
Тиски из профильной трубы своими руками
Тиски для слесарных работ: сделай сам
При слесарных и столярных работах мастеру-самодельщику не обойтись без мощных тисков. Большие и новые тиски стоят дорого. Выход — или искать б/у тиски на вторичном рынке, или засучить рукава и, при наличии сварочного аппарата и УШМ, сделать недорогие тиски своими руками. Рассмотрим пример пользователя портала с ником Korkus и расскажем:
- Как самому сделать слесарные тиски из металла.
- Какие детали нужны для изготовления самодельных тисков.
- Какие инструменты потребуются.
Тиски для слесарки своими руками: пошаговая инструкция
В интернете можно найти много вариантов самодельных тисков, сделанных своими руками. Я тоже решил сделать слесарные тиски из имеющегося у меня металла, чтобы не покупать заводские. И вот, что из этого получилось.
Для изготовления самодельных тисков нужны детали:
- Основание тисков – металлическая пластина толщиной 4 мм;
- Направляющая призма — профильная труба сечением 5х5 см, толщина стенки 4 мм;
- Основа губок — уголок с полкой 7.5 см, толщина стенки 8 мм;
- Ходовой винт – шпилька диаметром 20 мм;
- Также потребовались – металлическая полоса шириной 5 см и толщиной 1 см, усиленная гайка для шпильки и уголок с полкой 60 мм и толщиной стенки 5 мм.

Работы по изготовлению слесарных тисков разбили на ряд этапов:
1. Основание под тиски Korkus сварил из двух металлических пластин размером 20х16 см.
Затем места сварки зачистили.

2. По центру основания пользователь провёл линию для разметки места под ходовой винт — шпильку. Гайка под ходовой винт приварена к проставке толщиной 10 мм.

3. Направляющая тисков сделана из квадратной профильной трубы, в которой болгаркой сделан продольный паз шириной чуть больше, чем приваренная подставка с гайкой.
4. Для крепления направляющей использован 60-й уголок (2 шт.) длиной 20 см.
Уголки обхватывают профильную трубу, а сверху к ним приваривается крышка из полосы толщиной 1 см и шириной 5 см. Получается короб.

Чтобы профильная труба свободно двигалась в коробе и получился зазор, использованы проставки – 2 полотна от пилы по металлу.
Т.к. щель между пластиной и уголками получилась достаточно большой, то, после приваривания пластины сверху, я срезал прихватки и проварил эту же пластину изнутри.

5. Основание губок слесарных тисков сделаны из прочного уголка с полкой 75 мм и стенкой 8 мм.

Губки тисков изготовлены из полосы толщиной 1 см.
В уголках и губках просверлены сквозные отверстия диаметром 4.2 мм.

Затем в уголках пользователь нарезал резьбу М5, а в губках рассверлил отверстия сверлом 5,1 мм и раззенковал отверстия под потай.

В губки вкручены болтики, а с обратной стороны прикручены гайки, которые потом обварили.

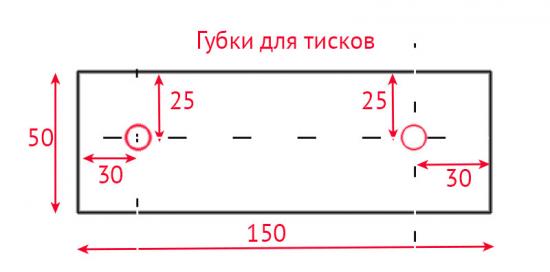
Чертёж губок для слесарных тисков.

6. С торца профильной трубы приварены два уголка.

