
Как сварить трубу под 45 градусов?
Сварка трубы — стык неповоротный при 45° расположении трубы
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Особенность сварки заключается в расположении шва в пространстве. Необходимо иметь навык в сварке швов во всех пространственных положениях.
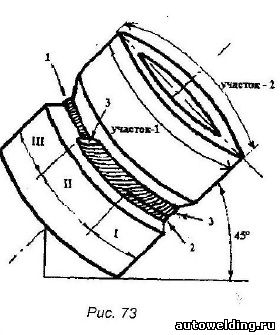
Корень шва (рис. 73)
Валик — 1 выполняется электродом диаметром 3 мм узким валиком с потолочного положения. Сварочный ток — в диапазоне 80-95 А на все положения. Труба делится на 2 участка вертикальной осью. Каждый участок на три (I, II, III) положения. Положение I — потолочно-горизонтальное, положение II — ветикально-горизонтальное и положение 111 — нижнее. «Замки» выполняют так же, как описано в разделе 3.6. Дуга короткая. Наклон электрода при сварке потолочно-горизонтального положения выдерживать под 90° к обоим поверхностям трубы. Сварку начинать «углом назад». После прохода самой нижней части шва переходить на сварку «углом вперед». При сварке вертикально-горизонтального положения (II) сварочную ванну поддерживать так, как при сварке вертикальных швов, только с постоянным смещением по горизонтали 1-го участка влево, 2-го участка вправо. Сварку производить «углом вперед», как показано на рис. 68. Сварку положения III заканчивать, как нижнее положение, с наклоном электрода 90° к поверхности трубы.
Заполнение разделки (рис. 73)
Рекомендуются два варианта:
Первый вариант. Второй валик (второй слой) выполняется в один проход электродом диаметром 3 мм на повышенном сварочном токе, проплавляя и соединяя нижнюю кромку-корневой валик — и верхнюю кромку. Скорость сварки меньше, чем при сварке корневого валика. Манипулирование электродом — поперечное, минимальное.
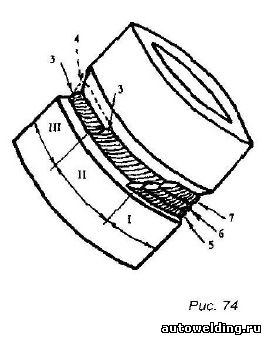
Второй вариант. Второй слой электродом диаметром 3 мм (рис. 73) выполнять следующим образом. Потолочная и нижняя зоны выполняются в несколько проходов в зависимости от ширины разделки. Вертикальная зона выполняется в один проход. Первый валик (2) потолочного положения выполняется на нижнюю часть разделки, которая является как бы полочкой шириной 1-1,5 диаметра электрода с покрытием, как наплавка а потолочном или горизонтальном положении до положения (вертикально-горизонтального), когда необходимо переходить на вертикальную сварку. Второй валик (3) начинать, отступив от начала первого валика на 5-10 мм, который является площадкой для второго. Техника сварки та же, что и первого валика. Выйдя на горизонтальный уровень (2-го) валика (нежелательно в этом месте делать остановку или замену электрода), начать сварку по всей ширине разделки, проплавив кратер первого валика. Техника сварки как вертикальных швов, только с каждым шагом манипулирование электродом, помимо подъема, производить, смещая электрод по горизонтали, стараясь сохранить ширину слоя, набранную в потолочном положении двумя валиками. Таким способом сварку производить до положения (нижнего), когда возникает трудность управлять жидкой ванной по всей ширине. В этом случае необходимо перейти на сварку в несколько проходов так же, как и в потолочном положении. Первый валик закончить за горизонтальной линией как можно дальше, но не допуская подтека и нависания на предыдущий шов другого участка. Последующий валик закончить чуть раньше на 5-10 мм, чем первый. Каждый предыдущий валик является площадкой для последующего, это способствует нормальному управлению сварочным процессом. В той же последовательности выполнить вторую половину стыкового соединения (2-го участка), предварительно (при необходимости) зачистив, подрубив начало и окончание каждого прохода. Последующие слои (рис. 74) выполняются так же, не забывая оставлять в каждом слое незаполненную разделку на ширину электрода с покрытием между предпоследним валиком и верхней кромкой разделки в потолочной и нижней зоне. При сварке больших толщин зона вертикально-горизонтальная при большой ширине разделки выполняется также в несколько проходов.
Рекомендуемый метод позволяет качественно и производительно (в связи с применением повышенной величины сварочного тока) выполнять стыковое соединение трубы под 45°.
Лицевой слой (рис. 75)
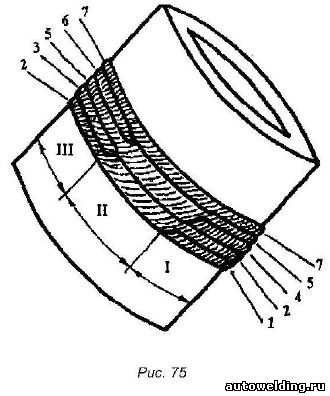
Лицевой слой выполняется с той же техникой сварки, что и заполнение разделки. Последний валик (7) выполнить электродом диаметром 3 мм, не допустив подреза в верхней части шва. Валики 1, 3, 4 и 6 являются как бы дополнительными для сохранения ширины шва в потолочном и нижнем положениях.
Как варить трубы под любым углом
Аппараты точной резки
Среди фирменных аппаратов, которые могли бы использоваться в быту для выполнения реза под углом, можно обратить внимание на технику итальянского производства.
Ленточнопильный станок Mini Cut от – малогабаритное устройство с ручным прижимом, для работы не только с трубами, но также уголками, прутками, профильными элементами.

