
Как варить трубу у стены?
Неповоротный стык. Практические вопросы.
Здравствуйте, уважаемые. Хотелось бы услышать ваше мнение по такому вопросу. Сейчас варю в своем доме отопление (стальная труба, 50 мм). Понятное дело, что по-максимуму стараюсь сварить все на улице. Просто сварка труб никаких затруднений не вызывает. Но! Есть такая вещь — неповоротный стык у стены. Вот тут масса проблем.
Главная из них — сварка труднодоступной области внизу возле стены. Пробовал варить с зеркалом гнутыми электродами. Но обычное стеклянное зеркало не выдерживает даже одного шва — быстро закапчивается и трескается от брызг металла. Приходится занимать всякие акробатические позы чтобы хоть что-то увидеть.
Второй вариант — операционный шов. Вырезаю снаружи в одной из труб «улыбку» и варю внутри. Тут проблема в том, что шлак невозможно из трубы достать толком + все быстро закапчивается. Наверное, внутри трубы было бы хорошо полуавтоматом заварить.. но нет его. Варю электродами OK-46
Еще вопрос — как быть с маской? Иной раз нужно смотреть как-бы вдоль стены, или еще как. Маска не пролазит. Что тут придумать?
winhex написал :
Есть такая вещь — неповоротный стык
7351 написал :
Читайте — может пригодится.
Спасибо, но по ссылкам теория. Безусловно, это тоже важно знать, но на мои вопросы там ответов нет.
Сам ни разу не умею варить трубы, но несколько примочек знаю. Штоп смотреть близко к стене, делают тряпошную маску с газосварочными Очками. Другой способ стыка, в стаканчик. Берут кусок трубы следующего размера, надевают на стык, обваривают стаканчик- труба с обеих сторон. Что значительно легче. Ну, наверное, дело привычки.
shuninm написал :
Штоп смотреть близко к стене, делают тряпошную маску с газосварочными Очками.
Да, вопрос только со стеклами — газосварочные очки намного светлее, чем стекла для дуговой сварки.
Есть вот такой девайс, но продавец не шлет в Беларусь
[

]( )
Насчет сварки «в стаканчик» не пойму, в чем профит — вместо одного неповоротного стыка, нужно варить два 
Трудно сказать мне, еще раз говорю, что не умею трубы варить. Но такое я видел неоднократно. Чисто мне кажется проще. Получается все ж, более доступный стык, слехка угловой. Можно и немного сбоку подкрасьтся.
shuninm написал :
Получается все ж, более доступный стык, слехка угловой. Можно и немного сбоку подкрасьтся.
Согласен. Чтоб не одевать трубу большего диаметра вроде как можно сместить оси труб немного. Надо будет попробовать.
Короче, ждем ответа от тех, кто варил неповоротные стыки. 
shuninm написал :
Трудно сказать мне, еще раз говорю, что не умею трубы варить.
Не думаю, что поворотный стык, да еще в удобном положении составит для вас проблему.
winhex написал :
Есть вот такой девайс, но продавец не шлет в Беларусь
ИМХО, такой и самому из дешевой маски и куска брезента недолго соорудить. Если на одну работу — вместо ниток можно использовать термоклеевой пистолет » >
winhex написал :
Спасибо, но по ссылкам теория.
Попробуйте здесь почитать и вопросы позадавать
» >
» >
С ,,колокольчиком» из трубы большего размера — это уже на крайний случай и, чтоб не делать смещение осей, можно ,,набить морду», на одной из труб молотком застучать развальцовывая срез. Ну это для ориентации при заглядывании сбоку. А при операционном лучше вырезать ,,улыбку» не сверху а на вертикале, так шлак проще достать. Варить желательно не рутиловыми — и коптят больше и шлака немеряно.
Во-первых, нужно, постараться избегать сварки в труднодоступных местах. Варить поворотные заготовки, а неповоротные стыки оставлять в более удобных местах, там, где можно приподнять трубу или отодвинуть от стены.
От стены, обычно варю так (горизонтальные): ложусь на пол, как вы выразились «принимаю акробатическую позу», загибаю электрод и завожу его как можно выше к стене (что даже не видно уже) к 2-3ч. и варю на спуск (сверху вниз, с ОК-46 это несложно). Затем прохожу потолок и поднимаюсь вверх к 12ч. После поднимаюсь, с пола и варю сверху (от стены). Для этого также загибаю электрод, завожу сверху вниз к стене и варю от 3-4ч. на подъем и на 11ч. делаю замок.
Куда труднее варить вертикальные стояки от стены… тут как, раз выручает стаканчик, но это до 40 трубы еще катит, а на 50 диаметра подходящего нет, да и не кошерно выглядеть будет. Иногда прокатывало смотреть при сварке сквозь стык, хотя для верности перекрывал вторым слоем.
winhex написал :
Есть вот такой девайс, но продавец не шлет в Беларусь
Можно тоже сделать из обычного кирзового сапога и старой, советской, фибровой маски.
Helper написал :
Куда труднее варить вертикальные стояки от стены… тут как, раз выручает стаканчик, но это до 40 трубы еще катит, а на 50 диаметра подходящего нет
Развальцовывают конец нижней трубы. И так же в колокольчик варят. Чем развальцовывают, не видел.
winhex написал :
вариант — операционный шов. Вырезаю снаружи в одной из труб «улыбку» и варю внутри. Тут проблема в том, что шлак невозможно из трубы достать толком + все быстро закапчивается.