Губки усилены треугольными ребрами жесткости и заварены пластиной металла толщиной 4 мм.
Слесарные тиски своими руками — часть 1
Если зайти в магазин и посмотреть на стоимость слесарных тисков с шириной губок от 120мм, то становится как то грустно.
Посмотрев на металл, который у меня имеется в наличии на даче я решил потратить денек на самостоятельное изготовление слесарных тисков.
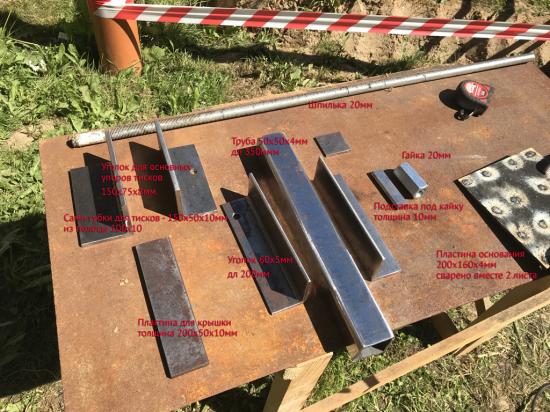
Материал который я присмотрел для изготовления тисков:
Пластина под основание тисков у меня была размером 200х160мм.
Я решил отрезать такую же и насверлив в одной из пластин равномерно отверстий диаметром 8мм точечными сварками скрепил эти две пластины между собой.

Места сварки зачистил:

По центру пластины начертил центральную линию и по краям от нее также начертил пару линий шириной 20мм — на толщину шпильки.
Длинную гайку в которую будет вкручиваться шпилька я установил на проставку — кусочек полосы толщиной 10мм к которой и приварил эту гайку.

Гайку на проставке установил по центру начерченной линии и вкрутив в нее шпильку выровнял по центру.



После этого приварил площадку с гайкой к пластине-основанию и зачистил.
В качестве боковин будет использоваться уголок 60мм с толщиной стенки 5мм и длиной 200мм.
Поставил их чтобы посмотреть как это будет выглядеть:


Вот общий вид деталей для слесарных тисков:

В профильной трубе 50х50мм сделал болгаркой продольный паз шириной чуть больше чем приваренная подставка с гайкой.
С краю этой трубы оставил не пропиленную часть равную ширине будущих губок.

Уголки обхватывающие профильную трубу прихватил прихватками к листу-основанию.
Между этими уголками положил пластину шириной 50мм и толщиной 10мм. Чтобы профильная труба нормально двигалась, между этой пластинкой сверху и самой профильной трубой сделал проставку.
В качестве проставки использовал пару полотен для ножовки по металлу.
После этого пластину приварил по всей длине. Получился своеобразный короб:



Поскольку щель между пластиной и уголками получилась достаточно большой, то после приваривания пластины сверху, я срезал прихватки и проварил эту же пластину уже изнутри.
Поскольку профильная труба имеет полукруглые края, то сварочный шов изнутри ходу профильной трубы не мешает.
После этого получившийся короб зачистил:

В качестве основания под губки тисков использовал более толстый уголок 75мм и толщиной стенки 8мм. Ширина будущих губок будет 150мм.
Установив уголки на будущие места крепления я обрезал их немного на скос.


В качестве самих губок будет использоваться отрезок из полосы толщиной 10мм.
Губки будут иметь размер: 150х50х10мм.
Прикрепив эти будущие губки к своим уголкам я закрепил их щипцами-«собаками» и просверлил насквозь отверстия 4,2мм.
Затем в уголках я нарезал резьбу 5мм, а в губках рассверлил отверстия сверлом 5,1мм и сделал зенковку под потай.



В нарезанную резьбу я вкрутил болтики и с обратной стороны прикрутил по две гайки которые затем обварил сваркой. Получилось некая удлиненная резьба 5мм.


Отверстия для крепления губок к уголкам делал по центру губок — по 25мм от вертикальной линии и по 30мм от краев.
С торца профильной трубы, где в будущем будет крепиться вороток к шпильке я, изначально, планировал приварить квадратную площадку.
Затем решил по краям трубы приварить по отрезку уголка в которых затем нарежу резьбу и площадку эту не приварю, а прикручу винтами.
Это позволит мне в дальнейшем при необходимости разобрать тиски.

Поставив уголок с будущими губками на эту часть, я сделал скосы уголка относительно выступающим приваренным уголкам.

В дальнейшем для усиления губок с внутренней стороны уголков будут приварены раскосы и все это заварено пластиной толщиной 4мм.

Для усиления верхней части тисков, там где имеется место для наковальни, я положил еще одну пластину толщиной 8мм (как у уголка губок) и шириной равной общей ширине короба.
Таким образом если в дальнейшем придется использовать наковальню по прямому назначению, то вся нагрузка будет производиться на вертикальные ребра боковых уголков.