Удобный и продуктивный аппарат для резки труб малого и среднего диаметров. Резак сделан на базе ленточного стального полотна, который может устанавливаться для выполнения реза под углом
На станке поддерживается установка угла среза от 0 до 45º. Процедура осуществляется при помощи ленточного полотна со скоростью 45 возвратно-поступательных движений в минуту. Аппарат оснащается электродвигателем мощностью 370 Вт, который питается от бытовой сети. Максимально допустимый диаметр обрезаемой круглой трубы – 65 мм.
В промышленных масштабах для резки трубы разработаны многочисленные установки с электромеханическим и электрическим приводом. Технически сложные аппараты позволяют с высокой точностью производить термическую, кислородную и плазменную резку:
Установка для резки трубы на объекте
Станок для пространственной резки в семи направлениях
Механизированный ручной газовый прибор
Мобильное устройство для больших труб
Резка под 45 градусов
Обычно, для того, чтобы повернуть трубу на 45 градусов используют фитинги, отводы с углом поворота 45 градусов, выполненных из того же материала, что сами трубы, если трубы стальные, то и повороты привариваются из стали. Для ПНД труб существуют электросварные или литые отводы под 45 градусов (заметим, что компрессионных фитингов с таким углом поворота в России найти практически невозможно).
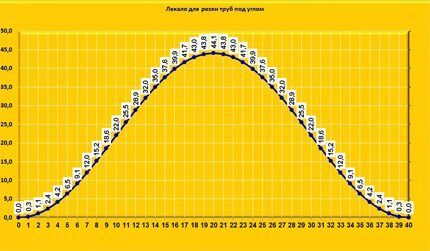
Но, если все же нужно отрезать трубу круглого сечения из стали или различного вида пластмасс, то для этого понадобится лекало для резки труб под углом, форма которого рассчитывается ручным или машинным способом. Задача существенно упрощается, если под углом сорок пять градусов необходимо отрезать металлический профиль квадратного сечения.
Для обрезки на скорую руку можно воспользоваться обычным листом бумаги, сложенным по диагонали, с помощью которого размечают поверхность для будущего реза. Применяя сложенную бумагу, поступают следующим:
- проводят на прямой поверхности профиля в месте, где выполняется рез, строго перпендикулярную линию;
- прикладывают сложенный по диагонали лист бумаги к боковой поверхности острым концом к линии таким образом, чтобы верхний край бумажного треугольника находился заподлицо с верхней стороной металлического профиля.