Если из окошка-«улыбки» неудобно выковыривать шлак, то из окошка-«львиново зева» достаточно удобно (заткнуть через такое высокое окошко нижнюю трубу тряпичным или поролоновым тампоном, насыпать слой гравия и после сварки и отбива шлака аккуратно вынуть пинцетом, сначала гравий со шлаком, а затем тампон). Окошко формы «Лвиный зев» отличается от улыбки двумя вертикальными чёрточками по краям «рта» которые не так трудно проболгарить на достаточную высоту.
Helper написал :
От стены, обычно варю так (горизонтальные): ложусь на пол, как вы выразились «принимаю акробатическую позу», загибаю электрод и завожу его как можно выше к стене (что даже не видно уже) к 2-3ч. и варю на спуск (сверху вниз, с ОК-46 это несложно). Затем прохожу потолок и поднимаюсь вверх к 12ч. После поднимаюсь, с пола и варю сверху (от стены). Для этого также загибаю электрод, завожу сверху вниз к стене и варю от 3-4ч. на подъем и на 11ч. делаю замок.
Тут есть одна проблема — ничего не видно, сложно контролировать скорость движения электрода. Как результат — качество шва ужасное.
Все-таки пришел к выводу на основании советов форумчан и собственного опыта, что неповоротный стык у стены нужно варить с операционным швом. При этом если поворотный шов прекрасно варится ОК-46, то внутри трубы им варить не стоит — шлак и копоть все портят. На днях ко мне должны приехать электроды LB-52U — возлагаю на них большие надежды.
Все электроды с основным покрытием капризны в отношении чистоты свариваемых кромок.Все операции прекрасно варятся рутилом.Начинаешь не с самого низа,а немного заступив на другую половину(труба «разбита» на 4 сектора),ток побольше,электрод плотно прижат к металлу и угол по возможности острее(можно,даже нужно изогнуть электрод).Нижнюю часть трубы проходим без отрыва-залог успеха,и,уже перейдя на подъём,варим с отрывом до среза.На всём протяжении отсекаем дугой шлак:1-высокий ток,2-скорость,3-положение электрода.Удаляем шлак и варим,так же,заступив на противоположную часть,вторую половину.Заступаем для разогрева электрода и металла(сварка первой половины),и(для второй половины шва) сварка идёт по Нормальному металлу(положенный шов),уже разогретому,имеющему набольшой катет(шлак по нему сбегает легче),формируем замок.
Шлак удаляется с сухого металла довольно-таки легко,если уж так принципиально,то можно и пылесос использовать,но сначала шлак просто отодвигаем в стороны,чтобы не мешал варить внутренние части,и потом,после его остывания удалить.Сухость тоже немаловажный момент.,Если кран не держит,то можно или заткнуть трубу,как уже советовали,или же прожечь небольшую дырку(без фанатизма) в нижней части.Заварить её не составит особого труда.Ещё совет.Начинать варить такие стыки целым электродом нецелесообразно,желательно перед самой сваркой,сжечь N-ое кол-во см. на подготовленной заранее и приспособленной под боком(не с прямом понимании слова) ненужной железяке.Сварка пойдет веселее.Удачи!
Как правильно варить трубы отопления электросваркой — советы специалистов
В автономных системах отопления, где используется котел с высокотемпературным теплоносителем для соединения труб наиболее часто применяется электрическая сварка. Этот способ соединения стыков труб герметичный и надежный, что особенно важно при сильных термических нагрузках.

Разновидности сварных швов и соединений
Электросварка – способ соединения металлических фрагментов (профилей, труб) методом локального расплавления металла. Он нагревается до нужной температуры с помощью электрической дуги с помощью сварочного аппарата, преобразующего переменный ток в постоянный.
Электрическая дуга образуется на электроде – металлическом стержне. В области действия дуги создается особая среда, которая одновременно плавит металл, но не дает ему контактировать с воздухом и окисляться.

С помощью сварки можно создать герметичное соединение двух труб, при котором вероятность протечки, как при фланцевых или муфтовых стыках. Для этого важно выполнить качественный сварной шов путем сплавления металла на кромках обоих отрезков труб. Сварщики используют несколько основных типов швов, в зависимости от типа металла, толщины свариваемых элементов и их взаимного расположения:
- встык – наиболее распространенный способ сварки труб, при котором они располагаются друг напротив друга, соединяясь сечениями;
- в тавр – два фрагмента трубы располагаются перпендикулярно в форме буквы Т;
- угловое — детали располагаются относительно друг друга под углом 45 или 90 градусов;
- внахлест – один отрезок трубы развальцовывается и надевается поверх другого, затем сваривается.

Важно! Стальные трубы для системы отопления и водоснабжения свариваются встык или угловым соединением. Это дает наиболее надежный и прочный шов.