Приварив усиливающие раскосы я закрыл уголки губок пластиной толщиной 4мм и зачистил все болгаркой, а затем наждачным кругом с зерном 40.
Да, по сварке.
Варил я аппаратом Форсаж-161
Электрод — МР-3С 3мм
Ток сварки — около 110А.
При обваривании уголков пластиной 4мм я использовал те же электроды, только на токе около 80А.









Затем я это дело все обезжирил и покрыл из баллончика грунтовкой с краской:






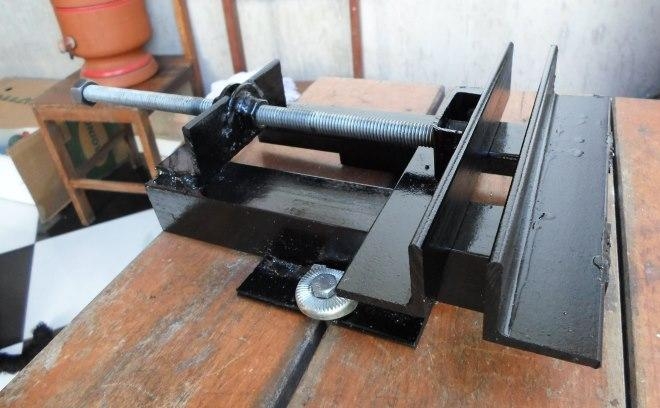
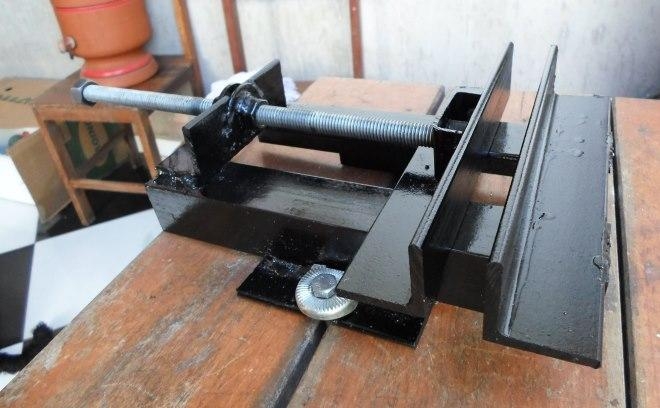
В сборе на данный момент это выглядит так:



Тиски из металла своими руками

Привет всем любителям самоделок. Думаю многие знают, что, ни одна столярная мастерская не обходится без тисков. Это очень функциональный инструмент для фиксирования детали при различных видах обработки, а также прижима во время склеивания. Обычно одна часть является подвижной, а другая жестко закреплена на верстаке. Но как это водится, дорогой и качественный инструмент стоит больших денег, не все начинающие слесари или просто любители помастерить, могут себе позволить такое удовольствие. Именно поэтому было принято решение сделать данные тиски, тем самым доказать, что сделать их своими руками реально и это будет ни чуть не хуже заводских, а в некоторых показателях даже лучше. Затраты на материалы будут в разы меньше, чем купить готовые тиски, тем более не надо забывать, что у некоторых в мастерских есть обрезки уголков, остатки швеллеров и другие детали, которые пойдут на изготовление данной самоделки.
Перед тем, как прочитать процесс сборки, предлагаю посмотреть видео с подробным изготовлением данных тисков.
А также видео грунтовки и покраски готового самодельного инструмента.
Для того, чтобы сделать тиски из металла своими руками, понадобится:
* Лист металла толщиной 12 мм и 8 мм
* Уголок 73 мм, толщина металла 8 мм
* Рессора
* Две обоймы подшипника
* Винт от домкрата или же старых тисков
* Гайка винта
* Сварочный аппарат, сварочная маска, перчатки
* Струбцины
* Профиль 20*40 мм
* Электродрель, желательно сверлильный станок
* Сверло по-металлу 6 мм
* Шайба с отверстием близким к диаметру винта
* Углошлифовальная машинка с отрезным кругом
* Шпилька диаметром 6 мм
Вот и все, что нужно для изготовления мощных тисков своими руками.
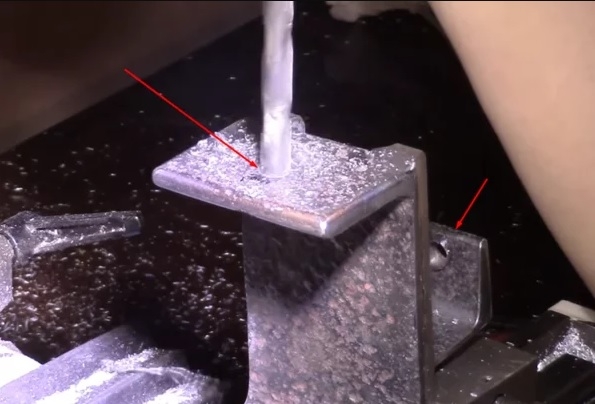
Шаг первый.
Первым делом устанавливаем обойму подшипника на винт, которая будет служить упором при зажиме тисков.



После этого при помощи сварочного аппарата привариваем обе детали намертво друг к другу. При сварке частей соблюдайте меры безопасности, не забывайте одевать краги, а также защитную сварочную маску.
Шаг второй.
Теперь нужно сделать неподвижную часть тисков, при помощи углошлифовальной машинки отпиливаем квадрат 180 мм из листа металла толщиной 12 мм.









Также следите, чтобы при сварке металл не вылез вовнутрь, так как это займет немало времени на исправление.
Шаг третий.
Устанавливаем гайку на основании.
Тиски слесарные своими руками: размеры, фото
Подробный фото отчёт по изготовлению слесарных тисков своими руками.
Понадобились слесарные тиски с шириной губок от 120 мм, в магазине на них цены просто космические, поэтому решил сделать тиски своими руками из металла, который у меня имелся в наличии.
Использовал материалы:
- — лист железа для основы тисков толщиной 4 мм;
- — профильная квадратная труба 50 мм с толщиной стенки 4 мм;
- — уголок 60 мм с толщиной стенки 5 мм;
- — уголок 75 мм с толщиной стенки 8 мм;
- — полоса толщиной 10 мм;
- — шпилька резьбовая 20 мм;
- — длинная гайка 20 мм.
Ну и далее, на фото, показан процесс изготовления самодельных слесарных тисков.


Первым делом, принялся делать основание из двух пластин, в пластине 200 х 160 х 4 мм, равномерно насверлил отверстий диаметром 8 мм и точечными сварками скрепил со второй такой же пластиной. Места сварки зачистил.

По центру пластины начертил центральную линию и по краям от нее также начертил пару линий шириной 20 мм — на толщину шпильки.
Длинную гайку в которую будет вкручиваться шпилька я установил на проставку — кусочек полосы толщиной 10 мм к которой и приварил эту гайку. После этого приварил площадку с гайкой к пластине-основанию и зачистил.
В качестве боковин будет использоваться уголок 60 мм с толщиной стенки 5 мм и длиной 200 мм.
Поставил их чтобы посмотреть как это будет выглядеть:

В профильной трубе 50 х 50 мм сделал болгаркой продольный паз шириной чуть больше чем приваренная подставка с гайкой. С краю этой трубы оставил не пропиленную часть равную ширине будущих губок.


Уголки обхватывающие профильную трубу прихватил прихватками к листу-основанию.
Между этими уголками положил пластину шириной 50 мм и толщиной 10 мм. Чтобы профильная труба нормально двигалась, между этой пластинкой сверху и самой профильной трубой сделал проставку.
В качестве проставки использовал пару полотен для ножовки по металлу.
После этого пластину приварил по всей длине. Получился своеобразный короб.

Поскольку щель между пластиной и уголками получилась достаточно большой, то после приваривания пластины сверху, я срезал прихватки и проварил эту же пластину уже изнутри.
Поскольку профильная труба имеет полукруглые края, то сварочный шов изнутри ходу профильной трубы не мешает.
После этого получившийся короб зачистил:


В качестве основания под губки тисков использовал более толстый уголок 75 мм и толщиной стенки 8 мм. Ширина будущих губок будет 150 мм.
Установив уголки на будущие места крепления я обрезал их немного на скос.


В качестве самих губок будет использоваться отрезок из полосы толщиной 10 мм.
Губки будут иметь размер: 150 х 50 х 10 мм.
Прикрепив эти будущие губки к своим уголкам я закрепил их щипцами -«собаками» и просверлил насквозь отверстия 4,2 мм.
Затем в уголках я нарезал резьбу 5 мм, а в губках рассверлил отверстия сверлом 5,1 мм и сделал зенковку заподлицо.

В нарезанную резьбу я вкрутил болтики и с обратной стороны прикрутил по две гайки которые затем обварил сваркой. Получилось некая удлиненная резьба 5 мм.

Отверстия для крепления губок к уголкам делал по центру губок — по 25мм от вертикальной линии и по 30мм от краев.

С торца профильной трубы, где в будущем будет крепиться вороток к шпильке я, изначально, планировал приварить квадратную площадку.
Затем решил по краям трубы приварить по отрезку уголка в которых затем нарежу резьбу и площадку эту не приварю, а прикручу винтами.
Это позволит мне в дальнейшем при необходимости разобрать тиски.

Поставив уголок с будущими губками на эту часть, я сделал скосы уголка относительно выступающим приваренным уголкам.
В дальнейшем для усиления губок с внутренней стороны уголков будут приварены раскосы и все это заварено пластиной толщиной 4 мм.
Для усиления верхней части тисков, там где имеется место для наковальни, я положил еще одну пластину толщиной 8 мм (как у уголка губок) и шириной равной общей ширине короба.
Таким образом если в дальнейшем придется использовать наковальню по прямому назначению, то вся нагрузка будет производиться на вертикальные ребра боковых уголков.


Приварив усиливающие раскосы я закрыл уголки губок пластиной толщиной 4 мм и зачистил все болгаркой, а затем наждачным кругом с зерном 40.

Прорезь в профильной трубе вырезал по месту так, чтобы этот вырез не мешал движению трубы относительно приваренной площадки с гайкой. Чтобы ничего не цепляло.



Затем, прогрунтовал и покрасил.





В качестве винта использовалась шпилька 20мм. По длине отрезал ее таким образом чтобы она не выступала спереди, а сзади (сто стороны ворота) выступала на расстояние ширины опорного подшипника и гайки на 20.

Взял отрезок полосы толщиной 10 мм (из которой делал и губки для тисков) и вырезал из нее опорную площадку.
В ней напротив внутренней гайки в которую должна будет вкручиваться шпилька сделал отверстие 20 мм с небольшим. Отверстие сверлил ступенчатым сверлом.

На вкрученную шпильку наложил эту площадку и закрепив ее к тискам зажимами сделал 4 отверстия диаметром 4 мм.
Эти отверстия на тисках рассверлил до диаметра 6,5 мм, а в опорной площадке — 5 мм и нарезал там резьбу 6 мм. К сожалению сразу попался некачественный метчик и он обломался. Пришлось сверлить еще одно отверстие рядом.

Собирал вал тисков таким образом:
— на самый край шпильки накрутил гайку 20 мм и приварил сваркой. С другого края шпильки также сделал отверстие 4 мм для установки шплинта после окончательной сборки тисков
— вторую такую же гайку рассверлил сверлом 21 мм и приварил боком — для ворота.
— надел опорный подшипник 20 мм
— установил опорную площадку
— далее надел шайбу 20 мм
После установки шайбы на шпильке отметил точку которую рассверлил сверлом 4 мм и туда вставил шплинт.
Получившуюся конструкцию вставил в тиски и закрепил опорную площадку болтиками 6 мм.


После этого вкрутил шпильку в длинную гайку приваренную в ответной части тисков.
В качестве ворота использовал отрезок прута диаметром 20мм и длиной 360мм.
В качестве стопоров использовал те же шплинты по краям ворота.






Губки тисков, сделал из отрезков полосы толщиной 10 мм. Сами губки имеют размер 150 х 50 мм.
Их порезал болгаркой наклонными бороздами, а по центру одной из губок сделал треугольный вырез для установки круглых заготовок в вертикальное положение.


В подошве с каждой стороны сделал крепежные отверстия: — 3 отверстия диаметром 10 мм и 2 отверстия диаметром 8 мм.

Общий вылет получился 220 мм. Причем если не ставить стопорный шплинт на конце шпильки, то рабочий вылет будет 250 мм без ущерба зажима губок тисков.
Также прилагается небольшой видео обзор самодельных тисков.
Как сделать тиски из швеллера, уголка и трубы
Тиски – инструмент, необходимый для проведения слесарных работ как в бытовых, так и в производственных условиях. Покупные модели стоят достаточно дорого, поэтому домашние умельцы из обрезков швеллера, уголка и профильных труб изготавливают слесарные тиски своими руками.
Назначение и общая конструкция слесарных тисков
Функция этого слесарного инструмента – закрепление заготовки из твердого материала для последующей обработки. Его основой служит винтовая пара, состоящая из винта и гайки. Винт обычно закрепляется в подвижной части корпуса, гайка фиксируется к неподвижной части корпуса или специальной подставке, служащей для обеспечения неподвижного положения тисков. В комплекте с покупным инструментом рекомендуется приобрести накладки для зажима изделий и полуфабрикатов из мягких материалов. Зажимной инструмент часто оснащается наковальней, располагаемой на задней части стационарной губки.
Для работы с крупными деталями с возможностью приложения значительного усилия, в том числе ударного, используют габаритный покупной инструмент, изготовленный из стали с добавками элементов, повышающих ее износостойкость. С помощью такого инструмента осуществляют гибку, ковку, клепку полуфабрикатов. Для изготовления тисков применяется и чугун. Однако следует помнить, что это хрупкий металл, он плохо переносит ударные нагрузки.
При работе с небольшими деталями без применения грубой физической силы могут использоваться самодельные легкие тиски, изготовленные из стального металлопроката различного сечения и сортамента – швеллера, уголка, листа, прутка. Такой небольшой инструмент обычно выполняет функции дополнительного.
Как сделать тиски из швеллера?

Для изготовления простейшей модели этого слесарного инструмента понадобятся:
- швеллер номер 6,5 (высота стенки – 65 мм), длина отрезка – 30 мм;
- швеллер номер 16 (высота стенки – 160 мм), длина отрезка – 60 мм;
- стальной квадрат с сечением 10х10 мм, один отрезок длиной 65 мм, два – длиной 160 мм;
- шпилька М16, шпилька или болт М12, гайки;
- старый напильник.
Этапы проведения работ
- С помощью «болгарки» нарезают заготовки из швеллера и квадрата, от старого напильника отрезают куски, которые будут служить губками тисков.
- Полку меньшего швеллера приваривают к стенке большого профиля.
- Квадраты приваривают: один по середине стенки меньшего швеллера, два – по краям стенки большого профиля.

- С помощью «болгарки» с зачистным кругом обрабатывают сварные швы.
- На свободной полке швеллера номер 6,5 изготавливают отверстие под болт М12. Метиз в отверстие должен проходить свободно.
- В стенке большого швеллера изготавливают отверстие под шпильку М16.
- Шпильку фиксируют двумя гайками, одну из которых приваривают к корпусу.

- Изготовление крепежной части осуществляют, временно зажимая лист металла.
- На частях напильника, которые будут служить губками тисков, делают пропилы, предотвращающие проскальзывание зажимаемой детали. Губки приваривают к куску листового металла толщиной 10 мм.
- На подвижной губке изготавливают отверстие для зажимной шпильки.
Конструкцию зачищают и окрашивают эмалью по металлу.
Как сделать тиски из профильной трубы, уголков и швеллера?
Для изготовления такого слесарного инструмента потребуется:
- стальной уголок;
- отрезок швеллера;
- стержень диаметром 20 мм;
- пруты для направляющих;
- крепежные детали – болты, гайки, шайбы;
- инструменты – сварочный аппарат, электродрель, «болгарка».
Этапы проведения работ
- Из прутка диаметром 20 мм изготавливают ходовой винт, обычно это мероприятие поручают специалистам, поскольку в домашней мастерской добиться требуемых параметров затруднительно.
- Из отрезков уголка изготавливают раму. Два отрезка располагают в продольном направлении, два – в поперечном.
- К продольным уголкам приваривают пластины с просверленными отверстиями. С помощью этих отверстий инструмент крепят к основе.
- Неподвижная губка представляет собой отрезок уголка, приваренный сверху продольных уголков основания. Во втором отрезке поперечного уголка изготавливают отверстие для ходового винта, к которому приваривают гайку.
- Подвижной губкой служит также отрезок уголка. К полке уголка приваривают швеллер, на нем изготавливают отверстие для ходового винта. К отверстию приваривают гайку.
С помощью «болгарки» зачищают сварные швы, изделие окрашивают, закрепляют его к основанию крепежными элементами.
Слесарные тиски из труб: необходимые материалы
В качестве наружного неподвижного и мобильного внутреннего элементов в данном случае используются две трубы разного диаметра. Для этой цели обычно используют водогазопроводные трубы – новые или бывшие в употреблении.
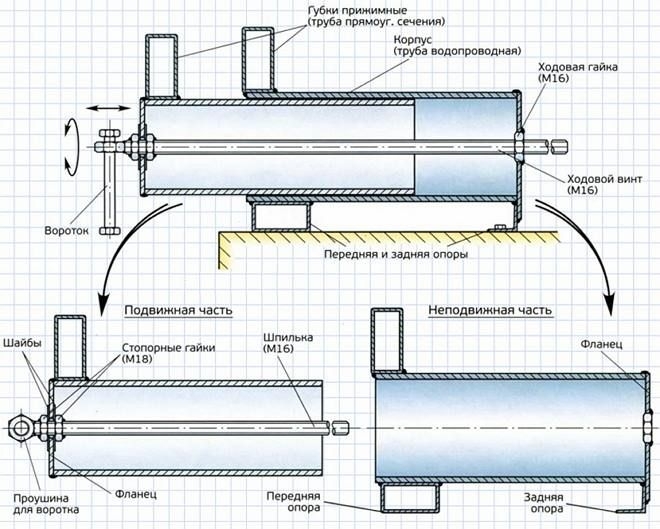
Для изготовления этого изделия понадобятся:
- Два отрезка труб разных диаметров. Один из них – наружный неподвижный кожух, второй – мобильная внутренняя часть. В данном примере рассматривается изделие из труб круглого сечения, но для этой цели могут использоваться трубы квадратного или прямоугольного профиля.
- Ходовые винт и гайка М16.
- Вороток, предназначенный для придания перемещения ходовому винту. Для его изготовления используется пруток с гладкой поверхностью или арматура периодического профиля.
- Передняя и задняя опоры, с помощью которых неподвижный наружный кожух фиксируется на основании.
- Два отрезка прямоугольной трубы, которые в готовом изделии будут выполнять функции зажимных губок.
- Стопорные гайки М16 и М18.
Этапы изготовления слесарных тисков из труб круглого сечения
- К торцу трубы большего диаметра приваривают фланец, в центральное отверстие которого вваривается гайка М16.
- К торцу трубы меньшего сечения также приваривают фланец с отверстием, предназначенным для движения ходового винта.

- На небольшом расстоянии от края ходового винта приваривается гайка М18.
- Конец ходового винта с приваренной гайкой пропускают через трубу меньшего сечения, а затем через фланец. Стопорная гайка при этом прижимается к внутренней стороне фланца. Между внутренней гайкой и фланцем устанавливают шайбу.
- На конец ходового винта, выступающий снаружи фланца, надевают шайбу и навинчивают гайку М16, привариваемую впоследствии к ходовому винту.
- Смонтированный мобильный узел вставляют в трубу большего диаметра, вкручивают второй конец ходового винта в гайку второго фланца.
- Для соединения ходового винта с воротком на его конец, выступающий со стороны подвижного узла, приваривают гайку, в которую пропускается вороток.
- Куски профильных труб, которые будут выполнять функцию губок, приваривают – один к подвижной трубе, другой – к стационарной.

Сварные швы в готовой конструкции зачищают, изделие окрашивают специальной эмалью, повышающей коррозионную стойкость стали, используемой для изготовления.

