
Сварочный аппарат для полипропиленовых труб своими руками
Сварочный аппарат для полипропиленовых труб своими руками
В этом выпуске канала alexgyver мастер класс на тему изготовления устройства для сварки полипропиленовых труб с контролем температуры. По характеристикам сварочный аппарат будет мало отличаться от готовых магазинных вариантов.

Эти аппараты не особо то дорогие. Но мастер решил попробовать сделать компактный самодельный меньшей стоимостью, чем фабричный. Эта самоделка с системой управления.
Известно, что можно варить полипропиленовые трубы при помощи газовой горелки, но этот способ не удобный и дает несимпатичный шов плохого качества. Особенно сложно соединять ею тонкостенные трубы. Где то перегрели, где то недоглядели. Да и стоит газовая горелка столько же, сколько разработанный автором ролика аппарат.
Для сварки труб рекомендуется температура 360 градусов причем для разных труб при этой температуре существует оптимальное время нагрева. Поэтому нужна термостатированная система нагрева и качество пайки таким паяльником будет такое же, как у заводского.
Что нужно приготовить для работы
Нам понадобится кипятильник на 1 киловатт, купить который можно в любом хозяйственном магазине. Температуру будем измерять высокотемпературной термопарой с драйвером. Обрабатывать значение и управляя включением реле будет ардуино. Питать ее будем от зарядника для телефона.
Купить всю электронику дешевле всего в интернет-магазине. Ардуино – в этом китайском магазине. Модуль управления сетью – ссылка.
Насадки для сварки труб лучше купить, так как одних зависит качество шва. Делать такими насадки своими руками не очень целесообразно, так как они довольно дешевые, но в то же время имеет антипригарное покрытие. Сделать таким насадки можно из не нужной сковородки, нарезав ее полосками и свернув в цилиндры. Если кто будет заниматься такой дичью, размеры покупных насадок такие.

Сварочный аппарат будет работать так
Кипятильник подключен через реле. Его температура постоянно измеряется датчиком и по параметрам ардуино управляет включением и выключением тока на кипятильнике. Температура удерживается в район до 160 градусов. Нагрев выключается выше 270 градусов и снова включается при ниже 250. Таким образом поддерживается температурный диапазон. Специально не используются полевые транзисторы и плавное управление мощности при помощи регуляторов с целью упрощения конструкции. Пусть стоит себе реле щелкает.
Перейдем к изготовлению

Разбираем кипятильник. Нужно измерить его сопротивление, чтобы после окончания работ убедиться, что мы ничего лишнего не замкнули и не испортили. Самое сложное в этом проекте – разогнуться объемную спираль кипятильника и перемотать ее в плоскую спираль. Гнется он очень плохо и пришлось прогреть его.
Нагреваем до почернения и ждем медленного остывания на воздухе. Заодно можно и кипятильник стал чуть мягче. Старайтесь не оставлять сильных вмятин плоскогубцами, потому что по ним трубка может сломаться. Используйте плоскогубцы через тряпку, тиски. В итоге получаем плоскую спираль.
В центральное отверстие должен спокойно входить болт м8. Им насадки будут крепиться на апарат.
Проверим сопротивление. Все те же самые 60 ом. Значит, кипятильник в полном порядке. Также можно проверить, не будет ли аппарат бить током. Отлично, контакта нет. Значит спираль нигде не касается корпуса.
Внутри кипятильника находится нихромовая спираль, закатанная в гипс.
Ближние к концам участки спирали намереваются меньше всего. Можно использовать деревянную подставку. Пусть она даже немного обуглится. Ничего страшного.
Продолжение на видео об изготовления сварочного аппарата, который с успехом соединяет полипропиленовые трубы, с 4 минуты.
Сварка полипропиленовых труб своими руками

Термопластичные полимеры пропилена, по сравнению с традиционным полиэтиленом, имеют меньшую плотность, а также более высокие показатели твёрдости, термостойкости и устойчивости к коррозийным изменениям. Сварка полипропиленовых труб обеспечивает максимально надёжное соединение всех элементов в единую систему. Такие работы должны осуществляться при помощи специального оборудования, в условиях строгого соблюдения технологии. Разберемся подробнее в тонкостях пайки ппр труб.
Необходимое оборудование для пайки

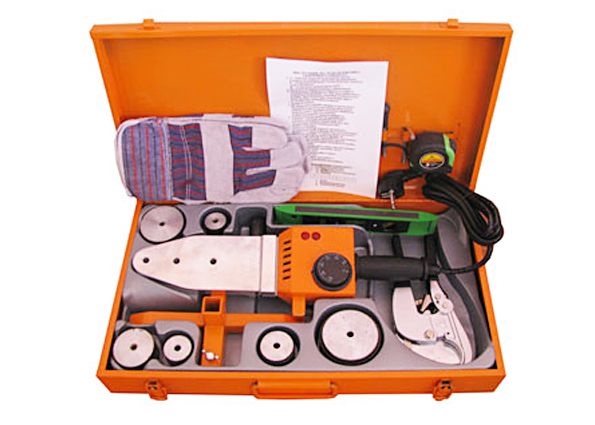
Для создания прочных неразъёмных соединений используются современные сварочные аппараты разных конструкций. Надёжные швы на свариваемых полипропиленовых трубах получаются в результате повышения температурного режима до показателей плавления. Самый простой бытовой набор представлен аппаратом и установочным ключом для смены насадок. Данным устройством возможна сварка полипропиленовых труб маленького диаметра. Чуть более расширенная (в плане количества насадок) комплектация предназначена для работы с D 20-40 мм.
Сварка ППР труб самого большого размера или выполнение пайки на регулярной основе следует осуществлять оборудованием в профессиональной (полной) комплектации. Набор дополнительных аксессуаров для таких приборов напрямую зависит не только от производителя, но также может быть ориентирован на технические особенности конкретной модели. При выборе необходимого оборудования для пайки полипропиленовых труб нужно учитывать все требования, предъявляемые к сборным конструкциям.
Для монтажа полипропиленовых труб, получения максимальной надёжности и герметичности узлов соединения, помимо паяльника (аппарата для сварки) и набора насадок, различающихся типоразмерами (дорн для фитинга и гильза для трубы), нужно позаботиться о наличии ножниц для нарезки отдельных элементов. Кроме прочего следует воспользоваться торцевателем, обрабатывающим края труб непосредственно перед пайкой. Такой инструмент легко удаляет алюминиевую фольгу с торцовых частей.
Способы пайки
На практике сегодня применяется пара основных способов, обеспечивающих долговечное и надёжное стыкование свариваемых элементов:
- муфтовый;
- прямой.
Первый вариант – это сварка полипропиленовых трубопроводов посредством фасонного изделия (муфты) или трубы, имеющей достаточный внешний размер. Данный способ целесообразен для пластиковых трубопроводов незначительного диаметра. Он заключается в расплавлении внешней стороны элементов и внутренней части муфты, что обеспечивает гарантированно плотный стык.
Прямая сварка предполагает расплавление концевой части пластиковых труб с одинаковым диаметром, а также их последующее стыкование торцевыми поверхностями. Особенностью метода является необходимость выполнять сварку с предельной точностью обработки всех стыкуемых участков и их соединения друг с другом.
Помимо уже перечисленных выше «горячих» технологий можно воспользоваться достаточно простым и доступным по цене способом «холодной» пайки полипропилена. В данном случае заменой активному паяльному компоненту служит особый растворитель, способствующий быстрому размягчению структуры полипропилена.
Сварочные аппараты
С конструктивной точки зрения паяльное оборудование немного напоминает самый обычный электрический утюг. Основа представлена массивным металлическим нагревателем, поверхность которого – это съёмные специальные насадки.
Приборы для стыковой сварки полипропиленовых труб обладают более сложными конструкциями. В них, помимо нагревательного элемента, также присутствует система, отвечающая за центровку свариваемых элементов.
Классификация оборудования для сварки пластиковых труб подразделяет устройства на следующие основные группы:
- непрофессиональные ручные аппараты, или «утюги» для пайки ППР труб. Оптимальный выбор для бытового использования (D не более 50 мм). При необходимости используются насадки, имеющие тефлоновую поверхность и позволяющие легко работать с более объёмными трубами;
- механические сварочные аппараты. Такая техника обеспечивает надёжную сварку больших труб, имеющих D 40 мм или более. В конструкцию входят дополнительные элементы в виде приборного блока и гидроагрегата на рамной основе. На боковых частях установлены особые захваты-полукольца с вкладышами.
Характеристики дополнительных аксессуаров и их количество зависят от фирмы-производителя, а также ориентированы на конкретные модельные особенности сварочного аппарата.
Распространённые ошибки
Существует несколько немаловажных нюансов, которые должны учитываться в процессе сварки ППР труб. Пренебрежение такими особенностями негативно сказывается на качестве соединений и существенно сокращает срок эксплуатации готовой системы.
Неправильная выдержка времени сварки
Пайка ППР труб предполагает точное соблюдение технологии. Слишком долгий нагрев вызывает сужение отверстие, что может стать причиной недостаточной теплоотдачи радиатора и излишнего давления внутри системы.
Самодельный паяльник для полипропиленовых труб
Нередко при эксплуатации бытовых водопроводных систем из полипропилена возникает необходимость в их ремонте или наращивании, что невозможно без специального оборудования для пайки. В качестве подходящего для этих целей инструмента обычно используются покупные приборы особой конструкции, высокая стоимость которых вынуждает пользователей задуматься об их изготовлении своими руками.
Данный подход хорош не только тем, что позволяет сэкономить значительные средства и не тратить время на освоение приёмов работы с незнакомым оборудованием. Благодаря самостоятельному изготовлению удаётся изучить все тонкости обращения с такими приспособлениями, что, в конечном счёте, сказывается на качестве пайки полипропиленовых и других пластиковых труб.
Паяльник на основе старого утюга
 В том случае, когда принято решение об изготовлении паяльника для труб своими руками – сделать это можно, воспользовавшись оставшимися в хозяйстве старыми запчастями. Один из наиболее распространённых вариантов его изготовления из подручных средств предполагает использование для этих целей уже отслужившего свой срок электрического утюга.
В том случае, когда принято решение об изготовлении паяльника для труб своими руками – сделать это можно, воспользовавшись оставшимися в хозяйстве старыми запчастями. Один из наиболее распространённых вариантов его изготовления из подручных средств предполагает использование для этих целей уже отслужившего свой срок электрического утюга.
Для реализации этого проекта потребуются следующие комплектующие и запчасти:
- старый утюг, рассчитанный на мощность не менее 800 Ватт;
- пластина дюралюминия подходящего размера;
- стальные планки от старого детского конструктора;
- провода, тумблер, ненужная ручка от разобранной дрели или болгарки, чтоб было удобно держать паяльник.

Паяльник для труб из утюга работает по тому же принципу, что и заводское специализированное изделие. Спираль (ТЭН) нагревается, передает тепло подошве, и вставленной в нее насадке. Это позволяет плавить полипропиленовые трубы, и спаивать их. Температура на самодельном паяльнике выставляется максимальная (должна быть 260-265 ℃). Приготовив все эти детали и материалы, можно будет начать сборку.



Сначала с утюга демонтируется кожух, что позволяет получить доступ к его внутренностям. Затем рабочая часть подошвы срезается посредством болгарки, а на её место имеющимся болтом крепится вырезанная по форме основания пластина из дюралюминия. Далее из запчастей конструктора нужно собрать коробку и надёжно закрепить её на подошве.

На элементах короба фиксируются тумблер и ручка от болгарки, после чего к переключателю подводится один конец сетевого провода. Второй проводник вместе с отводом от тумблера через асбестовые трубки подсоединяются к нагревательной спирали.
Насадки для фиксации на полипропиленовых трубах придется купить отдельно. При желании параллельно цепи питания можно включить гнездо с лампочкой, ток через которую необходимо ограничить посредством гасящего резистора. Для того чтобы сделать эту простую конструкцию своими руками потребуется минимум времени.
С регулятором нагрева
 Чтобы контролировать температуру нагрева самодельного паяльника для полипропиленовых труб, устанавливают термопару. Для сборки устройства, оснащённого регулятором нагрева рабочей подошвы, потребуется дополнительные детали и запчасти, а именно:
Чтобы контролировать температуру нагрева самодельного паяльника для полипропиленовых труб, устанавливают термопару. Для сборки устройства, оснащённого регулятором нагрева рабочей подошвы, потребуется дополнительные детали и запчасти, а именно:
- терморегулятор, термопара и два наконечника;
- стрелочный индикатор со специальной шкалой (с «нулём» и двумя секторами);
- проводники в изоляции длиной не менее одного метра каждый;
- асбестовая вата.
Ещё до начала работ следует обратиться к токарю и попросить его изготовить два наконечника особой формы (под штуцер и под вывод нагревателя). Размеры этих наконечников выбираются исходя из диаметра подготовленной для сборки трубки.

Прядок сборки своими руками паяльника для полипропилена с терморегулятором выглядит так:
- Сначала с утюга удаляется кожух, после чего с его подошвы демонтируется регулятор температуры, а также все ненужные детали и проводка. После такой разборка должна остаться чистая гладильная плита.
- Затем с помощью дрели в наконечниках просверливаются отверстия диаметром порядка 6-ти миллиметров, после чего они прикручиваются болтами к очищенному от посторонних деталей корпусу (со стороны «носика»). С противоположной стороны подошвы в ней просверливаются отверстия диаметром, подходящим для монтажа корпуса термопары.
- К термопаре подпаиваются провода длиной порядка одного метра. Вслед этим посредством таких же проводников осуществляется подводка к нагревательной спирали. Все эти провода выводятся наружу через имеющееся в рукоятке утюга отверстие. Сама она крепится непосредственно на кожухе.
- На завершающем этапе работ пространство между кожухом и плитой заполняется асбестовым материалом (ватой), выполняющим функцию теплоизолятора. По завершении этой операции кожух возвращается на место, в результате чего получается корпус с двумя парами выведенных наружу проводников.
Эти провода подсоединяются к сетевой вилке и терморегулятору по схеме, позволяющей выставлять заданное значение температуры плавления полипропилена (255-265°).
Схема терморегулятора и печатная плата


Промышленные образцы с парными насадками
 Для изготовления термических насадок промышленных паяльников используются особые материалы, хорошо проводящие тепло (медь, алюминиевые сплавы и подобные им).
Для изготовления термических насадок промышленных паяльников используются особые материалы, хорошо проводящие тепло (медь, алюминиевые сплавы и подобные им).
Снаружи они покрываются специальным слоем, препятствующим пригоранию полипропилена (чаще всего для этих целей используется тефлон).
Известные образцы насадок для пайки пропиленовых труб различаются как своей формой, так и методом крепления к нагревателю, который может быть различной конструкции. При этом предпочтение обычно отдаётся изделиям, позволяющим устанавливать парные насадки (или сразу несколько их пар).

Возможности такого прибора существенно расширяются, поскольку он становится универсальным по своим техническим показателям.
Рабочие размеры насадок на паяльник (их диаметры) должны соответствовать тому же показателю для полипропиленовых труб и иметь значения от 16 до 110 миллиметров.
Специальные насадки с размерами от 20-ти до 32-х миллиметров должны присутствовать в комплекте любого паяльника, относящегося к категории полупрофессиональных устройств. Специализированные модели паяльных приспособлений могут комплектоваться большим числом парных насадок, диапазон размеров которых расширен до 63-х миллиметров.
Cварка полипропиленовых труб своими руками

Сейчас почти повсеместно происходит замена стальных трубопроводов на полипропиленовые, которые значительно дешевле первых, удобнее в монтаже и эксплуатации. Отсюда возникает проблема сварки полипропиленового трубопровода.
Можно воспользоваться услугами профессионалов, которые сварят быстро и качественно ваш трубопровод, однако не стоит спешить обращаться к ним: вы вполне можете сделать сварку полипропиленовых труб своими руками, сэкономив немало денег на этом.
Посмотрите видео о сварке полипропиленовых труб
Что потребуется для сварки труб из полипропилена?
1. Аппарат для сварки труб из полипропилена.
С помощью него и производится сварка. Если вы не планируете часто сваривать полипропиленовые трубы, то может лучше будет не приобретать в магазине такой аппарат, а попросить у близких, друзей на пару дней. Другой возможный вариант – изготовить самому из старого неиспользуемого утюга собственный аппарат для сварки (смотрите ниже).
 2. Нагревательные парные насадки.
2. Нагревательные парные насадки.
Те элементы, в которых непосредственно происходит нагрев труб. Диаметры насадок должны соответствовать диаметру труб. При раструбной сварке происходит соединение двух труб посредством фитинга, то есть сначала соединяется конец одной трубы с фитингом, а потом с этим же фитингом соединяется конец второй трубы. В итоге получается соединение двух труб.
3. Дополнительные аксессуары.
1. нож для снятия фаски;
2. ножницы для резки труб;
3. термически стойкие перчатки.

Как быстро сделать сварочный аппарат для полипропиленовых труб собственными руками?
Не обязательно приобретать все нагревательное оборудование. Достаточно лишь купить пару нагревательных насадок для сварки, а сам аппарат сделать собственными руками из старого утюга. Неслучайно сам сварочный аппарат часто называют утюгом – он действительно по функции сильно напоминает электрический утюг.
Итак, потребуется утюг, на нагревательной поверхности которого (той, которая непосредственно гладит белье) нужно будет сделать несколько отверстий и нарезать в них резьбу для последующего крепления в них нагревательных насадок. Все, сварочный аппарат готов.
 Для контроля температуры можно использовать очень простой и надежный, хотя и грубый способ: достать два металла – олово и свинец, которые имеют температуры плавления соответственно 231 и 327 гр. С; температура сварки должна равняться 270 гр. С, то есть быть такой, когда олово будет уже находиться в расплавленном состоянии, а свинец еще твердым.
Для контроля температуры можно использовать очень простой и надежный, хотя и грубый способ: достать два металла – олово и свинец, которые имеют температуры плавления соответственно 231 и 327 гр. С; температура сварки должна равняться 270 гр. С, то есть быть такой, когда олово будет уже находиться в расплавленном состоянии, а свинец еще твердым.
Самодельный аппарат может выручить, если пайка трубопровода планируется разовая или очень редкая. В противном случае все же лучше будет приобрести промышленный сварочный аппарат. К тому же стоимость его, как правило, невысокая.
В чем заключается сущность сварки?
В насадки нагретого до нужной температуры сварочного аппарата с двух сторон вставляются конец трубы и фитинг к ней. Далее происходит нагрев трубы и фитинга в насадках в течение нескольких секунд, после чего одновременно фитинг и труба вынимаются и соединяются друг с другом, путем вставки конца трубы в фитинг.
Процесс соединения (пайки) трубы и фитинга и называется сваркой. По прошествии некоторого времени (2-3 мин.) соединение остынет и будет полностью готово к эксплуатации через несколько часов.
Сама сварка сводится к смешению пластических масс двух нагретых элементов, после застывания которых получается однородная масса и одно прочное соединение.

Подготовительные работы
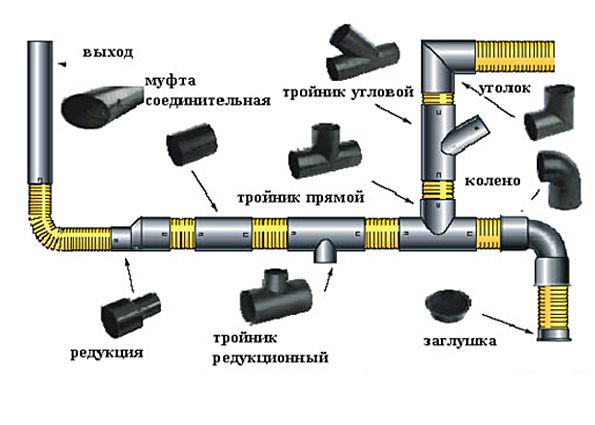
Начинают работы с чертежа схемы того трубопровода, который должен получиться. Потом производится подготовка труб нужной длины и фитингов. На трубах делают фаску.
Далее, согласно чертежу, хорошо будет все трубы разложить на полу так, как если бы они были соединены. Это нужно для того, чтобы в процессе сварки не путаться куда и какую трубу к чему приваривать.
 Перед сваркой все ненужные, посторонние вещи и предметы следует убрать подальше во избежание их загорания в зоне проведения термических работ.
Перед сваркой все ненужные, посторонние вещи и предметы следует убрать подальше во избежание их загорания в зоне проведения термических работ.
Теперь на сварочный аппарат устанавливаются нагревательные насадки под диаметр труб, затем его устанавливают на подставке и включают в сеть. После того, как аппарат нагреется можно начинать процесс сварки.

Проведение сварки полипропиленовых труб своими руками
сли совсем до этого у вас не было опыта в сфере сварки пластика, то лучше всего сначала опробовать сварку на обрезках труб. Это не займет много времени, зато поможет избежать ошибок при выполнении сварки трубопровода: неправильно сваренные трубы пластика не подлежат восстановлению.
 После приобретения небольшого опыта можно переходить к ответственной сварке. Берутся фитинг и труба и одновременно вставляются в нагретые насадки сварочного аппарата, причем фитинг вставляется в насадку, предназначенную для нагрева внутренней части трубы, а труба – в насадку, предназначенную для нагрева внешней части трубы.
После приобретения небольшого опыта можно переходить к ответственной сварке. Берутся фитинг и труба и одновременно вставляются в нагретые насадки сварочного аппарата, причем фитинг вставляется в насадку, предназначенную для нагрева внутренней части трубы, а труба – в насадку, предназначенную для нагрева внешней части трубы.
Далее происходит нагрев конца трубы и фитинга. Обычно этот процесс длится от нескольких секунд до нескольких десятков секунд и зависит от диаметра трубы. Сам процесс называется нагревом.
 По истечении времени нагрева одновременно труба и фитинг вынимаются из насадок сварочного аппарата, вставляются нагретыми концами друг в друга и некоторое время (обычно не больше нескольких секунд) выдерживаются. Этот процесс называется фиксацией.
По истечении времени нагрева одновременно труба и фитинг вынимаются из насадок сварочного аппарата, вставляются нагретыми концами друг в друга и некоторое время (обычно не больше нескольких секунд) выдерживаются. Этот процесс называется фиксацией.
Следующий этап – остывание: полученное сварное соединение просто откладывается в сторону на несколько минут. После этого переходят к сварке следующего участка и так до тех пор, пока весь трубопровод не будет сварен полностью.

Постсварочные работы
Когда трубопровод будет сварен, следует первым делом выключить аппарат из сети и дождаться снижения температуры его нагревательной поверхности до комнатной.
Затем собрать весь мусор (обрезки труб и пр.) с пола и зачистить рабочие поверхности сварочного аппарата и насадки от прилипшего к ним пластика. Согласно инструкции, после сварки трубопровода можно пускать воду лишь выждав несколько часов.
 Обычно на сварку домашнего трубопровода в ванной или туалете уходит всего несколько часов у человека, имеющего некоторый опыт с сварке пластика.
Обычно на сварку домашнего трубопровода в ванной или туалете уходит всего несколько часов у человека, имеющего некоторый опыт с сварке пластика.
Сварка своими руками позволит вам сэкономить средства на вызове бригады специалистов при том, что качество полученной вами трубопроводной системы будет никак не хуже заказанной.
Как самому сделать паяльник для полипропилена используя утюг и газовую горелку
Трубы и фитинги из полипропилена сейчас очень популярны. Они отлично подходят для изготовления разнообразных бытовых водопроводных систем, отопительных разводок и сетей.
Активностьприменения полипропилена оправдана: в отличие от металла, трубы из этого материала не надо сгибать трубогибом, делать резьбу, варить сваркой.
Ремонт, соединение или наращивание в системе производятся посредством пайки специальным паяльником. Чтобы не тратиться на его приобретение, можно изготовить прибор своими руками.
 Пайка полипропиленовых труб к содержанию ↑
Пайка полипропиленовых труб к содержанию ↑
Паяльник из старого утюга
Для создания такого паяльника можно воспользоваться старым утюгом с рабочей подошвой, который больше не нужен в хозяйстве. Необходимо, чтобы мощность утюга была не менее 800 Вт.

- деревянный брусок длиной 50 см с сечением 40х50 мм;
- саморезы-прессшайбы 3х14-16 см – 4 штуки;
- насадки-гильзы на паяльник сантехнический с прижимным болтом;
- изоленту;
- саморезы 4,5 см;
- кабель питания с вилкой;
- плоскогубцы;
- ключ шестигранный;
- молоток;
- наждачку или шлифовальную машинку;
- нож малярный;
- сверла 6-8 мм и дрель;
- крестовую насадку к дрели для саморезов.
к содержанию ↑
Процесс изготовления
Вначале разбирают утюг, отсоединяют подошву от терморегуляторов. Брусок простругивают, шлифуют наждачкой до гладкости.

В подошве высверливают несколько дырок для бруска (в зоне, свободной от нагревательного элемента). Брусок подгоняют по сечению, ставят в паз подошвы и фиксируют саморезами с помощью дрели с крестовой насадкой.
Важно! Диаметр сверла должен быть меньше, чем шляпка самореза.
Под болты на конце контрактной группы нагревательной подошвы просверливают пазовые отверстия с двух концов бруска. Контакты разворачивают при помощи плоскогубцев для возможности подключения, пластины прижимают прессшайбами.
Рядом с верхней частью подошвы делают еще одно отверстие для прижимного болта для гильз. Парные насадки для сварки труб садят на прижимной болт, затягивают шестигранным ключом. Кабель питания подключают к контактам, обматывают место стыковки на ручке паяльника изолентой.
 Установка насадок на подошву утюга к содержанию ↑
Установка насадок на подошву утюга к содержанию ↑
Паяльник с регулятором нагрева
Такой прибор дает возможность контролировать температуру его нагрева. Для сборки паяльника, кроме рабочей подошвы от утюга, готовят:
- терморегулятор, термопару, 2 наконечника;
- индикатор стрелочный со шкалой;
- проводники изолированные по 1 м длиной;
- вату асбестовую.
Наконечники специальной формы под вывод нагревателя и штуцер делают заранее или заказывают в токарной мастерской. С утюга снимают кожух, с подошвы убирают терморегулятор и все прочие детали, провода (останется только гладильная плита).

Дрелью просверливают дырки размером 6 мм в наконечниках, прикручивают их к корпусу со стороны носика болтами. С другой стороны подошвы делают отверстия для монтажа термопары.
К последней припаивают длинные провода. Аналогичную проводку подводят к нагревательной спирали, после чего все провода выводят через отверстие в рукоятке утюга.
В завершение работы пространство между плитой и кожухом заполняют асбестовой ватой, которая послужит теплоизоляционным материалом. Кожух ставят на место. Провода подсоединяют к сетевой вилке и терморегулятору по такой схеме, чтобы можно было установить температуру на 255-265 градусов (это позволит полипропилену расплавиться).
Паяльник из газовой горелки
Случается, что ремонт полипропиленовых труб проводится в условиях отсутствия электричества. Для таких работ можно сделать паяльник из газовой горелки, которому не нужна электросеть.
Заранее подготавливают следующий перечень инструментов и расходников:
- шпильку стальную;
- хомут и болты М8;
- насадки для паяльника;
- газовую горелку;
- отвертку и шестигранные головки;
- молоток;
- тиски;
- пассатижи.
 Паяльник для полипропиленовых труб из газовой горелки
Паяльник для полипропиленовых труб из газовой горелки
Стальную шпильку зажимают в тисках, один ее конец прогревают горелкой и загибают под углом в 90 градусов. После остывания нагревают вторую сторону шпильки и сгибают по типу петли.
Если впоследствии нужно будет поменять размер петли, можно еще раз дополнительно нагреть деталь. Держатель для паяльника готов.
Берут хомут, точнее, его часть с гайкой, фиксируют в тисках и делают из нее элемент в форме буквы U. Хомут прикручивают к Г-образной стороне держателя так, чтобы он находился в одной плоскости с петлей.

Рассоединяют парные насадки для паяльника, закрепляют на петле держателя. На сопло горелки надевают хомут, надежно прикрепляют его винтом.
Перед началом работы включают горелку, прогревают насадки до температуры плавления труб. Теплоемкости насадок обычно достаточно для проведения одной операции спаивания, затем их надо будет нагреть еще раз.
По мере достижения нужной температуры горелку выключают и паяют полипропилен. Швы получаются прочными, герметичными.
Важно! Когда насадки остынут, с них убирают остатки пластика, но осторожно, чтобы не повредить слой напыления.
С помощью самодельных паяльников можно провести множество сантехнических работ и самостоятельно сварить трубы отопления. Также мастеру будет доступен ремонт поврежденного участка системы своими силами без лишних затрат.

