
Припой для пайки медных труб кондиционера
Как запаять трубку кондиционера

- Технологические особенности пайки трубок из меди
- Ценовая политика или за сколько можно купить новую медную трубку для сплит – системы
- Осуществляем процедуру самостоятельно: что для этого нужно
- Основные ошибки
- Заключение
Бывает, что возможности воспользоваться услугами профессиональных монтировщиков либо же сварщиков нет возможности, а, тем не менее, кондиционер требует срочного ремонта. Как поступить в подобной ситуации? Правильно, сделать все самостоятельно в домашних условиях. Естественно, задача поставлена не из простых, но, владея элементарными техническими знаниями и навыками, любой среднестатистический обыватель с ней справится. Данная статья посвящена тому, как запаять трубку кондиционера.
 Чаще всего данное изделие не входит в базовую комплектацию указанного устройства, ее приходится докупать самому. В большинстве случаев применимы медные экземпляры. Тем не менее, осуществляя выбор, лучше посоветуйтесь с продавцом-консультантом, чтобы не ошибиться. Рассмотрим основные особенности предлагаемых для монтажа трубок кондиционера.
Чаще всего данное изделие не входит в базовую комплектацию указанного устройства, ее приходится докупать самому. В большинстве случаев применимы медные экземпляры. Тем не менее, осуществляя выбор, лучше посоветуйтесь с продавцом-консультантом, чтобы не ошибиться. Рассмотрим основные особенности предлагаемых для монтажа трубок кондиционера.
Агрегаты выпускают из специальной лишенной кислородных элементов меди, состоящей из 90% основного компонента с примесью серебра, это позволяет ей выдерживать термические прыжки, которые возникают в процессе транспортировки газа-фреона. Степень надежности охлаждающей конструкции напрямую детерминирована тем, насколько корректно были подобраны ее пропускные составляющие.
Диаметр трубки для кондиционеров выбирается исходя из его мощности и основных технических характеристик. Лучше, если он будет средним – это обеспечит оптимальную работу хладагента. В основном, это величина от шести с половиной до восьми миллиметров.
Лучшая толщина стенки трубки – 0, 71 миллиметр, длина – полметра. Существует прямо пропорциональная зависимость между мощностью охлаждающей конструкции и размером трубки – соответственно, чем интенсивней работа устройства, тем значительно большего формата потребуется само металлическое изделие.
Преимуществом, которым бесспорно обладают агрегаты для кондиционера из меди, является их выносливость – они с легкостью выдерживают даже значительное давление без повреждения поверхностного слоя. Это возможно из-за специфической техники их производства – зачастую они отожженными «попадают в свет», хотя встречаются и иные вариации. Перед осуществлением покупки лучше оговорить этот факт с продавцом.
Технологические особенности пайки трубок из меди
Изделия такого типа отлично поддаются обработке. Для припоя рекомендован фосфорно-медный и серебряный тип. Сами агрегаты выделяются значительной устойчивостью относительно растяжения, демонстрируют антивибрационное свойство.
Механизм осуществления процедуры имеет такую последовательность:
- Сначала необходимо избавиться от оксидной пленки, расположенной в зонах, подверженных пайке: с этой целью принято использование шлифовочной шкурки. Пыль, возникающую в процессе обработки, тоже необходимо убрать.
- Далее смесь флюса наносится на подготовленную во время чистки зону. Данный раствор представляет собой соединение гидразина, а также разнообразных древесных смол и спирта канифоли.

- Фитинг соединяется с трубой. Зазор обязан составлять менее полумиллиметра.
- Место соединения необходимо разогреть. Температура для этого должна составлять около трехсот градусов. Чтобы запаять медные трубки для кондиционеров, понадобится специальная лампа, как вариант – горелка газовая. Нагрев должен осуществляться максимально равномерно, для этого следует регулярно плавно перемещать пламя вдоль конструкции. Не нужно допускать перегрев какого-то определенного участка.
- Обязательно после завершения мероприятия следует осуществить промывку системы, поскольку остаточные флюсовые загрязнения потенциально могут спровоцировать коррозию металла, то, в свою очередь, приведет к поломке кондиционера.

Ценовая политика или за сколько можно купить новую медную трубку для сплит – системы
Стоимость изделия составляет 42 рубля за погонный метр. В продажу поступают они бухтами, состоящими или из пятнадцати, либо из сорока метров.
Ценообразование осуществляется под влиянием следующих факторов:
- технологии, с помощью которых производится трубка кондиционера;
- характеристики самого исходного металла;
- марка-изготовитель.
Как вариант, если возникает потребность в замене-пайке проводящего устройства. Можно обратиться в компанию, которая занимается и поставкой самих изделий, и их монтажом.
Осуществляем процедуру самостоятельно: что для этого нужно
Прежде всего, необходимо запастись набором соответствующих инструментов. В случае если вы решили еще и изготовить составляющие для кондиционера своими руками, приобретайте труборез и несколько трубогибов. Первый позволяет грамотно обработать тот конец системы, которые впоследствии будет подвергаться пайке.
Непосредственно перед тем, как рассматривать вопрос, как запаять трубку кондиционера, отметим, что бывают они дюймовых и метрических размеров. Первые находятся в ценовом диапазоне от 170 рублей за один метр, вторые – дешевле, можно обойтись 30-40 за единицу.
Теперь непосредственно о самой пайке. Это сложная с точки зрения технологии процедура, в процессе осуществления которой происходит соединения деталей с помощью введения между ними, так называемого припоя, обладающего гораздо более низкой температурой плавления, чем тот материал, из которого изготовлены совмещаемые объекты.
Использование данной технологии обеспечивает герметичность шва под воздействием давления, его высокую коррозионную устойчивость, равномерное расширение при гипертермии, а, самое главное, длительный срок эксплуатации без ревизионного вмешательства.
Характер и качество соединения напрямую детерминированы квалификацией инсталлятора: помните об этом, когда решите выяснить, как запаять алюминиевую трубку кондиционера своими руками.
Основные ошибки
К дефектам пайки относят: наличие флюсовых включений, трещины, неэстетичный внешний вид соединенной зоны, растрескивание и разрыв кромки, а также непропаянный стык.
В основном, успех операции зависит не столько от качества использованных исходных материалов, сколько от технологичности и квалифицированности ее выполнения.
Выделим правила, которым необходимо следовать при проведении работы:
- Для начала следует подготовить детали, которые будут соединяться
- Нужен капилляр, который будет создавать необходимые условия, для того, чтобы припой проникал даже в самые сложно доступные зоны
- На обрабатываемой поверхности трубки кондиционера должна отсутствовать оксидная пленка
- Применение флюса пастообразной консистенции
Отметим, что пайка не получится качественной, если детали, которые ей подвержены, не будут нагреваться одинаково. Степень равномерности термической обработки трубки кондиционера детерминирована многими факторами: вес и сущность исходных материалов, температуры, тип припоя. Для того, чтобы осуществить процесс нагревания, инсталлятор может воспользоваться следующими методами: с помощью открытого огня, электросопротивление, а также применим паяльник из металла.
Работать с открытым пламенем сложнее, возможно использование припоя разного типа, крайне важно в подобной ситуации учитывать температуру, до которой нагреваются соединительные детали. Следует обязательно разделять две системы: кислород и газ, а также газ и воздух.
Чтобы запаять медную трубку кондиционера, необходимо жечь либо ацетилен, либо пропан. Он содержится в тяжелых баллонах, которые достаточно тяжело перевозить.
Выбор припоя зависит от нескольких факторов. Зачастую наиболее применимы те, что содержат частички серебра, а то и медно-фосфорные, обладающие очень широким диапазоном использования.
Выбор вида соединительной смеси обусловлен температурными показателями, а также набором инструментов, которыми и будет осуществлена сама пайка.
Заключение
Если вы все же решили запаять трубку кондиционера своими руками, следует запастись достаточно большим набором инструментов, а также подготовить теоретическую базу. Для начала определите, из чего сделано изделия, подберите соответствующие материалу составляющие, а также определитесь с техникой пайки. Лучше, если предварительно проконсультируетесь со специалистом, либо даже будете осуществлять процедуру с его участием.
Припой для пайки медных труб кондиционера

ПАЙКА КОНДИЦИОНЕРОВ В СОВРЕМЕННЫХ УСЛОВИЯХ
 Опубликовал: Kirill B.
Опубликовал: Kirill B.
Занимаетесь ремонтом кондиционеров и холодильных установок? Предлагаем вашему вниманию статью о высокотемпературной пайке твердым припоем.
После ограничений на использование CFC-хладагентов (* озоноразрушающие хладагенты), было много дискуссий о требованиях к пайке трубчатых соединений для новых хладагентов. Две основные причины, по которым производители работ должны обратить более пристальное внимание на качество пайки:
·Заменители без CFC, такие как R-410а, работают при более высоких давлениях, чем нынешние хладагенты, такие как R-22. Например, при 70 °F (*21,11°С) рабочее давление R-22 составляет 120 PSIG (*8.27 bar), тогда как R-410a — 200 PSIG (*13.79 bar). В настоящее время хладагент R-410a значительно дороже, чем R-22, соответственно при утечках хладагента из системы стоимость заполнения системы будет выше.
·Связанный с этим событием является переход к более высокому SEER рейтингу кондиционирования воздуха (*коэффициент сезонной энергоэффективности, единица холодопроизводительности в течение типичного охладительного сезона делится на общее количество, потребляемое электроэнергии за тот же период). В результате этого, многие производители, вероятно, увеличат размер витков. Это приведет к большему количеству паяных соединений.
В любом случае основой производства герметичных паяных соединений является правильная техника. Качественные паяные соединения являются результатом следующих ключевых процедур.
Очистка
Этот простой шаг пропускают, особенно в новых установках. Загрязнители, такие как грязь, масла, или толстая оксидная пленка будут препятствовать «смачиванию» (способности расплавленного припоя растекаться и прилипать к поверхности). Протрите детали ветошью, а затем используйте проволочную щетку из нержавеющей стали или наждачную бумагу для удаления оксидного слоя.
Регулировка пламени
Это следующий важный этап. Настройки пламени зависят от типа источника тепла. Для кислородно-ацетиленового источника рекомендуется нейтральное пламя. Также подходит пламя с небольшим избытком ацетилена (науглераживающее пламя). Избегайте использования пламени с избытком кислорода (окислительного пламени). Это пламя химически увеличивает поверхностную оксидную пленку и препятствует смачиваемости присадочным металлом.
Воздушно-ацетиленовые горелки, использующие мундштуки вихревого типа стали очень популярны. Они имеют единую регулировку пламени. Независимо от типа горелки, когда размер трубки увеличивается или уменьшается, меняем мундштук на больший или меньший, что предпочтительнее, чем просто увеличение давления.

Нагрев
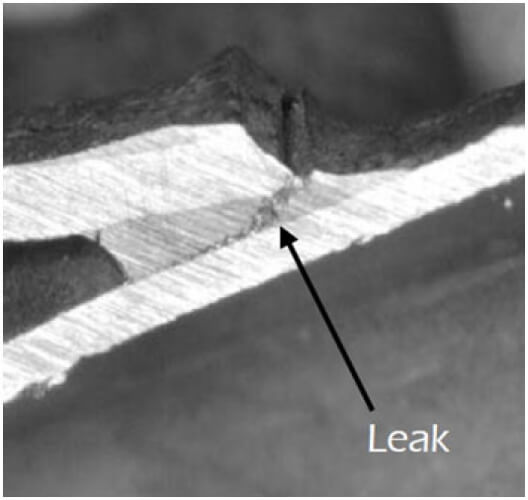
Неправильный нагрев является основной причиной плохо спаянных стыков. Достаточная прочность и пластичность стыка зависит от подачи расплавленного присадочного металла припоя в соединение. Первый стык проявляет прочность снаружи. Несмотря на то, что соединение может быть достаточным при определенных обстоятельствах, высокая вибрация или давление может являться причиной развития трещины.
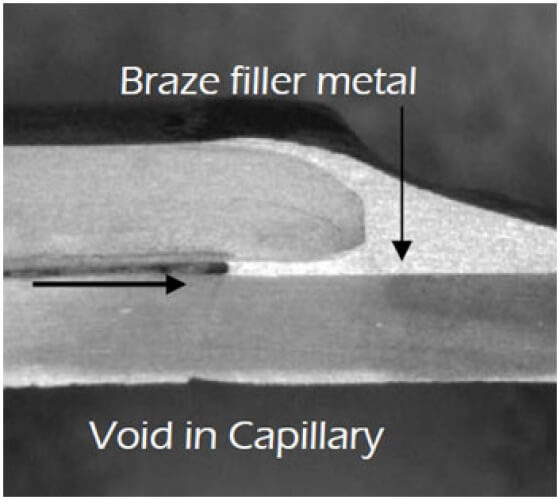
Пустота в капилляре
Чтобы предотвратить это, мы должны использовать метод нагрева, который охватывает обе части, в том числе низ по внутренней части муфты, до температуры пайки. Мы рекомендуем следующий многоступенчатый подход к нагреву:
1. Начинаем с нагрева трубки. Нагреваем трубу вокруг, чтобы провести тепло внутрь муфты.
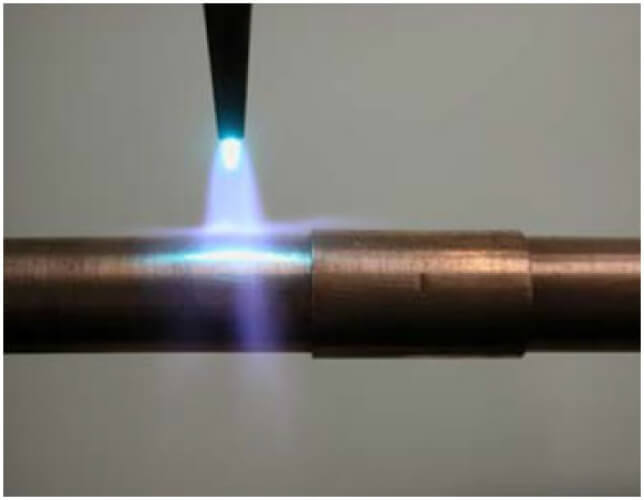

2. После этого предварительного нагрева, переместите горелку к муфте. Наклоните пламя в направлении трубки.
3. Водите горелкой между трубкой и муфтой, чтобы довести обе части до температуры пайки.

4. Перемещайте пламя в сторону муфты и примените присадочный металл. Расплавленный припой будет следовать за теплом к основанию раструба.
5. Шаги 3 и 4 должны быть сделаны с обеих сторон трубки / соединения. Также при увеличении диаметра трубки необходимо повторить эти действия в нескольких точках по окружности. Это будет способствовать равномерному нагреву и гарантировать, что там достаточно припоя и нет «голодающих» участков.
Важно дождаться момента, когда обе части поглотят достаточное количество тепла перед введением припоя. Пруток или проволока должен легко плавиться и течь, когда он прикладывается к основному металлу. Необходимо избегать плавления прутка только от пламени горелки.
Припой
Доступные припои вполне пригодны для производства герметичных соединений. В таблице припоев Harris изложены рекомендации по выбору припоя для различных комбинаций основных металлов.
Флюс
При пайке меди или латуни флюс требуется для разрушения оксидной пленки, защиты основного металла при нагреве и уменьшения поверхностного натяжения присадочного металла. На соединениях медь к меди, фосфор содержащийся в прутках (Stay Silv ® 5, 15, Blockade®, Dynaflow ®) выполняет эту функцию. При пайке других металлов требуется отдельный химический флюс.
Флюс следует использовать экономно и наносить с помощью кисти. Предлагаемый метод заключается в том, чтобы оставить ¼» (*6.35 мм) неофлюсованой области в конце трубки. Во время нагрева капиллярные силы будут тянуть расплавленный флюс через стык. Обязательно удалите остатки флюса мокрой ветошью после пайки.
Низкотемпературная пайка мягким припоем
Несколько спорных моментов возникло при использовании низкотемпературной пайки в качестве замены высокотемпературной пайки. Большинство коммерческих мягких припоев, в частности оловянно-свинцовые и оловянно-сурьмовые, не рекомендуются использовать для охладителей с повышенной вибрацией. Оловянно-серебряные припои, включая Stay Brite®, обладают необходимой прочностью и пластичностью для работ по ОВК (*отопление, вентиляция и кондиционирование) жилых помещений. Исключение составляют соединения, где рабочая температура превышает 200 °F (* 93.3°С).
Стоит отметить, InternationalMechanicalCode (*соглашение, сосредотачивающееся на безопасности систем отопления, вентиляции систем кондиционирования воздуха) предусматривает, что паяные соединения мягким припоем медной трубки приемлемы для хладагентов «Группа А1». R-410A включен в эту группу хладагентов. Преимущества оловянно-серебряных стыков хорошо документированы. Вы исключаете необходимый поддув азота при нагревании, и внешнее охлаждение термочувствительных клапанов не требуется.
Помните, флюсы мягких припоев вызывают коррозию. Позаботьтесь о том, чтобы избежать избыточности флюса на трубке и фитингах, это может окончиться попаданием флюса внутрь замкнутой системы. Чтобы помочь избежать этого, наносите флюс с помощью кисти.
Имейте в виду, что некоторые инструкции производителей по установке кондиционеров и сервисные бюллетени предусматривают низкотемпературные паяные соединения. Подрядчики должны следовать инструкциям производителя, а так же требованиям действующих методических и нормативных документов.
При использовании данного материала ссылка на ресурс ЯСВАРЩИК обязательна.
Припой
Припой Felder L-CuP6 (прут 17гр.)
Медно-фосфорный припой Felder L-CuP6 специально разработан для пайки меди без флюса. Прочность шва 250МПа.
Содержание серебра: 0%
Флюсованный: нет
Температура плавления: 760 °C
Формат: пруток квадратного сечения
Припой Stella St15 (прут 13гр.)
Применяется для пайки медных труб и фитинга при монтаже кондиционеров, холодильного оборудования, холодного и горячего водоснабжения, отопительных системах.
Содержание серебра: 15%
Флюсованный: нет
Температура плавления: 645..800 °C
Формат: пруток квадратного сечения
Припой Stella St5 (прут 13гр.)
Этот вид припоя хорошо подходит для пайки медных труб и фитингов. При использовании не требуется флюс. Медь не окисляет.
Содержание серебра: 5%
Флюсованный: нет
Температура плавления: 645..815 °C
Формат: пруток квадратного сечения
Припой П-14 ОФЛ (прут 13гр.)
Состав: медь 90%, фосфор 6%, олово 4%. С флюсом. Применяется для высокотемпературной пайки меди, медных сплавов, латуни.
Содержание серебра: 0%
Флюсованный: да
Температура плавления: 640..680 °C
Формат: пруток круглого сечения
Припой Stella St40F (прут 22гр.)
Сварочный серебряный припой для общих применений, пригоден для соединений разных основных чёрных и цветных металлов (сталь, медь, латунь, и.т.д.). Поставляется в виде офлюсованных прутков, является ковким и надежным.
Содержание серебра: 40%
Флюсованный: да
Температура плавления: 650..710 °C
Формат: пруток круглого сечения
Припой Castolin 192FBK (алюминий) (прут 12гр.)
Припой с флюсовым сердечником Castolin 192FBK для пайки алюминия с алюминием и алюминия с медью.
Содержание серебра: 0%
Флюсованный: с флюсовым сердечником
Температура плавления: 400..415 °C
Формат: пруток круглого сечения
Припой Castolin 190 (алюминий) (прут 10гр.)
Сплав для капиллярной пайки алюминия. Профиль, трубы, кондиционерное оборудование, теплообменники.
Содержание серебра: 0%
Флюсованный: нет
Температура плавления: 575..585 °C
Формат: пруток круглого сечения

Припой Stella St55F (прут 22гр.)
Сварочный серебряный припой для общих применений, пригоден для соединений разных основных чёрных и цветных металлов (сталь, медь, латунь, и т.д.). Поставляется в виде офлюсованных прутков, является ковким и надежным.
Содержание серебра: 55%
Флюсованный: да
Температура плавления: 630..660 °C
Формат: пруток круглого сечения

Припой Felder Cu-Rophos 5 (прут 17гр.)
Серебросодержащий припой для меди используют для создания прочных соединений. Он широко применяется при установке холодильного оборудования. Припой для пайки медных труб, представляет собой сплав различных металлов.
Содержание серебра: 5%
Флюсованный: нет
Температура плавления: 710 °C
Формат: пруток квадратного сечения
Припой Castolin EcoBraz 38245F (45% фл.)
Серебряный припой для пайки углеродистых и нержавеющих сталей, меди и её сплавов, как между собой, так и в различных сочетаниях. Хорошие прочностные свойства, добавка олова снижает температуру пайки. Также подходит для пайки спечённых сплавов.
Содержание серебра: 45%
Флюсованный: да
Температура плавления: 640..680 °C
Формат: пруток круглого сечения
Припой Castolin EcoBraz 38240F (40% фл.) (прут 22гр.)
Серебряный припой для пайки углеродистых и нержавеющих сталей, меди и её сплавов, как между собой, так и в различных сочетаниях. Хорошие прочностные свойства, добавка олова снижает температуру пайки. Также подходит для пайки спечённых сплавов.
Содержание серебра: 40%
Флюсованный: да
Температура плавления: 640..700 °C
Формат: пруток круглого сечения
Материалы для пайки медных труб




Материалы для пайки медных труб.
Припой медный Stella, Felder для пайки медных труб.
В этом разделе вы можете купить медный припой для пайки медных труб. В ассортименте представлен немецкий (Felder) и итальянский (Stella) припой, с процентным содержанием серебра 2, 5 и 15%. Кроме этого предлагаем офлюсованный припой с содержанием серебра 30, 40 и 45%.
Получить бесплатную консультацию, а также узнать наличие и сроки поставки припоя можно по телефону +7(495) 369-11-14 или написав на нашу электронную почту info@masclim.ru
Разновидности припоя для пайки меди, различия и особенности.
Припои делятся на легкоплавкие, средне- и высокоплавкие. Легкоплавкие припои необходимы для низкотемпературной пайки (150-450 о С), остальные – для высокотемпературной пайки (450-1850 о С).
К легкоплавким припоям, также они называются мягкие, относят припои из олова с содержанием серебра и меди. Они используются для пайки отопительных и водопроводных сетей.
Среднеплавкие и высокоплавкие, твердые припои используются для высокотемпературной пайки медных труб. В их основе медь и серебро, что в итоге дает прочный состав и антикоррозийные свойства. Полученные швы обладают высокой температурной устойчивостью. Твердые припои используют для пайки труб при монтаже систем кондиционирования и охлаждения, газовых сетей, отопительных трасс и водопроводных магистралей.
Медные припои с содержанием серебра позволяют создать крепкий, пластичный шов с высокой коррозийной устойчивостью. Также в состав медного припоя производители добавляют фосфор (в названии добавляется латинская буква P), что позволяет в процессе пайки обойтись без использования флюса.
Для чего нужен флюс?
Флюс, специальный технический материал, используется при пайке медным припоем, особенно с содержанием серебра. Позволяет защитить поверхность трубы от появления окисления и шлаков. Это происходит в результате препятствия флюса контакту с кислородом.
Флюс выпускается в виде пасты, порошка и жидкости. На нашем сайте представлены припои Stella и Felder с уже нанесённым на прутки флюсом, что позволяет сразу использовать припой.
Как выбрать нужный припой для соединения медных труб?
Чтобы соединить медные трубы, используемые для монтажа систем кондиционирования, охлаждения и газовых сетей, необходимо использовать только медный припой.
Содержание серебра в составе позволит вам получить более крепкое и надежное соединение, что является обязательным требованием при монтаже кондиционеров. Чем больше процент серебра, тем крепче и надёжнее получается шов.
Припой с флюсом защитит поверхность медной трубы от появления окислений и шлаков, что увеличит прочность и эластичность шва, а также продлит период работы трубопровода.
Пайка трубопроводов при монтаже систем кондиционирования
Основные положения
Чтобы соединение из металлов получилось надежным необходимо добиться равномерного распределения припоя. Данный процесс называют «смачиванием». Его возможно выполнить только на хорошо подготовленной поверхности.
Использование припоя
Твердые припои применяют для соединений бронзы, меди, латуни и комбинаций из данных металлов. Во время соединения латуни и бронзы необходимо использовать флюс, чтобы избежать окисного образования на основном металле, поскольку из-за него может быть неравномерное распределение припоя. Медно-фосфорные припои для пайки медных соединений являются самофлюсующими.
Основным недостатком припоя содержащего фосфор является хрупкость, поэтому его не используют для пайки цветных металлов, включающих в себя более 10% никеля, а также для соединений из алюминиевой бронзы.
Для пайки цветных металлов, в частности меди и сплавов на ее основе, используют твердые серебряные припои, поскольку они не содержат фосфор. Исключением является алюминий и магний, поскольку для их соединения необходим флюс.
Следует быть осторожными, используя низкотемпературный медный припой, в состав которого входит кадмий, поскольку его пары отравляюще действуют на организм человека.
Пайка медных труб с применением медно-фосфорного припоя
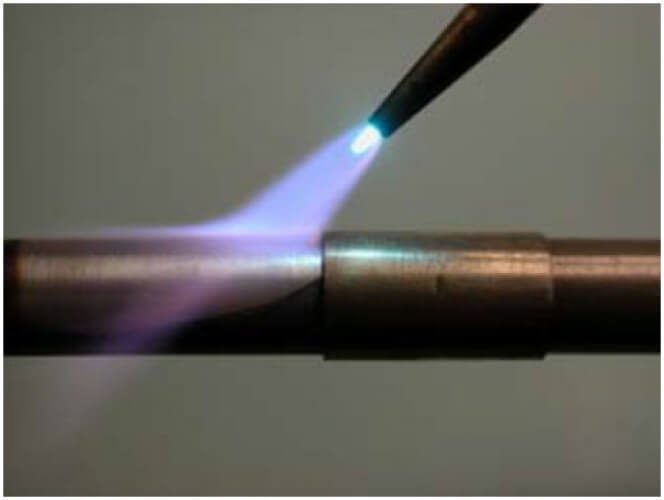
Если факел пламени горелки ярко синего цвета и средней величины, то это свидетельствует о том, что газовая смесь содержит равное количество кислорода и газообразного топлива. Благодаря такой пайке металл будет нагреваться равномерно.
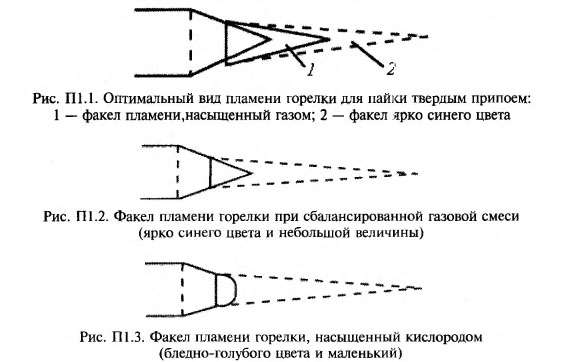
Если факел пламени горелки небольшой и бледно-голубого цвета, то это значит, что в газовой смеси находится много кислорода. Во время такой пайки поверхность металла будет окисляться, свидетельством чего станет появление темного налета на металле.
Гарантом надежности паяного соединения является подготовка медной поверхности. Она должна быть очищена от грязи, масла, краски и прочих веществ, которые могут препятствовать нанесению припоя на металлические поверхности.
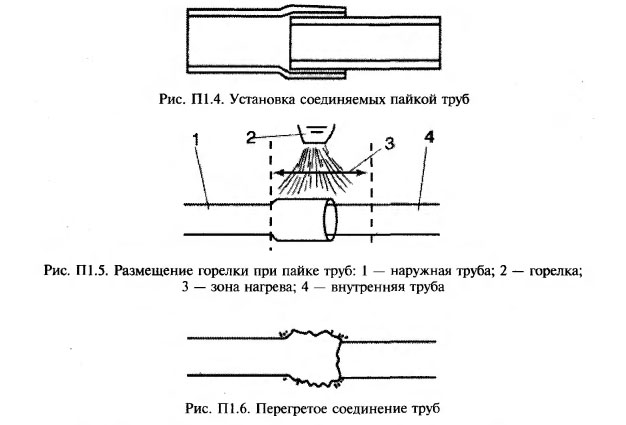
Соединяя методом пайки две медные трубы необходимо обеспечить выполнение следующих условий:
- труба меньше диаметра должна входить в трубу большего диаметра не меньше, чем на длину своего диаметра;
- зазор между стенками наружной и внутренней трубы должен находиться в пределах 0,025-0,125;
- прогрев выполняют равномерно по всей длине и окружности соединения;
- использование горелки нужного размера с уменьшающимся пламенем. При перегреве основной металл начинает сильнее взаимодействовать с припоем, в результате, такое соединение будет иметь значительно меньший срок службы.
Припой не будет равномерно распределяться между соединяемыми трубами, когда внутренняя труба больше нагрета, чем наружная и в обратном порядке. Необходимо полностью равномерно разогревать всю поверхность свариваемых труб, только в этом случае припой будет равномерно проникать в зазор соединений.
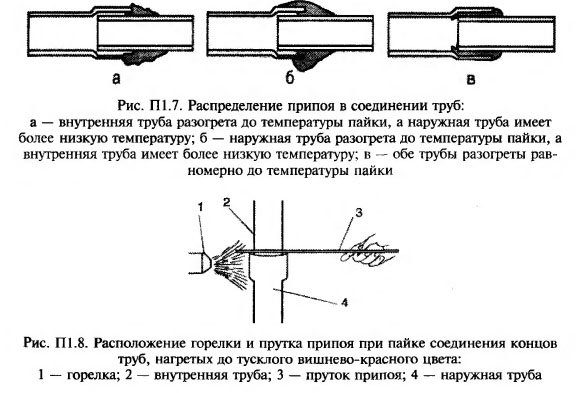
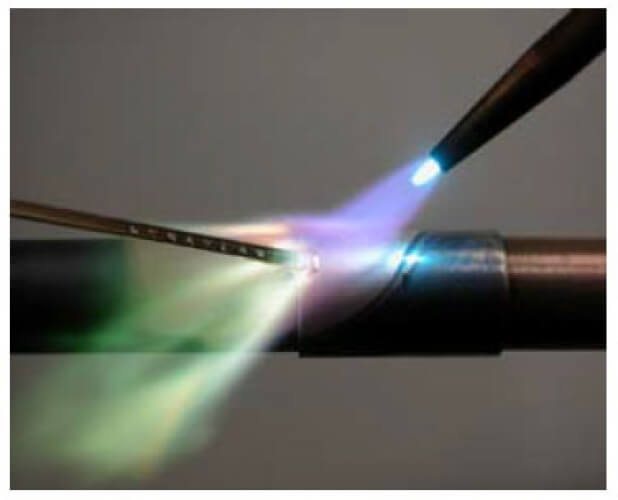
Если пруток твердого припоя расплавится от контакта с прогретыми трубами, то это означает, что они достаточно прогреты. Чтобы улучшить процесс пайки пруток твердого припоя предварительно прогревают пламенем горелки.
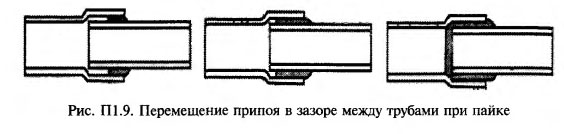
Известно, что припой проникает в соединение труб под действием капиллярных сил и чтобы облегчить процесс его растекания необходимо предварительно позаботиться о чистоте поверхности свариваемых соединений и соблюдать необходимый зазор. Также следует не забывать, что припой всегда движется к источнику теплоты.
Пайка меди с латунью с использованием твердого медно-фосфорного припоя
Особенности пайки стали при помощи серебряного припоя
Флюсы
Во время пайки используют минимальное количество флюса, остатки которого потом тщательно удаляют. Наносить его следует вдоль свариваемой поверхности, а не на само соединение, поскольку он должен попасть в него непосредственно до припоя.
Правила пайки
Пламя для пайки должно обеспечивать максимальный нагрев, прием соединение необходимо равномерно прогревать до необходимой температуры. После нанесения припоя на соединение проверяют равномерность его распределения. Для этой цели используют паяльную горелку. Припой должен растекаться в сторону более нагретого участка.