Кроме способа соединения, различают еще и несколько видов сварного шва, которые используются в тех или иных случаях:
- горизонтальный шов – выполняется при взаимном вертикальном расположении труб (чаще всего используется в установке систем водоснабжения и отопления);
- вертикальный – соединение выполняется при взаимном горизонтальном расположении труб, при котором мастер делает вертикальные движения электродом (снизу вверх, сверху вниз и т.д.);
- потолочный – во время сварки электрод находится под свариваемой деталью, сварщику приходится держать руку над головой;
- нижний – в противоположность потолочному, электрод находится сверху соединяемых деталей.
Самый удобный способ сварки – с помощью нижнего шва, при котором специалист хорошо видит рабочее поле и может поворачивать фрагменты труб для более быстрой и продуктивной работы.

Потолочный шов обычно не используется при обустройстве инженерной системы с нуля, т.к. этот способ достаточно неудобен (сварщик быстро устает, плохо видит рабочее поле, на него могут попадать капли расплавленного металла). Потолочный шов обычно используется для ремонта, когда изношенный или деформированный фрагмент трубы вырезается, а взамен ему приваривается новый.
Несколько советов по выполнению качественной сварки
Качество сварки зависит от правильной подготовке к сварным работам, выбору электродов и технологии процесса, который несколько отличается при соединении стыков.
Выбираем подходящие электроды
От того, какой электрод применяется для сварки, во многом зависит качество сварного шва. Он представляет собой тонкий металлический стержень с особым покрытием. Внутренняя часть электрода служит проводником для создания электрической дуги, а покрытие обеспечивает ее стабильность, а также участвует в создании сварного шва.
По типу сердцевины электроды делятся на плавящиеся и неплавящиеся. В первом случае в основе изделия находится стальная проволока, во втором – вольфрамовый, угольный или графитовый стержень.

По типу защитного покрытия электроды делятся на:
- целлюлозные – маркировка «С» — используются для трудоемких и сложных сварочных работ с трубами большого диаметра, на протяженных технологических магистралях;
- рутилово-кислые – «RA» — наиболее используемый тип электрода для сварки инженерных сетей водоснабжения и отопления;
- рутиловые – «RR» — также могут использоваться для сварки труб водоснабжения и отопления, отличаются большей толщиной и лучшим качеством сварного шва;
- рутилово-целлюлозные – «RC» — дают более прочный шов при использовании вертикального способа соединения;
- универсальные – «В» — подходят для сварки труб различных диаметров и толщины, в широком температурном диапазоне.
Еще одна классификация электродов для сварки – диаметр стержня. От него зависит сила электрической дуги, способная справиться с трубопрокатом определенной толщины:
- 3 мм – электроды подходят для сварки труб толщиной до 5 мм;
- 4 мм – электроды позволяют сваривать толщиной до 10 мм, а также делать многослойные швы металла.
Внимание! Кроме толщины и материала изготовления электрода для качественной сварки нужно учитывать еще и силу тока, которая зависит от способа соединения труб. Например, для простого соединения встык подойдет дуга от 80 до 110 ампер, а для сварки внахлест потребуется переключить аппарат на 120 ампер.
Как выполнить правильный шов
Чтобы сделать качественный шов, необходима правильная подготовка трубы к сварке. Качество кромки труб является определяющим для прочного и герметичного шва.
Например, для сварки встык срез трубы должен быть строго под прямым углом. Перед началом работы его тщательно зачищают наждачной бумагой на 1 см от края трубы, затем удаляют масла, краски, металлической пыли и обезжиривают.
Техника сварки зависит от формы сечения, толщины и диаметра соединяемых труб. Простые круглые трубы для систем отопления свариваются простым непрерывным швом, двигая электрод вдоль поверхности трубы до тех пор, пока два фрагмента не будут полностью сварены.

Для относительно тонкого трубопроката (до 6 мм) подойдет двухслойный шов, при толщине от 6 до 12 мм применяется трехслойная сварка. Массивные и толстые фрагменты трубопровода соединяются четырьмя и более швами.
Швы выполняются поочередно, один за другим. Следующий шов можно начинать только после остывания предыдущего. Чтобы добиться качественного и красивого шва, нужно периодически снимать образующийся в месте сварки шлак, слегка постукивая по трубе молоточком.
Особенности сварки поворотных и неповоротных стыков
Для выполнения качественного поворотного стыка (там, где две трубы соединяются под определенным углом) можно использовать специальный вращатель, который фиксирует и обеспечивает максимально удобный доступ сварщику.
При отсутствии аппарата придется поворачивать трубу вручную, обрабатывая электродом участок сечения трубы 60-110 градусов.
При ручном выполнении поворотного стыка диаметр труб сначала проваривается на 2/4 с внешней стороны в два слоя, затем разворачивают и доваривают стык, используя все три-четыре слоя.
Неповоротный стык делать намного легче: совместить два фрагмента трубы и сделать несколько точек сварки (например, в виде воображаемого креста, или только с двух противоположных сторон). Варить трубу, начиная с нижней точки, двигая электрод к верхнему участку.
Как проверить надежность соединения
Герметичность сварки можно проверить только одним способом – пропустить через трубу воду или газ под давлением и проверить визуально на наличие протечек рабочей среды. Например, если выполняется сварка труб системы отопления, можно присоединить участок трубы к системе и наполнить ее водой. Если на участке сварного шва не покажутся капли воды, сварка выполнена качественно.