Рис. 2 Самодельный шаблон для резки трубы под 45 градусов
- проводят карандашом линию по боковой части листа под углом 45 градусов, после чего бумажный угол прикладывают к другой боковой стороне и обводят его карандашом (лучше воспользоваться тонким маркером).
Для отпиливания можно использовать болгарку с диском по металлу, проводя в начале тонкую линию по разметке, после чего постепенно ее углубляя до полного отделения кромок.
При работе с болгаркой необходимо учитывать следующий фактор – при полном обрезании кромок диск может быть поврежден об острый угол, что приведет к его выходу из строя, а при отсутствии защиты на болгарке даже к травмам работника. Поэтому угловые кромки желательно не обрезать до конца, а оставлять узкую канавку и затем обламывать, зашлифовывая впоследствии выступ.
Изготовление шаблона для обрезки металлопрофиля
Если необходима нарезка большого количества труб, можно сделать шаблон из металлопрофиля большего диаметра по бумажному листу приведенным выше способом. Угол наклона проверяют транспортиром или строительным угольником – в этом случае две кромки обрезанных деталей шаблона соединяют.
Промышленные модели (на примере BSM)
Существуют специальные станки промышленного назначения для выполнения точных операций резки под углом. Хороший пример: аппараты, выпускаемые под брендом «BSM». Производителем станков является немецкая компания Rexinger.
Правда станки серии «BSM» предназначены исключительно для работы с полипропиленовыми трубами достаточно больших диаметров. Поддерживается обработка изделий типа ПП, ПВХ, ПЭ, ПВДФ.

Промышленный станок под резку трубных изделий из полимеров. Предназначен для работы с изделиями больших диаметров, но имеет оснастку под обработку труб от 50 мм. Машина обеспечивает рез в широком диапазоне углов
Режущим инструментом станка является ленточная пила, благодаря которой и выполняется рез под углами от 0 до 67,5º. Точность процесса обеспечивает лазерный распознаватель резки.
Несмотря на конфигурацию устройства под изделия больших диаметров, можно применять специальный стол, при помощи которого также успешно режутся трубы малых диаметров (50 – 200 мм), которые проще раскроить с помощью трубореза. Выпускается широкий модельный ряд устройств «BSM».
Применение термических способов
Кроме механических способов, нередко используются термические способы, где в качестве инструмента работают сварочные или резательные аппараты. Например, автогенный газовый резак или обычный сварочный аппарат (постоянного/переменного тока).
При помощи таких аппаратов резке доступны толстостенные металлические трубы. Однако крайне сложно методом электросварки или газового автогена получить идеально ровный качественный срез.

Технология резки с помощью электросварки и автогена распространена повсеместно. Методика не обеспечивает высокую точность реза, но при монтаже труб этот фактор зачастую не является определяющим
Технология резки с помощью электросварки и автогена распространена повсеместно. Методика не обеспечивает высокую точность реза, но при монтаже труб этот фактор зачастую не является определяющим
Обычно после резки термическим способом изделия подвергаются дополнительной обработке. Выравнивается линия среза, подгоняются значения требуемого угла. Такой подход экономически невыгоден, так как сопровождается дополнительными расходами на механическую обработку.
Как правило, применяется термическая методика реза в условиях промышленно-производственной сферы. Правда службы ЖКХ тоже часто прибегают к такой методике.
Термический рез используется и для работы с пластиковым материалом. Существуют устройства – термические гильотины. Острое тонкое лезвие таких аппаратов нагревается до высокой температуры, после чего выполняют рез.
Термические гильотины поддерживают резку под углом, и в этом их преимущество. Однако для работы с более жёсткими материалами, чем поливинилхлорид, дерево, древесно-стружечные плиты, эти устройства применять нельзя.
Для резки металлопластиковых труб нужны труборезы, способные равномерно разделить на части изделия с многослойной структурой. Их разновидностям и способам применения посвящена рекомендуемая нами статья.
Способы резки металлических труб под углом
Отпилить трубу или разрезать ее на части можно несколькими способами. Из доступных инструментов лучше всего с этой задачей справляется болгарка. Но самой большой проблемой остается необходимость правильно разметить линии реза. Они могут быть разными, чаще всего приходится выдерживать либо прямой угол относительно оси трубы, либо 45 градусов. Приемы несколько меняют в зависимости от того, какие изделия нужно разрезать:
трубы для прокладки водопровода, газовые и для разводки отопления;
профильные изделия для сборки ворот, козырьков, других металлоконструкций;
трубы большого диаметра — как правило, это редко нужно в домашних условиях, где самые широкие просвет только в канализации;
трубы из стали, чугуна, тонкостенные из цветных металлов и мягких сплавов.
Обе задачи решаются довольно просто даже без использования специального лекала угла трубы.
Резка труб под углом: преимущества и недостатки разных способов + пример выполнения работ

