
Как завальцевать трубку в домашних условиях?
Основные способы завальцовки труб
Завальцовка — это процесс пластической деформации торцевой части трубы, который предпринимается с целью формирования неразъемной заглушки.

Завальцовка — это процесс пластической деформации торцевой части трубы (преимущественно небольшого диаметра), который предпринимается с целью формирования неразъемной заглушки. Операция часто необходима в быту при разнообразных ремонтных работах с трубками кондиционеров или бытовых холодильников. Используют завальцовку и в ремонтных мастерских.
Сущность операции
По сути завальцовка является завершающей частью обжима трубчатых заготовок, когда выполняется уменьшение диаметра детали. Однако, если при обжиме этим все и ограничивается, то результатом завальцовки является образование глухого торца, причем иногда и без изменения диаметра изделия.
С точки зрения пластического деформирования, завальцовка трубы — весьма непростая операция. Дело в том, что при этом на металл действуют усилия в двух противоположных направлениях — в продольном, когда выполняется первичный обжим поперечного сечения трубы, и в радиальном, когда сдвигаемая часть металла заготовки смещается не внутрь, а наружу, к противоположной стенке, и формирует глухой торец.
Такие, противоположные по знаку напряжения изгиба и среза, ограничиваются следующими факторами:
- Пластичностью металла трубы.
- Допустимым уровнем коэффициента утонения стенки после завальцовки изделия.
- Пределом прочности металла на изгиб.
- Предельными значениями радиуса перехода от боковой стенки к торцу.
- Качеством поверхности исходной заготовки.
Исходя из этого, беспроблемная завальцовка возможна для достаточно тонкостенных труб из пластичных металлов — меди, низкоуглеродистой стали, алюминия. При этом для ликвидации нежелательного упрочнения металла при его деформировании завальцовываемый участок желательно подогреть. Пластичность металла в этот момент возрастает, а риск разрыва трубки в месте ее завальцовки снижается.
Еще одним технологическим приемом, позволяющим добиться качественного завальцовывания, считается изменение скорости деформирующего инструмента, при помощи которого выполняется данная операция.
В случае нагретой заготовке это должно происходить следующим образом. В начальный момент деформации, когда пластичность металла — наибольшая, скорость деформирования необходимо увеличить, обеспечивая изгиб сечения по естественному радиусу гиба. В конечный момент, при остывании заготовки, скорость снижают. При этом жертвуют нарастающим усилием операции, зато обеспечивают качественное соединение двух частей заготовки холодной пластической сваркой.
Разновидностью завальцовки является технологическая операция соединения двух трубок, когда внешнюю трубу равномерно обжимают по всему периметру зоны соединения. Подобную завальцовку труб выполняют обычно без гарантии последующей герметичности.
Ручная завальцовка труб

Как завальцевать трубку в домашних условиях, притом — быстро и качественно? Обжимная завальцовка механизированным способом возможна, если применить специальные клещи. Стоят они недешево, поэтому их можно изготовить и самостоятельно, используя в качестве заготовки изношенный трубный ключ по ГОСТ 18981 рычажного типа. Для этого губку подвижного рычага снимают, а вместо нее приваривают вставку под съемное полукольцо (для повышения универсальности можно изготовить несколько таких полуколец под наиболее употребительные диаметры трубок). Такое полукольцо должно быть установлено и на подвижном рычаге. При изготовлении таких клещей необходимо соблюсти максимальную соосность обоих полуколец, иначе качественной завальцовки не произойдет, более того, можно испортить обе соединяемых трубки.
- Зевом клещей охватить (не менее, чем половиной периметра обжимного кольца) внешний диаметр обжимаемой трубы;
- Подвести гайку вплотную к поводку инструмента;
- Повернуть подвижный рычаг до полного охвата им второго полупериметра трубки;
- Сильно сжать оба рычага, и провернуть клещи на угол не более 25-30 0 , после чего все предшествующие переходы повторить.
В зависимости от предельного диаметра соединяемым таким образом труб, можно использовать:
- Для трубок диаметром 10-36 мм — ключ №1;
- Для трубок диаметром 20-50 мм — ключ №2;
- Для трубок диаметром 30-63 мм — ключ №3.
Завальцовку труб большего диаметра выполнить таким способом не удастся. Разве что применить рычажный удлинитель, который увеличит момент, развиваемый клещами. Метод непригоден, если требуется завальцевать трубку с образованием дна на торце.
Механическая завальцовка труб