Правила техники безопасности при сварке
Процесс сварки с помощью электрического тока несет в себе три потенциальных опасности:
- получение электротравмы при соприкосновении с проводами или электродами под напряжением;
- ожог кожи расплавленным металлом;
- ожог сетчатки глаза дуговой вспышкой.

Чтобы избежать нежелательных последствий, стоит позаботиться об электроизоляции: использовать специальные резиновые коврики и галоши, заземлить сварочный аппарат, изолировать токопроводящие жилы.
Важно использовать средства индивидуальной защиты – специальные перчатки, а также защитный шлем или щиток для лица.
SneiKSlik › Блог › 🔧 Как правильно варить электросваркой: свариваем металлические трубы и делаем красивые швы.


🔎 Сварочный шов – один из самых надежных способов соединения деталей. Он используется в промышленности и в обычной повседневной жизни. Каждый домашний мастер время от времени пользуется сваркой. Хорошо, если он умеет варить сам, однако зачастую приходится обращаться к специалистам. А ведь сварке вполне можно научиться. Начинать следует с самого простого: электросварка для начинающих это, прежде всего, обучение выполнению различных швов. Более сложные работы можно будет выполнять, только набравшись опыта. Давайте разберем основы технологии и некоторые хитрости сварочного процесса.
🔎 С чего начать — подготовительный этап
Прежде всего нужно подготовить оборудование. Обязательно понадобится сварочный аппарат, комплект электродов, молоток для сбивания шлака и щетка. Диаметр электрода подбирается в зависимости от толщины листа металла. Не нужно забывать о защите. Готовим сварочную маску со специальным светофильтром, плотную одежду с длинным рукавом и перчатки, лучше замшевые. Так же понадобится сварочный выпрямитель, трансформатор или же инвертор – устройства, которые преобразовывают переменный ток в необходимый для сварки постоянный.
Перед работой необходимо подготовить защитную экипировку, в состав которой входит специальная маска со светофильтром, замшевые перчатки и одежда с длинным рукавом, а так же необходимые инструменты
🔎 Технология сварочного процесса
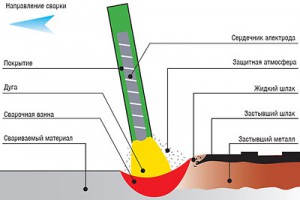
Сварка – высокотемпературный процесс. Для его осуществления образуется и удерживается электрическая дуга от электрода к свариваемому изделию. Под ее воздействием происходит расплавление материала основы и металлического стержня электрода. Образуется, как говорят специалисты, сварочная ванна, в ней перемешивается основной и электродный металл. Величина образующейся ванны напрямую зависит от выбранного режима сварки, пространственного положения, скорости перемещения дуги, формы и размеров кромки и т.д. В среднем ее ширина составляет 8-15 мм, длина 10-30 мм и глубина – порядка 6 мм.
Покрытие электрода, так называемая обмазка, при расплавлении образует особую газовую зону в районе дуги и над ванной. Она вытесняет весь воздух из области сварки и препятствует взаимодействию расплавленного металла с кислородом. Кроме того в ней находятся пары как основного, так и электродного металлов. Поверх шва образуется шлак, который так же препятствует взаимодействию расплава с воздухом, что отрицательно сказывается на качестве сварки. После постепенного удаления электрической дуги металл начинает кристаллизоваться и образуется шов, объединяющий свариваемые детали. Поверх него расположен защитный слой шлака, который впоследствии убирается. В процессе выполнения сварочного шва обмазка электрода расплавляется, образуя особую газовую зону. Внутри нее происходит смешивание металла основания и электрода
🔎 Азы электродуговой сварки
В рекомендациях как правильно варить электросваркой особое внимание уделяется началу процесса. Лучше всего получать первый сварочный опыт под руководством специалиста, который сможет исправить возможные ошибки и дать полезный совет. Приступать к работе следует, надежно закрепив деталь. В целях пожарной безопасности около себя нужно поставить ведро с водой.
По этой же причине нельзя выполнять сварочные работы на деревянном основании и небрежно относиться даже к очень небольшим остаткам использованного электрода. Надежно крепим зажим «заземление». Проверяем, чтобы кабель был изолирован и аккуратно заправлен в специальный держатель. Выставляем на сварочном аппарате расчетное значение мощности тока, которое должно соответствовать выбранному диаметру электрода. Зажигаем дугу. Для этого устанавливаем электрод под углом порядка 60° относительно изделия. Медленно проводим им по поверхности. Должны появиться искры, теперь прикасаемся электродом к металлу и приподнимаем его на высоту не более 5 мм. Если операция была выполнена верно, зажжется дуга.
Пятимиллиметровый зазор необходимо удерживать на протяжении всей сварки. Нужно учитывать, что при правильном сваривании металла электросваркой электрод будет постепенно выгорать, поэтому его постоянно слегка приближаем к металлу. Перемещать электрод следует медленно, если он вдруг залипнет, придется слегка качнуть им в сторону. В случае если дуга не зажигается, возможно, нужно увеличить силу тока.
После того, как без проблем получается зажечь и поддержать дугу, пора переходить к наплавлению валика. Зажигаем дугу, медленно и плавно перемещаем по горизонтали электрод, выполняя им легкие колебательные движения. Расплавленный металл при этом как будто «подгребается» к самому центру дуги. В результате должен получиться крепкий шов с небольшими волнами, образованными наплавленным металлом.
Если в процессе сваривания деталей электрод выгорел практически полностью, а шов еще не завершен, работу временно прекращаем. Меняем использованный элемент на новый, удаляем шлак и продолжаем работу. На расстоянии порядка 12 мм от образовавшегося в конце шва углубления, которое еще называют кратером, зажигаем дугу. Электрод подносим к углублению так, чтобы образовывался сплав из металла старого и вновь установленного электрода, после чего сварка шва продолжается. В процессе сварки электрод совершает определенные движения, в основном поступательные, продольные и поперечные. Из их комбинаций составляются различные виды швов, самые распространенные приведены на схеме.
Траектория движения дуги в процессе сваривания деталей может производиться по трем направлениям:
✔ Поступательное. Предполагает перемещение дуги вдоль оси электрода. Таким образом достаточно легко поддерживать стабильную длину дуги.
✔ Продольное. Формирует ниточный сварочный ролик, высота которого зависит от скорости, с которой перемещается электрод, и его толщины. Это обычный шов, но очень тонкий. Чтобы его закрепить, в процессе движения электрода вдоль свариваемого шва выполняют еще и поперечные перемещения.
✔ Поперечные. Позволяют получать нужную ширину шва. Выполняется путем колебательных движений. Их ширина подбирается исходя из размеров и положения шва, формы его разделки и т.п.
На практике используются все три основных движения, которые накладываются один на другой и образуют определенную траекторию. Существуют классические варианты, однако у каждого мастера обычно «просматривается» собственный почерк. Главное, чтобы в ходе работы хорошо проплавлялись кромки соединяемых элементов, и получался шов заданной формы.
Особенности сваривания трубопровода
Дуговой электросваркой можно выполнить вертикальный шов, который располагается сбоку трубы, горизонтальный – по ее окружности. А так же потолочный и нижний, расположенные, соответственно сверху и снизу. Причем последний считается наиболее удобным в выполнении. Стальные трубы обычно свариваются встык с обязательным проваром всех кромок по высоте стенок. Чтобы уменьшить наплывы внутри трубы выбирается угол наклона электрода величиной не более 45°относительно горизонтали. Высота шва – 2-3 мм, ширина – 6-8 мм. При сварке внахлест высота шва составляет порядка 3 мм, а ширины – 6-8 мм.
Прежде, чем начать варить трубу электросваркой, выполняем подготовительные работы:
✔ Тщательно очищаем деталь.
✔ Если торцы трубы деформированы, обрезаем или выправляем их.
Минимум 10 мм прилегающей к кромкам трубы наружной и внутренней плоскости зачищаем до металлического блеска. Теперь можно приступать к сварке. Все стыки обрабатываются непрерывно, вплоть до полного приваривания. Поворотные, а так же неповоротные стыки труб с шириной стенок до 6 мм производятся минимум в 2 слоя. При ширине стенок 6-12 мм – выполняется три слоя, более 19 мм – четыре. Особенность сваривания труб в том, что каждый шов, который накладывается на стык, должен очищаться от шлака, после этого выполняется следующий.
Первый шов – наиболее ответственный. Он должен полностью расплавить все кромки и притупления. Его особенно внимательно рассматривают на предмет обнаружения трещин. Если они присутствуют, их выплавляют или же вырубают и снова заваривают фрагмент. Завершающий слой выполняется по возможности максимально ровным с плавным переходом на основной металл Второй и все последующие слои выполняются при медленном проворачивании трубы. Конец и начало всех слоев обязательно смещают относительно предыдущего слоя на 15-30 мм.
Завершающий слой выполняется с плавным переходом на основной металл и с ровной поверхностью. Чтобы улучшить качество заваривания труб электросваркой каждый последующий слой ведется в обратную сторону относительно предыдущего, а их замыкающие точки обязательно располагают вразбежку.
Самостоятельная сварка – достаточно сложное мероприятие. Однако при желании освоить его все-таки можно. Нужно усвоить основные правила процесса и постепенно научиться выполнять самые простые упражнения. Не нужно жалеть силы и время на освоение азов, которые станут основой мастерства. Впоследствии можно будет смело переходить к более сложным приемам, оттачивая свои умения.
Сварка стальных труб отопления своими руками
Выполняя монтаж труб отопления, зачастую приходится их соединять методом сварки. Конечно, в некоторых случаях может подойти и резьбовое соединение, однако процентное соотношение такого способа гораздо меньше.

Сварка металлических труб отопления
Что касается сварки стальных труб, то такой метод имеет несколько разновидностей. Например: ручная электродуговая, газовая сварка (полуавтоматическая, автоматическая). Для соединения стальных элементов отопления зачастую применяется первый вид сварки.
Чтобы сварить стальные трубы ручной дуговой сваркой, нужно использовать специальные электроды, выполняющие функцию присадки. Они выполняют две функции: проводят ток к дуге и заполняют шов. Их состав, размеры и прочие характеристики установлены ГОСТом. Сегодня в Сети можно встретить достаточно видео, где показано, как выполняется тот или иной вид сварки.

Регистры отопления из стальных труб.
Технология же ручной дуговой является достаточно простой, поэтому его выполнять можно своими руками. Все начинается с подготовки.
Подготовка
Сначала нужно заняться подготовкой труб. Поверхности, которые планируется сваривать, должны быть зачищены и обезжирены. Только так можно избежать дефектов в швах.
Изделия должны иметь соответствующий угол раскрытия кромки, должна быть соблюдена перпендикулярность плоскости торца оси изделия. Подготовка труб отопления большого диаметра осуществляется с помощью фрезерных машин или же газокислотной резки.
Размеры, соответствие толщины изделий, химического состава, механических свойств – все должно сочетаться с требованиями ГОСТа.
Нужно отметить, что зачастую величина притупления — около 2 мм, а угол раскрытия – около 65 градусов.
Немаловажным этапом подготовки является и выбор материалов.
Электроды

Сварить стальные трубы отопления можно правильно, если выбрать верно электроды. Все существует два их вида: неплавящиеся и с плавящимся основанием. Градация основана на разновидности сердцевины электрода. Для неплавящегося типа применяется электротехнический уголь, графит или вольфрам. Что касается плавящегося, то его делают из сварочной проволоки, которая может иметь разный состав и размер. В нашем случае зачастую применяются электроды диаметром от 2 до 5 мм. Больших размеров изделия могут вариться и большим диаметром электрода.
Что касается покрытия, то оно также влияет на выбор того или иного электрода для сварки стальных труб отопления. Есть такие электроды:
- С основным покрытием. Швы благодаря такому расходному материалу имеют низкую вероятность растрескивания, имеют хорошие показатели вязкости.
- С рутилово-целлюлозным покрытием. Используются для самых разных случаев, включая и сложнейший: вертикальный шов сверху вниз.
- С рутиловым покрытием. Швы получаются с отличной внешностью. Шлак хорошо удаляется, а поджиг легок. Поэтому такие электроды часто применяются для прихваток и угловых швов.
- С рутилово-кислотным покрытием. Шлак образуется особой структуры, его он просто удаляется по окончании процесса.
- С целлюлозным покрытием. Подходят для изделий большого диаметра, для создания вертикальных и кольцевых швов.
Это неметаллический сплав, который имеет вес меньше, чем свариваемые изделия. Он находится наверху шва, образуя покров. Выполняют защитную функцию. Шлак защищает шов от воздействия окружающей среды. Когда он остывает, затвердевает, его можно легко удалить.
Принципиальная схема сварки металлических труб
Если наблюдается зашлаковывание шва, это дефект. Ведь это снижает прочность соединения.
Особенности ручной дуговой сварки
Выполняется в несколько проходов, после каждого нужно убирать шлак. Каждый последующий шов делается с перекрытием предыдущего. Такой способ позволяет достичь максимальной герметичности и снижает вероятность появления свищей.
Процесс сварки
Прихватки
Варить трубы отопления следует начинать с прихваток. Такова технология соединения встык.
Они — часть шва. Для их выполнения применяются электроды того же типа, которые будут применяться и для основной сварки.
Если диаметр изделий составляет до 30 см, можно выполнить четыре прихватки, равномерно расположенных. Длина – 5 см, высота – около 3 мм.
Сварить встык изделия большого диаметра можно, выполнив прихватки через 25-30 см. Сварка выполняет в три слоя, если толщина стенок составляет до 1,2 см. Нужно стремиться, что большинство стыков выполнялось в поворотном положении.
Поворотный метод
Сначала выполняется шов высотой около 3 мм, используя электроды диаметром 2-4 мм. Затем подбираются электроды с большим диаметром, для создания последующих слоев.

Сварка труб отопления большого диаметра
Стык стоит разделить на четыре сектора. Их выполняют по два сектора в верхнем полушарии трубы, поэтапно поворачивая изделие. И только третий слой выполняется в одном направлении, вращая трубу.
Нюансы
Если выполняется соединение изделий, которые работают при давлении, они, как правило, находятся возле стен помещения, поэтому варить такие трубы не очень удобно. Начинается процесс на нижнем участке отопительной системы, с центра.
Электрод должен располагаться перпендикулярно относительно места сварки. Если выполняется вертикальный шов, электрод размещают вверх под углом.
После создания слоя шлак удаляется в обязательном порядке.
Если личного опыта недостаточно для выполнения таких операций своими руками, тогда лучше обратиться к профессионалу. Ведь от качества сварных швов будет зависеть герметичность всей отопительной системы. А для этого нужно учесть множество нюансов, а также обладать определенными навыками в обращении со сварочным аппаратом. Как дополнение к этому, можно использовать видео. А остальное зависит от вас.
Сварка водопроводных труб под давлением
Сварка стальных труб — ответственное дело, после выполнения которого ожидается, что они будут работать под давлением длительное время, и обеспечивать бесперебойную подачу жидкости для водоснабжения или отопления. Поэтому все швы должны выполняться качественно, с соблюдением правильных режимов сварки для конкретной ситуации. Как производится сварка водопроводных труб чтобы минимизировать ремонтные работы? Что делать если необходимо заварить трубу в которой уже есть вода?

Грамотное выполнение работы
Технология сварки трубопроводов, произведенная в соответствии с основными положениями, обеспечивает долгосрочную работу всей системы. Для этого важно соблюсти уклоны для естественного движения теплоносителя. Так, не придется переделывать работу дважды.
Стоит и сохранить достаточное расстояние от стен и между трубами, чтобы сварщику было удобно качественно обварить стыки. Для более надежной проплавки оставляется зазор между сторонами в 1-2 мм, куда затекает расплавленный металл.
Сварка магистральных трубопроводов выполняется в несколько проходов, чтобы гарантировать герметичность. По этому же принципу монтируется и газопровод. Сварщик выполняет корневой шов электросваркой. Важно достичь образования обратного валика, который свидетельствует о хорошем проплавлении сторон. Последующие слои наносятся автоматами с присадочной проволокой и слоем флюса.
Для более качественного монтажа магистрального трубопровода используется сварка лазером в цехах, а на месте выполняются только последние стыки. Ручная сварка на трубах начинается с самой нижней части окружности (в горизонтальном положении трубопровода) и ведется вверх. Наплавленный металл накладывается «полочками» и поднимает шов по окружности до наивысшей точки. Это делается с двух сторон. Заканчивать шов необходимо на цельном металле. Так предупреждаются поры и свищи.
Когда может понадобиться сварка трубы с водой
К сожалению, даже при соблюдении всех вышеописанных правил, могут потребоваться сварочные работы на уже запущенном в эксплуатацию трубопроводе. Чаще всего это связано с ошибками, допущенными предыдущими сварщиками. Возможно, плохое зрение не позволило специалисту качественно заварить стык, и участок дал течь. Если через данный трубопровод подается вода на большой район, который и так уже долгое время был отключен, то повторное отключение может вызвать множество жалоб. Поэтому возникает необходимость выполнять сварку под давлением.
Заваривать трубу с жидкостью может потребоваться и в случае экстренной врезки, когда времени на слив системы нет, и все, что можно сделать — это отключить насосы, чтобы снизить давления в системе. Или площадь всех коммуникаций с водой настолько велика, что ждать ее опустошения придется слишком долго, или это слишком затратно (спустить 20 000 литров воды ради одного шва). Сварные соединения трубопроводов могут осложняться наличием жидкости в зоне выполнения работ из-за специального уклона, который предусмотрен для естественного самотека. В этом случае, даже спустив систему, вода будет продолжать стекать и мешать сварочным работам.
Почему это сложно
Многие сварщики бояться сварки труб с водой, потому что это сложная задача, чреватая долгими мучениями и не гарантирующая успешный исход. Наложение расплавленных частичек присадочного металла на пору или свищ может привести к «обрастанию» проблемного места целой горкой швов, из под которых во все стороны будет просачиваться жидкость. Вместо одной течи получается множество ручейков.
Почему так сложно заварить трубопровод под давлением? Для этого есть несколько причин:
- Напор воды постоянно остужает сварочную ванну, не давая полноценно сцепиться наплавленному металлу с основным.
- Процесс осложняется постоянно образовывающимся паром от соприкосновения жидкости с прогретым железом. Это мешает видеть место соединения. Маска сварщика часто запотевает снаружи.
- Если стык потолочный, то проблема усугубляется тем, что вода стекает на рабочего. Пропитываются рукавицы и куртка. Поскольку у сварщика в руках находится электрододержатель, и сам стоит на массе (или держится за трубу второй рукой), это может провоцировать небольшие удары током (безопасное, но неприятное для ощущения напряжение до 48 V ). Варить при этом очень неудобно.
Как заварить трубу с водой
Трубопровод под давлением, как можно увидеть на видео, успешно сваривается электросваркой. Для этого выбираются определенные режимы и параметры, о которых написано ниже. Но существуют и небольшие хитрости, а также технологии, помогающие выполнить правильно этот процесс. В зависимости от вида требуемой работы применяются разные подходы.
Борьба со свищами
Из-за несоблюдения режимов сварки или коррозионной среды в трубопроводе может образоваться свищ. Это небольшое отверстие круглой формы с которого течет вода. Труба может быть механически повреждена из-за удара, вследствие чего образовалась трещина.
Чтобы успешно заварить проблемное место электросваркой необходимо стать напротив проблемного участка. Так будет лучше видно все границы отверстия. Для предотвращения стека воды по электроду (в случае вертикального или горизонтального шва) нужно держать его перпендикулярно свариваемой поверхности. Сварочный процесс ведется сверху вниз. Целью является сужения свища до полного перекрытия.
Для этого нужно:
- Наложить несколько капель металла на верхнюю сторону края отверстия.
- Ударить один-два раза молотком сразу после прекращения горения дуги. Это позволяет глубже проникать наплавленному металлу в структуру основного, предотвращая появление новых пор. Дополнительно, приплюснутые валики перекрывают большую площадь свища.
- Наложить еще насколько капель металла, продвигаясь вниз.
- Снова постучать молотком.
- Если боковые края свища имеют тонкие стенки, их нужно усилить таким же образом.
- После полного прекращения просачивания пара наружу, необходимо нарастить стенку трубы. Это выполняется наоборот, снизу вверх, на малом токе, чтобы не прожечь тонкий металл. Прерывистой дугой накладываются «полумесяцы» до полного прохода к верхней точки проблемного места.
- Пройденный шов желательно простучать для проковки и уплотнения.
Цельный стык
В случае соединения двух сторон трубы, по одной из которых все еще течет вода, можно использовать специальный подход. Особенно это применимо к трубопроводу, пролегающему близко к полу или земле.
Для успешного выполнения работы в верхней части трубы, находящейся в горизонтальном положении, вырезается «окно». Это прямоугольное или овальное отверстие в одной из сторон соединения. Поможет это в том случае, когда давление отключено и основной объем жидкости сброшен, но вода продолжает подтекать. В трубу закладывается тряпка, впитывающая влагу и освобождающая низ для беспрепятственной сухой сварки.
Шов накладывается изнутри через вырезанное окно. Важно заварить низ и поднять края шва на стенки. Для большей надежность стоит выполнить несколько проходов. Затем тряпка удаляется (это крайне важно сделать сразу, иначе вся работа будет напрасной, если ее забыть и в спешке заварить стык), и вода течет по уже сваренному дну, не мешая процессу. Боковые швы накладываются с наружной части. Последним закрывается окно. Это делается с применением заранее подготовленной «заплатки», соответствующей по размерам. Поскольку шов состоит из нескольких сегментов, то все окончания требуется перекрывать, а последний кратер выводить на цельный участок трубы и заваривать с наплавкой.
Если необходима врезка
С варка трубопроводов высокого давления может выполняться в случае потребности в дополнительном канале отвода жидкости. Например, добавлена еще одна емкость, куда требуется поставка воды, или сооружена еще одна ветвь отопления в пристройке, и необходима подача теплоносителя. Если нужна врезка, а остановить систему невозможно, то используется приварка сгона или шарового крана.
Это происходит по следующей схеме:
- На выбранный участок трубы подгоняется патрубок с резьбой и шаровым краном.
- Не нарушая целостности трубопровода выполняется обварка наложенного элемента.
- После этого кран ставится в открытое положение и через него сверлится отверстие в основной трубе.
- Дальше действовать нужно быстро. Через новообразованный выход вода устремляется наружу. Сверло быстро удаляется и кран перекрывается.
- К ответной резьбе крана подсоединяется сгон с обмоткой и замыкается новая ветвь.
- Кран открывается и запускается подача жидкости.
Эту операцию можно проводить на любом давлении. Важно приварить патрубок с краном на небольшом токе, чтобы не прожечь основную трубу. Диаметр сверла должен быть достаточным для передачи объема и требуемого давления, чтобы новая ветвь работала полноценно.
Маленькие хитрости
Чтобы успешно заваривать свищи и трещины с водой необходимо знать несколько секретов, которыми пользуются опытные сварщики. Поскольку вода постоянно мешает процессу формирования сварочной ванны, важно уменьшить ее воздействие. Это достигается несколькими способами.
Во-первых, можно забить болт в образовавшийся свищ. Для этого подбирается соответствующий диаметр стержня. В итоге, вместо дырки из которой течет вода, образовывается закупоренное отверстие с удобной для обварки шляпкой. Конечно, жидкость изолируется не полностью, но ее влияние уменьшается. Нужно постепенно соединить стенки основного металла со шляпкой болта. Метод применим во всех пространственных положениях.
Во-вторых, свищ можно заделать приварив на его место гайку крупного диаметра. Последняя накладывается на проблемное место и обваривается. Жидкость при этом не мешает, потому что продолжает свободно вытекать через отверстие в гайке. После окончания сварочных работ в гайку вкручивается болт с плотно намотанной паклей. Это герметизирует место. У метода один недостаток — внешний вид отремонтированного участка не очень презентабельный (с торчащим болтом), но это позволяет быстро заделать течь и укрепить истончившееся место.
Третья хитрость заключается в увеличении присадочного материала. Поскольку за один раз величина наложенной «горошины» расплавленного металла может перекрыть определенный участок свища, важно подать как можно больше присадки в сварочную ванну. Это регулируется диаметром электрода. Но можно использовать и второй электрод, предварительно отбив на нем обмазку. Первым электродом разогревается место, а когда появился жидкий металл, в него добавляется второй стержень. Это повышает количество наплавки и содействует быстрому закрытию отверстия с водой.
Режимы
Для выполнения сварочных работ на трубопроводе, в котором присутствует жидкость, важно установить силу тока выше обычной для данного положения. Это позволит устойчивее удерживать дугу. Электрод не будет прилипать из-за быстрого охлаждения водой.
Присадочные материалы важно хорошо прокалить. Из распространенных моделей подойдет УОНИ 13/55. Они отлично проявляют себя в подобных условиях. Место желательно прогреть горелкой, чтобы испарить подтекающую воду. Это благоприятнее скажется и на проникновении присадочного металла.
Вид напряжения тоже играет свою роль. Здесь все зависит от личных предпочтений сварщика. Переменный ток хорошо удерживает дугу. Им можно варить под большим слоем воды. Но качество самого шва хуже. Постоянное напряжение менее устойчиво при работе во влажной среде, за то степень проникновения расплавленного материала выше.
Грамотный монтаж трубопровода позволяет сразу получить качественную систему. Но если был допущен брак или материал прохудился, и требуется ремонт без слива жидкости, то приведенные советы в статье помогут справиться с проблемой.

