- когда канифоль полностью покрывает поверхность, начинают тереть об нее жалом паяльника. В результате этого металлические опилки и жало разрушают пленку оксида алюминия. Поскольку слой расплавленной канифоли не позволяет проникать воздуху к алюминиевой поверхности, на ней не образовывается оксидная пленка. По мере того, как производится разрушение пленки, будет происходить лужение детали;
- когда процесс лужения завершен, детали соединяют и прогревают, пока не будет достигнута температура плавления припоя.
Необходимо предупредить, что процесс пайки алюминия без специальных материалов — довольно хлопотный процесс без гарантии успешного завершения. Поэтому лучше не тратить на такую работу свои силы и время, тем более, что качество и надежность такого соединения будут сомнительными.
Гораздо проще купить активный флюс и высокотемпературный припой, при помощи которых пайка алюминия даже в домашних условиях не вызовет затруднений.
Все о флюсе для пайки алюминия

- Особенности
- Распространённые виды
- Популярные марки
- Как сделать своими руками?
- Как пользоваться?
В отличие от спаивания деталей из других металлов и сплавов соединение алюминия при помощи пайки является наиболее трудновыполнимым. Оно требует специальных флюсов.
Особенности
Флюс для пайки алюминия существенно отличается от составов, используемых для паяния меди и стали. Для него применяются реагенты, легко растворяющие окисную плёнку на поверхности алюминиевой детали, препятствующую пайке.

По сравнению с цинком и железом алюминий более активен – за считаные секунды тщательно зачищенная алюминиевая деталь образует новую оксидную пленку. Причем последняя не менее плотная, чем только что счищенная. Чтобы при зачистке алюминиевой детали не допустить образования новой оксидной пленки, и нужен слой флюса, закрывающий доступ к алюминию кислорода из воздуха.
В отличие от меди и стали алюминий обладает низкой температурой плавления – всего 660 градусов. Из-за этого перегрев алюминия чреват уменьшением прочности самой детали. Нагрев алюминия до 300 градусов приводит к уменьшению устойчивости детали или всей конструкции, на которой производится пайка.

Алюминиевые сплавы по сравнению с чистым алюминием плавятся при температуре менее 600 градусов. Чтобы этого избежать, применяются более низкотемпературные припои, содержащие олово, кадмий, висмут и индий. За слишком низкотемпературную пайку пользователь расплачивается неудовлетворительной прочностью паяного соединения. Поэтому в припой, предназначенный для пайки алюминия, вводят цинк, хорошо растворяющийся в алюминии.
Соединение на основе цинксодержащего припоя удаётся более прочным – сам цинк плавится при 420 градусах.

Распространённые виды
Имея в наличии специальный высокотемпературный паяльник и такой же припой, алюминий можно спаять, к примеру, с использованием канифоли.
Канифоль
Хотя канифоль является простейшим органическим флюсом, такой способ пайки требует отсека, из которого откачан воздух. Самостоятельно в домашних условиях спаять алюминий в безвоздушной среде весьма затруднительно. Жало паяльника обработано так, что на его конце имеется специальная канавка, облегчающая зачистку алюминиевой проволоки.


Порошковые
Чтобы избежать данных затруднений, и придуманы высокоактивные флюсы. Один из таких видов – порошковый состав. Пайка с его помощью требует паяльной лампы – газовой горелки, создающей концентрированный, узконаправленный поток пламени. Но отдельно вводить кислород в пламя запрещается – флюс быстро выгорает, а на спаиваемых деталях в точке соединения образуется новая окисная пленка.

Простейшие порошковые флюсы – лимонная и ацетилсалициловая кислоты. При пайке они выделяют большое количество паров, содержащих органические соли на основе этих кислот. Вдыхание этих паров небезопасно. Альтернатива – высокотемпературный порошковый флюс на основе натриевой соли борной кислоты: только при температуре свыше 700 градусов он приобретает вязкость, и его применение для алюминиевых сплавов весьма ограничено.


Паяльный жир можно измельчить в порошок. Он изготавливается на основе любого тугоплавкого жира, технического вазелина, парафина и иных органических реагентов, сохраняющих твёрдость при комнатной температуре. В качестве основных неорганических реагентов – вода, «очищенная» от ионов, хлорид цинка и хлорид аммония.
Жидкие
Жидкий флюс часто содержит в себе минеральную кислоту либо соль на её основе. Испарение этого флюса при пайке ещё более опасно для глаз и органов дыхания, чем всё те же лимонная и «аспириновая» кислоты.

Его основное достоинство – наивысшее качество пайки. Кислота, вступая в реакцию с алюминием, образует на его поверхности солевой слой, легко поддающийся пайке. Недостаток жидких флюсов – их остатки нужно смывать после окончания работ, чтобы не допустить коррозии.
Популярные марки
Ф-34А. Выполнен по ТУ 48-4-229-87 и содержит хлорид калия 50%, хлорид лития 32%, хлорид цинка 8%, фторид натрия 10%. Облегчает пайку с припоем различных температур плавления. Может быть приготовлен на водной основе.


Ф-64 включает в себя тетраэтиламмоний, фториды, деионизированную воду, увлажняющие и задерживающие коррозию реагенты. Удаляет окисную пленку большой толщины и подходит для пайки массивных деталей. Паяет не только алюминий, но и бериллиевую бронзу.

Ф-61 включает в себя триэтаноламин, фторборат цинка, фторборат аммония. Работает всего при 250 градусах, подходит для алюминиевых сплавов.

Castolin Alutin 51 L – 32% олова, также добавлены свинец и кадмий. Годен при температуре от 160 градусов.

Как сделать своими руками?
Зачастую под рукой нет крепких минеральных кислот. Их могут заменить кислоты органические: лимонная, уксусная, ацетилсалициловая и другие. Флюс также готовится на основе любого масла, в котором не содержится большого количества воды. Чтобы выпарить из масла воду, его прогревают при температуре до 200 градусов. При более высокой температуре оно пережигается до углерода.
Если нет технического или индустриального масла, воспользуйтесь солидолом, вазелином или парафином, в который добавляется стальная или медная стружка.

Его назначение – зачистить алюминий, счистить с поверхности детали оксидную пленку, а органический наполнитель не даст кислороду вновь окислить алюминий. Это и есть самодельный флюс с медью или железом. Некоторые паяльщики применяют в качестве наполнителя китовый жир.
Поскольку цинк лучше соединяется с алюминием, хлорид цинка готовится на основе соляной кислоты. Такой простой, но весьма активный, действенный флюс может применяться не только при пайке алюминия, меди, стали и цинка. Препараты, например, содержащие соляную кислоту таблетки, продаются в аптеке – они используются пациентами, у которых нарушена выработка этой кислоты для желудочного сока.
Чтобы приготовился раствор хлорида цинка, несколько таких таблеток растворяют в дистиллированной воде, а затем опускают туда цинковые пластины, вырезанные из металлического стакана солевых батареек. Когда выделение водорода прекратится – реакция окончена, флюс готов к применению.
Как пользоваться?
Паять алюминий следует только после полного удаления оксидной пленки. Зачистить соединяемые точки деталей наждачкой не удастся – на месте старой пленки оксида алюминия тут же образуется новая, хоть и более тонкая. Перед удалением окисной плёнки поверхность деталей обезжиривают с помощью ацетона, 646-го растворителя или спирта.

После растворения оксидной пленки детали зажимают в тисках, прогревают паяльником и наносят слой припоя. При отсутствии флюса под разогретой и размягченной канифолью поверхностные слои, включая оксидную пленку, соскабливаются при помощи жала паяльника; такое место спайки не будет отличаться повышенной прочностью.
Если есть возможность, мелкие детали в точке спайки погружаются в предварительно расплавленный припой, при этом паяльник должен иметь повышенную мощность – вплоть до 100 Вт.
Подробнее о флюсе для пайки алюминия смотрите в видео ниже.