Как завальцевать изделие на токарном станке? Заготовка закрепляется в патроне станка, при этом необходимо точно рассчитать глубину установки заготовки в патрон, чтобы ход рукоятки совпадал с местом формирования глухого отверстия. После включения станка рукоятку подводят к поверхности трубы, и , нажимая на заготовку, производят завальцовку. При этом материал интенсивно нагревается, что снижает усилие, повышая одновременно и пластичность заготовки.Рукоятка должна иметь ход не менее 180 0 , причем для обеспечения качества деформирования, в резцедержателе стоит предусмотреть фиксирующие отверстия под штифты, количество и расположение которых будут соответствовать чаще всего употребляемым типоразмерам завальцовываемых труб.
Завальцовка на токарном станке обеспечивает полную герметизацию дна трубки. Вследствие этого завальцованное изделие может применяться в трубопроводах, предназначенных для прокачки практически любых жидких и газообразных сред.
Развальцовываем медную трубку своими руками
Скрепленные с разными деталями или между собой трубы не должны протекать. С этой целью соприкасающиеся края деформируют. Технология называется вальцеванием – увеличение края трубы под углом. Это деформирование участка детали. Расскажем, как самостоятельно развальцевать медную трубку.
 Трубки с раструбом
Трубки с раструбом
Особенности вальцевания в зависимости от технологических процессов скрепления труб
Какой вариант развальцовки выбрать зависит от способа скрепления медных трубок друг с другом или с деталями конструкции:
- Если планируется сварка, отверстие увеличивают до необходимого размера. Внутренний диаметр трубы должен превысить внешний диаметр соединяемого элемента на 0,1 – 0,2 мм. Зазор между ними заполняют оловом или другим припоем. Это обеспечит надежную изоляцию.
- Если элементы сцепляются муфтой, отверстие не только увеличивают, но и делают раструб под наклоном 45º. Увеличившаяся площадь контакта повысит надежность соединения.
Этапы вальцевания одинаковые, независимо от технологии скрепления элементов.
Алгоритм действий
Как сделать вальцовку медных трубок своими руками? Осуществлять действия необходимо в следующей последовательности:
 Прибор, разрезающий трубки
Прибор, разрезающий трубки
Трубу надо перпендикулярно отрезать, кромка должна быть ровной.
- Наружную зону среза и его края важно тщательно зачистить. Если при резке произошла деформация, необходимо восстановить форму трубы.
- Следующий шаг – крепление элемента в матрице специального инструмента для увеличения диаметра или тисках. 5 мм конца детали необходимо оставить свободными. Если предполагается фитинговое крепление, перед фиксацией на элемент устанавливают обжимную гайку.
- В отверстии необходимо разместить подходящего размера расширительный конус и вкрутить его. После такого действия медный материал растянется, а торец детали постепенно станет принимать форму конуса.
- Следующий шаг – удаление расширителя и снятие обрабатываемого элемента с держателя.
Далее следует провести осмотр полученного раструба. Если остались неровности, царапины, микросколы, их необходимо зачистить. После развальцовки трубки надо подождать, пока она не остынет до комнатной температуры и только тогда начинать скрепление.
Важно! Иногда после развальцовки на обработанной зоне трубки появляются трещины, кромки скошены по отношению к оси. Тогда обработанный край придется обрезать и начать все сначала.
Устройства и приборы
Чтобы сделать развальцовку в домашних условиях надо подготовить инструменты. увеличить край медной трубки доступно человеку без опыта вручную, натянув его на коническую болванку. Минус такого способа обработки: получить раструб с заданными размерами будет сложно, потому что мастер прикладывает неравномерное усилие. Такая развальцовка искривляет деталь. Изъяна можно избежать, используя специальные инструменты.
Строительный рынок предлагает расширяющие диаметр изделий из меди приспособления с ручным или электрическим приводом. Электроинструменты используют для развальцовывания трубопровода и для других целей. Например, изгиба под нужным углом. Все приборы действуют по принципу пластической деформации, что обеспечивает сохранение внутренним поверхностям трубы гладкости в процессе расширения диаметра изделия.
 Комплект инструментов для развальцовки
Комплект инструментов для развальцовки
Шаблон
Это простейший аппарат – болванка в форме конуса. Изготавливается из любого металлического сплава, который тверже меди. Главное преимущество шаблона – небольшая цена. Кроме того, он легок в применении. Но такой способ увеличения диаметра изделия нередко сопровождается разрывами стенок.
Эспандер
Это ручной прибор, в котором увеличение диаметра медных труб происходит в результате применения силы. Устройство состоит из 2 рычагов и раздвижного конуса, на который насаживается обрабатываемый элемент. При надавливании на ручки эспандера, элементы расширителя расходятся в разные стороны, медное изделие растягивается. Это недорогое устройство не гарантирует качественного результата. При его использовании невозможно контролировать толщину трубы, на более тонких зонах могут возникнуть порывы.
Развальцовку изделия эспандером целесообразно выполнять в два приема. Вначале слегка расширить край, затем повернуть инструмент и растягивать трубу до требуемого диаметра.
 Эспандер
Эспандер
Конусный развальцовщик
Представляет собой простейший набор: матрица и развальцовщик. Первый из 2-х элементов представляет собой пластину с округлыми прорезями размерами стандартных сечений труб. Развальцовщик состоит из нижеперечисленных элементов:
- корпуса;
- расширителя;
- ходового винта.
Когда ходовой винт начинает вращаться, расширитель ввинчивается в отверстие изделия и создает раструб.
Механический и электрический инструмент
Механическое устройство аналогично конусному, только его рабочим элементом является набор вальцов. Они действуют не растягивая, а равномерно раскатывая стенки труб. Указанная технология обеспечивает одинаковую толщину материала на всем обработанном участке. Благодаря этому внутренние поверхности трубы в процессе раскатывания остаются гладкими, а раструб получается аккуратный и симметричный.
Электрический аппарат отличается от механического наличием электропривода. Он значительно сокращает время выполнения процесса и не требует прикладывать усилие.
 Развальцовщик, работающий от электросети
Развальцовщик, работающий от электросети
Важно! Мастеру, стоящему перед выбором инструмента для вальцевания, необходимо определить его необходимость. Для ремонта достаточно простого прибора с простейшим комплектом насадок. Специалисту, прокладывающему и ремонтирующему трубопроводы, целесообразно купить профессиональный набор.
Полезные советы по выполнению процесса
От того, насколько качественно проведена работа, зависит герметичность, надежность крепления. Чтобы сделать развальцовку самостоятельно и получить хороший результат, нужен опыт. При отсутствии навыков, прежде чем осуществлять монтаж медного трубопровода, целесообразно предварительно поупражняться на трубах разного диаметра.
Чтобы развальцовка была качественной, выполнять ее следует в соответствии с рекомендациями:
- Перед началом технологического процесса необходимо визуальным способом выявить наличие заусенец, неровностей на изделии. Следует удалить грязь с внутренней и внешней поверхности трубки. Развальцовку делают только на изделиях с круглым сечением.
- Внешнюю поверхность медной детали перед началом технологического процесса следует тщательно обработать щеткой, удалить пыль, мусор.
 Чистка абразивной губкой
Чистка абразивной губкой
- Важно жестко закрепить изделие в держателе. Если к этому отнестись халатно, трубка будет скользить в матрице, что не позволит сделать качественную обработку.
- Если края медного элемента расширяются вручную, конус недопустимо вдавливать. Болванку следует аккуратно вкручивать в отверстие. Тогда усилие будет равномерно распределено и удастся избежать разрывов стенки изделия.
- В процессе работы важно следить, чтобы раструб не перекосило относительно осевой. Если это случится, соединение не обеспечит полную изоляцию, высокую износостойкость.
- При установке элемента в матрицу вальцовочного прибора важно подбирать размер отверстия, соответствующий диаметру медной трубки.
При правильной развальцовке получится качественный раструб для прочного герметичного соединения.
Как развальцевать медную трубу
Медные трубки по ГОСТ 21646-2003 ввиду своей большой теплоёмкости и пластичности часто используются в системах охлаждения и кондиционерах. Для формирования сложных отводов и соединений дома изделия приходится пластически деформировать. Правильная развальцовка медных трубок – определяется выбором технологии и инструмента. Как это делать узнаем далее.
- Что это такое и для чего необходима развальцовка
- Когда может понадобиться развальцовка
- Инструменты для развальцовки медных труб
- Механический развальцовщик
- Конусный развальцовщик
- Развальцовщик с электроприводом
- Эксцентрический развальцовщик
- Рычажный развальцовщик
- Советы по выбору инструмента
- Как изготовить инструмент
- Как развальцевать медную трубу своими руками
- Заключение
Что это такое и для чего необходима развальцовка
Развальцовкой (бытует также домашний термин «раздача») называют технологическую операцию, в результате которой на одном из торцов трубы образуется коническое расширение. Поэтому развальцовка медных трубок часто проводится при помощи конического пуансона, который поступательно (или вращательно-поступательно) внедряется на требуемую глубину в закреплённую часть трубы.

Поскольку в схеме напряженно-деформированного состояния присутствуют опасные (с точки зрения возможного разрушения материала) растягивающие напряжения, то успех операции зависит от следующих параметров:
- Твёрдости исходного материала.
- Угла развальцовки.
- Правильного значения развальцовочного коэффициента.
- Толщины стенки трубы.
ГОСТ 21646-2003 предусматривает изготовление труб для теплообменников из меди марок М1р или М2р, которые могут иметь различную твёрдость (показатель обычно приводится к сопроводительным сертификатам на партию трубок). Механические показатели данных видов поставляемого металла представлены в таблице:
| Состояние поставки | Предел прочности, МПа | Относительное удлинение, % | Твёрдость по Виккерсу, HV |
| Мягкое | 200 | 35 | 80 |
| Полутвёрдое | 240 | 12 | 100 |
| Твёрдое | 290 | 3 | 125 |
Анализируя данные таблицы, можно сделать вывод, что непосредственно развальцовывать удаётся только трубки из мягкой меди. В остальных ситуациях заготовку следует предварительно отжигать. Впрочем, как вариант, торец медной трубки перед началом раздачи можно подогреть до 220…2500С.
Когда может понадобиться развальцовка
Данный процесс облегчает монтаж медных трубок. Дело в том, что большинство фитингов в трубопроводных системах относится к так называемому компрессионному типу. Такой фитинг состоит из двух частей: накидной гайки и конической части с резьбовым окончанием. При сборке развальцованный торец медной трубы крепится к коническому фитингу с помощью накидной гайки. Это обеспечивает главное условие – герметичное и устойчивое к давлению уплотнение.

