
Пайка труб ПНД электромуфтовым методом
Технология электромуфтовой сварки труб ПНД – преимущества метода
При обустройстве пластиковых трубопроводов очень важно обеспечить надежность соединения его составных элементов. Трубы из полиэтилена могут стыковаться двумя способами – сваркой или при помощи электромуфты; что касается механического способа, то он не в состоянии обеспечить должные показатели надежности и герметичности.

Особенности стыковой сварки
Сваривание полиэтиленовых труб встык – это простое нагревание торцов пластикового трубопровода. За цель ставится сообщение всем свариваемым частям состояния вязкости и текучести, в определенных пределах. После этого происходит соединение концов полиэтиленовых изделий под давлением.
Чтобы эта работа была проведена качественно, важно надежно зафиксировать изделие. По ходу соединения любые сдвигания или другого рода смена положения труб недопустима. Тот же самый режим должен сопровождать и процедуру остывания сваренных заготовок.
Для данной технология характерна простота, однако применять ее можно далеко не всегда. Стыковая сварка возможна лишь в тех случаях, когда соединяемые трубы имеют идентичный диаметр и изготовлены с аналогичной марки полиэтилена. Категорически запрещается сваривание пластиковых изделий, имеющих различные характеристики.

Сварка труб ПНД встык может быть реализована при следующих условиях:
- Трубы должны иметь толщину стенок не менее 4,5 мм.
- Температурный диапазон проведения сварки – от -15 до +45 градусов.
- Данный способ соединения характеризуется незначительным уровнем энергопотребления.
- Сваривание полиэтиленовых труб не предусматривает наличие сложных приспособлений.
- Реализация метода возможно только при наличии возможности надежно фиксировать концы сваренных труб.
Сложные, труднодоступные участки не подходят для стыковой сварки: в таком случае приходится использовать электромуфтовую сварку труб ПНД. Подобным образом выполняется и врезка в ПНД трубу, но там есть свои нюансы.
Сильные стороны применения электромуфты
Обычно электромуфты применяются в тех случаях, когда сваривать полиэтиленовые трубы встык не удобно или не практично. Чаще всего это бывает в канализационных колодцах, узких и неудобных каналах, монтажных шурфах в основании и стенах домов. Строго говоря, электромуфты приходят на выручку в тех случаях, когда стыковую сварку использовать невозможно.
Еще одно достоинство данного способа стыковки полиэтиленовых труб является его удобство в случае аварии или повреждения трубопровода. Как правило, такие ситуации требуют очень быстрого устранения возникших неполадок. Сварка ПНД труб электромуфтами характеризуется значительной простотой реализации – какие-то особые знания в этом случае не понадобятся.

Легкость установки приспособления обеспечивается наличием на нем специальных отверстий. Для определение оптимального для стыковки температурного режима на современных сварочных аппаратах предусмотрена функция считывания требуемой информации напрямую с штрих-кода, которым оснащаются электромуфты. Процедура соединения реализуется самыми простыми инструментами – устройством для зачистки торцов трубы, электромуфтой и сварочным аппаратом.
Порядок выполнения электромуфтовой сварки труб ПНД
Технология сварки полиэтиленовых труб муфтами электрического типа:
- В процессе реализации подготовительных мероприятий потребуется зачистить поверхности стыкуемых заготовок. С них убирают оксидный слой и грязь. Для этого можно использовать нож, скребок или специальное механизированное приспособление. Его стоимость довольно значительна, однако, когда требуется соединить трубы большого диаметра, одним ножом управиться достаточно проблематично.
- Одевают муфту при помощи специального позиционера, который гарантирует правильность положения всех соединяемых частей. Для сглаживания некоторой овальности изделия применяют специальную округляющую накладку.
- Процедура обезжиривания является обязательной для всех свариваемых поверхностей. Это касается как внутренних, так и наружных полостей трубы.
- В случае дождя или снега на улице нужно переместить все составные части, трубы и муфты под навес, после чего продолжить сварочные работы уже в укрытии. Это правило является обязательным к исполнению: в противном случае, достичь надежного соединения вряд ли удастся.
- По окончанию подготовительных мероприятий начинают сварку полиэтиленовых труб. Электромуфту следует поместить на конец одной заготовки: для совмещения торцов трубы и муфты применяется обычный молоток. Далее конец второй трубы оснащается пометкой, до ее половины. При совмещении торцов соединяемых труб соблюдают соосность. Муфту же следует надеть до нанесенной пометки. Для зажимания проводов сварочного аппарата на муфте имеются клеммы. Сам процесс сваривания реализуется автоматически. На современных сварочных аппаратах для сваривания труб из пластика предусмотрена специальная функция настройки температурного режима работы через считывание штрих-кода, содержащегося на этикетке электрической муфты.
- Для простоты определения того, что процедура сварки завершена, электромуфту оснащают серией одинаковых отверстий. Когда из них начинает вытекать полиэтилен, это свидетельствует о готовности соединения. После этого нужно обязательно вытащить провода сварочного аппарата из клемм муфты.
- Завершающим этапом стыковки полиэтиленовых труб является полное остывание готового участка. Пока это происходит, очень важно не прикасаться к нему и не смещать трубы, иначе вся процедура пойдет насмарку. В тех случаях, когда по неосторожности смещение все-же произошло, потребуется обрезать сваренные заготовки на расстояние 10-20 мм от расплавленных концов, и провести всю процедуры сначала.