Трубы – широко распространенный строительный материал. Их применяют в монтаже разных систем. В процессе монтажа случают ситуации ситуация, когда трубы необходимо стыковать под углом. Технология производства таких работ не является стандартной, но знать о ней нужно.
Чтобы создать сложную конфигурацию соединения, требуется резка труб под углом. Мы расскажем, как выполняются такие операции и какие существуют методы резки.
Приёмы резки труб под углом
Рассматривая приёмы работы – реза прямо или под углом – следует учитывать разный материал изделий, подвергаемых обработке. Так, рукава, изготовленные из полипропилена или тонкой меди, резать легче и проще, чем толстостенные стальные трубы.
Пластиковые изделия малых диаметров обрезаются под нужным углом с помощью специальных ножниц. При этом контролировать угол можно обычным транспортиром. Резка полимерных труб также производится обычной ножовкой с мелкозубчатым полотном.

Наиболее частой потребностью в монтаже становится резка водопроводных, канализационных и вентиляционных труб под углом 45º.
Выясним, какие приспособления можно использовать для реза под различными углами.
Бумажное лекало для трубы
Для исполнения относительно точного реза можно применить несложную методику, где в качестве своеобразного лекала выступает обычный лист бумаги. Например, удачно подходит для создания лекала бумага принтерная формата А4.
Предварительно лист размечается под квадрат с помощью линейки. Размер диагонали квадрата должен быть равен длине окружности трубы, которую нужно отрезать. Лишние части листа обрезаются.

Далее следующие действия:
- Согнуть лист по диагонали, совместив противоположные углы.
- Полученный треугольник повернуть так, чтобы линия гипотенузы была перпендикулярна оси трубы.
- В таком положении обернуть бумагой трубную поверхность, совместив вместе крайние точки гипотенузы.
- Нанести маркером метку реза по линии любого из катетов треугольника.
- Обрезать трубу по намеченной линии.
Этим способом вполне удобно размечать и резать трубы под углом 45º в диапазоне диаметров от 32 до 63 мм. Для большего удобства разметки рекомендуется брать толстую, но мягкую бумагу. Также можно использовать паронит и похожие материалы.
Как грамотно подобрать труборез для пластиковых труб и как его применять на деле, подробно описано в предложенной нами статье.
Грамотно сделанные лекала для фигурного раскроя трубы позволяют с предельно высокой точностью выполнить срезы. При этом зазор между подготовленными заготовками все же не исключен. В соединении металлических труб он “закрывается” сварным швом, при соединении пластиковых деталей используется специализированный шнур для пайки.
Программы расчёта углов реза
Технология резки по лекалам позволяет получать разные углы среза. Но для формирования лекала на углы, отличные от 45º, уже потребуется выполнять математические расчёты и по расчётным данным вырезать шаблон из бумаги или подобных материалов.
Правда существуют компьютерные программы, призванные избавить мастера от производства расчётов. Лекала под резку труб такие программы распечатывают на принтере.
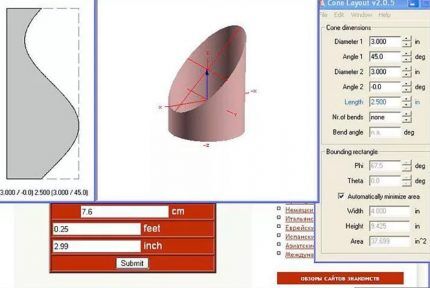
Простая программа расчета, созданная на базе приложения MS Excel, позволяет рассчитать и составить лекало практически для любых значений диаметров труб и требуемых углов реза.
Всё, что необходимо сделать пользователю, – это завести в ячейки «Наружного диаметра» и «Угла среза» соответствующие значения. По этим параметрам сформируется лекало, которое можно отправить на печать.
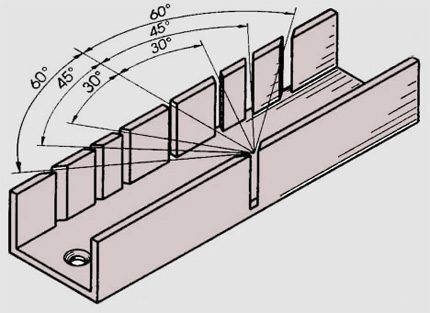
Стусло для резки труб
Есть несложный инструмент, часто используемый в быту, в основном для работ с деревом. Называется – стусло. Так вот, это же приспособление подходит для резки труб, причём под разными углами.
Стусло имеется в продаже, но при желании его всегда можно сделать своими руками и подогнать конструкцию под нужный диаметр трубы:
- Взять деревянную доску шириной, равной диаметру трубы, длиной 400-500 мм.
- Взять ещё две доски тех же размеров, но по ширине увеличенных на толщину первой доски.
- Из трёх досок собрать конструкцию в виде перевёрнутой буквы «П», где в качестве основания установлена первая доска.
- В центральной части конструкции разметить прямоугольник, две стороны которого проходят по внутренним границам боковых досок.
- Разделить прямоугольник диагоналями и по линиям, полученным на верхних гранях боковых досок, сделать пропилы вниз до основания.
Таким способом изготавливается шаблон для резки под углом 45º. Но с помощью транспортира можно разметить практически любой угол и сделать пропилы под рез трубы для конкретного угла.
Преимущество стусла – инструмент пригоден для неоднократного применения. Работа с инструментом допустима до такой степени износа стенок прорезей, пока они смогут обеспечивать высокую точность реза. Рекомендуется изготавливать стенки инструмента из материала более высокой прочности, чем дерево.
Преимущества способа очевидны – простота, лёгкость изготовления инструмента (стусла), экономичность, универсальность. Недостатки работы с таким вариантом оснастки – необходимость подгонки размеров стусла под трубный диаметр при условии выполнения точного реза. То есть для каждой трубы придётся делать свой инструмент.
Также с помощью стусла резать трубу можно только ножовкой по металлу или секатором (для пластиковых изделий). Для работы с толстостенными металлическими трубами под рез болгаркой этот инструмент не подойдёт.
Простая оснастка под резку
Металлические изделия круглой и прямоугольной форм, имеющие достаточно толстые стенки, удобно резать под углом при помощи незамысловатой оснастки электромеханического действия.
Режущим элементом такого инструмента выступает отрезной диск или дисковая пила, закреплённые на валу электродвигателя. В свою очередь, электродвигатель с резаком является частью всей оснастки, куда входят рабочий стол, маятниковая опора, струбцина.