Симметричность развальцовки должна быть высокой, чтобы обе части конусного фитинга – накидная гайка и корпус, легко совмещались при монтаже. С целью уплотнения соединения шлангов операцию используют и при ремонте/восстановлении тормозных топливных труб в автомобилях.
Инструменты для развальцовки медных труб
Виды развальцовок для большинства медных труб выполняют специальными, ручными и приводными развальцовочными приспособлениями. Первые из-за своей компактности и малого веса используются чаще.
В основу действия инструмента положен принцип поперечной раздачи ограниченного участка трубы. При этом должны учитываться следующие условия:
- Коэффициент развальцовки k = d/D (d – внутренний диаметр недеформированной части медной трубки, D – максимальный диаметр нижнего конуса после окончания развальцовки) не должен быть 0,75…0,85;
- Угол развальцовки не должен превышать 300; на практике это условие часто не выполняется, вследствие чего на торце конуса возможны волнообразные складки и даже трещины (в ряде случаев микротрещины видны даже на внутренней поверхности трубки). Такие изделия дефектны, и к установке допущены быть не могут;
- Торец трубки, которая подлежит развальцовке, должен быть ровно отрезан от мотка и тщательно зашлифован. Для резки рекомендуется использовать не обычную ножовку по металлу, а приспособление для кругового реза, которое обеспечивает чистый срез. Приспособление включает режущее лезвие, направляющее колесо и ручку для затяжки. При вращении инструмента вокруг заготовки, лезвие постепенно внедряется в материал, оставляя чистую кромку;
- После развальцовки наблюдается утонение стенки трубки, которое можно определить по формуле s1 = sk0,5 (s – исходная толщина стенки трубки, s1 – толщина стенки после развальцовки, в нижней части конуса).
При подогреве медной трубки предельное значение коэффициента развальцовки может быть снижено на 15-20 %.

Кратко рассмотрим наиболее часто встречающиеся типы развальцовочной оснастки.
Механический развальцовщик 

Ключевой деталью такого приспособления является валик (реже – шарик), который изготовлен из твёрдого сплава или быстрорежущей закалённой стали. Валик прижимается к подготовленной кромке заготовки и с нажимом прокатывается по ней.
Интенсивность развальцовки устанавливается визуально, с учётом приведенных выше ограничений. Передвижение валика по деформируемой поверхности производят вручную. При выборе типоразмера устройства следует соотнести геометрические характеристики валика – радиус закругления, диаметр – с необходимым размером деформируемого торца изделия.
Конусный развальцовщик
Представляет собой наиболее удачную конструкцию инструмента. Основным элементом является конический пуансон. Перемещаясь в винтовой направляющей, он производит равномерную раздачу боковых стенок трубки. По внешнему виду напоминает ручной винтовой пресс, который можно закреплять на рабочем столе или верстаке.

Перемещение пуансона контролируется визуально, по достижении требуемой степени деформации. Для снижения трения внутреннюю поверхность заготовки можно смазать. При работе с конусным развальцовщиком усилие операции будет непрерывно возрастать.
Развальцовщик с электроприводом
Производители такого инструмента обычно комплектуют их наборами различных насадок, отличающихся углом конуса, радиусами закругления рабочей части и её длиной. Цена инструмента возрастает, зато и его эксплуатационные возможности увеличиваются. Развальцовка медных трубок приводными развальцовщиками целесообразна при значительном объёме выполняемых операций. Привод осуществляется от аккумулятора.
Эксцентрический развальцовщик
Работает по принципу перекатывания давильного приспособления по поверхности заготовки. Усилие обработки при этом – минимальное, однако существенным недостатком считается неравномерность характеристик деформируемой части трубки. Кроме того, сам процесс развальцовки происходит более длительное время.
Рычажный развальцовщик

Наиболее простой тип оснастки, который доступен для изготовления своими руками. Другое название – эспандер. Представляет собой систему из 2…4 рычагов, которые равномерно располагаются вокруг деформируемой заготовки, преодолевая при работе сопротивление возвратных пружин.
Развальцовка происходит последовательным и одновременным перемещением рычагов в направлении деформирования. Трёхрычажную схему используют реже, потому что для неё требуется работать вдвоём. Другим недостатком приспособления является невозможность текущего контроля качества.
Советы по выбору инструмента
Выбор производят после анализа достоинств и недостатков каждого из вышеописанных исполнений оснастки. В расчёт стоит принимать также требуемую производительность, а также необходимость в дополнительных приспособлениях – паяльной лампе (для подогрева заготовки), роликовых ножах и т.п.

Как изготовить инструмент
Проще всего изготовить своими руками инструмент со сменными коническими шаблонами, каждый из которых будет рассчитан на определённые параметры процесса. Чертежи всегда можно найти в интернете.
 Пример чертежей самодельного инструмента
Пример чертежей самодельного инструмента
Самодельная оснастка будет состоять из:
- Винтового рычага с рукояткой;
- Стального корпуса с внутренней резьбой;
- Сменных пуансонов;
- Зажимных полуматриц с последовательно расположенными отверстиями разного диаметра.
- Стягивающего зажима.
Винтовой рычаг можно изготовить из приспособления, используемого при обжиме электрических кабелей большой мощности. Важно, чтобы ход приспособления соответствовал параметрам развальцовки.
В качестве корпуса можно использовать станину лабораторного микроскопа или ручного твердомера типа ТШ. Диаметры резьбы в винте и гайке должны совпадать, а резьба – быть трапецеидальной или упорной.

В торце винтового зажима выполняют отверстие под коническую насадку, которую следует изготавливать из инструментальной стали, после чего закалить и прошлифовать. Для изготовления полуматриц используют два прямоугольных прутка, которые прочно скрепляют вместе, и по линии касания изготавливают несколько сменных отверстий под медные трубки разных диаметров. Готовое приспособление монтируют на верстаке
Как развальцевать медную трубу своими руками

Как можно развальцевать медную трубку в домашних условиях? Рассмотрим процесс на примере конусного развальцовщика. Перед началом работ на трубку устанавливают накидную гайку – это необходимо для того, чтобы убедиться, что она размещена в правильном положении. Далее выбирают отверстие подходящего размера в полуматрице и вставляют в него трубку, надёжно фиксируя полуматрицы при помощи зажимного устройства. Свободный конец трубы не должен быть длиннее двух её внешних диаметров, иначе заготовка в процессе деформирования получит продольный изгиб.
Проверив соосность трубы и конического шаблона, установленного в пуансоне, ввинчивают его вниз, до касания со стенками. Убедившись в том, что медная трубка не перекошена, продолжают вальцовку до достижения необходимой степени деформации.
Если на готовом изделии имеются складки, необходимо прокалибровать боковую стенку образовавшегося конуса, проворачивая пуансон с усилием (его можно снизить, смазав зону калибровки). По достижении нужного результата пуансон поднимают, а развальцованную деталь извлекают из полуматриц.
Заключение
Раздача медных трубок окажется успешной, если строго придерживаться оптимальной технологии резки и последующей пластической обработки заготовки. Также следует проверить механические свойства материала и точность наладки приспособления (при необходимости – отжечь или подогреть заготовку).
В качестве альтернативы можно посмотреть видео, в котором применены подручные инструменты:
Как развальцевать медную трубку: способы, инструмент, советы
Развальцовка медных трубок, называемая также вальцеванием, – это технологическая операция, суть которой заключается в деформировании их стенок в нужном направлении. Необходимость в осуществлении такой операции возникает в тех случаях, когда требуется выполнить герметичное и надежное соединение медных трубок с различными устройствами и приборами или состыковать их между собой.

Вальцовка медной трубки ручным приспособлением
Трубки, изготовленные из меди, сегодня довольно распространены, и в тех случаях, когда их соединение должно быть разъемным, без развальцовки не обойтись. Для развальцовки трубок, изготовленных из меди, может использоваться как специальное оборудование, выпускаемое серийно, так и набор простейших инструментов, который при соблюдении всех технологических рекомендаций также позволяет выполнить такой процесс качественно.
Особенности выполнения
Выполнение развальцовки трубок, изготовленных из меди, может потребоваться, если:
- обрезанному концу трубки необходимо придать требуемую конфигурацию;
- конец изделия надо подготовить для его соединения при помощи муфты (в этом случае, применяя развальцовку, выполняют подгонку таких геометрических параметров трубки, как внутренний диаметр, угол изгиба и др.);
- необходимо подготовить концы медных трубок для их соединения при помощи пайки.

Обрезку труб по длине производится специальным инструментом – труборезом для медных или алюминиевых труб
Чтобы качественно развальцевать трубку из меди, используя специальные инструменты и приспособления, необходимо выполнить следующие действия.
- Конец трубки, соединение которого необходимо выполнить, тщательно зачищается.
- На зачищенный конец надевается специальная муфта.
- С помощью специального инструмента или приспособления конец трубки развальцовывается, пока угол ее расширения не составит 45°.
- После окончания процедуры конец изделия извлекается из приспособления. Затем можно сразу приступать к выполнению соединения.
Если такую технологическую операцию вы никогда не выполняли раньше и впервые собираетесь осуществить развальцовку своими руками, то следует отрезать трубку с некоторым запасом длины (2–2,5 см), что позволит вам в случае неудачи развальцевать ее еще раз, отрезав бракованный участок.

Ример – приспособления для зачистки торцов медных трубок
Если развальцевать трубку из меди необходимо для того, чтобы выполнить ее соединение при помощи пайки, то последовательность действий по осуществлению такой процедуры будет выглядеть следующим образом.
- Поверхность конца трубки, которую необходимо развальцевать, тщательно зачищается (для этого лучше всего использовать специальную щеточку).
- При помощи специального устройства конец медной трубки расширяется до такой степени, чтобы в него можно было вставить конец другой трубки и при этом выдержать между соединяемыми элементами зазор, равный 0,124 мм. Естественно, для этого необходимо использовать измерительный инструмент.
- На внутреннюю поверхность участка трубы, который уже развальцован, равномерным слоем наносится флюс, необходимый для того, чтобы обеспечить формирование надежного и герметичного соединения.
- В развальцованную часть на глубину, равную диаметру трубы, вставляется конец второго элемента соединения.
- При помощи газовой горелки, электрического паяльника или паяльной лампы место будущего соединения прогревается до того момента, когда начинает плавиться припой.
- Расплавленным припоем заполняются все зазоры между краями соединяемых медных труб, в результате чего и формируется надежное и герметичное соединение.
После того как соединение двух медных трубок сформировано, их необходимо положить на горизонтальную поверхность и дать им полностью остыть. Только после того как место соединения полностью остыло, полученную конструкцию можно эксплуатировать.
Инструменты и приспособления
Для того чтобы развальцевать своими руками трубки, изготовленные из меди, используют специальные приспособления. Такие приспособления могут иметь как ручной, так и электрический привод. Применяются они для монтажа систем кондиционирования, водоснабжения и отопления. Инструменты, оснащенные электрическим приводом, часто совмещают в себе несколько функций: с их помощью можно не только развальцевать медную трубку, но и согнуть ее под требуемым углом.
Любое устройство, при помощи которого осуществляется развальцовка трубок, изготовленных из меди, работает по принципу пластической деформации, поэтому очень важно, чтобы оно справлялось с таким процессом максимально бережно, не нарушая однородность структуры материала, сохраняя равномерность толщины стенок изделий, а также гладкость их внутренней поверхности.
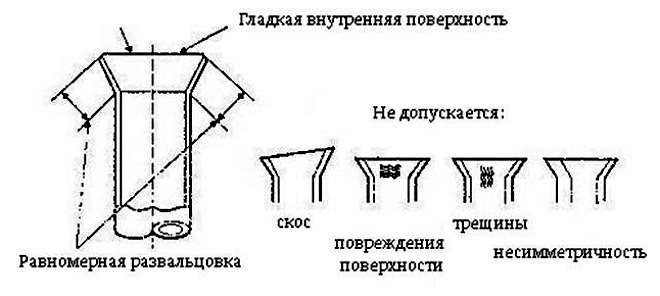
Схема правильной развальцовки и примеры неправильно произведенной операции
Чтобы качественно выполнить развальцовку медных трубок (даже если вы осуществляете ее своими руками впервые), можно использовать одно из следующих приспособлений.
Это болванка конусообразной формы, изготовленная из более твердого металлического сплава, чем медь. Достоинствами такого устройства являются невысокая цена и простота использования. Между тем его применение может сопровождаться разрывами стенок медного изделия, что дает невысокое качество развальцовки.

Этим простейшим приспособлением можно развальцевать одну трубку, но ни о каком качестве работ говорить не приходится
Основным рабочим органом данного приспособления является валик из твердого сплава, который, перекатываясь по краю медной трубки, придает последнему требуемую конфигурацию. Использование механического развальцовщика позволяет выполнять равномерную деформацию обрабатываемого участка трубки, формировать на ее конце стенки одинаковой толщины с высоким качеством их внутренней поверхности.

Ручной инструмент способен обеспечить высокое качество развальцовки и хорошую скорость работы
Такое приспособление с целым набором сменных насадок, обладая всеми преимуществами механического инструмента, позволяет выполнять развальцовку медных трубок с более высокой производительностью и с меньшими трудозатратами. Пожалуй, единственным недостатком электрического развальцовщика является его достаточно высокая цена.
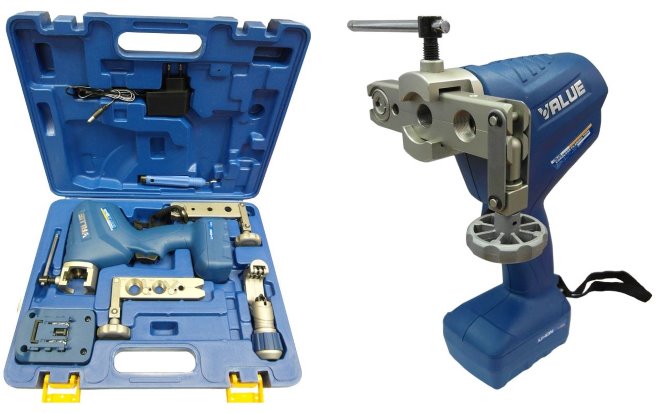
Аккумулятора этого развальцовщика хватает примерно на 100 операций
Такое ручное устройство, работающее по принципу рычажного механизма, позволяет развальцевать конец трубки за одно движение. Обладая простотой конструкции, такое приспособление имеет и ряд существенных недостатков, наиболее значимым из которых является невозможность контролировать толщину стенок обрабатываемого изделия. Таким образом, использование эспандера, который чаще всего и выбирают те, кто выполняет развальцовку своими руками, не гарантирует получения качественного результата.
Советы по выбору инструмента
Развальцевать медную трубку, учитывая высокую пластичность ее материала, несложно. Однако, чтобы добиться высокого качества выполнения такой технологической операции, следует использовать только специализированный инструмент. Выполнение развальцовки при помощи простейших приспособлений, к числу которых относятся болванки и эспандеры, может сопровождаться рядом негативных последствий.
- Стенки трубок, если они небольшой толщины, будут заминаться.
- В стенках трубок, на которые будет воздействовать такой инструмент, могут возникать разрывы.
- Практически невозможно при этом добиться равномерности толщины стенок трубки, что в конечном итоге отразится на надежности формируемого соединения.

В специальном приспособлении медная трубка фиксируется строго перпендикулярно, а деформация происходит точно по конусу
Между тем использование приспособлений, специально предназначенных для выполнения развальцовки, имеет следующие преимущества.
- За счет постепенной (осуществляемой пошагово за каждый проход валиков инструмента) деформации стенок трубы возникновение в ней разрывов практически исключено.
- Достигается равномерность толщины стенок медной трубки, даже если изначально данный параметр не отличался равномерностью.
- Внутренняя поверхность трубки после развальцовки становится идеально гладкой и ровной.
Использование специального приспособления, кроме того, позволяет оперативно и качественно развальцевать конец трубки даже тем, кто никогда ранее не выполнял такую процедуру своими руками.

В набор для развальцовки может входить: эксцентриковая вальцовка, ример, труборез, труборасширитель и пружины для изгибания труб
Чтобы развальцовка была выполнена качественно, следует уделить особое внимание выбору инструмента. При этом надо учитывать такие параметры, как:
- характеристики материала, из которого изготовлена трубка, в частности степень его пластичности;
- внутренний диаметр изделия;
- его наружный диаметр;
- глубина развальцовки;
- расстояние, на которое изделие будет выступать над рабочей частью инструмента;
- расстояние между центрами внутренних отверстий медных трубок (если выбираемое приспособление позволяет выполнять развальцовку сразу нескольких изделий);
- толщина стенок обрабатываемых изделий;
- необходимость в формировании канавок на обрабатываемой части медной трубки;
- наличие соединительных швов на поверхности обрабатываемого изделия.
Большинство специальных приспособлений для развальцовки, представленных на современном рынке, отличаются универсальностью и позволяют выполнять обработку медных трубок в достаточно широком диапазоне их внутренних и наружных диаметров. Как правило, такой инструмент оснащается набором сменных насадок, которые и определяют его широкую универсальность.
Вальцовка для медных труб своими руками: советы от мастеров

Часто при установке кондиционеров или проведении водопровода, необходимо провести вальцовку медных труб. Это такая деформация трубок, которая проводится с определенной целью. Направление можно создавать любое.
Делают это мероприятие на производстве при помощи специального инструмента, который называется вальцы. А если будет такая необходимость, то можно провести развальцовку и в домашних условиях самим. Но в этом случае надо все делать осторожно, чтобы выгнуть трубку, но не нарушить ее целостность, иначе произойдет деформация или вообще трещина появится.
 Вальцовка медных труб: а,б,в — дефекты вальцовки (сколы, трещины, неровные края).
Вальцовка медных труб: а,б,в — дефекты вальцовки (сколы, трещины, неровные края).
- Для чего необходима развальцовка
- Инструменты для вальцевания
- Приспособления для развальцовки медных труб
- Набор для развальцевания труб
- Стадии развальцовки
- Пример развальцевания медных труб
Для чего необходима развальцовка
Сегодня имеется очень большой выбор разных видов медных труб, а также элементов, которые необходимы для их соединения. Поэтому с легкостью можно подобрать нужный профиль или фитинги. Но бывают случаи, что вальцовка трубки своими руками просто необходима. Ее нельзя заменить, если:
• Оборудования необходимой формы не делается на производстве.
• Фитинги имеются в продаже, но в данный момент нет возможности их приобрести.
• Нужно точно подогнать изделие.
Инструменты для вальцевания
Конечно, для правильной развальцовки трубы своими руками надо иметь специальный инструмент. Но можно простое оборудование сделать из материалов. Это шаблон, имеющий вид конуса, он вставляется в трубку и ее проворачивают до того, пока не получится необходимый результат.
Приспособления для развальцовки медных труб
В таком оборудовании есть свои минусы:
• Нельзя провести контроль над точностью подгонки.
• Могут изменить свою форму стенки медных трубок.
Поэтому самому выполнять вальцовку – это не надежный способ, для того, чтобы провести обработку. Его можно использовать редко, например, в одном конкретном случае. Так как он все-таки не совсем применим для того, чтобы проводить крепление в системе водоснабжения, установке кондиционера или холодильные установки.
А чтобы работа была выполнена правильно, вы должны найти более надежные инструменты. В домашних условиях для использования подойдет вальцовка в виде конуса. Она оснащена струбцинами, для того, чтобы надевать медные трубки любых размеров. Но получаемый результат не совсем хорош.
Специальный набор для вальцовки трубок имеет в своем составе оборудование с трещоткой предохранительной. А самый главный инструмент, входящий в данный набор, это развальцовщик. Он специально предназначен для работы с медными трубками.
Набор для развальцевания труб
Выбор инструментов для того, чтобы сделать больше медные изделия очень широк. Он может включать такие комбинации:
• Развальцовщик механический.
 развальцовщик медных трубок
развальцовщик медных трубок
 инструмент для развальцовки медных трубок
инструмент для развальцовки медных трубок
• Набор для вальцовки медных трубок, который имеет еще расширители, резчики труб и ключи для работы.
 набор для вальцовки медных трубок
набор для вальцовки медных трубок
Такой набор лучше покупать, когда вы собираетесь постоянно выполнять такие монтажные работы, например, для своего заработка. А если вам нужно выполнить только один раз расширение, то здесь подойдет и самый простой набор для универсальной работы, в котором находится обычный развальцовщик.
Стадии развальцовки
Для получения надежного соединения трубопровода, изготовленного из медных трубок, необходимо правильно выполнить работы по вальцеванию конструкции.
И если вы решили сами произвести развальцовку труб, то надо следовать таким действиям, чтобы все сделать правильно:
1. Сначала необходимо произвести очистку конца трубы.
2. Потом специально подобранную муфту надеваете на зачищенную часть.
3. Трубу надо вставить в развальцовщик, потом вращать ее до получения небольшой кромки в сорок пять градусов.
4. Затем осторожно вынимаете выполненное изделие.
5. И муфтой закрепить два участка концов трубы.
Конечно, не только такие фитинги могут быть соединительными деталями. С помощью профессионального развальцовщика можно подготовить трубы и для паечного крепления. Методики в принципе похожи. Они подразумевают преднамеренную деформацию трубы до определенного размера.
Пример развальцевания медных труб
Если вы собираетесь устанавливать кондиционер, то в этом случае самой важной задачей будет считаться как раз вальцовка медных трубок. Потому что от выполненной работы и будет в большей мере зависеть герметичность контура фреонового. Так как протечки его не должно быть. Иначе смысла в работе кондиционера нет никакого. Поэтому сомнений не должно никаких быть.
Разберем подробнее все важные моменты данной работы. Например, вам необходимо развальцевать трубу, имеющую диаметр 3/8 дюйма. Выбираете вначале необходимые инструменты для работы:
- труборез.
 труборез для медных труб
труборез для медных труб
- риммер.
 риммер для медных труб
риммер для медных труб
- обязательно развальцовщик.
 развальцовщик для медных труб
развальцовщик для медных труб
Затем берете трубу и отрезаете необходимый размер при помощи трубореза.
 отрезаем труборезом
отрезаем труборезом
Если посмотреть, то после обрезания будет видно, как изменилось сечение под действием трубореза. Оно стало меньше примерно на 0,56 см.
 вальцовка труб своими руками
вальцовка труб своими руками
Если произвести сразу развальцовку без подготовки, то у вас получится бортик, а он не нужен. Значит необходимо после обрезки провести обрабатывание: срезается фаска при помощи риммера. После такого действия опять развальцовывайте деталь. Бортик исчезнет, а поверхность должна стать гладкой.
 убираем получившийся бортик
убираем получившийся бортик
Получившаяся юбочка должна стать шире, но чтобы можно было накинуть гайку ¼. После этих действий, становится ясным, что вынимать из развальцовщика трубу надо тем краем, который обрабатывался.
 обработка
обработка
И последним этапом работы будет стыковка полученных деталей. Медную трубку, которую развальцевали, необходимо приставить к штуцеру и затянуть гайку. Но все надо определять так, чтобы рукой закрутить гайку уже на процентов девяноста, а остальные десять с помощью специального ключа.
 развальцовка трубы после обработки триммером
развальцовка трубы после обработки триммером
Если гайка идет туго, то снова все раскрутите и пробуйте еще раз. Иначе ваша конструкция будет не герметичной. И тогда при вводе в эксплуатацию кондиционер, жидкость или газ будет подтекать. А в некоторых случаях может совсем сорвать резьбу. И вся работа пойдет насмарку. Тогда придется начинать все сначала, поэтому лучше сразу все проверить и провести правильное соединение деталей.

