
Пайка медных труб своими руками
Технология пайки медных труб в домашних условиях: работа в 9 простых шагов
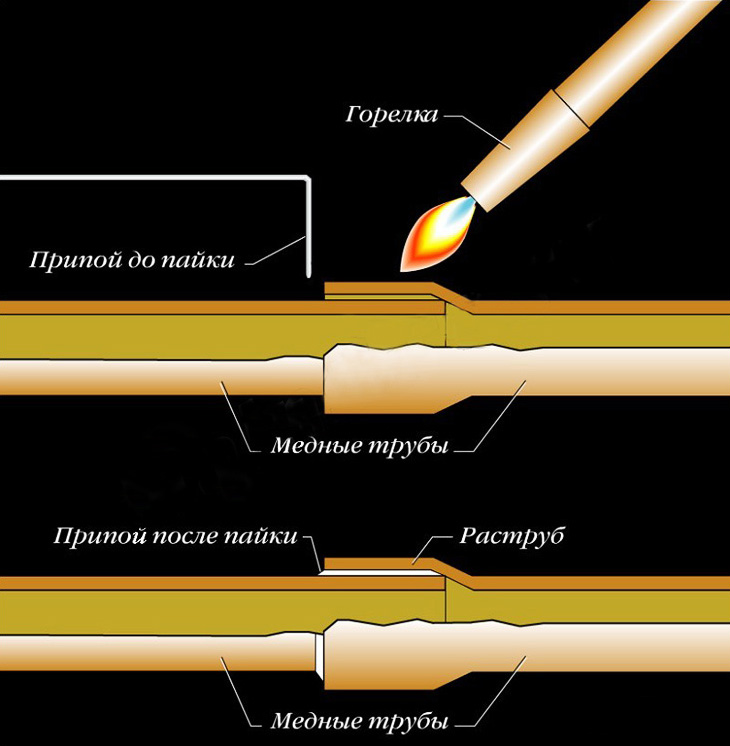
Водопроводная разводка или системы отопления из медных труб обходятся недешево, но они прочны и долговечны. Поскольку медь обладает высоким коэффициентом теплопроводности,хорошими антикоррозийными и антибактериальными свойствами, трубопровод из нее эффективен и долговечен. Пайка меди в домашних условиях не представляет сложности:на трубы надевается раструб-муфта, а затем шов герметизируется. Вместо использования раструба иногда расширяют конец одной трубы и вставляют в нее другую. Такое соединение удобно тем, что для него не требуется фитингов, а срок службы равен длительности жизни самих труб.
- Подготовка к пайке меди с алюминием, латунью, нержавейкой, железом
- Необходимые материалы и приспособления: олово и другие
- Процесс пайки
- Как правильно паять медь газовой горелкой
- Пайка паяльником в домашних условиях
Подготовка к пайке меди с алюминием, латунью, нержавейкой, железом
Подготовительный период, включающий в себя приобретение необходимых приспособлений, материалов, средств индивидуальной защиты, и сама процедура паяния.
Существуют два способа припаять медь к меди: высоко- и низкотемпературный. Первый предполагает нагрев металла до 900°C, применяется для трубопроводов с большим давлением или температурной нагрузкой.Для высокотемпературной пайки используются предназначенные для этого материалы: твердый припой в виде стержней(температура плавления такого припоя около 900°C) и твердоплавкий флюс.
Для того чтобы паять медь низкотемпературным методом, достаточно нагрева металла до 600°C (чаще 300–380°C), что достижимо в бытовых условиях. Для процедуры используют мягкий припой для пайки меди и латуни в виде проволоки или прута сечением до 3 мм и более плавкий флюс. Припой представляет собой сплав олова, которого более 97%, с другими металлами: медью, селеном, серебром, сурьмой.
- Для чего нужен флюс.Правильно паять медные трубы можно только с флюсом – специальным пастообразным составом (с хлоридом цинка), который наносится на поверхность соединяемых участков трубы широкой полосой. Он выполняет несколько функций:
- предотвращает процесс окисления металла, удаляя кислород;
- улучшает сцепление припоя с медью;
- является индикатором достаточного нагрева металла, сигнализирует, когда следует поднести припой и спаять медь;
- способствует равномерному растеканию припоя по стыку.
- Техника безопасности. При всей простоте процесса, паять медные трубы нужно с соблюдением правил безопасности. Опасность ожогов несет не только само пламя горелки, но и нагретый металл. Медь хорошо проводит тепло, поэтому в процессе работы сильно нагревается не только участок, на который кладут припой и проводят сварку, но и вся труба, а остывает она медленно. Если требуется спаять медные трубки, которые еще не встроены в систему трубопровода, то подготовка включает размещение их на невозгораемых опорах, где они смогут остывать долгое время. Прежде чем трогать спаянный металл с места, следует дождаться полного остывания.