Для установки трубы под нужным углом с последующим её креплением используются обычная струбцина и два металлических уголка. Один уголок (короткий) прикреплён к основанию поворотного механизма – маятника. Второй уголок (длинный) находится в свободном состоянии.
Процедура закладки трубы и резки:
- Поворотным механизмом устанавливается требуемый угол реза (например, с помощью линейки и транспортира).
- Найденное положение фиксируется прижимными винтами.
- Между коротким и длинным уголками закладывается труба и прижимается винтом струбцины.
- Подаётся напряжение на электродвигатель.
- Прилагая слабое усилие нажима к диску резака, трубу режут в нужном месте.
Преимущества такой методики – быстрая работа, аккуратный срез, возможность обработки большого количества труб за короткий промежуток времени.
Недостатки: ограничения к применению в бытовых условиях, повышенный шум, работа с трубами только малых и средних диаметров. К тому же процесс резки оснасткой выполняется стационарно на удалении от места монтажа, что не всегда приемлемо.
Если вы собираетесь сделать дома медный трубопровод, то потребуются особые труборезы, с правилами подбора которых советуем ознакомиться.
Нюансы работы с прямоугольным сечением
Для выполнения резки изделий прямоугольного сечения рекомендуется заблаговременно подготовить шаблонные отрезы уголков. Их легко сделать из металлического уголка, предварительно разметив тем же транспортиром.

Разметку можно выполнить под разные значения углов. Для использования в деле шаблона, его достаточно приложить к прямоугольной трубе в нужном месте и отметить линию реза. Затем любым подходящим инструментом выполнить рез по намеченной линии.
Аппараты точной резки
Среди фирменных аппаратов, которые могли бы использоваться в быту для выполнения реза под углом, можно обратить внимание на технику итальянского производства.
Ленточнопильный станок Mini Cut от компании «MASS» – малогабаритное устройство с ручным прижимом, для работы не только с трубами, но также уголками, прутками, профильными элементами.

На станке поддерживается установка угла среза от 0 до 45º. Процедура осуществляется при помощи ленточного полотна со скоростью 45 возвратно-поступательных движений в минуту. Аппарат оснащается электродвигателем мощностью 370 Вт, который питается от бытовой сети. Максимально допустимый диаметр обрезаемой круглой трубы – 65 мм.
В промышленных масштабах для резки трубы разработаны многочисленные установки с электромеханическим и электрическим приводом. Технически сложные аппараты позволяют с высокой точностью производить термическую, кислородную и плазменную резку:
Как отрезать трубу под углом – варианты разметки для круглой и профильной трубы
При монтаже трубопровода часто требуется разрезать трубу под определенным наклоном. При выполнении этой задачи большую роль играет точность. Существует несколько простых способов, как отрезать трубу под углом.
Неправильный разрез трубы приведет к невозможности монтажа конструкции той формы, которая изначально задумывалась. Например, если планируется поворот системы на 45 градусов, то необходимо выполнить разрез трубы под 45 градусов. Для выполнения задачи понадобятся инструменты для разметки и болгарка (ее можно заменить ножовкой по металлу).

Разметка угла бумажным листом
Разметка бумажным листом является одним из простейших способов выполнения задачи. Необходим квадратный лист. Он складывается ровно по диагонали. Полученный шаблон для резки труб необходимо обернуть вокруг изделия таким образом, чтобы длинная сторона шла параллельно его сечению.
Тогда на меньшей стороне образуется угол в 45 градусов. Остается разметить линию разреза с помощью строительного карандаша или маркера по листу бумаги.

Рекомендуется замотать участок разметки узким скотчем, чтобы нечаянно ее не стереть. Данный метод отлично подходит для длинных крупных труб с местом разреза примерно посередине изделия.
Способ разметки с помощью емкости с водой вместо лекала
Данный способ разметки подходит для труб небольшого диаметра, которые планируется разрезать под определенным углом поблизости к краю. Для начала необходимо подготовить глубокую емкость с водой. На ней отмечается планируемый угол наклона. Теперь нужно аккуратно погрузить конец изделия в жидкость, наклонить его к метке, а затем вытащить.
В результате таких действий на нем появится четкая линия контакта с водой, ее нужно выделить. По ней и выполняется срез трубы под углом. Этот способ лучше всего подходит для работ, когда требуется многократное нанесение разметки.
Использование программы для компьютера
Для реализации данного способа разметки труб для резки потребуется компьютер со специальными программами. Для начала необходимо составить чертеж, на котором указаны поперечные размеры изделия, а также планируемый угол разреза. Нужно получить виртуальный шаблон.
Распечатайте его на принтере. И тут стоит понимать, что чем больше диаметр трубы, тем больше потребуется листов для его печати. Затем нужно аккуратно вырезать детали чертежа со всех страниц и склеить, лучше всего использовать для этого канцелярский скотч. Остается приложить шаблон к трубе и нанести разметку.

Данный способ решения проблемы отличается высокой точностью. Все необходимые программы можно скачать в интернете, они бесплатные для загрузки и использования. Там же получится найти лекало для резки труб под углом. Остается просто его распечатать и вырезать. Для выполнения разметки лекало просто оборачивается вокруг трубы.
Как отрезать профильную трубу под углом
Разметка профильной трубы отличается от круглой. Ее ручное выполнение может привести к значительной погрешности. Лучшим способом решения проблемы является создания шаблона для резки из того же самого профиля, но большего по диаметру.
Потребуется маленький отрезок профильной трубы. На нем с использованием угломера отметьте угол в 45 градусов. Теперь при помощи болгарки необходимо отрезать часть заготовки по маркированной линии. Края среза нужно отшлифовать, устранить дефекты. Остается просто вставить в шаблон для резки труб под углом первоначальное изделие. Затем нужно нанести разметку по линии среза большего профиля. А уже по ней разрезается сама труба.

В тексте описаны способы, как резать трубу под углом в 45 градусов. Когда разметка уже завершена, рекомендуется использовать болгарку. С ее помощью получится выполнить ровный разрез. Ее заменить можно с помощью ножовки по металлу. Еще разрезать изделие получится сваркой, но нужен опыт обращения с инструментом, в противном случае будут неровности. Читайте также: «Как ровно отрезать трубу – инструменты и способы отрезания».
Сейчас в строительных магазинах можно найти специальные инструменты для разреза труб. Но легче и дешевле самостоятельно изготовить шаблон.
Резка труб под углом: преимущества и недостатки разных способов
В ходе проведения монтажных и сантехнических работ часто требуется выполнить резку заготовок под определенным углом. Изменение направления линии отреза необходимо для дальнейшей стыковки и сваривания с другими трубами такой же конфигурации, или для монтажа запорно-регулирующей арматуры.
Стоит учитывать, что точность реза под нужным углом необходима для получения высокой плотности соединения металлопроката. Для этого нужно иметь необходимые приспособления, качественный труборез и владеть соответствующим опытом проведения работ по обработке труб.
В данной статье мы рассмотрим приемы резки труб под различными углами.
1. Способы разметки труб под углом 45 градусов
Резка трубных заготовок под углом 45° наиболее востребована при монтаже тепловых магистралей, канализационных сетей, газопроводных систем. Для этих целей используют трубы из черных металлов и нержавеющей сталей цилиндрического сечения, небольшого и среднего диаметра – 20-500 мм.
Одной из основных задач при резке труб под углом 45 градусов является точность измерения угла и ровность среза трубы, чтобы при стыковке соединяемые элементы совпали с точностью до миллиметра. Особенно это касается тонкостенных труб – при малейшей погрешности реза стенки соединяемых труб не смогут соединиться в нужной конфигурации. Поэтому пристальное внимание необходимо уделить точности раскроя.
Разметка труб круглого сечения
При отсутствии производственного шаблона можно воспользоваться лекалом из бумажного листа квадратной формы. Для выполнения разметки трубы выполняют следующие действия:
- Квадратный лист сложить строго по диагонали, совместив противоположные углы. Длина диагонали лекала должна равняться величине окружности заготовки.
- Сложенный лист оборачивается вокруг трубы. Важно следить, чтобы сторона лекала, находящаяся ближе к торцу заготовки, была строго перпендикулярна центральной оси.
- В месте будущего среза выполняется пунктирная разметка.
- Далее происходит резка трубы.
Разметка труб квадратного и прямоугольного сечения
Чтобы изготовить лекало для разметки профильной трубы целесообразней использовать аналогичную заготовку только бОльшего сечения. Разметка на заготовке выполняется единожды с помощью инженерной линейки или транспортира. В полость готового шаблона вставляется профиль, выполняется разметка и последующая резка.

2. Разметка труб под углом 90 градусов
Выполнить разметку трубы под углом 90 градусов достаточно легко. При необходимости можно использовать лист бумаги: лист оборачивается на трубе, закрепляется и выполняется разметка. Важно следить, чтобы края листа совпали по всей окружности, тогда срез будет ровным.


Как отрезать профильную трубу под углом 90 градусов?
Для раскроя трубы квадратного или прямоугольного сечения предпочтительнее использовать треугольник. Данным приспособлением поочередно выполняется разметка маркером по каждой стороне профиля. После нанесения пунктира выполняется разрез трубы.
3. Разметка труб под другими углами
Для раскроя труб под углом других значений понадобятся лекала с соответствующими величинами. Подготовить шаблон можно с помощью Excel или других компьютерных программ, введя в соответствующем интерфейсе значения диаметра трубы, нужного угла и т.д.

В расчетных программах можно выполнить расчет раскроя труб любого диаметра и под любым углом. Но чаще всего данный способ используют для создания лекала для раскроя труб малого и среднего диаметра. Для разрезания труб большого диаметра и в больших объемах предпочтительнее использовать программируемые резательные станки.
Как разрезать трубу «воротниковым» способом?
Часто при монтаже водопроводных сетей требуются трубные заготовки, имеющие разрез на торце в виде треугольника. Данная конфигурация труб необходима для соединения с другой трубой круглого сечения под прямым углом.
Чтобы выполнить воротниковый рез поступают следующим образом:
- Замеряется величина окружности трубы.
- Выполняется резка трубы под углом 90 градусов.
- На торце трубы намечают равноудаленные точки, которые находятся относительно друг друга под углами 90 и 180 градусов.
- Выполняются расчеты: диаметр трубы делят на три.
- От двух диаметрально расположенных точек откладывают полученную величину и отмечают точками.
- Данные точки соединяются с другими плавными дугами.
- После раскроя труборезательным инструментом отделяют полукруглые сегменты, которые готовы к последующим сварным работам.

Как заказать инструмент для резки труб
Для консультации по вопросам подбора оборудования для резки труб обращайтесь к нашим менеджерам:

