
Снять фаску с труб металлических
Как Снимать Фаску На Трубе Болгаркой
Методы и виды снятия фаски с труб и металла

Фаской именуется поверхность изделия, которая образована при обработке проката либо трубы скосом торцевой кромки материала. Фаска нужна для подготовки кромки листов, балок и труб под сварку.
Основными видами фаски являются:
- «Газовая». Это самый дешевенький вид фаски для трубы по причине собственного низкого свойства. Но миф вид один из более всераспространенных. Данная фаска снимается с помощью машин газовой резки серии CG-11. Фаска «Газовая» вам больше понравятся выполнена и на месте поломки. Ее поверхность обычно с соответствующими желобками, образующихся от струи газа (пропан или ацетилен).
- «Плазма». Снаружи Данный вид фаски фактически ничем не отличается от «механики». Его также относится к «заводским». Фаска «Плазма» это воздушно плазменный резак, компрессор и машина плазменной резки CG2-11B, заставляющая резак двигаться строго по кругу, при выставлении точно данного угла фаски.
- «Механика». Это заводская фаска, самого наилучшего свойства. Для вырезки фаски «механики» употребляются машины серии «Мангуст» и фаскосниматели «ТТ». В торговле труб по большей части употребляется эта самая фаска по причине качественной работы фаски.
Для чего снимают фаску? При сварке заготовок происходит проплавление металла, что значит обеспечивает соединение краев между собой. Напротив толщина металла чем просто 3-5 мм, получение полного и высококачественного соединения становится затруднительным. Для получения высококачественного провара и проводится Такой вид обработки: он позволяет сделать так именуемую сварочную ванну, которая заполняется сварочным составом в ходе сварки. Принципиально держать в голове, что приготовленная под сварку кромка — это кромка с фаской и притуплением (см. набросок и обозначения к нему ниже).
Значения, приводимые в схеме слева:
Р. притупление (выделено жирным):
d. глубина фаски (глубина разделки) (катет):
w. ширина фаски (выделена жирным):
H. толщина заготовки
Притупление обычно составляет 3-5 мм; оно нужно для дополнительной гарантии надежности сварочного шва. Участок притупления в момент наполнения сварочной ванны сварочным составом проплавляется сам, соединяя таким макаром свариваемые совместно заготовки.
Виды фаски (методы разделки кромок).
Есть три главных метода разделки кромок под сварку: Y-образный, Х-образный, и J-образный. Время от времени в неких источниках они обозначаются знаками: V, K и U, соответственно. Тут и дальше вышеобозначенные методы будут обозначаться знаками: Y, X. J. В большинстве случаев проводится Y-образная разделка кромок, однако существует Х-образный метод. В особенных случаях, когда существует завышенное требование к качеству сварного шва, применяется J-образная фаска, другими словами фаска с криволинейной поверхностью (не путать с криволинейностью кромки!).
Подготовка кромок трубы болгаркой под просвет (фаска под просвет)
В этом вопросе видео я покажу как приготовить кромки трубы под просвет и внедрением болгарки.
Как резать трубу Болгаркой!Подготовка под сварку!
Тут вы наглядно увидите как просто и просто, приготовить отменно трубу под сварку.
Кроме главных методов обработки кромок Y, X. J существует еще ряд разделок кромок. Они встречаются совсем не так изредка, и даже не всюду есть возможность отыскать их описание. К примеру, в ГОСТе 5264-80 описывается стыковой тип соединения со сломанным косом кромки; условное обозначение – С14.
На схемах сверху изображены несколько примеров методов обработки:
1: пример Y-образного метода снятия фаски;
4, 3, 4: примеры Х-образного метода снятия фаски;
5: Y-образная обработка торцов 2-ух труб с следующим их соединением;
J-образная фаска позволяет получить сварочную ванну большего объема, чем с Х- или Y-образной фаской. В нашей стране миф метод еще именуют «рюмочным», потому что соединение 2-ух кромок с J-образной фаской снаружи припоминает рюмку. При сравнении (набросок слева), в рюмку заходит по объему чем просто вещества (А), чем в посуду с прямолинейной поверхностью (Б).
Методы снятия фаски.
Снять фаску можно 2-мя методами: механическим и тепловым (таблица 1). Механическое снятие фаски производится при помощи фрезерных, кромкоскалывающих и кромкострогальных станков. Для теплового снятия фаски используются газорезательные машины (стационарные либо портативные), которые делают плазменную либо газокислородную резку. Но более желаемым методом является механический, потому что он позволяет исключить конфигурации физических и хим параметров материала и поэтому перегрева. Ни для кого не секрет, в период термообработки появляется так именуемая зона термовлияния. Зона термовлияния – это науглероживание кромки вследствие перегрева материала, которое усугубляет свариваемость и увеличивает хрупкость и ломкость кромки. Несмотря на все эти недочеты, тепловой метод довольно всераспространен по причине собственной простоты и скорости внедрения, и относительно низкой цены оборудования.
Тепловой метод снятия фаски
Механический метод снятия фаски
Недочет:
Конечно зона термовлияния, другими словами участок с модифицированными физическими и хим качествами металла.
Недочеты:
Высочайшая трудозатратность и цена.
Достоинства:
Достоинства:
Отсутствует зона термовлияния, другими словами не происходят физические и хим конфигурации параметров материала.
Таблица 1. Достоинства и недочеты теплового и механического методов снятия фаски.
В таблице 1 сказано, что тепловым методом есть вариант снять фаску стремительно и недорого. Из обрисованных выше методов обработки все-же лучше механический, так как он позволяет сохранить металл от перегрева и от следующих только за этим конфигураций физических и хим параметров. В странах запада, когда, Этот расхожий слух метод именуется cold-cutting (прохладная обработка), другими словами вид обработки, где нет теплового воздействия на металл, а это означает и нет конфигураций в хим и физических свойствах металла.
Видеоматериал:
1. Резка трубы машиной газовой резки CG2-11G, одновременное снятие фаски с трубы осуществляется наклоном резака под нужным углом.
4. Снятие фаски с трубы 76х6мм машиной Мангуст-2МТ
3. Снятие фаски с трубы при помощи фаскоснимателя серии ТТ, а кроме того резка трубы со снятием фаски разъемным труборезом P3-SD
Компании СПИКОМ предлагает к поставке оборудование для снятия фаски с труб и металла с применением всех вышеуказанных методов обработки (газовый, плазменный, механический).
Развальцовка является более всераспространенным методом получения крепких и герметичных соединений труб с трубными решетками (коллекторами) теплообменных аппаратов и котлов
Советы по чистке теплообменных аппаратов и котлов аппаратами ЗЕВС и TURBO
Способы и виды снятия фаски с труб и металла

Фаской называется поверхность изделия, которая образована при обработке проката или трубы скосом торцевой кромки материала. Фаска необходима для подготовки кромки листов, балок и труб под сварку.
Основными видами фаски являются:
- «Газовая». Это самый дешевый вид фаски для трубы из-за своего низкого качества. Однако этот вид один из наиболее распространенных. Данная фаска снимается при помощи машин газовой резки серии CG-11. Фаска «Газовая» может быть выполнена и в полевых условиях. Ее поверхность обычно с характерными желобками, которые образуются от струи газа (пропан либо ацетилен).
- «Плазма». Внешне этот вид фаски практически ничем не отличается от «механики». Его также можно отнести к «заводским». Фаска «Плазма» это воздушно плазменный резак, компрессор и машина плазменной резки CG2-11B, заставляющая резак двигаться строго по кругу, при выставлении определенно заданного угла фаски.
- «Механика». Это заводская фаска, самого лучшего качества. Для нарезки фаски «механики» используются машины серии «Мангуст» и фаскосниматели «ТТ». На рынке труб в основном используется именно эта фаска из-за высокого качества фаски.


С какой целью снимают фаску? При сварке заготовок происходит проплавление металла, что в последствие обеспечивает соединение краев друг с другом. Если же толщина металла больше 3-5 мм, получение полного и качественного соединения становится затруднительным. Для получения качественного провара и проводится этот вид обработки: он позволяет создать так называемую сварочную ванну, которая заполняется сварочным составом в процессе сварки. Важно помнить, что подготовленная под сварку кромка — это кромка с фаской и притуплением (см. рисунок и обозначения к нему ниже).

Значения, приводимые в схеме слева:
Р — притупление (выделено жирным):
d — глубина фаски (глубина разделки) (катет):
w — ширина фаски (выделена жирным):
H — толщина заготовки
Притупление обычно составляет 3-5 мм; оно необходимо для дополнительной гарантии надежности сварочного шва. Участок притупления в момент заполнения сварочной ванны сварочным составом проплавляется сам, соединяя таким образом свариваемые вместе заготовки.
Виды фаски (способы разделки кромок).
Существуют три основных способа разделки кромок под сварку: Y-образный, Х-образный, и J-образный. Иногда в некоторых источниках они обозначаются буквами: V, K и U, соответственно. Здесь и далее вышеобозначенные способы будут обозначаться буквами: Y, X. J. Чаще всего проводится Y-образная разделка кромок, но также существует Х-образный способ. В особых случаях, когда существует повышенное требование к качеству сварного шва, применяется J-образная фаска, то есть фаска с криволинейной поверхностью (не путать с криволинейностью кромки!).
Помимо основных способов обработки кромок Y, X. J существует еще ряд разделок кромок. Они встречаются не так редко, и не везде можно найти их описание. Например, в ГОСТе 5264-80 описывается стыковой тип соединения со сломанным косом кромки; условное обозначение – С14.

На схемах сверху изображены несколько примеров способов обработки:
1: пример Y-образного способа снятия фаски;
2, 3, 4: примеры Х-образного способа снятия фаски;
5: Y-образная обработка торцов двух труб с последующим их соединением;

J-образная фаска позволяет получить сварочную ванну большего объема, чем с Х- или Y-образной фаской. В России этот способ еще называют «рюмочным», так как соединение двух кромок с J-образной фаской внешне напоминает рюмку. Для сравнения (рисунок слева), в рюмку входит по объему больше вещества (А), чем в посуду с прямолинейной поверхностью (Б).
Способы снятия фаски.
Снять фаску можно двумя способами: механическим и термическим (таблица 1). Механическое снятие фаски выполняется с помощью фрезерных, кромкоскалывающих и кромкострогальных станков. Для термического снятия фаски применяются газорезательные машины (стационарные или портативные), которые выполняют плазменную или газокислородную резку. Однако более предпочтительным способом является механический, так как он позволяет исключить изменения физических и химических свойств материала в результате перегрева. Как известно, в ходе термической обработки образуется так называемая зона термовлияния. Зона термовлияния – это науглероживание кромки вследствие перегрева материала, которое ухудшает свариваемость и повышает хрупкость и ломкость кромки. Но, несмотря на эти недостатки, термический способ достаточно распространен из-за своей простоты и скорости применения, и относительно низкой стоимости оборудования.
Термический способ снятия фаски
Механический способ снятия фаски
Недостаток:
Есть зона термовлияния, то есть участок с измененными физическими и химическими свойствами металла.
Недостатки:
Высокая трудоемкость и стоимость.
Преимущества:
Преимущества:
Отсутствует зона термовлияния, то есть не происходят физические и химические изменения свойств материала.
Таблица 1. Преимущества и недостатки термического и механического способов снятия фаски.
В таблице 1 сказано, что термическим способом можно снять фаску быстро и дешево. Из описанных выше способов обработки все-таки предпочтительнее механический, поскольку он позволяет сохранить металл от перегрева и от последующих за этим изменений физических и химических свойств. На Западе, кстати, этот способ называется cold-cutting (холодная обработка), то есть вид обработки, в котором нет термического воздействия на металл, а значит и нет изменений в химических и физических свойствах металла.
Видеоматериал:
1. Резка трубы машиной газовой резки CG2-11G, одновременное снятие фаски с трубы осуществляется наклоном резака под необходимым углом.
2. Снятие фаски с трубы 76х6мм машиной Мангуст-2МТ
3. Снятие фаски с трубы с помощью фаскоснимателя серии ТТ, а также резка трубы со снятием фаски разъемным труборезом P3-SD
Группа компаний «СПИКОМ» предлагает к поставке оборудование для снятия фаски с труб и металла с применением всех вышеуказанных способов обработки (газовый, плазменный, механический).
Необходимость снятия фаски с трубы перед орбитальной сваркой
Достигнуть идеального сварного шва при орбитальной сварке можно лишь в том случае, если подготовка труб выполняется также качественно, как и сама сварка.
На различных этапах обработки трубы важнейшую роль играет подготовка фаски. Фаска позволяет получить 100% провар с заполнением всей толщины стенки трубы.

Существует два способа подготовить фаску:
- подготовка I-образного сварного шва без снятия угла фаски: идеально подходит для труб с толщиной стенки до 3-х мм;
- подготовка U-образного сварного шва с раскрытием угла фаски для труб с толщиной стенки от 3 до 10 мм.
При толщине стенки более 3 мм объем сварочной ванны становится слишком большим, чтобы обеспечить геометрическое отслеживание и формирование ванны во всех секторах сварки. Поэтому необходимо подготовить U-образную разделку для соединения двух труб. Для заполнения зазора между двумя подготовленными фасками необходима дополнительная подача проволоки.
В нашей компании представлены различные машины для обработки концов труб: от стационарных – до переносных станков для снятия фаски.
К сожалению, ни одна труба не является идеально круглой, притупление нельзя сделать равномерным из-за овальности трубы и разной толщины стенок.
Существует несколько вариантов подготовки торца трубы перед сваркой:
- Механическая обработка трубы может быть выполнена за счет снятия угла фаски с внешнего диаметра трубы. Эта обработка необходима для уменьшения наружного диаметра трубы и не учитывает ее овальность. Единственный недостаток этого процесса: неравномерность притупления из-за отклонений в диаметре. В результате мы получаем разную толщину стенок на торце трубы, что недопустимо при орбитальной сварке.
- Механическая обработка трубы может быть выполнена с обработкой внутреннего диаметра трубы. Этот метод может компенсировать внутреннюю овальность, а также возможные отклонения толщины стенки. Таким образом, создается постоянность толщины притупления на торце трубы. Однако этот подход зависит от диаметра трубы, а также от механической способности обрабатывать внутреннюю часть трубы. Машины серии REB 6, REB 14, BRB 2, BRB 4 позволяют обрабатывать трубы внутренним диаметром от 20 мм до 320 мм. С такой подготовкой можно получить одинаковую толщину притупления, что обеспечит качественную сборку и сварку корневого прохода.
Для резки и снятия фаски со стальных, медных, алюминиевых, чугунных труб, труб из нержавеющей стали, многослойных материалов и всех пластиковых труб идеальным решением являются труборезы Orbitalum. Эти труборезы универсальны, удобны и быстры! Комфорт работы и управляемость труборезов Orbitalum превосходны! Срезы имеют гладкие поверхности, готовые к дальнейшей обработке. Они идеально подходят для орбитальной сварки труб!

Резка и снятие фаски труб за считанные секунды происходит с использованием превосходной «технологии орбитальной резки».
«ДельтаСвар» является авторизованным представителем по продажам и сервисному обслуживанию оборудования Orbitalum Tools GmbH – немецкого производителя с полным ассортиментом оборудования для сварки труб и трубопроводов.
На текущий момент мы реализовали множество проектов по подготовке и орбитальной сварке труб. С некоторыми из наших выполненных проектов в этой области вы можете ознакомиться на нашем сайте.
Вам нужна личная консультация? Тогда свяжитесь с нами по телефону +7 (343) 384-71-72 или электронной почте. Наша команда поможет вам найти подходящий продукт для вашего индивидуального требования.
Читайте также:
 EVOSPARK 2021: новые производственные решения
EVOSPARK 2021: новые производственные решения
2021 год для сварочных аппаратов российского производства EVOSPARK стал особенно результативным благодаря выпуску новых производственных решений для сварки и обновлению уже существующих линеек оборудования. Перечислим некоторые из них. .
 Новая линейка недорогих российских сварочных полуавтоматов: EVOSPARK Synergic
Новая линейка недорогих российских сварочных полуавтоматов: EVOSPARK Synergic
Изготовитель российского сварочного оборудования бренда EVOSPARK – ООО «Завод технологических источников» – представил и перешел к серийному выпуску новой линейки упрощенных (по сравнению со старшими моделями линейки «EVOMIG») сварочных полуавтоматов MIG/MAG промышленного исполнения. .
 Качественные станки для отрезки труб и снятия фасок Orbitalum Tools – всегда отличное решение!
Качественные станки для отрезки труб и снятия фасок Orbitalum Tools – всегда отличное решение!
Инновационные отрезные станки компании Orbitalum Tools для мгновенной отрезки и снятия фасок труб, а так же для вырезания колен труб (так же тонкостенных труб из нержавеющей стали). Оптимальная подготовка к автоматизированному процессу сварки! .
 Лидер продаж: мобильный механический фильтровентиляционный агрегат filtoo из наличия на складе!
Лидер продаж: мобильный механический фильтровентиляционный агрегат filtoo из наличия на складе!
Вы ищете идеального помощника для очистки воздуха от сварочного дыма? Наш продукт месяца, универсальный бестселлер filtoo, в настоящее время доступен на складе в ограниченном количестве. Если вы поторопитесь, устройство будет у вас уже через пару дней. .
 Выставка «МЕТАЛЛООБРАБОТКА-2021»
Выставка «МЕТАЛЛООБРАБОТКА-2021»
На нашем стенде будет демонстрироваться оборудование для орбитальной сварки. Ждем Вас с образцами с 24 по 28 мая 2021 года в ЦВК Экспоцентр, г. Москва! Специалисты ООО «ДельтаСвар» подберут рациональное оборудование и технологию для решения актуальных технических задач Вашего производства! .
Фаскосниматели для металлических труб обзор
Машины для снятия фаски с металлических труб широко применяются с давних времен. Без фаскоснимателя для труб трудно представить монтаж любой системы, будь то: нефтегазопровод, котельное оборудование, отопительные магистрали, системы водопровода. Не смотря на возросшую конкуренцию с пластиковыми трубами, стальные трубы не потеряли своей важности и они по прежнему широко используются в прокладке трубопроводов.
Одну из главных ролей играет, при подготовке к монтажу и проведению сварочных работ на металлических трубах, играет фаскосниматель. Стальные трубы больше других нуждаются в предварительной тщательной подготовке кромки перед сваркой, чем пластиковые.
Краткое содержание статьи
- Фаскосниматели Мангуст от 14 до 325 мм.
- Фаскосниматели для труб ISY, TT, P3-PG, TGM, ТТ-М от 20 до 1500 мм.
- Фаскосниматели для труб Magnum от 18 до 356 мм.
- Фаскосниматели для труб Promotech PRO от 18 до 1000 мм.
- Станки для снятия фаски с труб СПК от 530 до 1420 мм.
Фаскосниматели для труб Мангуст (Россия)

Фаскосниматели Мангуст позволяют снимать внутреннюю и наружную фаску под сварку с торцов труб с толщиной стенки 30 мм и более, удалять сварной шов между трубой и трубной решеткой. Применяя дополнительные аксессуары можно высверливать из трубной решетки трубы в котлах, завальцованные трубы в теплообменниках и вырезать штуцера из тонкостенных коллекторов.
Особенности фаскоснимателей для труб Мангуст:
- крепятся во внутренней поверхности трубы за счет внутренних самоцентрирующихся кулачков
- сменные кулачки обеспечивают обработку широкого диапазона диаметров труб
- минимальный радиус облета
- возможна одновременная обработка торца трубы несколькими видами резцов
- малый вес и минимальное время установки дают возможность применять фаскорезы в труднодоступных и вредных для человека местах
Благодаря большому количеству разновидностей резцов, можно выполнять практические любые широко распространенные варианты разделки фаски с труб. Ниже приведена таблица обрабатываемых труб машинами Мангуст-Миди-МТ, Мангуст-Миди-Электро, Мангуст-2МТ, Мангуст-2-Электро, Мангуст-200М3, Мангуст-200-Электро, Мангуст-325, Мангуст-325-Электро.
Смотрите все видео работы машины мангуст для снятия фаски с труб
Фаскосниматели для труб ISY, TT, P3-PG, TGM, ТТ-М (ZPK) (Китай)

Машина ISY и TT крепится во внутренней части трубы с помощью 3-х самоцентрирующихся кулачков, в резцедержатель можно установить несколько различных по назначению резцов и выполнять несколько операций одновременно. Агрегаты могут поставлять с электрическим приводом 220В модели ISY и TT, и пневматическим мотором P3-PG, TGM. Числовой индекс — 2 на конце маркировки машины указывает на толщину стенки обрабатываемых труб от 20 до 75 мм, с индексом — 1 и без него до 15-20 мм.
Обновленная линейка машин от модели 1050 и выше способны обрабатывать трубы толщиной до 120 мм и имеют привод 380В.
Отдельно стоит обратить внимание на машины для снятия фаски ТТ-М (ZPK), которые позволяют обрабатывать трубы диаметром 25-108 мм. Данные машины, за счет своих габаритов и формы, прекрасно подходят для подготовки труб перед сваркой при монтаже экранов котлов и труб. Крепление на трубе производится с снаружи, за счет специального прижима и вставок.

Смотрите видео работы фаскоснимателей ISY, TT, P3-PG, TGM для снятия фаски с труб
Смотрите видео работы фаскоснимателей ТТ-М (ZPK) для снятия фаски с труб
Фаскосниматели для труб Magnum (Китай)
Фаскосниматели для труб Magnum от компании Gazcut. Совершенно новая конструкция машин Magnum позволила увеличить диапазоны обрабатываемых труб одной машиной, корпус изготовлен из алюминия, что помогает снизить вес и избежать серьезных повреждений от ударов. Усовершенствован редуктор и двигатель, что сделало машины Magnum надежными и не прихотливыми, а в некоторых моделях появилась возможность устанавливать одновременно до 3 резцов.
Представленные модели трубных фаскоснимателей Magnum позволяют снимать наружную фаску с труб под 30, 37 и 45 градусов, торцевать торец трубы под 0 градусов и снимать фаску внутри трубы под 15 градусов. Опционально возможно заказать резцы для выполнения рюмочной J фаски R6 угол 10°, J фаски R2 угол 15°, J фаски R8 угол 20°.

Фаскосниматели для труб Promotech PRO (Польша)
Машины для снятия фаски с труб Promotech серии PRO предназначены для выполнения операций торцевания труб, снятия наружной и внутренней фаски с диаметром от 12 до 1000 мм.

Отдельное внимание заслуживает стационарный станок для снятия фаски PRO-40 PBS (ПРО 40 ПБС) с труб в диапазоне диаметров от 200 до 1000 мм. Способен эффективно работать, благодаря высокоскоростной вращающейся фрезерной головке с пластинами, снимает фаску шириной до 45 мм и углами от 0° до 60°. Возможно снятие внутренней фаски и в том числе и типа J R6 и R8.
Станки для снятия фаски с труб СПК (Россия)

Фаскосниматель серии СПК состоит из центрирующего механизма и механизма планшайбы с электрогидравлическим приводом. Управление осуществляется со стационарного или переносного дистанционного пультов управления. Станок СПК-1023 позволяется одновременно торцевать трубу с различными толщинами стенки от 9 — 26 (530) мм, 7-24 (630) мм, 7-22 ( 720-920) мм, 8-21,5 (1020) мм при этом модель СПК-1423 позволяется одновременно торцевать трубу с различными толщинами стенки от 8 — 36 для труб 1020, 1067, 1220, 1420 мм.
Смотрите все видео работы станка для снятия фаски с труб СПК 530-1420 мм
Снятие фаски с труб

Инструмент для снятия фасок на трубах — одновременно внутренней и внешней! Высокая производительность и безопасность!
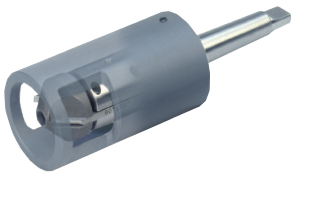
Насадка для снятия фасок на трубах Kopal обеспечивает одновременное внешнее и внутреннее снятие фаски с торцов труб, при этом нарезка фасок на трубах происходит с большой производительностью, а также обеспечивается высокая безопасность работы.
Описываемое приспособление торцовки труб используется на оборудовании с ручным управлением и позволяет крайне эффективно и удобно производить снятие фаски со стальной трубы, одновременно внешней и внутренней. При торцовке труб полностью исключен риск заклинивания заготовки или залома ножей, благодаря самой конструкции фаскоснимателя для труб Kopal.
 Применение:
Применение:
Приспособление для снятия фаски с труб Kopal охватывает сразу целый диапазон диаметров, его необходимо приобрести единожды, после чего в процессе эксплуатации лишь производить замену ножей. Трубный фаскосниматель Kopal может стать идеальной альтернативой фрез для снятия заусенцев с труб или прочих разнообразных устройств зачистки кромок труб.
Если требуется обработка кромки трубы только с внешней стороны, то более бюджетным, но не менее эффективным решением станут устройства зачистки кромок труб только для внешних сторон в смежном разделе данного сайта. Если же требуется инструмент удаления заусенцев внутри трубы, то сможет подойти фаскосниматель для труб на внутренние диаметры в смежном разделе данного сайта.
Основные параметры:
| торцовка труб | хвостовик КМ2 | |||
| внутренний диаметр | внешний диаметр | модель | артикул | |
| 12 до 24 | 14 до 24 | K 1 | 04-050 | 04-060 |
| 15 до 27 | 18 до 30 | K 2 | 04-070 | 04-080 |
| 20 до 30 | 24 до 36 | K 3 | 04-090 | 04-100 |
| 29 до 40 | 34 до 45 | K 4 | 04-110 | |
| 40 до 48 | 46 до 56 | K 5 | 04-130 | |
К онструкция:
Фаскосниматель труб Kopal состоит из прочного основания, хвостовика, двух твердосплавных режущих ножей и специального позиционирующего конуса.

Цена и срок поставки
Учитывая постоянное взаимодействие с производителем, мы имеем возможность самым оперативным образом предоставить для Вас информацию по цене и срокам поставки.