Непосредственную опасность представляет открытое пламя горелки, поэтому приобретать нужно такой инструмент, с которым удобно работать: желательно с подвижным соплом на длинном шланге
Необходимые материалы и приспособления: олово и другие
Инструменты для работы с медными трубами требуются следующие:
- труборез, ножовка по металлу или болгарка с тонким диском;
- фаскосниматель;
- труборасширитель (экспандер);
- паяльный флюс;
- припой;
- паяльник для меди,например,пропановая горелка для пайки медных труб;
- перчатки прорезиненные;
- бумажные салфетки.
Для отрезания трубы пользуются труборезами различных размеров. У образцов покрупнее большой радиус разворота, ими неудобно пользоваться в труднодоступных местах, поэтому если есть необходимость отрезать участок на готовом смонтированном водопроводе, используют маленький труборез. Отрезать трубу можно ножовкой по металлу или болгаркой с тонким диском, но более качественный срез получится только при помощи трубореза.
После того как труба отрезана, зачищают заусеницы. Это нужно для того, чтобы не было завихрения потока жидкости в системе. Когда нет препятствий, водопровод не испытывает нагрузок и работает как часы.
Перед тем как сварить медь, концы трубы полируют мелкозернистой шкуркой, которую можно приобрести в хозяйственных магазинах. Зачищают обе поверхности, готовящиеся к пайке.Иногда для этих целей используют маленькие щеточки-ершики диаметр которых Ø 22 мм, они подходят почти ко всем трубам. Для зачистки ножка ершика вставляется в шуруповерт или дрель, при помощи которых процесс осуществляется быстрее и качественнее.
На зачищенную отглаженную наружную поверхность наносят флюс – состав, препятствующий процессу окисления меди.
Совет.Удобнее использовать в работе флюс серого цвета. При нагреве он изменяет цвет, достигнув нужной для пайки температуры, становится оловянного оттенка. Визуально легко определить, когда металл нагрелся, и можно паять медь. Если флюс белого цвета, то при нанесении он сразу становится прозрачным, поэтому трудно определить момент, когда нужно подносить припой.
Перчатки для защиты рук используют прорезиненные, так как при отрезании меди и заусениц образуется много мелких металлических элементов, впивающихся в кожу как занозы.Кроме того, при зачищении дрелью поверхности, вращающаяся щетка зажевывает тряпочные перчатки.
Чтобы правильно паять медь,нужно учитывать, что с момента зачистки и нанесения флюса до пайки должно пройти не более получаса, иначе зачистку нужно повторить заново. Если флюс наносится кисточкой, на поверхности не должно оставаться щетины или волосков от нее – в противном случае соединение не будет герметичным,и после подачи воды трубопровод потечет.
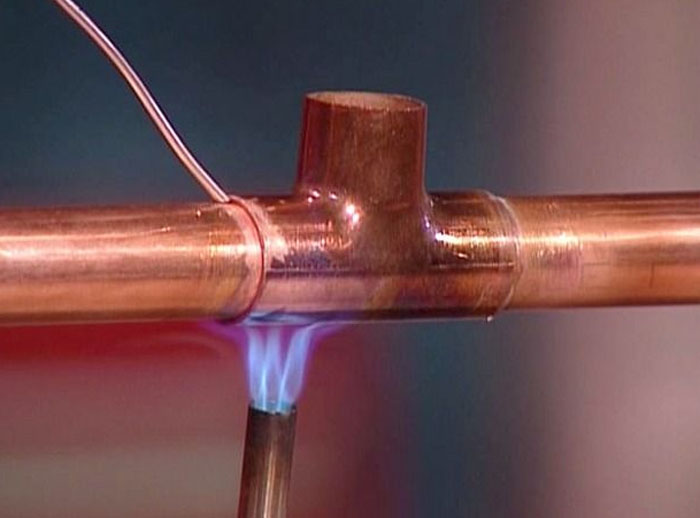
После вставки трубы в раструб, остатки флюса полностью не убирают салфеткой, он остается на соединении в виде кромки 1–2 мм, а припайке припой затягивается внутрь – срабатывает капиллярный эффект. Сначала горелкой нагревается стык, при этом влага, находящаяся между стенками, выпаривается. Затем горелка подносится второй раз, постепенно медь нагревается, а флюс приобретает оловянный вид. В этот момент на лицевую сторону кладется припой, происходит пайка, при этом расплавленный сплав стекает вниз, на изнаночную сторону, застывая в процессе движения. Образующиеся снизу лишние свесы металла отделяются сами. Паять медь можно разными способами.
- труба нарезается на отрезки необходимых размеров, которые для удобства маркируются – подача или обратка;
- с края снимается фаска;
- зачищаются края на 2 см: внешние на трубе, а также внутренние в раструбе;
- полосой по зачищенным поверхностям (внешней и внутренней) наносится флюс;
- соединение собирается: труба вставляется в раструб;
- излишки флюса снимаются бумажной салфеткой, но не полностью – оставляется кромка 1–2 мм;
- зажигается горелка, пламя подносится к месту соединения;
- поверхность нагревается 10–15 секунд до определенной температуры – флюс должен приобрести оловянный цвет;
- припой кладется сверху соединения, при нагревании он будет втянут в стык, растечется по шву, заполняя его.
Если стык соединения не был очищен от щетины или пыли,ив результате протекает паянный шов медной трубы водопровода, то восстановить герметичность можно одним из двух методов:
Пайка медных труб своими руками

Соединять трубы с помощью пайки в различных целях человечество начало довольно давно. Существует немало причин, по которым этот способ применяется до сих пор, несмотря на наличие различных ультрасовременных методов. С помощью пайки труб можно добиться получения прочного, водонепроницаемого соединения элементов посредством ввода припоя. Данный материал производится из различных металлов, при этом плавится он значительно быстрее деталей, которые необходимо соединить. Если следовать определенным правилам пайки, можно добиться такого шва между элементами, который прослужит достаточно долго, гарантируя практически нулевую вероятность утечки.
Помимо пайки медных труб, которая описывается в данной статье, существует также другой распространенный метод – соединение труб с помощью обжимных фитингов, что является значительно менее надежным.
Свойства медных труб
Диапазон сфер использования таких труб весьма широк, именно поэтому довольно часто возникает необходимость произвести пайку медных труб своими руками. Медные трубы используются как для водоснабжения, систем вентиляции, газоснабжения, так и для отопления. Являясь экологически безопасным и чистым материалом, они также обладают свойствами антибактериальными.
Такие трубы вполне можно устанавливать как в открытом пространстве, так как они не подвержены негативному влиянию ультрафиолетовых лучей, так и монтировать в покрытие – свойства меди от этого не ухудшаются. Интересным качеством данного материала также является высокая пластичность – трубы из меди гнутся в любом направлении, после чего остаются пригодными для использования.
Минус пайки медных труб заключается главным образом в высокой себестоимости самого металла.
Инструменты и материалы
Чтобы самостоятельно качественно выполнить пайку труб, нам потребуются следующее оборудование, материалы и инструменты:
- специальные фитинги;
- флюс;
- припой;
- трубогиб;
- ножовка;
- мелкозернистая наждачная бумага;
- щетка или фаскосниматель;
- пропановая горелка;
- труборасширитель;


- строительный фен;
- ветошь.
Подготовительный этап
В работе необходимо не забывать о том, что между соединяемыми деталями должно быть некоторый зазор. Это – одна из причин того, что технология пайки медных труб своими руками является достаточно трудоемким процессом – нужно постоянно следить за своими действиями. Необходимо также проследить за тем, чтобы на трубах не было никаких дефектов – они часто возникают при нарезке труб. Следите за тем, чтобы срезы получались как можно более ровными.
Работая, следует поддерживать чистоту материала – от нее зависит то, насколько крепкий получится шов. Для этого необходимо обработать трубы водой и тряпкой, ликвидировать все загрязнения. Только после такой обработки можно приступать непосредственно к пайке.
Процесс и методы пайки

Пайка медных труб состоит из нескольких шагов, а именно:
- В первую очередь, необходимо разметить трубы и разрезать их на сегменты нужного вам размера. Если вам требуется согнуть трубу, воспользуйтесь специальным инструментом – трубогибом.
- Далее выполняется итоговая очистка поверхности от образовавшейся в процессе резки пыли, загрязнений и заусенцев.
- Необходимо обязательно проверить размеры деталей и зазор (примерно 0,4 мм) перед тем, как соединять фитинг с трубой.
- Затем наносится флюс, который обеспечивает чистоту поверхности и облегчает пайку.
- Собрав детали, приступаем к нагреву. Способы его варьируются в зависимости от того, какого вида пайка медных труб своими руками вами запланирована. При высокотемпературной пайке используется пропановая горелка, паяльник же подойдет для пайки низкотемпературной.
- Далее монтажный слой заполняется припоем. Важно равномерно его распределить по рабочей поверхности.
- По завершении пайки получившийся шов нужно остудить, что можно выполнить с помощью строительного фена.
- Конечный этап – ликвидация лишнего флюса и очистка с помощью воды.
Шевелить спаянные детали нельзя, пока они полностью не кристаллизуются.
Более подробно процесс пайки мы рассмотрим далее, раскрывая суть основных ее видов – низкотемпературного и высокотемпературного.
Низкотемпературная пайка
- Поверхность нужно нагреть горелкой до 200-250 градусов.
- К деталям в нужных местах прикладывается припой.
- Выполняется пайка. Стоит помнить о том, что пламя должно перемещаться постоянно. При плавлении припоя пламя отодвигается для того, чтобы он свободно заполнил зазор. Не стоит добавлять лишний припой – это может привести к его попаданию внутрь трубы.
При осуществлении пайки труб своими руками, ширина соединения может варьироваться от 7 до 50 мм, что идеально подходит работы с изделиями диаметром от 6 до 108 мм. Таким способом сегменты труб зачастую соединены в трубопроводах отопления, водоснабжения.
Высокотемпературная пайка
- Такой вид пайки производится при температуре выше +450 градусов. Необходимо нагреть поверхность, после чего – использовать припой. Более прочный, нежели при низкотемпературной пайке, он образует весьма прочный шов. Необходимо, однако, проявить аккуратность – при перегреве изделия могут появиться разрывы.
- Пламя горелки должны быть средним.
- Для фиксации шва в этом случае используется строительный фен, о чем уже упоминалось выше.
Припой для пайки
К наиболее распространенным видам припоев, используемых при пайке медных труб, относятся медно-фосфорные и серебряные припои. Рассмотрим их более подробно:
Медно-фосфорные
Трехкомпонентные медно-фосфорные припои включает в свой состав серебро. Они широко используются в целях высокотемпературной пайки. Такие припои отличаются малой температурой плавления и высокой текучестью, что делает такой процесс, как пайка медных труб своими руками весьма удобным. Кроме того, так как в составе присутствует фосфор, в работе не обязательно использовать флюс. Соединение на основе такого припоя довольно прочно и отличается стойкостью к коррозии. Медно-фосфорные припои для пайки меди, в свою очередь, подразделяются на несколько видов:

1. Припой с содержанием серебра 2%
Данный вид характеризуется средним растеканием, экономичный в использовании. Выдерживает невысокие нагрузки в виде вибрации и ударов.
2. Припой с содержанием серебра 5%
Этот вид более пластичный, способен наиболее качественно заполнить зазоры, так как растекается медленнее всего. Нагрузки данный припой выдерживает несколько более высокие, нежели предыдущий.
3. Припой с содержанием серебра 15%.
Самым пластичным в своей категории является именно этот вид, так как содержание серебра в нем – наиболее высокое. Соответственно, такой припой способен выдержать значительные нагрузки.
Серебряные
Данные припои состоят из 4 компонентов, в которые входит серебро (до 55%). Чаще всего серебряные припои используются в пищевой области.
К ключевым характеристикам материала относится невысокая температура плавления и отличная способность заполнения зазоров. Также, их стоит употреблять, когда речь заходит о таком деле, как пайка медных труб своими руками, по причине устойчивости к значительным нагрузкам вибрационного и ударного характера.
Припои на основе серебра хорошо подойдут для желающих спаять детали арматуры. Использовать их желательно с флюсом.
Данная категория также подразделяется на несколько видов: припои с содержанием 30-, 38-, 40-, 45- и 55% серебра. В соответствии со свойствами серебра, наиболее прочный шов и стойкость к повреждениям обеспечивает использование в пайке припоя с содержанием данного металла в количестве 55%.
К припоям другого вида, использующимся для низкотемпературной пайки относятся оловянные и свинцовые. Последние запрещены для использования в газоснабжении и водопроводных трубах по причине токсичности.
Виды флюса
Флюс – это активное вещество, которое необходимо в целях выполнения максимально качественной пайки. Его использование улучшает текучесть припоя, очищает рабочую поверхность трубы от загрязнений, обеспечивает защитную пленку, предотвращающую негативное воздействие кислорода на шов.
При низкотемпературной пайке рекомендуется использовать флюс для более легкой работы.
Однако, занимаясь пайкой при невысокой температуре, это вещество, как уже говорилось ранее, не используют.

Пайка медных труб своими руками – достаточно кропотливое занятие, однако и его вполне возможно освоить, не будучи специалистом. Грамотно выбрав инструментарий, ознакомившись внимательным образом со всеми рекомендациями и инструкциями, вы легко добьетесь нужного результата.
Как паять медные трубы, правильно используя холодный и горячий припой
 Перед тем, как паять медные трубы, необходимо детально выучить характеристики этого трубопрокатного сортамента.
Перед тем, как паять медные трубы, необходимо детально выучить характеристики этого трубопрокатного сортамента.
Прежде всего, нужно отметить, что данные материалы отличаются большей гибкостью и более высокой устойчивостью к внешней среде, если сравнить их со стальными вариантами.
Поэтому при выборе предпочтение выпадет на сторону меди. Такая труба простоит в доме ровно тот срок, сколько прослужит само строение. При условии, что эти изделия соединены пайкой, их смело разрешают прятать в стенку или под бетон.
Для обогревательной и водопроводной сети изготовляют медные трубы высочайшего качества. Огромный спектр их положительных характеристик не становится меньше на протяжении всего времени использования.
От применения этого стройматериала заставляет отказаться только их высокая цена. Но, в данном случае она вполне оправдывает себя высоким качеством.
Резьбовое соединение – медные фитинги под опрессовку
В процессе эксплуатации его постоянно придется контролировать. Оно не выдерживает высокого давления и потребует постоянной подтяжки.
Вначале обрезают заготовки необходимого размера. Если на ней имеется слой изоляции, то его на конце удаляют. С торцевой части снимают заусеницы.

И на нее надевают накидную гайку и кольцо обжима. После соединения гайки с фитингом соединение – резьба затягивается.
Если применяют переходники от стальных изделий к медным, то герметизацию выполняют фум-лентой. Ее накручивают на резьбу, а затем вворачивают в фитинг.
Такие стыки целесообразны в зонах, где имеется возможность постоянной проверки.
Особенности пайки
Чтобы правильно паять медные трубы отопления и водопровода, рекомендуют ознакомиться с особенностями данного процесса.
Такой стык применяют в ситуациях, где трубы проходят в стене или полу, а также в других местах с ограниченным доступом для возможности визуально проконтролировать стыки.

В основе процесса пайки расположен капиллярный эффект. При этом припой равным слоем ложится по сечению трубы. Также в процессе применяют специальные фитинги, которые подбирают отдельно для каждого диаметра трубопроката.
ВАЖНО! Рекомендуемые габариты зазора при пайке на открытом огне должны равняться от 0,01 до 0,0015 см.
Также в процессе действий используют припой и флюс. А сам метод пайки разделяю на два подвида:
- высокотемпературный;
- низкотемпературный.
Низкотемпературное (мягкое) спаивание. Применяется при конструировании трубомагистрали для транспортировки жидкости и газа.
Рабочая температура при процессе превышает 110 градусов. Этот метод применяют для сортамента с объемом от 0,7 до 11 см. Патрубки, толщь стенок которых больше 0,16 см и объемом, превышающим 11 см, соединяют посредством сварки.
 Высокотемпературное (твердое) спаивание. В бытовых трубопроводах такая пайка практически не применяется. Таким методом соединяют заготовки для сетей, которые работают в высокотемпературном режиме.
Высокотемпературное (твердое) спаивание. В бытовых трубопроводах такая пайка практически не применяется. Таким методом соединяют заготовки для сетей, которые работают в высокотемпературном режиме.
- Подготавливается элемент нужного размера с удаленной теплоизоляцией и снятыми заусеницами.
- Зона состыковки и фитинг чистится от оксидной пленки.
- Убирается пыль и на верхнюю часть наносят флюс.
- Конец заготовки вставляют в фитинг (зазор остается не более 0,04 см).
- Соединение прогревается горелкой и швы запаивают припоем.
Припои
Пайка медных труб холодным и горячим припоем задействуется для образования прочного и высококачественного стыка.
Изготовляют его из порошка, стержней, проволоки и пасты. При выборе необходимо обращать внимание на показатель рабочей температуры и на сам метод спаивания.

Из мягких типов для изделий из меди чаще других используют товары L-SN AG5 и L-SN SB5. Высоко востребованными являются варианты из олова с небольшой добавкой серебра и сурьмы.
Показатель рабочей температуры таких товаров находится в пределах двести сорока градусов. Их разрешают применять в сетях обогрева, для подачи разной воды в пищевой промышленности.
Цифры 40, 50, 60 обозначают процентный состав олова в данных видах. Температура их плавления составляет 190, 210 и 235 градусов. При более высоких составах олова в сплаве, ниже показатель температуры плавления при спаивании.
Твердый припой
Низкоплавкие варианты на алюминиевой основе используют обширно. На проведение мероприятий с медными изделиями по монтажному зазору советуют использовать вид L-AL SL12.
Сюда же относят продукцию с составом серебра не меньше одной четверти сплава. Диапазон плавления данного материала составляет 600-800 градусов.

Еще необходимо отметить вид L-AG 40CD. Он тоже содержит 20% серебра. Спектр показателя температуры плавления колеблется в рамках от 600 до 635 градусов. Его можно встретить при работах не только с медными заготовками, но и с другими металлами.
Для создания максимально прочных стыков посредством мягких, медных и серебряных сплавов советуют оставлять монтажный зазор размером в 0,02-0,04 см.
Более детальную информацию по работе сплавов есть возможность получить по маркировке на DIN или попросить совета у профессионального мастера.
 Флюс для пайки медных труб твердым припоем является очень важным элементом. Главным его компонентом являются борные соединения. Для усиления их активности, к ним добавляется фторные соединения.
Флюс для пайки медных труб твердым припоем является очень важным элементом. Главным его компонентом являются борные соединения. Для усиления их активности, к ним добавляется фторные соединения.
Пайку меди могут делать посредством чистой буры. Для высокотемпературного вида она является универсальным флюсом.
Флюсы выпускают в разных формах:
- порошкообразная;
- жидкость;
- кристаллическая.
Трубы большого диаметра
Как правильно паять медные трубы большого диаметра знают не все. В целом весь процесс работы не отличается от работы с другими объемами.
Только при высокотемпературной пайке таких изделий припой подводят к двум расположенным противоположно точкам на трубе. Как с этим, так и с другим видом пайки может справиться каждый.
Изоляция патрубков в обогревательной сети
Изоляцию труб в обогревательной сети проводят с целью снизить тепло потери. Не изолированные медные патрубки в пять раз повышают потери тепла, так, как данный металл отличается высокой тепло проводимостью.

При таких условиях радиаторов требуется меньше. Но, если они идут в закрытой прокладке, то им требуется тщательная изоляция. Иначе теплоноситель будет передавать свое тепло стенам.
При вопросе, как заизолировать медные трубы отопления, скрытые в монолит (пол, стенки), все можно решить следующим образом. Их от механических повреждений, вызванных скачками температуры носителя тепла, отлично защитит гофра.
Водопроводная система из меди
 Узнать, как паять медные трубы для водопровода, пытаются многие. В силу интенсивного использования водопроводная трубомагистраль быстро изнашивается, чего нельзя сказать о трубомагистрали из меди. Такой водопровод будет служить вечно.
Узнать, как паять медные трубы для водопровода, пытаются многие. В силу интенсивного использования водопроводная трубомагистраль быстро изнашивается, чего нельзя сказать о трубомагистрали из меди. Такой водопровод будет служить вечно.
Для соединения водопроводной системы из медного трубопроката применяют капиллярный метод спайки (низкотемпературную и высокотемпературную).
Ошибки при пайке с данными стройматериалами для водопроводной трубомагистрали приводят к их коррозии. Она появляется в тех местах, где разрушается пленка-защита, которую образует хлорное окисление.
Виною этого становится хлор, который содержит вода. Чтобы не возникло такой коррозии необходимо:
- не допускать, чтобы припой попадал при пайке в середину стыка;
- приобретать изделия у проверенного изготовителя;
- использовать фильтры для воды.
Медная труба для кондиционеров
Данный вид трубопрокатного сортамента используют при установке сети кондиционирования воздуха, состоящей из внутреннего и наружного блока.

Халдаген при этом транспортирует два патрубка из меди разного диаметра. Заготовка меньшего диаметра транспортирует жидкий фреон, а другая – газообразный фреон.
Этот металл в данной ситуации выбрали не просто так, она отличается высокой устойчивостью при контакте с фреоном.
Такие патрубки от кондиционеров отлично поддаются пайке. Для припоя рекомендуют фосфорно-медный и серебряный вид. А сами агрегаты демонстрируют высокую устойчивость относительно растяжения.
Если коротко описать, как паять медные трубы для кондиционеров, то это будет выглядеть так:
- Вначале избавляются от оксидной пленки. Делают это шлифовочной шкуркой.
- После этого на очищенные участки наносится флюс.
- Фитинг состыкуется с трубой. При этом нельзя забывать о полумиллиметровом зазоре.
- Место стыка прогревается при температуре почти в триста градусов. Нагрев осуществляют газовой горелкой. Делают это равномерно, плавно перемещая пламя вдоль конструкции.
- После тога как окончили паять, обязательно необходимо промыть систему, иначе остатки флюса спровоцируют коррозию металла, а это повлечет за собою поломку кондиционера.
Паяльники «Dremel»
Проблема, как паять медные трубы легко решается с паяльником Dremel. Эти небольшие горелки на газу в состоянии жечь, паять и разрезать. Они легко удаляют старую краску, размораживают и разогревают для сгибания трубоматериалы.

Стоит паяльник «Dremel» в пределах 2000 рублей. С таким устройством можно забыть о длительном разогреве и о большом термопистолете.
В комплекте с паяльником «Dremel» идет:
- паяльник;
- сопло для горелки;
- два ножа разного размера;
- рефлекторная и щелевая насадка.
Для удобства пользования к устройству прилагается несколько ключей для смены насадок, защитный колпак для механизма и припой для пайки.
Отверстием довольно удобно направить разогретый воздух на термоусадочные трубки, и их можно устанавливать, без участия рефлекторных насадок.
Заправляют устройство бутаном для зажигалок на газу. Одной заправки паяльника «Dremel» хватает на час работы.
Все о пайке медных труб газовой горелкой твердым припоем
Пайка медных труб – достаточно простая процедура, не требующая от исполнителя особых навыков. Тем не менее, существуют некоторые особенности, которые обязан знать каждый мастер, решивший выполнить монтаж медного водопровода или отопления своими руками.
Типы труб
 Несмотря на высокие эксплуатационные характеристики, медные трубы – не самый популярный товар на отечественном рынке. Сдерживающим фактором является высокая стоимость, хотя при соблюдении технологии соединения, длительность периода эксплуатации будет гораздо выше, чем у аналогичных материалов.
Несмотря на высокие эксплуатационные характеристики, медные трубы – не самый популярный товар на отечественном рынке. Сдерживающим фактором является высокая стоимость, хотя при соблюдении технологии соединения, длительность периода эксплуатации будет гораздо выше, чем у аналогичных материалов.
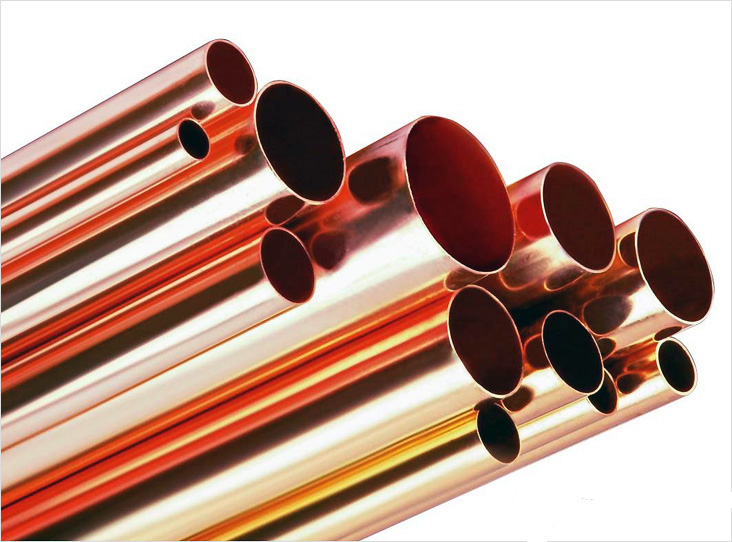
Существуют два типа труб из меди.
- Отоженные. После изготовления трубы подвергают термической обработке, при температуре 650-700 Сº. Процедура придает изделию пластичность, при некоторой потере прочности. Кроме того, увеличивается стоимость продукции.
- Неотоженные. Отличаются высокой прочностью. Единственный недостаток – низкая эластичность. При монтаже трубопровода отводы выполняют с помощью соединительных муфт, поскольку такие трубы практически невозможно согнуть.
[stextbox от типа продукции, к чистоте материала предъявляют особые требования. Согласно ГОСТу 859-2001, массовая доля меди не должна быть ниже 99 %.[/stextbox]
Существующие технологии соединения

При монтаже отдельные элементы можно соединить двумя способами: пайкой и обжимкой. В обоих случаях применяют специальные соединительные элементы – фитинги.
Пайка меди может выполняться в различных температурных режимах:
- Низкотемпературный. Соединение выполняют при температуре 250-300 Сº. Такой метод считается оптимальным для монтажа домашних систем отопления, эксплуатирующихся при температуре до 110 Сº. В качестве расходного материала применяют мягкий припой.
- Высокотемпературный. Применяется при монтаже систем, работающих в условиях высокой температуры под давлением. Для пайки необходимы твердые сорта припоев под профессиональное оборудование, поэтому метод применяется преимущественно в промышленных целях.
При соединении обжимкой используют фитинги особой конструкции, с уплотнительным резиновым кольцом внутри. Для монтажа необходимы специальные клещи, которые фиксируют трубу с муфтой. На практике к данному методу прибегают крайне редко, поскольку пайка считается более надежной технологией.
Виды используемых фитингов
В продаже можно найти множество видов фитингов для выполнения различных соединений. Наиболее распространенными являются:
- Муфта. Промежуточный элемент между двумя трубами.
- Уголок. Необходим для изменения направления магистрали.
- Тройник. Для разделения одной магистрали на несколько каналов.
 Если использовать трубы после термической обработки, можно свести количество фитингов к минимуму. Данный материал отличается особой пластичностью, поэтому для соединения двух элементов можно использовать обычный расширитель. При этом необходимо помнить про зазор для внесения припоя в зону нагрева. Величина перекрытия зависит от диаметра трубы. Как правило, этот показатель не должен быть меньше 5 мм. В случае необходимости можно согнуть трубу с небольшим радиусом округления, для экономии уголков.
Если использовать трубы после термической обработки, можно свести количество фитингов к минимуму. Данный материал отличается особой пластичностью, поэтому для соединения двух элементов можно использовать обычный расширитель. При этом необходимо помнить про зазор для внесения припоя в зону нагрева. Величина перекрытия зависит от диаметра трубы. Как правило, этот показатель не должен быть меньше 5 мм. В случае необходимости можно согнуть трубу с небольшим радиусом округления, для экономии уголков.
Необходимые материалы
Особенности выбора припоя
Припой – это присадочный материал, который подают в зону нагрева. После кристаллизации он образует неразъемное соединение. Основным критерием выбора является меньшая температура плавления, чем у основного материала. Благодаря особым характеристикам меди, процесс соединения протекает гораздо быстрее, чем, например, пайка стальных труб. Кроме того, необходимо обращать внимание на тип медных трупов, исходя из которого, выбирают вид припоя.
[stextbox монтаже водопроводных систем запрещено использовать припои, в состав которых входит свинец[/stextbox]
Мягкий
Мягкие сорта припоя чаще всего используют для любительской пайки, поскольку для работы с ними не требуется дорогостоящее оборудование.
Перед проведением работ контактная зона очищается от посторонних частиц и продуктов окисления. Это обязательное условие для качественного соединения.
В зависимости от типа припоя, рабочая температура варьируется в пределах 200-240 Сº. Во избежание повреждения трубы, температурное воздействие должно носить кратковременный и направленный характер.
Твердый

Твердый припой выпускают в форме стержней различного диаметра, величина которого подбирается в зависимости от существующего зазора. Температура пайки в отдельных случаях достигает 900 Сº. В результате получают надежное соединение с высокими эксплуатационными характеристиками. Метод используют при ремонте холодильников, кондиционеров, а также прочего бытового и промышленного оборудования.
Горелка
Характеристики данного инструмента зависят от типа припоя. Легкоплавкие составы на основе олова можно расплавить обычной паяльной лампой. При работе с твердыми сортами следует выбирать горелки с дополнительными функциями:
- пьезорозжиг;
- регулировка величины пламени;
- отражатель пламени.
На последнюю функцию следует обратить особое внимание. Она создает направленный поток пламени, позволяющий работать даже в труднодоступных местах.

Сопутствующие материалы
К вспомогательным инструментам и материалам относятся:
- ершик для зачистки внутренней и наружной поверхности фитингов;
- труборез или ножовка по металлу;
- ручной фаскосниматель;
- трубогиб;
- средства индивидуальной защиты.
Этапы монтажа
Подготовительные процедуры
Начинающие мастера часто пренебрегают процедурой подготовки материалов, что негативно влияет на качество монтажа. Для резки используют трубогиб или ручную ножовку с полотном по металлу. Профессиональный инструмент для снятия заусенцев – фаскосниматель. В качестве альтернативы можно использовать наждачную бумагу.
Особое внимание следует уделить зачистке участка, которой вставляется в фитинг и внутренней поверхности соединительного элемента.
Нанесение флюса
Следующий этап – нанесение специального флюса для пайки медных труб. Для каждого типа припоя существует свой вид флюса. Например, для твердых сортов рекомендуют использовать буру. Процедура не отличается от подготовки алюминия или других металлов: состав равномерно распределяют по рабочей поверхности.
Низкотемпературная пайка

Для работы в низкотемпературном режиме можно использовать обычную одноразовую газовую горелку или электрический паяльник.
Основная сложность заключается в соблюдении температурного режима, поскольку перегрев негативно влияет на качество соединения.
При нагреве зоны соединения необходимо плавно перемещать горелку, для равномерного прогрева всей поверхности. По достижению рабочей температуры начинают вносить припой. Если он начал плавится, следует отвести убрать пламя – тогда припой заполнит монтажный зазор.
По завершению работ следует дождаться остывания металла в естественных условиях. Горячее соединение отличается низкой прочностью, поэтому следует исключить любые контакты со швом, до его кристаллизации.
Нюансы высокотемпературной
Как следует из названия, данная технология отличается повышенной рабочей температурой, поэтому в качестве горючего компонента используется ацетилен или смесь пропана и кислорода. Характерная особенность – кратковременность температурного воздействия, во избежание перегрева труб. Рабочая температура варьируется в пределах 750-900 Сº, в зависимости от выбранного припоя.
После завершения работ, необходимо дождаться кристаллизации шва, после чего удалить с поверхности остатки флюса.
Требования техники безопасности
 В процессе выполнения работ необходимо соблюдать следующие правила безопасности:
В процессе выполнения работ необходимо соблюдать следующие правила безопасности:
- Медь отличается высокой теплопроводностью, поэтому для фиксации спаиваемых элементов следует использовать специальные клещи, а при их отсутствии – краги.
- Попадание на кожу активного флюса чревато термическим и химическим ожогом. При контакте следует промыть пораженный участок большим количеством воды с мылом.
- Специальная одежда должна быть изготовлена из натуральных материалов. Лучше всего себя зарекомендовал плотный хлопок – он не стесняет движений и не столь чувствителен к высоким температурам.
Возможные ошибки
Приводим перечень основных факторов, которые могут негативно повлиять на качество соединения:
- некачественная зачистка контактных участков;
- неправильный выбор монтажного зазора;
- неравномерное распределение флюса по поверхности;
- чрезмерное температурное воздействие;
- проверка качества соединения до полной кристаллизации;
Заключение
Пайка медных труб – достаточно простая работа, которую может выполнить даже человек без опыта работы с данным материалом. Для получения необходимых навыков рекомендуем вначале потренироваться на обрезках труб.
[stextbox 6-го разряда Топоров Леонид Аркадьевич. Опыт – 15 лет: «За последние 5 лет я несколько раз сталкивался с пайкой медных труб, как для отопления, так и для подачи питьевой воды. Несмотря на то, что многие не видят разницы между различными припоями, я рекомендую использовать твердые сорта – с их помощью можно создать более качественное и надежное соединение. Это особенно важно при пайке домашней системы отопления в частных домах».[/stextbox]
Пайка медных труб своими руками: видео и особенности
 Паять медные трубы наши предки умели даже больше 5 тысяч лет назад. В те далекие времена люди смогли научиться соединять друг с другом детали из разных материалов, вводя между ними припой, то есть расплавленный материал, температура плавки которого гораздо ниже тех деталей, которые соединяются.
Паять медные трубы наши предки умели даже больше 5 тысяч лет назад. В те далекие времена люди смогли научиться соединять друг с другом детали из разных материалов, вводя между ними припой, то есть расплавленный материал, температура плавки которого гораздо ниже тех деталей, которые соединяются.
По такому же принципу происходит пайка до сих пор. В сегодняшней статье мы подробно расскажем, как паять медные трубы. Видео на эту тематику тоже есть в материале. Ознакомившись с теоретической и практической базой, вы поймете, что пайка медных труб своими руками – не такое уж и сложное занятие.
Пайка медных труб своими руками: видео
 При самостоятельной пайке медных труб нужно быть предельно аккуратным и иметь хотя бы минимальное представление о данном процессе.
При самостоятельной пайке медных труб нужно быть предельно аккуратным и иметь хотя бы минимальное представление о данном процессе.
Бесшовные соединения из медных конструкций используются для таких бытовых нужд:
- для работы систем водоснабжения;
- для отопления;
- при газоснабжении домов;
- для работы холодильников;
- систем кондиционирования.
Медные трубы при использовании в быту имеют ряд таких преимуществ, как:
- легкость обработки;
- прочность;
- длительность применения;
- способность выдерживать высокое давление;
- устойчивость к УФ — излучению;
- способность выдерживать даже максимальные температуры.
Единственный ощутимый их недостаток – это высокая стоимость по сравнению с другими. Но, с другой стороны, пайка медных труб избавит от необходимости приобретать всевозможные фитинги, которые нужны при сварке труб на основе полипропилена. Кроме того, конструкции из меди более надежны и прослужат дольше. Ведь их срок службы в среднем составляет порядка 50 лет.
Предлагаем вашему вниманию посмотреть видео на тему пайки медных труб, которое позволит вам внимательнее изучить практическую сторону процесса.
Методы пайки труб из меди
Существует два метода пайки медных труб:
- высокотемпературный метод – его применяют для соединения трубопроводов с большой нагрузкой или при высоких температурных режимах. Плавка припоя происходит при температуре от 600 до 900 градусов;
- низкотемпературный метод – подходит для пайки в бытовых системах. В зависимости от припоя, температура составляет 450 градусов, если он мягкий и выше, если припой твердый.
Инструменты и материалы для работы
Чтобы пайка была в итоге качественной, нужно приготовить для работы такой набор инструментов, как:
 труборез, чтобы разрез был перпендикулярен трубной оси;
труборез, чтобы разрез был перпендикулярен трубной оси;- труборасширитель, который позволит сэкономить на фитингах. С его помощью расширяется один конец трубы, чтобы туда можно было вставить другой. При его применении глубина обработки трубы должна равняться ее диаметру;
- щетки и ершики для снятия окиси;
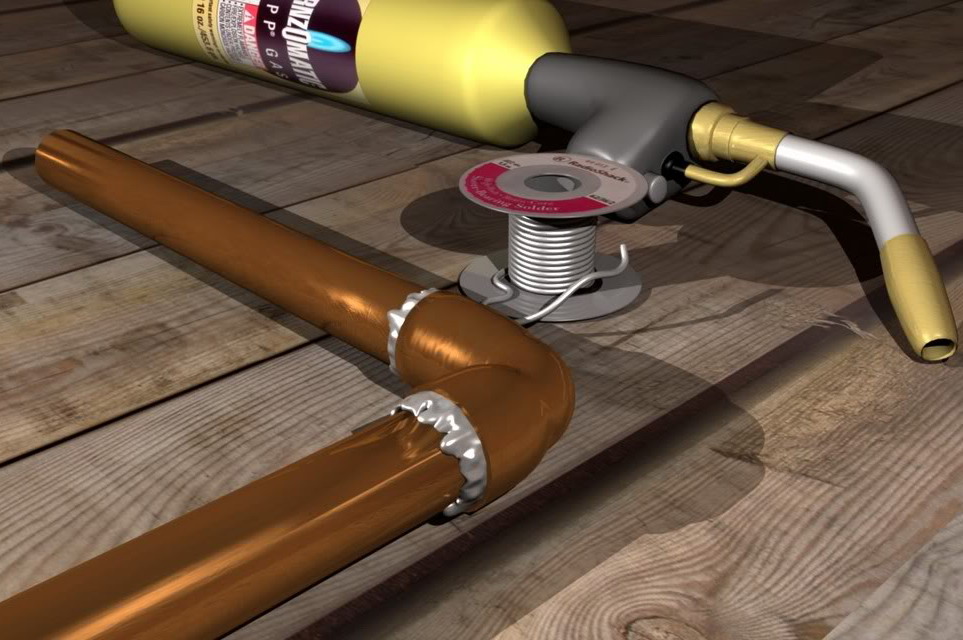
- газовая горелка для пайки со стационарным или одноразовым баллоном и отражателем пламени, который защитит горючие материалы, расположенные рядом, а также избавит от теплопотерь и равномерно прогреет трубу. Также горелки могут быть ацетилено-кислородными. По мощности горелку следует выбирать в зависимости от температуры припоя и от того, твердый он или мягкий. Помимо этого, горелки еще отличаются по составу газовой смеси в баллоне, их нужно приобретать в зависимости от вида пайки.
 труборез, чтобы разрез был перпендикулярен трубной оси;
труборез, чтобы разрез был перпендикулярен трубной оси;Если припой легкоплавкий, то его можно разогревать при помощи электрического термофена, который способен давать струю горячего воздуха температурой до 650 градусов. Термофен может не только регулировать температуру, но еще и удерживать ее значение при подаче струи воздуха. Если прибор оснастить специальными насадками, то вы сконцентрируете струю горячего воздуха в определенном месте.
Теперь давайте выясним, какие нам потребуются материалы для работы. Прежде всего, нам нужен припой. Для пайки медных труб он бывает твердым и мягким.
Твердые припои имеют вид профильных стержней. С их помощью паяют при температуре до 900 градусов включительно, это дает достаточно прочное соединение деталей, оно выдерживает большое давление и температуру. Такое соединение подходит в следующих случаях:
- при соединении труб в системах отопления;
- в системах водоснабжения;
- в газовых системах;
- в системах кондиционирования и охлаждения.
Чаще всего используется медно-фосфорный припой, иногда он идет с добавлением серебра. Фосфор в его составе сильно снижает температуру плавки меди, она в итоге достигает порядка 750 градусов. Прочность соединения труб повышается за счет того, что коэффициенты трубы и температурного расширения припоя почти идентичны друг другу.
 А вот мягкий припой представляет собой проволоку, ее диаметр составляет около 2-3 мм. Его используют для соединения труб в водопроводной системе методом низкотемпературной пайки в бытовых условиях. Мягкий припой в составе может иметь олово, свинец или их сплавы, серебро и т.д.
А вот мягкий припой представляет собой проволоку, ее диаметр составляет около 2-3 мм. Его используют для соединения труб в водопроводной системе методом низкотемпературной пайки в бытовых условиях. Мягкий припой в составе может иметь олово, свинец или их сплавы, серебро и т.д.
Кроме припоя, для пайки медных труб будет нужен флюс. Очень важно его правильно выбрать, чтобы добиться качественного соединения материалов. Он может быть низкотемпературным с активностью до 450 градусов и высокотемпературным, когда показатель превышает указанную отметку.
Флюс обладает следующими функциями:
- очищает поверхности от окислов;
- защищает места пайки от кислорода;
- улучшает растекание припоя;
- повышает его адгезию с металлом.
При разогреве припой начинает растекаться под давлением капиллярных сил и закрывает собой металл. Для этого обе поверхности нужно зачистить, а затем нанести на них флюс (пасту) с помощью кисточки тонким слоем и равномерно. После спаивания деталей остатки флюса удаляются, чтобы не было утечек и коррозии.
И не забудьте о фитингах для медной пайки, среди них:
- поворотные элементы;
- элементы отвода труб;
- элементы перехода на резьбу.
Каждый фитинг имеет определенный диаметр раструба, также при том или ином диаметре трубы нужно соблюдать нужный зазор.
Фитинги для соединения медных конструкций стоят недешево, поэтому при возможности многие обходятся и без них, с этой целью места соединения обрабатываются труборасширителем.
Технология пайки медных труб
Пайка труб из меди включает в себя следующие этапы работы:
- обрезка посредством трубореза;
- обработка краев трубы фаскоснимателем;
- подбор фитингов или обработка края второй трубы специальным расширителем;
- примерка расположения деталей и проверка зазоров;
- нанесение флюса в минимальном количестве. При применении метода высокотемпературной пайки «медь-медь» и самофлюсующегося припоя он не нужен;
- нагрейте равномерно соединения до температуры, подходящей для плавки припоя с помощью термофена или специальной горелки;
- нанесите припой на место зазора, нельзя его плавить на открытом огне, а только от нагретой трубы;
- удалите остатки флюса при помощи ветоши или промывки водой.
 обрезка посредством трубореза;
обрезка посредством трубореза;Помните, что трубы греются и плавится флюс очень быстро, поэтому не перегрейте место соединения. В целом процесс соединения деталей должен занимать порядка 5 минут.
Если вы паяете слишком близко расположенные друг к другу соединения, то уже запаянные участки нужно охладить мокрой тряпкой. В противном же случае первое соединение может разойтись в процессе пайки следующего.
Пайка труб из других металлов, в частности, стали, отличается от соединения медных труб. Так, для нее нужно применять совершенно другое оборудование и материалы, также отличается и сама технология работы.
Какие ошибки допускают новички?
Естественно, при первом опыте многие допускают ошибки. Чаще всего — такие:
- слабо прогревают место соединения деталей. Это может привести к отсутствию сплавления материала и припоя. Малейшая нагрузка может разрушить такое соединение;
- место соединения сильно перегревают. Из-за этого может сгореть флюс и появятся окиси и окалины, а это негативно скажется на надежности соединения.
Желательно перед работой хорошо потренироваться и учесть ошибки других, чтобы обеспечить качество своей работы при спайке труб из меди.
Правила безопасности при работе
Пайка труб – это опасная работа, которая требует соблюдения ряда правил по технике безопасности:
- надевайте защитные противоожоговые перчатки;
- при проверке соединения убедитесь, что оно остыло;
- проводите паяльные работы в помещениях с хорошей вентиляцией или хорошо проветренных;
- надевайте перед работой кислотостойкую одежду, чтобы на участки кожи не попала кислота и щелочи.
 надевайте защитные противоожоговые перчатки;
надевайте защитные противоожоговые перчатки;Соблюдение этих простых правил позволит вам защитить себя от негативных проблем при работе. Если все сделаете правильно, то соединение будет надежным и продержится максимально долго.