Благодаря простоте реализации этого метода для стыковки полиэтиленовых трубопроводов ПВД, соединение электромуфтой и сваркой приобрело значительную популярность. Его берут на вооружение не только домашние мастера, но и профессиональные сантехники.
Для соединений данного типа характерен высокий уровень прочности и надежности – протечки и другие дефекты по месту стыковки обычно не возникают. Смонтированный подобным образом полиэтиленовый трубопровод способен эффективно использоваться почти сто лет. Однако, чтобы достичь такого результата, в процессе работы необходимо неукоснительно соблюдать все рекомендации для обеспечения качественного соединения.
Пайка труб ПНД – оборудование и порядок действий
Установка и обслуживание водопровода требует проведения ряда специфических процедур, одной из которых считается пайка ПНД труб. Для ее осуществления используются специализированные инструменты. Также существуют правила проведения подобных процедур, которые надо соблюдать для достижения лучшего результата.
Выбор способа пайки ПНД труб
Имеется несколько основных способов пайки ПНД труб. Для различных условий работы предпочтительны разные способы. Все они имеют плюсы и минусы, что зачастую осложняет выбор. Однако информация о конкретных условиях поможет определить вид пайки.
Во многих случаях при установке трубопровода очень важно сохранить гибкость всего участка. Какие-либо жесткие негнущиеся элементы могут усложнить эксплуатацию. В таком случае лучший выбор – стыковая сварка. Оно достаточно проста в исполнении и не требует дорогих компонентов.
Проведение работ в труднодоступных местах предполагает муфтовую пайку. Она поможет соединить участки трубопровода, даже если они абсолютно неподвижны друг относительно друга.
Электромуфтовый способ придет на выручку тогда, когда планируется соединение в очень стесненном пространстве. Также этот способ считается одним из самых быстрых, что может быть принципиальным фактором при выборе.
Важно! Если же части необходимо соединить на время каких-либо работ и постоянное соединение не предполагается, то логичнее использовать не пайку, а обычное разъемное соединение.
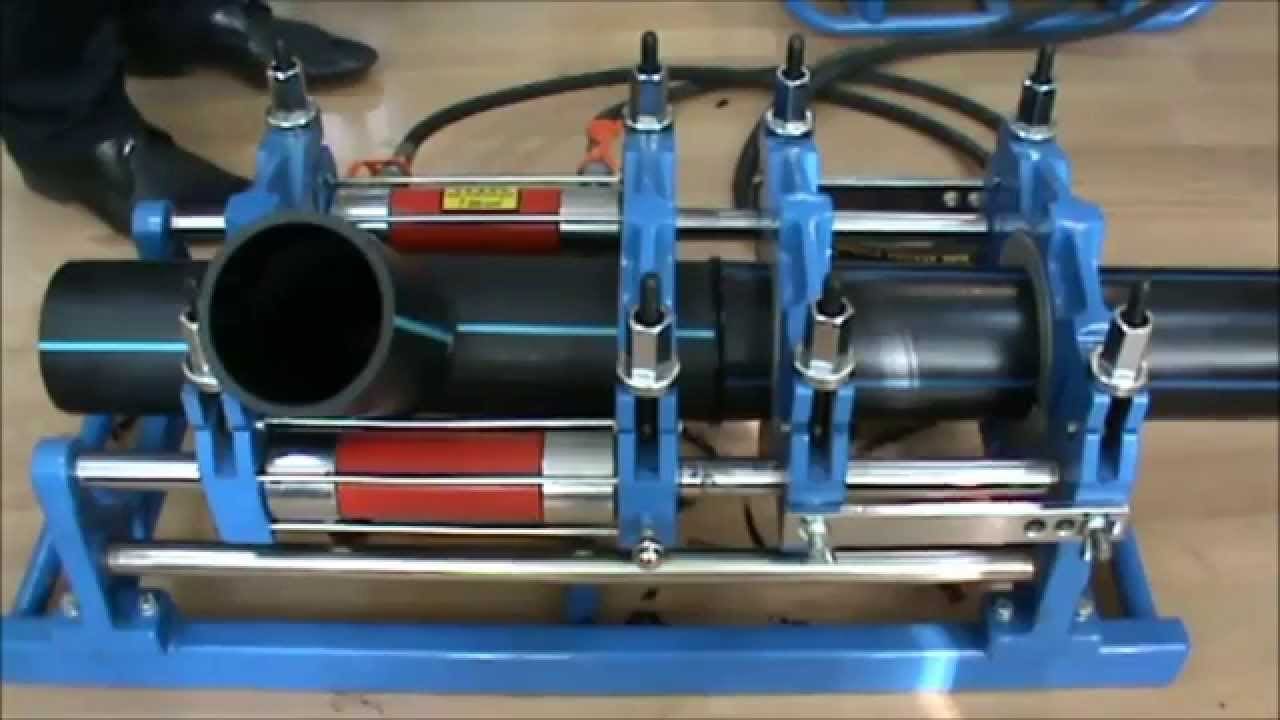
Стыковая сварка полиэтиленовых труб
Самым распространенным способом соединения ПНД представляется стыковая сварка. Она действительно очень экономична и проста в использовании. К тому же обеспечивает достаточный ресурс соединения. Для осуществления метода необходимо специализированное сварочное оборудование. Способ подойдет для тех мест, где трубы достаточно свободно двигаются и где желательно оставить эту гибкость.
Метод может быть использован при открытой прокладке трубопровода, а также в траншеях.
Порядок проведения стыковой сварки:
- Две части устанавливаются в держателе сварочного аппарата, который направляет изделия друг на друга без смещения.
- Далее фиксаторами агрегаты закрепляются в держателе.
- При помощи спиртового раствора края необходимо очистить от разных загрязнений. Желательно использовать материалы, которые не оставляют после себя ворса.
- При помощи торцовки края также обрабатываются механически. Им придается соответствующая форма. Обработка проводится до того момента, пока не появится стружка толщиной менее 0.5 мм.
- Затем мастеру необходимо вручную проверить торцы на параллельность. Если возникают зазоры, то процедура торцовки повторяется.
- Нагревательным элементом торцы соединяемых изделий одновременно разогреваются.
- Как только края немного оплавились, нагрев прекращается, а сами изделия плотно соединяются друг с другом. Детали прижимаются до тех пор, пока соединение не заимеет достаточную прочность. В большинстве случаев хватает 5-10 минут.
- После проведения работ необходимо внимательно осмотреть сварной шов, а также убедиться в прочности соединения.
 Обработка торцов
Обработка торцов
Конечное качество спайки очень сильно зависит от качества проведения предварительных работ. Хорошо зачищенные и подготовленные края гораздо лучше спаяются между собой. Таким образом, можно будет добиться очень хорошего результата.
Важно! Стыковая сварка обязательно проводится при помощи одного шва. В противном случае прочность и долговечность соединения будет минимальной.
Муфтовая сварка ПНД труб
Муфтовая сварка имеет другой порядок действий и иной набор материалов. Для проведения работ обязательно понадобится паяльник для ПНД труб, а также набор насадок. Часто в таких соединениях используется дополнительная аппаратура, такая как уголки и эксцентрики. Соединение торцов изделий проводится после того, как к ним будут присоединены фитинги.
В работе используется паяльник для полипропиленовых труб, который содержит несколько металлических деталей. Эти детали и нагревают пластиковые агрегаты. Одна из них представляет собой дорн – специальный элемент, который вставляется во внутреннюю часть фитинга. Другая же, гильза, служит для нагрева самого участка.
Проведение муфтовой сварки требует особой подготовки. Нужно осуществить ряд действий, помогающих повысить качество соединения:
- Заготовки должны быть подрезаны и выставлены ровно друг напротив друга.
- Края нужно очистить от загрязнений и остатков пластика.
- Те трубы, которые сейчас не используются, необходимо заткнуть пробками во избежание засорений.
- Нужно осмотреть паяльный прибор на наличие загрязнений или остатков пластика от прошлых работ. В случае необходимости очистить.
После проведения всех подготовительных работ можно со спокойной душой взяться за реализацию данного метода сварки. Порядок реализации:
- Соединяемые детали нагреваются паяльником до определенной температуры. Обычно за этой температурой следит сам прибор, который в нужный момент подаст сигнал об остановке нагрева.
- Труба с усилием вставляется в гильзу, а фитинг насаживается на дорн. Часто для выполнения этих операций потребуется довольно большое усилие. Вставлять детали необходимо до упора.
- Лишняя часть пластика будет выдавлена наружу и создаст валик в виде кольца.
- Затем обе детали необходимо снять с инструмента и плотно соединить между собой.
- После полного остывания можно продолжать работу по подключению трубопровода.
Важно! Во время остывания необходимо обеспечить полный покой соединению. Любые воздействия на данном этапе могут нарушить герметичность соединения.
Продолжительность пайки можно узнать из нормативов, в которых это время указано в зависимости от диаметра деталей.
 Соединение с фитингом
Соединение с фитингом
Также необходимо помнить, что прикладывать усилия при соединении трубы и фитинга необходимо только до тех пор, пока детали не уперлись. Если продолжить воздействие, можно нарушить целостность соединения, что вызовет негативные последствия в будущем.
Электромуфтовая сварка
Особый вид муфтовой сварки, который заключается в применении особого оборудования. Такое соединение помогает добиться высокой прочности и долговечности готовой конструкции. Способ реализуется с помощью электромуфт, у которых внутри уже расположены нагревательные элементы.
Могут использоваться фитинги с нагревательными элементами во внутренней части. Спирали разогревают материал, делая его пластичным. Затем две детали стыкуются между собой и обеспечивается надежное монолитное соединение.
Инструменты для подобной сварки гораздо более дорогие, однако и функционально намного лучше. Использование электромуфт гарантирует отсутствие кольцевых валиков во внутренней части и обеспечит хорошее прохождение воды. Еще одно преимущество заключается в том, что такой способ не требует непосредственного применения сварочного оборудования. Это помогает производить работы в стесненных условиях.
Порядок проведения электромуфтовой сварки:
- Соединяемые части разрезаются в нужных местах.
- Торцы изделий, а также электромуфта очищаются от загрязнений.
- На поверхности оставляют соответствующие метки, которые должны будут помочь определить глубину вставки муфты.
- При помощи проводов электромуфта соединяется со сварочным оборудованием.
- На приборе мастер нажимает кнопку начала сварки, которая запустит нагрев элементов.
- Как только процесс завершится. Прибор самостоятельно выключит нагрев.
- Примерно через час соединение полностью остынет и его можно пускать в эксплуатацию.
 Пробки на торцах
Пробки на торцах
Торцы неиспользуемых труб перед началом сварки лучше всего прикрыть специальными пробками, чтобы избежать охлаждения.
Во время сварки важно удерживать части в жестком положении. Это можно делать с помощью особых держателей или подставок. Итоговый сварной шов не должен быть толще, чем 0.5 толщины стенки.
Необходимое оборудование и инструменты
Пайка труб, изготовленных из ПНД, невозможна без использования ряда особых устройств. Самым главным в данном случае представляется сварочный станок. Он представляет собой особое устройство, в котором находится нагревательный элемент. От этого элемента отходят держатели для различных насадок. Именно эти насадки и используются для оплавления материала.
Стыковочное сваривание полиэтиленовых труб требует также особых измеряющих и центровочных компонентов. Они необходимы для четкой фиксации изделий друг напротив друга.
Обычно приборы по варке не используются в домашних условиях. Ими пользуются в промышленности, а также профессиональные сантехники. Это объясняется повышенной сложностью проведения подобных работ и риском получения утечек. Но иногда подобные работы можно осуществить своими руками. Ведь если придерживаться простых правил, то все риски сведутся к минимуму.
Вместе с паяльником, для проведения работ могут понадобиться:
- рулетка;
- профессиональный труборез;
- средство для обезжиривания и очистки поверхностей;
- маркер для проставления отметок.
Ножницы или труборез часто идут в комплекте с паяльником, так что приобретать его отдельно, скорее всего, не придется.
При муфтовой сварке понадобится также отдельный набор фитингов разных размеров. Это могут быть прямые или угловые муфты, краны, распределители или тройники.
Также иногда используются и другие инструменты для пайки труб, помогающие мастеру выполнить работу максимально эффективно.
Как выполняется пайка полипропиленовых труб в труднодоступных местах
К труднодоступным местам для проведения сварки обычно относят пространство под потолком, точки в углах и ограниченные пространства, в которых невозможна установка паяльного аппарата на подставке.
Проблема может решиться использованием крюка, который выдержит вес паяльного аппарата. На него подвешивается инструмент, и работы проводятся в таком положении. Также в условиях стесненности широкое применение нашли электромуфтовым соединениям. Они не требуют установки сварочного аппарата в непосредственной близости от свариваемых частей. Используются лишь фитинги пайки ПНД труб, которые присоединяются к устройству при помощи проводов.
Если свариваемые трубы находятся очень близко друг к другу, то используют прием поочередного нагрева торцов. Сначала прогревают один торец до более высокой температуры, чем необходимо. Затем разогревается вторая часть, по возможности с большей скоростью.
Важно! Иногда надо спаять две трубы, не меняя их длины. Тогда помогут поворотные фитинги, которые помогут спаять трубы в разных плоскостях, а затем соединить их.
Пайка в углах проводится с повышенным вниманием ко всем замерам. Тут очень важно сохранить прямой угол, чтобы не был нарушен ход жидкости. Используются муфты с углом разворота 90 градусов. В целом, методы проведения сварки идентичны обычному прямому участку. Рекомендуется приобретать муфты и трубы от одного производителя. Это дает возможность добиться лучшего соответствия спаиваемых материалов.
Как правильно паять ПНД трубу
Полимерные трубы получили широкое распространение. Они используются при прокладке отопительных сетей, магистралей горячего и холодного водоснабжения. Изделия долговечны, практичны и надежны.
Преимущества полиэтиленовых труб:
- стойкость к коррозионному поражению;
- невосприимчивость к воздействию микроорганизмов, малый шанс развития патогенной микрофлоры;
- гладкая внутренняя поверхность;
- ремонтопригодность.
Полиэтиленовые изделия задействуются на промышленных, коммунальных и хозяйственных объектах. С их помощью прокладываются новые и модернизируются существующие линии.
Выбор способа пайки ПНД труб
Как правильно паять ПНД трубу? Актуальный вопрос для начинающих мастеров. Существует три технологических решения:
- стыковая сварка;
- муфтоваясварка;
- электромуфтовая пайка ПНД труб.
Каждый способ имеет уникальные особенности, заслуживает отдельного рассмотрения.
Стыковая сварка полиэтиленовых труб
Перед тем как спаять трубу встык, потребуется приобрести сварочную машину для ПНД. При подборе оборудования учитывается:
- диаметр полиэтиленовых труб, с которыми возможна работа;
- мощность установки;
- количество функций, доступных оператору.
Покупка сертифицированного оборудования — залог высокого качества стыков.

Пайка ПНД труб выполняется в следующем порядке.
- Свариваемые участки устанавливаются в центраторе.
- Элементы надежно фиксируются зажимами.
- Торцы деталей очищаются от инородных частиц. Перед тем, как паять полиэтиленовые трубы, рекомендуется произвести обезжиривание.
- Стыкуемые поверхности обрабатываются торцевателем.
- Нагревательные элементы машины разогреваютторцы труб.
- По достижении нужной температуры нагрев прекращается и заготовки соединяются.
После остывания сварного шва выполняется его проверка. Мероприятие проводят специалисты ОТК, использующие профильное оборудование и инструменты.
Требования к сварному соединению:
- однородность;
- высокая прочность;
- герметичность.
Машины для стыковой сварки имеют высокую стоимость. Как правило, их применяют крупные подрядные организации.
Муфтовая сварка ПНД труб
Трубы ПНД малого диаметра можно соединить в домашних условиях. Достаточно располагать паяльником и вспомогательным оборудованием.
Пайке предшествует подготовительный процесс:
- мастер приобретает необходимые фитинги и трубы;
- торцы труб подвергаются очистке;
- концы линии, не подключенные к сети, временно герметизируются (это исключает отвод тепла, предотвращает попадание грязи внутрь линии);
- поверхность нагревательных элементов очищается и обезжиривается.
От качества подготовительных работ зависит надежность и долговечность соединений.

Пайка ПНД труб проходит в несколько этапов:
- Труба и муфта фиксируются в нагревательных чашках. Важно, чтобы элементы были вставлены до упора.
- По достижении рабочей температуры производится соединениефитинга и трубы. Излишний полиэтилен выдавливается за пределы стыка, не оказывая влияния на его характеристики.
- На некоторое время детали фиксируются в неподвижном положении.
- Остывшее соединение труб проверяется на герметичность.
В пайке ПНД труб нет ничего сложного. Достаточно использовать качественные материалы и соблюдать технологию.
Электромуфтовая сварка
Электромуфтовая сварка — промышленный способ соединения труб. Получаемые конструкции отличаются высокой прочностью, устойчивы к вибрационному, ударному и изгибающему воздействиям.
Использование электромуфтовой сварки оправдано в ограниченном пространстве, в сейсмически нестабильных районах, на ответственных и опасных объектах.
Получаемые узлы имеют высокую стоимость, что ограничивает сферу применения технологии.

Сварка при помощи электрических муфт выполняется в определенной последовательности.
- Трубы обрезаются посредством специального инструмента.
- Свариваемые участки проходят очистку, с их поверхности удаляется жир, грязь, органические соединения.
- На поверхность трубы наносятся метки, отражающие глубину ее погружения в муфту.
- Концы труб, не задействуемые при сварке, временно герметизируются.
- Труба устанавливается в муфту.
- Муфта подключается к сварочному оборудованию при помощи клемм в верхней части.
- Процесс сварки запускается тумблером на аппарате. Он прекращается автоматически, по истечении заданного периода.
- Трубы находятся в неподвижном положении до полного остывания.
Стык проходит визуальный осмотр. Претензии к его качеству возникают в единичных случаях. Обычно они вызваны использованием некондиционной муфты.
Приобретение ПНД труб и оборудования для их пайки
Компания «ЭкоМонтаж» реализует продукцию для прокладки полимерных линий. В ассортименте трубы, фитинги, сварочное оборудование, вспомогательные инструменты. Подобрать подходящие изделия смогут частные мастера, коммерческие и государственные подрядчики.

- Высокое качество . В продаже сертифицированные изделия отечественного и зарубежного производства. Товар комплектуется набором документов, соответствует международным стандартам качества.
- Индивидуальный подход . Подобрать подходящие изделия помогут менеджеры «ЭкоМонтаж». Они расскажут о характеристиках оборудования, действующих расценках, условиях оплаты.
- Оперативное решение поставленных задач . Продукция отправляется в любую точку РФ. Компания сотрудничает с ведущими российскими перевозчиками, использующими морской и сухопутный транспорт.
Ассортимент изделий периодически расширяется. Регулярно появляются новые прогрессивные решения.
Назначение электросварных муфт и необходимые инструменты для соединения полиэтиленовых труб
Мероприятия по электромуфтовой сварке труб проводятся при прокладке полимерных линий. С их помощью формируются неразъемные соединения, обладающие высокой прочностью и герметичностью.

Сварка труб ПНД муфтовым способом проводится в полевых и внутрицеховых условиях. Рекомендуемая температура окружающей среды — от -15 до +45 градусов.
Работая с тонкостенными сетями, важно корректно подобрать сварочный режим. Ошибки приведут к деформации полиэтиленовых деталей, уменьшат надежность узла.
Преимущества электромуфтовой сварки
Соединение труб посредством муфт позволяет получить массу преимуществ.
- Качественный шов. Торцы деталей из полиэтилена сплавляются равномерно. Это обеспечивает высокую прочность соединения, исключает непровары и воздушные поры.
- Низкие трудозатраты. Прокладку магистрали из ПНД осуществляет бригада из двух человек. Работы проводятся в сжатые сроки.
- Умеренное потребление электроэнергии. Проведение сварочных работ обходится дешевле в сравнении с монтажом металлических линий.

Применение труб в бухтах и катушках ускорит процесс: сокращается количество стыков, упрощается обход существующих препятствий.
При электромуфтовой сварке соединяются трубы равного диаметра.
Изготовление электросварной муфты
Электросварную муфту изготавливают, используя такой метод, как инжекционное литье под высоким давлением. Процесс производства занимает совсем немного времени, но требует предварительной подготовки форм, чтобы отлить муфты определенной конфигурации и размера. Раздаточный модуль заполняется необходимым количеством расплавленного полимера. Форсунка под давлением впрыскивает расплавленную массу в подготовленную форму. Остывшая полимерная масса принимает заданные размеры и конфигурацию, превращается в готовое соединение для трубопроводов.
Изготовленную таким образом муфту помещают в полиэтиленовую упаковку, дополненную штрих-кодом. Его могут вложить в пакет в виде отдельной карточки или наклейки, закрепленной непосредственно на муфте. Штрих-кодом фиксируется важная информация о параметрах сварки для специального аппарата электромуфтовой сварки, задающая программу его работы.
Важно знать! Для запуска аппарата понадобится сканер или считывающий карандаш.
Особенности сварки труб ПНД муфтовым способом
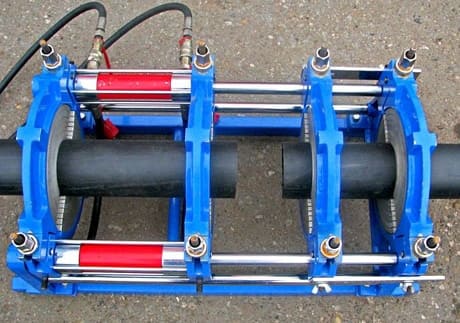
При электромуфтовой сварке полиэтиленовых труб используется оборудование, обеспечивающее позиционирование, нагрев и смыкание заготовок.
Выравнивание стыкуемых поверхностей осуществляет торцеватель. С его помощью удаляются дефекты, препятствующие формированию сварного шва.

Сварка муфтовым способом выполняется в несколько этапов.
- Первичная подготовка. Трубы очищаются от грязи и пыли. Их поверхность протирается ветошью, затем обезжиривается. При удалении засохших отложений могут использоваться скребки.
- Установка. Элементы магистрали фиксируются посредством муфты и позиционера.
- Фиксация токоведущих кабелей. Аппарат подключается к сети, кабели закрепляются в пазах муфты.
- Калибровка. Мастер выставляет режим сварки, проверяет готовность устройства.
- Сварка. Подача напряжения активирует нагревательные элементы муфты. Они сплавляют торцы труб, формируя неразъемное сварное соединение.
Трубы остывают в естественной среде. После нормализации температуры стыки проходят проверку качества.
Сварочный аппарат отключается автоматически.






Преимущества электросварных муфт
Распространение фитингов подобного типа связано с присущими им значимыми достоинствами, к которым следует отнести:
- долговечность (они могут прослужить более пятидесяти лет);
- относительно невысокую стоимость (если сравнивать с соединениями, выполненными из других материалов);
- неподверженность коррозии;
- способность не утрачивать с течением времени стойкости к гидравлическим ударам и расширениям;
- многообразие конфигураций и размеров;

Подобные фитинги выпускаются в различных размерах и конфигурациях, что обуславливает их широчайшее применение
- возможность применения при соединении труб как разного диаметра, так и изготовленных из разных материалов (особенно при соединении металлических труб с полиэтиленовыми);
- легкость установки, не требующая профессиональных навыков;
- невероятную быстроту монтажа;
- недоступную для аналогичных соединений, выполненных из других материалов, возможность установки в самых сложных местах трассы трубопровода. Они совершенно незаменимы, когда требуется соединение на повороте, разветвлении, присоединениях арматуры.
Требования к соединениям, полученным при электромуфтовой сварке труб ПНД
В рамках сварки ПНД труб электромуфтами предусмотрены контрольные мероприятия. Ключевые требования к соединениям:
- отсутствие осевого смещения, превышающего толщину стенок более чем на 10%;
- качественный, равномерный шов, проходящий вдоль всей поверхности стыка;
- отсутствие температурных деформаций на поверхности муфты и магистрали;
- сохранение герметичности узла при работе трубопровода под номинальным давлением.

Сварной стык проверяется визуально. В отдельных случаях используются профильные инструменты.
При выявлении дефектов производится демонтаж участка. Сварочные работы выполняются повторно.
Аппарат для сварки. Порядок проведения сварочных работ
Установка электросварочный муфты требует специального оборудования – аппарата для сварки электросварных муфт пнд. Аппарат используется прямо на месте, где непосредственно ведутся работы. Он весит менее 20 кг, и не требует наличия высококвалифицированного специалиста для обслуживания. Сварочное оборудование посредством сканера или считывающего карандаша получает требуемую информацию для запуска программы работы. Контроль над процессом запрограммирован, вмешательство сварщика излишне. Работы ведутся в следующем порядке:
- Монтируемая труба, не имеющая значительной кривизны, обрезается строго перпендикулярно ее оси. Торцы соединяемых труб очищаются с использованием скребка на всю длину соединения. После чего их тщательно обезжиривают, пропитав ветошь или салфетку в ацетоном или изопропиловым спиртом.
- Детали, предназначенные для сваривания, тщательно фиксируются в позиционере. При этом обращается внимание на имеющиеся по центру внутренней части муфты технологические бортики, специально установленные для того, чтобы в них уперлись концы соединяемых свариванием труб. Недопустимо, чтобы зазор между соединяемыми трубами внутри муфты превысил толщину их стенки.
- Клеммы сварочного аппарата (трансформатора-выпрямителя) подсоединяются к контактам муфты. По считывании информации с имеющегося на ней штрих-кода начинается автоматический процесс сварки.
- По окончании сварочных работ, когда соединение остынет, проверяется его герметичность. Для этого на место стыка наносится мыльный раствор, а в трубопроводную систему подают сжатый воздух.
Оборудование для электромуфтовой сварки полиэтиленовых труб
- Электромуфты. Соединительные модули, состоящие из полимерного корпуса, электроконтактных подключений и нагревательного элемента. Муфты различаются диаметром и геометрией, подбираются с учетом параметров магистрали.
- Сварочный аппарат. Профильные установки, ориентированные на работу с электромуфтами, различаются габаритами, функционалом, особенностями использования. Цена устройств определяется их маркой и эксплуатационными параметрами.
- Накладки. Вспомогательные элементы, сохраняющие геометрию линии при сварке. Изделия имеют металлический корпус, крепятся при помощи слесарного инструмента либо штатных ручек.
- Позиционеры. Механизмы для соосной фиксации труб и муфт. При покупке позиционеров учитывается диаметр линии и специфика формируемых сварных соединений.

Для реализации нетиповых проектов закупаются дополнительные изделия, способствующие решению поставленных задач.
Где применяют электросварные муфты
Легкость изготовления и установки электросварных муфт в сочетании с невысокой стоимостью и достаточной надежностью конструкции из полимерных материалов обусловили их широкое применение.

Электросварными муфтами можно монтировать газопроводы и магистрали водоснабжения, в которых разрешено применение труб ПЭ
Устанавливая электросварные муфты, следует помнить, что существуют жесткие ограничения их использования:
- температура рабочей среды не должна превышать 40º С;
- давление — не более 16 атм.
Допустимо использовать электросварные муфты:
- в канализационной системе;
- в водопроводной системе (напорной и безнапорной), для подачи и питьевой, и технической воды;
- в системе газоснабжения;
- в трубопроводах, по которым транспортируют химические вещества, не вступающие в реакцию с полиэтиленом (контакт с кислотами и щелочами должен исключаться категорически).
Полезная информация! Распространение электросварных соединений связано также с тем фактом, что они, как и трубы, изготовленные из полимеров низкого давления, способны выдерживать замерзание и таяние перекачиваемой по ним жидкости.
Кому поручить сварку ПНД труб электромуфтами?
К проведению сварочных работ стоит привлекать профильные организации. Подобное решение позволит:
- реализовать намеченные цели в установленные сроки;
- минимизировать сложности на площадке;
- оптимизировать финансовые траты;
- обеспечить качественное выполнение работ;
- получить профессиональные консультации по интересующим вопросам.
предлагает все необходимое для электромуфтовой сварки. В ассортименте расходные материалы, вспомогательные приспособления, специализированное оборудование. Продукция соответствует международным стандартам, сопровождается сертификатами и паспортами.

Помощь в оформлении заказа окажут штатные менеджеры. Они подберут подходящие изделия, примут заявку, согласуют условия доставки и оплаты.
Критерии выбора муфты
При выборе электросварных соединительных фитингов следует учитывать:
- вид соединительного элемента;
- размеры фитинга;
- компанию-производителя.
Виды электросварных фитингов
Разновидность фитинга подбирается в зависимости от особенностей соединения трубопроводной системы и в соответствии со схемой сети. Электросварные фитинги предназначаются:
- для сварки труб под разными углами;
- для соединения труб одного диаметра;
- для стяжки труб разных диаметров;
- для присоединения дополнительного отвода.

Выбор вида электросварной муфты
Разнообразие размеров
Следующий параметр – это подбор габаритных размеров соединительного элемента. Под габаритными размерами понимаются:
- внутренний диаметр (dn);
- внешний диаметр (de). ;
- длина фитинга (Z);
- длина одной составной части фитинга (L);
- расстояние до клеммы и от клеммы (f) до края муфты (а).

Основные размеры фитингов
В настоящее время выпускаются муфты диаметром от 20 мм до 400 мм. Стяжка труб будет более качественной, если технические параметры фитинга полностью соответствуют параметрам соединяемых труб.
Электромуфтовая сварка полиэтиленовых труб
Автор: Игорь
Дата: 17.08.2017
- Статья
- Фото
- Видео
Электромуфтовая сварка полиэтиленовых труб – это тип соединения труб ПНД, отличающийся применением электромуфты. Метод дорогой в использовании, однако при выполнении определённого перечня работ, где невозможно использовать стыковый метод, он является незаменимым. В материале пойдет речь о сфере применения электромуфтовой сварки, а также о её технологических особенностях.

Электромуфтовая сварка трубы
Общая характеристика 

Сварка полиэтиленовых труб муфтами применяется для труб ПНД разных габаритов во время выполнения работ по обустройству узлов трубопровода из полиэтилена, монтажу дренажных систем, канализаций с самотечной системой или во время постройки уже возведенных трубопроводов. Главное преимущество использования этого типа труб – это высокая скорость работы, а также минимальные запросы пространства.
Для проведения работ нужно отдельно закупать технику со встроенным микропроцессором. Интеллектуальная работа позволяет производить контроль над сваркой, при этом такие параметры как температура, время регулируются в автоматическом режиме в связи с потребностями производства. Также сварочные аппараты отличается высокой степенью производительности. При условии возникновения внештатных ситуаций, на дисплее устройства появится соответствующе сообщение.
Суть технологии
Работа аппарата происходит по следующему алгоритму:
- Спираль из металла, находящаяся в муфте из полиэтилена, нагревается до после подачи тока.
- Когда температуры до 137°С (температура правления ПНД), металл проникает в муфту.
- В результате получается крепкий сплав металлов.

Процесс электромуфтовой сварки ПЭ труб
Особенности использования муфтовой сварки
Во время процесса сваривания элементы не должны двигаться, поэтому рекомендуется применять специальные позиционеры. Для устранения овальности труб применяется механическая скругляющая накладка, что состоит из двух складок. Без применения накладок существует шанс образования зазоров (впоследствии это приводит к протечкам в местах, где была закреплена муфта).
Сварщику необходимо воспользоваться сканером аппарата для считки маркировки фитинга для получения всей необходимой информации, которая включает:
- марку;
- уровень напряжения;
- продолжительность сварочных работ.

Считывание марки сканером
Сварка ПЭ труб муфтами проводится в автоматическом режиме, что применяются даже для работы с минимальными величинами образцов. После выполнения работ элементы нужно закрепить в неподвижном состоянии, чтобы они остыли.
Сфера применения
Сварка труб пнд электромуфтовым методом используется везде, где применяются полиэтиленовые трубы низкого давления. Часто такой в системах водо- или газоснабжения способ сварки является единственный методом соединения элементов.
- Водоснабжения
ПНД низкого давления способен использоваться на протяжении 50 лет, при условии, что температура воды не будет выше 25 °С, а давление будет умеренным. Также важно обеспечить конструкции защиту от безпосредственно воздействия солнечных лучей.
- Газоснабжение
В связи с повышенной взрывоопасностью к устройству газовых проводов устанавливают высокие требования. Муфтовая сварка полиэтиленовых труб, которая обеспечивает высокую надежность конструкций, осуществляется под жестким контролем многих инстанций. В сфере водоснабжения для сварки труб большого диаметра может использоваться обычный стыковой метод, но обустройство газопроводов требует ювелирной работы, что объясняет повсеместное применение электромуфтовой сварки.
Еще один сфера, где используется электрофузионный метод, – это сварка безнапорных полиэтиленовый трубопроводов. При разработке водосточных систем на одной из этапов робота проходит на высоте, что делает невозможным использование стыковой сварки. Таким образом, обеспечивается безопасность работы и безупречное качество узловых соединений.
Достоинства электрофузионной сварки
- Универсальность
Метод можно применять для монтажа труб любых габаритов и разных марок. Допускаются размеры от 0,4 сантиметра до 8 сантиметров. Как было указано в начале статьи, этот тип технологии используется для огромного количества видов работ.
Сварщику достаточно свести трубы и поднести к ним нагревательный элемент, когда спираль нагрелась до нужной температуры под действием электротока. Далее сварка производится автоматически, а обновления на дисплее сварочного аппарата.
- Долговечность
Неопровержимым плюсом работы муфтовой сварки считается качество соединение труб. Результат не определяется профессионализмом сварщика, но обязательно должен производиться контроль над качеством соединений. Сваренные элементы имеют такую же прочность, как и остальные участки полиэтиленового трубопровода. Трубопроводы, сваренные с помощью электрофузионной технологии, при условии соблюдения всех технологических требований могут прослужить хозяевам несколько десятилетий.
- Экономичность
Несмотря на свою внушительную стоимость (цена сварочного аппарата достигает 140 тысяч рублей), устройство не занимает много места, а также потребляет мало электричества.
Этапы сварки
- Для начала нужно подготовиться к выполнению сварочных работ: почистить трубы от грязи и пыли, удалить оксидный слой при помощи специальных зачистных устройств. Применение зачистного ножа возможно только для труб с небольшим диаметром.
- Далее применяется позиционер, позволяющий зафиксировать элементы в правильном положении (о нем шла речь выше статье). На этом же этапе применяется скругляющая насадка.
- Обезжиривание поверхности – это обязательное условие при проведении муфтовой сварки.
- Проводить работу под дождем нельзя, поэтому при плохих погодных условиях необходимо поместить под навес. Если проигнорировать этим правилом, то соединения труб могут получиться недостаточно прочными.
- Теперь, когда все подготовительные работы подошли к концу, работник непосредственно приступает к сварке элементов. Муфта помещается на одну из труб (для этого используется обычный молоток).
- Далее делается отметка на половине второй трубы, после чего нужно надвинуть муфту до сделанной отметки.
- Провода, что будут передавать ток к муфте, необходимо подключить в клеммы.
- После считки сканером штрих-кода фитинга сварка труб из сшитого полиэтилена начнется в автоматическом процессе.
- Когда из клемм начнут литься капли ПНД, процесс сварки завершается.
- Теперь осталось дать всем элементам возможность остыть.
В заключение стоит сказать, что электромуфтовая сварка труб ПНД – это практичный и долговечный метод, единственным недостатком которого является сравнительно высокая стоимость.

