Как сварить трубу ПНД своими руками?
Стыковая сварка труб ПНД
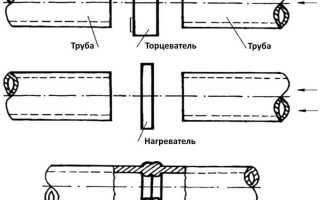
Сварка встык полиэтиленовых труб нагретым инструментом – общий принцип
Процесс сварки пластиковых труб нагретым инструментом заключается в следующем: при помощи специального сварочного оборудования необходимо разогреть концы свариваемых элементов до температуры плавления материала, затем соединить трубы под давлением и охладить, пока сварной шов не достигнет достаточной прочности.

Преимущества сварки ПНД встык по сравнению с другими способами
Главным плюсом данной технологии по сравнению с другими вариантами сварки ПЭ труб является отсутствие затрат на дополнительные соединительные детали (фитинги) – свариваются сами торцы труб. При этом прочность сварного шва не уступает прочности трубы. И чем больше диаметр монтируемого трубопровода, тем более ощутимой становится экономия на каждом сварном соединении.
Еще одним принципиальным преимуществом сварки встык является возможность использования данного метода при прокладке трубопроводов с помощью горизонтально-направленного бурения, а также при восстановлении старых трубопроводов методом протяжки внутри пластиковых труб: при стыковой сварке, в отличие от муфтовой, наружный диаметр трубопровода не увеличивается.
Краткая инструкция по процессу стыковой сварки ПЭ труб
Российский ГОСТ Р 55276 (в основе – европейский стандарт ISO 21307) допускает выбор из трех вариантов процедур сварки встык: сварку при при единственном низком давлении, сварку при двойном низком давлении и сварку при единственном высоком давлении. Однако на сегодняшний день (2020 г.) наиболее употребимым на практике вариантом остается процедура сварки при единственном низком давлении (близкая к традиционно использовавшимся немецким нормам DVS 2207-1).
Диаграмма процедуры сварки труб ПНД встык

Время t, сек:
tw – подготовка (крепление заготовок, определение давления перемещения и т.д.);
tf – торцовка;
t1 – выравнивание (длится, пока не образуется валик, высотой соответствующий табличному значению);
t2 – прогрев;
t3 – технологическая пауза (для снятия нагретого инструмента с центратора);
t4 – подъем давления;
t5 – охлаждение под давлением РО.
Давление p, бар:
p1 – перемещение;
pf – торцовка;
PI – выравнивание;
PII – прогрев;
p2 – табличное значение давления для свариваемой трубы*;
Pо = PI – охлаждение под давлением.
* Табличные значения давления в гидросистеме сварочного аппарата приводятся производителем аппарата. Для каждой модели оборудования они будут отличаться, т.к. разные аппараты при одном и том же значении давления на манометре будут создавать разное усилие прижима.
Этапы процесса сварки нагретым инструментом встык
Очистка торцов труб, поверхностей торцевателя и нагревателя
Перед тем, как закрепить свариваемые элементы в центраторе, необходимо очистить их внутренние и наружные поверхности – протереть чистой безворсной тканью. Удалите все загрязнения из зоны сварки. Также очистите поверхности торцевателя и нагревателя. Для обезжиривания поверхности нагревателя используйте соответствующее средство, например, пропитанные этанолом салфетки.
Если монтируются трубы в защитной оболочке, предварительно необходимо снять внешний слой так, чтобы трубу можно было правильно зафиксировать в центраторе (если иное не предусмотрено изготовителем трубы).
Фиксация свариваемых элементов
После крепления труб в центраторе устраните смещение кромок, если оно присутствует. Чтобы правильно отцентрировать трубы используйте роликовые опоры или подставки. Это также уменьшит трение труб о грунт и снизит давление перемещения.

Торцевание труб
Процесс торцовки свариваемых элементов (срезание стружки с торцов труб с помощью специального инструмента) выполняется для создания параллельных поверхностей при выполнении сварки. Процедуру необходимо выполнять, пока не будет получена непрерывная стружка шириной в толщину стенки свариваемых элементов.
Давление прижима не должно существенно превышать давления перемещения – необходимо только создать достаточное усилие для врезания ножей в трубы. Дальнейшее увеличение давления не ускоряет процесс, но при этом ведет к быстрому износу оборудования. Выполняйте торцовку труб непосредственно перед сваркой, после чего не трогайте их руками.
Оценка качества подготовки труб
Удалите стружку из зоны сварки. Осмотрите свариваемые элементы на наличие следов неправильно выполненной торцовки – пустот либо других дефектов. При необходимости протрите торцы заготовок чистящим и обезжиривающим составом.

Определение давления перемещения
Перед началом сварки необходимо определить, какое давление в гидравлической системе сварочного аппарата позволит преодолеть силы трения, действующих на трубы и подвижные элементы центратора. В каждом конкретном случае давление будет разным из-за различной массы труб, сопротивления грунта, углов наклона и т.д. Значение давления, которое отобразится на манометре в момент, когда зажим с подвижным участком трубы начнет перемещаться, нужно будет далее добавлять ко всем табличным значениям давления на последующих этапах процесса сварки.

Оплавление торцов свариваемых элементов
Чтобы процесс прогрева торцов труб прошел правильно, поверхности нагревателя и свариваемых элементов должны идеально прилегать друг другу. Даже после правильно выполненной торцовки на трубах остаются некоторые неровности, также они присутствуют и на поверхности нагревателя.
Чтобы убрать все воздушные прослойки, необходимо сначала прижать трубы к нагревателю со значительным усилием – тогда оплавленный материал заполнит все пустоты.

При этом некоторая часть материала будет выдавлена наружу и внутрь в виде валиков (грата). После формирования грата высотой, соответствующей табличному значению, давление должно быть уменьшено до давления прогрева. При этом важно, чтобы контакт между нагретым инструментом и торцами труб не прерывался.
Температура поверхности нагревателя должна выбираться в соответствии с материалом свариваемых труб.
Технологическая пауза для извлечения нагревателя
После окончания времени прогрева торцов труб следует отвести свариваемые элементы от нагревателя, снять нагреватель и максимально быстро свести трубы обратно. Время технологической паузы не должно превышать табличного значения: если оно будет больше, то на концах труб образуется слой охлажденного материала, что негативно скажется на прочности готового соединения.

Если сварка выполняется при низких температурах (особенно ниже 0°C), охлаждение поверхностей происходит быстрее, чем в нормальных условиях. Это сокращает допустимое время технологической паузы: увеличивающийся слой охлажденного материала на торцах может сделать качество шва неудовлетворительным. К этому эффекту также может привести отсутствие укрытия зоны сварки от ветра. Другим фактором, который может отрицательно повлиять на качество сварки, является влага, которая также ускоряет охлаждение поверхностей труб. Кроме того, при значительной влажности частицы пара могут попасть внутрь соединения и создать пустые пузырьки, влияющие на прочность шва. Таким образом, необходимо защищать зону сварки от неблагоприятных погодных условий (например, с помощью защитной палатки с установленным внутри обогревателем).
Зона сварки также должна быть защищена от пыли. Прилипающая к поверхности нагретого материала во время технологической паузы пыль не будет полностью удалена при сведении труб, что также негативно повлияет на прочность полученного соединения.
Охлаждение сварного соединения
Расплавленные торцы труб должны сжиматься в сварочном аппарате под давлением в течение заданного процедурой сварки времени.

Давление требуется поддерживать до момента, пока температура не упадет до температуры кристаллизации полиэтилена. Далее охлаждение шва может быть произведено вне центратора сварочного аппарата.
Смотрите также:
 8 (800) 550-08-85
8 (800) 550-08-85
+7 (812) 992-52-87
6 способов сварки полиэтиленовых труб: какой лучше и почему + пошаговая технология пайки своими руками
Мы приветствуем нашего постоянного читателя и предлагаем вашему вниманию статью о том, что такое сварка полиэтиленовых труб – очень надежный метод соединения полиэтиленовых трубопроводов.
При устройстве инженерных систем в доме, подключении усадьбы к магистрали холодной воды или прокладке напорной канализации недорогие и практичные полиэтиленовые трубы просто незаменимы. Для монтажа трубопровода в земле и подвальных помещениях полиэтиленовые трубы – оптимальный вариант по соотношению цены и технологических качеств.
Полиэтилен как материал для инженерных систем недооценен, хотя достоинства ПЭ трубопроводов неоспоримы. Полиэтиленовые изделия абсолютно безвредны для человека, материал химически инертен, прочен и одновременно пластичен, морозостоек (выдерживает замерзание с водой). Недостатки полиэтилена – нестойкость к ультрафиолету и повышенным температурам – ограничивают его применение под открытым небом и для систем отопления и горячей воды, но для прокладки в земле полиэтиленовые коммуникации практически идеальны.
Гибкость полиэтиленовых труб позволяет прокладывать их без фитингов на поворотах, возможность укладки цельного куска от магистрали к узлу учета в доме – также большой плюс, ведь экономия финансов весьма существенна, и монтаж гораздо легче. Надежность и герметичность швов позволяют закрывать и заливать коммуникации стяжкой или фальш-стеной. Неразъемное соединение не требует обслуживания и регулярных осмотров, как разъемное соединение при помощи цанговых муфт.
Способы состыковки ПЭ труб
Трубопроводы из полиэтилена монтируются двумя способами: при помощи фитингов и фланцев или нескольких видов сварки.
Соединение требует специальных фитингов (муфт и раструбов) и без них. Для труб с толщиной стенки меньше 4,5 (диаметры 50-110 мм) применяют сварку с помощью фитингов, для более крупных труб с более толстой стенкой допустима сварка встык и экструдерная.
Диффузионный
Диффузионный способ заключается в разогреве торцов до вязкотекучего состояния. Подготовленные торцы заготовок стыкуются и слегка сжимаются. Подвижные молекулы полимера под воздействием давления продвигаются в соединяемые части, перемешиваются, при охлаждении застывают в новом положении, образуют новые химические связи и обеспечивают надежное сцепление патрубков между собой.

Выделять какой-то способ сварки как диффузионный неправильно. По сути, любая сварка полиэтилена содержит в основе процесс диффузии разогретых молекул.
Раструбный метод
Не самый типичный способ. Имеется два варианта выполнения: с помощью раструбных труб и муфт. Сам метод напоминает сварку трубопроводов из полипропилена: раструб или муфты и заготовки разогревается с помощью паяльника со специальной насадкой. Затем заготовка вставляется в раструб другой трубы или муфту, фиксируется, прижимается и выдерживается. Время сварки – 20 секунд. Если используются муфты, то вторая труба впаивается в муфту аналогично. Стоимость муфт невелика, изделия с раструбом в магазинах встречаются нечасто. Соединение получается надежным и прочным, можно сварить небольшие диаметры.

Сварка встык
Этот метод применим на трубах с толщиной стенки больше 4,5–5 мм и диаметром более 50 мм.
Перед проведением работ отрезают полиэтиленовую трубу строго перпендикулярно и тщательно зачищают торцы. Затем закрепляют трубу в аппарате для сварки и тщательно центруют. Между торцами труб для нагрева вводят нагреватель, трубы прижимают к нему и прогревают до размягчения торцов. Затем быстро убирают нагреватель, торцы сжимают таким образом, чтобы образовался небольшой кольцевой наплыв в месте стыка – грат. Охлаждают стык, затем убирают станок. Работа имеет свои тонкости, для нее необходимы два человека.

Сварка экструдером
Экструзионная – сварка при помощи небольшого аппарата, из которого под давлением выдавливается расплавленный полиэтилен. Сырье в виде стержней или гранул загружается в экструдер. Экструзия применяется на напорных коммуникациях с толщиной стенки более 6 мм, но им можно залатать и безнапорные канализационные трубопроводы с более тонкой стенкой. Место соединения разогревается потоком горячего воздуха. Желательно на торцах снимать фаску.

Качество шва получается очень высоким. Достоинство метода в том, что можно заварить уже проложенную полиэтиленовую трубу, не демонтируя трубопровод.
Сварка электромуфтовая
Это самый надежный, удобный и универсальный метод соединения. Его можно применять даже в труднодоступных местах. Но, к сожалению, он и самый дорогой – электросварные фитинги недешевы, сварочный аппарат также стоит немало. Сварка с помощью терморезисторных муфт применяется от небольших до самых больших диаметров полиэтиленовых трубопроводов.
При терморезисторной сварке полиэтиленовые заготовки обрезаются строго перпендикулярно, тщательно зачищаются от заусенцев и пыли, вставляются в муфту, центруются с помощью специальных приспособлений. В муфте имеется нагревательный элемент. Он подключается к специальному сварочному аппарату, подается ток, элемент разогревает муфту и торцы труб, и они свариваются.

При этом виде сварки крайне важно сохранить неподвижность соединения до полного остывания.
Какой способ лучше
До выбора лучшего способа соединения необходимо определить, какой из них применим в конкретном случае в зависимости от диаметра трубопровода.
Самый надежный и универсальный способ – сварка при помощи терморезисторных муфт. Но муфты, особенно больших диаметров, дороги, дорог и сварочный аппарат (но его можно взять напрокат). Поэтому такая сварка при обустройстве частного дома не слишком распространена.
Чаще сваривают встык или при помощи муфт под пайку. Сварка встык применяется на полиэтиленовых трубах с большой толщиной стенки, в частных домах такие обычно не используют. Эструзионная сварка пока не слишком распространена, в основном из-за малой известности метода.

Рекомендации для проведения качественной сварки
Для сварки ПЭ особое значение имеют качество обработки торцов стыкуемых труб. Они должны быть тщательно очищены от стружек, заусенцев, пыли, грязи, жира. Важно также тщательное центрирование заготовок, отсутствие эллипсности, точное совпадение диаметра и толщины стенок заготовок.
Нельзя трогать соединение до полного остывания. Нельзя проводить работы под дождем, снегом, в мороз.
Особенности работы с ПВД и ПНД
Эти два вида полиэтилена немного различаются по своим техническим характеристикам и параметрам. Информация сведена в таблицу.
| Характеристика | ПВД (ПНП) | ПНД (ПВП) |
| Температура плавления, °С | 103-110 | 125-132 |
| Температура размягчения, °С | 100 | 120-125 |
| Жесткость | небольшая | большая |
| Гибкость | большая | небольшая |
| Хрупкость | маленькая | больше, чем у ПВД |
| Прочность | средняя | высокая |
При сварке следует учитывать, что для расплавления ПВД требуется более низкая температура, чем для ПНД. ПНД имеет большую прочность, чем ПВД.
Выполнение сварки ПЭ труб своими руками
Сварка полиэтиленовых труб в домашних условиях не слишком сложна и вполне выполнима своими руками. Главная проблема –дорогостоящее оборудование. Его в любом случае стоит взять напрокат, а не покупать.
Перед манипуляцией необходимо ровно отрезать заготовки и тщательно зачистить и обезжирить торцы.
Необходимые инструменты и материалы
Для сварки полиэтиленовых коммуникаций вам понадобятся трубы и, возможно, муфты.
Перечень необходимого оборудования:
- Труборез – приспособление для резки.
- Неплохо воспользоваться электроторцевателем для точного выравнивания торцов труб.
- Для больших диаметров неплохо бы использовать фаскосниматель.
- Аппарат для муфтовой сварки. Конструкционно он напоминает паяльный аппарат для полипропилена.
- Соответствующие насадки.
- Для торцевого соединения применяют специальный центровочный станок и нагревательный элемент.

Этапы работ
Сначала трубы обрезаются под углом 90°, зачищаются заусенцы, удаляется пыль и стружка, проводится обезжиривание. Удобнее выполнить эту работу электроторцевателем.
Технология муфтовой (раструбной) сварки
На паяльник надевают нужную насадку и разогревают его в течение времени, оговоренного в инструкции. Затем разогревают муфту и патрубок до размягчения полиэтилена и соединяют их. Дают время для диффузии и полимеризации – примерно 20 секунд соединение трогать нельзя. Затем таким же образом соединяют вторую заготовку с муфтой.
Соединение встык
Заготовки устанавливаются в станок для стыкования, фиксируются и тщательно центрируются. Перед тем, как паять, нужно удостовериться, что продольные оси заготовок полностью совпали. Между полиэтиленовыми заготовками вставляется нагревательный элемент и выдерживается до размягчения материала. Нагреватель убирают, заготовки быстро соединяют, сдавливают с усилием до образования кольцевого валика на месте шва. Выдерживают до охлаждения.
Стыковая сварка не так проста, как кажется с первого взгляда, и требует определенного опыта.
Контроль качества швов
От качества шва зависит надежность соединения. Высота валика грата при стыковом соединении должна соответствовать табличным данным.

Возле валиков не должно быть трещин, пор, раковин. Валики должны быть одинаковыми по всей окружности, одной высоты. Углубление в центре не должно опускаться ниже поверхности труб. Детали не должны быть смещены друг относительно друга. Если спаять брак – соединение придется разрезать и переделывать.
Фото бракованных стыковых соединений:



Заключение
Полиэтилен – замечательный материал для прокладки трубопроводов под землей. Научиться его монтировать и соединять различными способами несложно, эти работы вполне выполнимы своими руками. Мы прощаемся с нашим любимым читателем и желаем ему успехов в прокладке инженерных коммуникаций к родному дому. Подписывайтесь на нашу рассылку, получайте новую интересную информацию по вопросам ремонта, делитесь интересной информацией с друзьями в соцсетях.
Сварка труб ПНД: технологии, оборудование и материалы
В этой статье мы расскажем о том, как и с применением какого оборудования, выполняется сварка труб ПНД. Тема статьи актуальна, так как водопроводные и канализационные системы, собранные из полиэтилена, приобретают все большую востребованность.
И это неудивительно, так как цена полиэтиленовых конструкций на сегодняшний день является очень привлекательной, даже в сравнении со стоимостью полипропиленовых аналогов. Но перед тем как перейти к описанию сварочного процесса рассмотрим, что собой представляют материалы, которые нам предстоит соединить в единый водопровод.

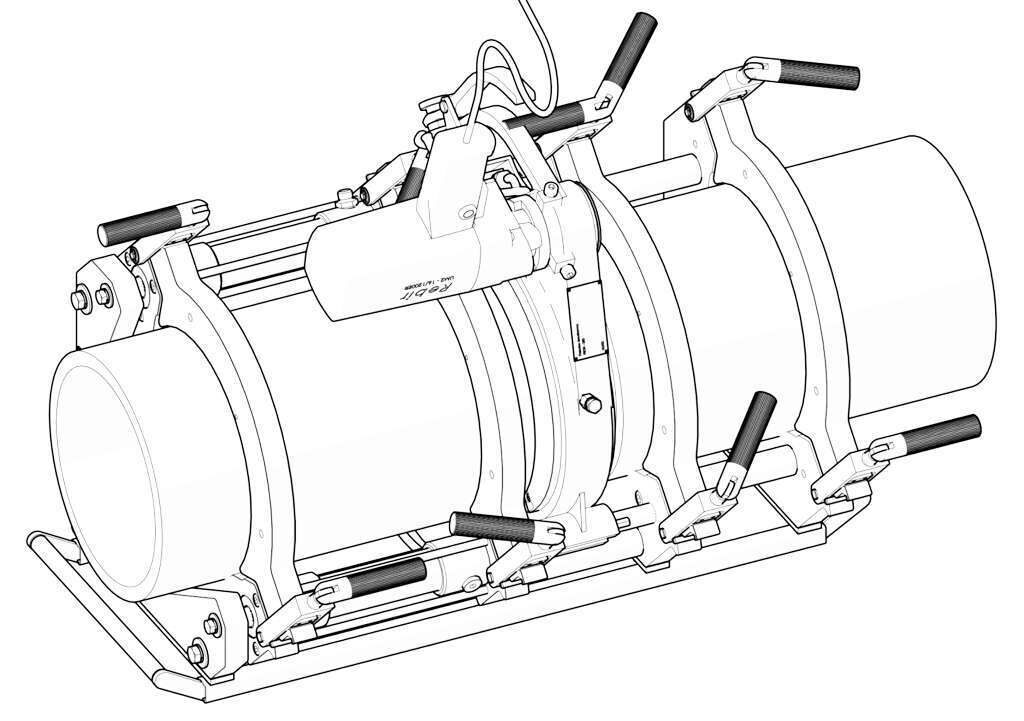
Работа сварочного оборудования в полевых условиях
Основные характеристики используемых материалов

Отрезки труб для устройства водопровода
Трубы ПНД изготавливаются из полиэтилена низкого давления, что обеспечивает их устойчивость к механическим нагрузкам в сочетании с эластичностью.
Такой тип полиэтиленовых труб нашел широкое применение при устройстве безнапорных и напорных трубопроводов с температурой транспортируемой среды не выше +40 ºС. Кроме того, полиэтилен низкого давления может использоваться для устройства газораспределительных и канализационных коммуникаций, при условии что трубы обладают химической стойкостью к транспортируемым средам.

Газовая ПНД труба в бухте
При изготовлении труб ПНД используется полиэтилен марки ПЭ80 и 100. Такие материалы соответствуют требованиям ГОСТ 18599-2001 (устройство систем водоснабжения) и требованиям ГОСТ Р 50838-2009 (устройство газопроводов).
Отличить газовые трубы от водяных позволяет маркировка и боковая полоса. Для воды – полоса синяя, а для газа – желтая.
Важно: Газовые трубы можно использовать при монтаже систем газо- и водоснабжения.
В то же время применение водяных труб для транспортировки газа недопустимо.
Труба полиэтиленовая низкого давления изначально предназначена для подземной прокладки, но при необходимости может быть использована для внешнего монтажа. Изделие реализуются отрезками по 12 метров и бухтами по 100 и 200 метров.
Важно: Труба, приобретённая в бухтах, задолго до начала сварных работ должна быть разложена на ровном месте для выпрямления.
Соединение может быть выполнено двумя методами:
- неразъемное соединение посредством сварки встык или с использованием электромуфты;
- разъёмное соединение с применением специальных компрессионных фитингов для труб.
Если разъёмное соединение можно применить при устройстве водопровода, то при строительстве систем подачи газа допускается только сварка труб встык.
Оборудование для соединения встык

Станок в процессе проведения сварочных работ
Оборудование под сварку ПНД труб встык представлено станками для работы в стационарных или полевых условиях. И те и другие модификации состоят из рамы (станины), на которой расположены центрующие зажимы, позволяющие осуществлять продольное перемещение спаиваемых деталей.
Оборудование оснащается нагревательным элементом, периметр которого повторяет внешний диаметр труб. Кроме того, в комплект входит устройство для выравнивания торцов. Это механический инструмент, который одновременно выравнивает оба торца.
Стационарные аппараты, как правило, полностью механизированы и перемещение труб по станине выполняется посредством домкратов. Некоторые мобильные станки предполагают необходимость в ручном передвижении спаиваемых элементов.
Технология сварки встык

Готовый стык после снятия зажимов
Такая сварка ПНД труб своими руками актуальна для построения систем с диаметром 50 мм и больше.
Совет: Как уже было сказано, для выполнения соединения встык потребуется сварочный аппарат, цена которого высока.
Поэтому такое оборудование применяют профессионалы, в то время как начинающие сантехники могут взять высокотехнологичное устройство в аренду.
Технология соединения полиэтиленовых изделий встык заключается в разогреве торцевых срезов до температуры плавления и в стыковке под давлением. Прочность полученного шва достаточная для долговременной эксплуатации полученного соединения, но при том условии, что это соединение будет использоваться неподвижно.

Схема пайки встык
Инструкция стыковой сварки следующая:
- Торцы труб обрезаются под прямым углом и укладываются в станок так, чтобы один торец располагался напротив другого;
- Далее, свариваемые элементы фиксируются металлическими захватами (по два центрующих захвата с каждой стороны) в том положении, в котором они будут спаиваться;
- Между торцами устанавливается устройство, выравнивающее концы труб под прямым углом;
- Затем между выровненными торцами устанавливается нагревательный элемент, который разогревает периметр полиэтиленовых труб до рабочей температуры;
- Далее нагревательный элемент убирается, и расплавленные торцы на 2-3 минуты прижимаются под высоким давлением;
- После того как полимерный материал остыл, соединение отличается не только высокой прочностью, но и эстетичностью шва.
Электромуфтовая сварка

Электромуфтовое соединение большого диаметра
Этот технологический процесс позволяет собирать полиэтиленовые трубы в единые системы с учетом высокой прочности соединения. Инструкция сварочных работ несложна и допускает возможность выполнения своими руками, без необходимости в услугах профессиональных специалистов.
Принцип соединения двух труб в единое целое заключается в подаче напряжения на спираль, вплавленную в муфту для труб. За счет этого, муфта нагревается до требуемой температуры и плавится. Для того чтобы оплавить полимерную муфту, применяется специальный аппарат, подающий на фасонный элемент требуемое напряжение.
Среди преимуществ технологии следует отметить следующее:
- простота процесса реализации сварки в сравнении со станками, паяющими встык;
- более высокая устойчивость к механическим деформациям в сравнении со стыковым соединением;
- малые типоразмеры и вес станка, что позволяет проводить работы в полевых условиях;
- возможность пайки стыков с небольшим промежуточным зазором.
Технология проведения электромуфтовой сварки

На фото – приваривание муфты
- Полиэтиленовые трубы располагаются на одинаковом уровне относительно друг друга. Если в наборе идут специальные регулируемые направляющие подставки, используем их, если нет, обходимся подручными средствами.
- Обрезаем торцы специальным резаком, который обеспечивает возможность реза под углом 90º.
Важно: Нельзя резать трубы ножом или пилой, поскольку так не удастся добиться оптимального качества и ровности реза.
- Используя безворсовую ветошь и обезжириватель на спиртовой основе, тщательно протираем торцы с наружной и с внутренней стороны.
- На каждой из труб отмеряем от торца расстояние, равное половине муфты и отмечаем посредством специального белого маркера.
- По всему отмерянному расстоянию снимаем поверхностный слой. Для этих целей применяем специальный скребок, который входит в комплектацию сварочного аппарата.
Важно: Ни в коем случае нельзя выполнять такую работу, используя наждачную бумагу, так как отдельные зерна абразива в полиэтилене сделают пайку негерметичной.
- По отмерянному краю, где будет оканчиваться муфта, устанавливаем специальный зажим, который впоследствии позволит позиционировать трубу.
- Зачищенный участок трубы обезжириваем.
- Устанавливаем муфту на оба торца и включаем оборудование для сварки труб ПНД. Пайка длится около 4 минут, в то время как на остывание пластика уходит еще около 10 минут.
Вывод
Как вы могли убедиться, сделать соединение труб ПНД своими руками не так уж сложно, если располагать соответствующим оборудованием. Больше полезной информации, которая пригодится при проведении монтажа, вы сможете найти, посмотрев видео в этой статье.
Водопровод из ПНД трубы быстро и без мучений
В настоящее время трубы из пластика активно вытесняют конкурентов из других материалов в сфере газоснабжения, водопровода и канализации. Одним из самых популярных товаров на рынке для водоснабжения являются ПНД трубы.
Что такое ПНД труба?
Расшифровывается ПНД как полиэтилен низкого давления. Именно полиэтилен стал одним из первых полимеров, используемых для производства труб. В магазинах обычно представлены в виде бухт черного цвета, 25 и более метров, разного диаметра.

Использование
Полиэтиленовая труба нашла широкое применение во многих сферах: водопровод, теплотехнические и газовые сооружения, канализация и дренаж, прокладка коммутаций и в качестве внешнего защитного слоя.
Нас в первую очередь, интересует монтаж и устройство водоснабжения с помощью ПНД труб. Чёрная труба, с синими продольными полосами, с надписью для питьевой воды и указанным диаметром. Полоса синего цвета указывает, что труба предназначена для холодного водоснабжения. Трубы с жёлтой полосой – для газа.
Преимущества ПНД труб перед металлом:
- Простота и лёгкость монтажа;
- Срок службы около 50 лет, что в 2-3 раза больше металлических труб;
- Легкий вес;
- Низкая теплопроводность;
- Способность к расширению (труба не лопнет на морозе);
- Рабочие температуры от -20°С до +40°С;
- Малошумность;
- Широкий выбор диаметров и длины.
Как выбрать ПНД трубу
Рекомендуемые параметры: для среднестатистического загородного участка идеально подойдут стандартные бухты 25 метров, с толщиной стенки 2 мм. Диаметр следует выбирать в зависимости от напора воды в системе: если общий водопровод или источник воды имеет хорошее давление из трубы более чем ¾” дюйма, то смело берите 25 ПНД трубу. Если источник воды металлическая труба ¾”, то следует брать трубу 20 мм. Диаметр отвода должен быть меньше диаметра основной трубы для обеспечения хорошего давления.

Хотя срок службы полиэтиленовой трубы около 50 лет, не лишним будет обратить внимание на дату производства, которая указывается маркировке труб вместе с диаметром и толщиной стенки. 
Наружный диаметр ПНД труб варьируется от 10 до 1200мм, но самыми ходовыми являются 20 мм, 25 мм, 32 мм.
Соответствие диаметров
Для фитингов из металла, и для соединения с металлической трубой ¾ дюйма (внутренний диаметр 20 мм, внешний примерно 25 мм) подойдет ПНД труба 25 мм. Соответственно резьбовые соединения металла совпадут с комплектующими ПНД трубы.
Металлическим трубам и фитингам диаметром ½ дюйма (внутренний диаметр 15 мм, внешний примерно 20 мм) соответствует ПНД труба 20мм.
Не стоит забывать, что всегда возможно использование переходников для уменьшения и увеличения диаметра комплектующих водопроводной системы, однако с ущербом давлению в системе.
Монтаж ПНД труб своими руками
Если вы в детстве любили играть в конструктор, то монтаж водопровода с помощью полиэтиленовых труб не составит труда. Соединение труб занимает несколько минут и не требует применения инструментов.

Возможные варианты подключения шлангов и кранов к ПНД трубе
Заранее нарисуйте схему водопровода и количество необходимых кранов. Возможен монтаж и укладка под землю. Следует учесть, что новая, только что развернутая труба, пытается скрутиться, принимая прежнюю форму. Поэтому, один из вариантов облегчения монтажа – крепление трубы электро хомутами к старому водопроводу или по забору. Хомуты рекомендуем брать шириной не менее 4 мм. Еще одни вариант – развернуть и выпрямить трубу до монтажа, придавив её чем-то тяжелым в нескольких местах по всей длине и оставить на пару дней.
Виды фитинга для ПНД труб
Для присоединения трубы ПНД к водопроводной системе используются термические сварные швы или резьбовые соединения. Между собой трубы стыкуются специальными зажимными соединениями, что позволяет быстро заменить поврежденный участок трубы или нарастить длину.

Для стыка с металлической трубой или фитингами с резьбовыми соединениями (кранами или сгонами), используются компрессионные элементы, с обратной стороны которых сделана внутренняя или наружная резьба.

Компрессионный тройник – стык 2х труб и резьба для подключения крана или зажимное соединение для отвода ПНД трубы. Бывают варианты на подключение отвода трубы меньшего диаметра.

Компрессионное стыковочное соединение – служит для удлинения, наращивания длины или переходом на меньший диаметр трубы.


При правильном соединении, благодаря конструкции, подтеки исключены. На стыках металл — ПНД рекомендуем использовать фум-ленту.

Попробуем разобраться как «работает» соединение. На фото выше представлен обычный стык, благодаря которому можно удлинить трубу. Слева открученная синяя гайка и зажимное кольцо. Именно благодаря зажимному кольцу труба плотно фиксируется в соединении. Кольцо сделано из твердого пластика с острыми насечками, которые, при закручивании гайки, немного врезаются в ПНД трубу.
Справа из корпуса соединителя видна белая, полупрозрачная, уплотнительная муфта, которая в свою очередь прижимает резиновое кольцо, предотвращающее протекание воды. Ниже, на фото, можно увидеть все части несложной системы соединения.


Первый «порожек» служит для резинового кольца и муфты, сама же труба доходит до середины стыкового соединения.
Теперь самое главное: процесс соединения. Трубу пилить желательно ножовкой с мелким зубцом, заусенцы срезать. Далее откручиваем синюю гайку, достаем все детали и последовательно надеваем всё на трубу.
Ошибка многих людей в том, что при монтаже они не разбирают соединение, а пытаются немного открутив гайку, силой загнать туда ПНД трубу. После этого и происходят протекания — труба не достаточно глубоко входит в соединитель.

Максимально сильно насаживаем соединитель на трубу и закручиваем гайку до упора, насколько хватает сил. Наслаждаемся результатом работы!
Сварка и монтаж труб ПНД
Полимеры проникли практически во все сферы деятельности современного человека. Особо востребован сегодня полиэтилен низкого давления (ПНД). Он занял значительную по объёму нишу в сегменте сантехнического оборудования мирового рынка. Сегодня из него изготавливается большая часть трубопроводов и к ним трубопроводная арматура. В число достоинств труб ПНД входит лёгкость монтажа, его может выполнить один человек благодаря небольшому весу изготовленных из полиэтилена изделий.

Сварка труб ПНД проводится разными методами
Виды соединений
Соединения ПНД труб бывают следующих типов:
- разъёмные. Во время эксплуатации их можно разбирать. Для создания такого соединения используются стальные фланцы;
- неразъёмные. Разборка в процессе эксплуатации невозможна.
Последний вид соединения производится двумя способами: посредством стыковой сварки полиэтиленовых труб и с помощью сварки полиэтиленовых труб муфтами.
Монтаж трубопровода большого диаметра производится при помощи терморезистивных фитингов, а также путём сварки труб полиэтиленовых встык. В любом случае соединение получается монолитным и, соответственно, очень надёжным.

Если необходимо разъемное соединение, следует применять фланцы
Выполнение стыковой сварки труб ПНД своими руками
Сварка полиэтиленовых труб встык требует применения специального сварочного оборудования. Но упрощение процесса монтажа обусловливает отсутствие необходимости в дополнительных деталях. Использовать такую технологию можно только для ПНД труб одинакового диаметра.
Полезная информация! Стыковая сварка труб ПНД только тогда получится качественной, когда она будет выполнена одним швом. Так обеспечивается равная прочность контакта прилегающих частей труб.
Монтаж, выполняемый по технологии сварки полиэтиленовых труб встык является наиболее универсальным и эффективным. При её использовании сохраняется гибкость полиэтилена по всей длине трубопровода. Этот процесс не создаёт никаких сложностей независимо от предусмотренного проектом типа прокладки трубопровода: открытая укладка труб, традиционный способ либо бестраншейная реновация.

Встык свариваются только трубы одинакового диаметра
Сварка полиэтиленовых труб встык своими руками с помощью нагревательного инструмента выполняется следующим образом:
- сначала концы свариваемых элементов трубопровода установите в центраторе сварочного агрегата;
- после их выравнивания и надёжной фиксации очистите торцы труб от пыли и грязи х/б салфеткой;
- затем обработайте свариваемые поверхности механически с помощью торцующего устройства. Когда получится равномерная стружка, толщина которой не будет превышать 0,5 миллиметра, торцовку прекратите, извлеките устройство и рукой проверьте взаимную параллельность торцов;
- если вы обнаружите, что между свариваемыми поверхностями присутствует зазор, превышающий допустимое значение, операцию торцовки повторите;
- далее при помощи нагревательного инструмента с антипригарным покрытием нагрейте торцы свариваемых труб;
- когда оплавление торцов достигнет высшей фазы, свариваемые поверхности разведите и извлеките из зоны сварки нагревательный элемент;
- сделав это, сомкните свариваемые поверхности и начните равномерно поднимать давление прижима, пока его значение не достигнет требуемой величины;
- шов выдерживайте под заданным давлением определённый промежуток времени.
На заключительном этапе проверьте качество сварки трубы ПНД по внешнему виду грата, а также по высоте и ширине.
Муфтовой способ сварки ПНД труб своими руками
Сварка, выполняемая этим методом, требует наличия специального сварочного аппарата – паяльника, укомплектованного набором специальных насадок. Диаметры насадок соответствуют стандартным значениям этого параметра арматуры.

Сваривать трубы из данного материала можно и при помощи специального паяльника
При муфтовой сварке ПНД труб используются фитинги. Они могут иметь различную конфигурацию: муфты, уголки, тройники. Свариваемыми поверхностями являются части трубы и фитинга. Если работа выполняется своими руками впервые, могут случиться неудачные соединения или перекосы.
Полезный совет! Учитывая вышесказанное, фитинги покупайте с запасом.
Муфтовая сварка может выполняться в стеснённых условиях, там, где осевое перемещение труб ограничено. Нагрев полиэтиленовых компонентов осуществляется контактом с нагретой выполненной из металла сварочной насадкой. В её конструкцию входят 2 свинчивающиеся части. Внутренняя поверхность фитинга нагревается частью насадки, получившей название дорн. Другая половина называется гильзой. В неё вставляется труба. Для того чтобы вставить насадку в отверстие паяльника, дорн и гильзу необходимо свинтить. Технология муфтовой сварки предполагает выполнение следующих действий.
Подготовка фитинга и сварочной насадки
Прежде, чем начать соединение, нужно провести некоторые предварительные работы.
- Обрезка трубы специальными ножницами до нужного размера. Выполнить эту операцию необходимо так, чтобы сечение среза было строго перпендикулярным продольной оси трубы.
- Очистка поверхностей, подвергаемых сварке полиэтиленовых частей. Чтобы исключить дополнительное охлаждение, свободные концы труб закрываются пробками.
- Очистка поверхности сварочной насадки от остатков ранее выполненной работы.
Проделав эти подготовительные операции, нагрейте насадку до сварочной температуры. О том, что значение этого параметра достигло необходимой величины, вам просигнализирует индикатор, который установлен на корпусе паяльника.

Для труб ПНД существуют фитинги разной формы и назначения
Полиэтиленовая труба вставляется в гильзу до упора, и фитинг надевают (тоже до упора!) на дорн. Из-за разницы в диаметрах выполнение этих действий потребует от вас приложения определённых усилий. Делать всё нужно быстро, но аккуратно. Ниже приведена таблица времени сварки. В ней содержатся данные о трубах с наиболее востребованными наружными диаметрами.
Таблица 1
| Dнар., мм | Tнагр. секунды | Tсоед., секунды | Tохлажд., минуты |
| 16 | 5 | 4 | 2 |
| 25 | 7 | ||
| 40 | 12 | 6 | 4 |
| 50 | 18 | ||
| 75 | 30 | 10 | 8 |
Здесь: Dнар – наружный диаметр, Tнагр – время нагрева, Tсоед. – время соединения, Tохлажд. – время охлаждения.
Во время ввода трубы и надевания фитинга до упора, избыточный слой их поверхностей расплавляется и выдавливается наружу. В результате на кромках свариваемых деталей формируется так называемый грат – кольцевой валик.
В момент, когда фитинг и труба достигнут упора, надавливание следует прекратить. Это очень важное требование. Его невыполнение приведёт к тому, что соединение будет неудачным. И полагаться на то, что увеличение сопротивляемости продвижению деталей просигнализирует о достижении упора, особо не стоит. Из-за оплавления материала оно возрастет незначительно, и вы его можете не заметить.
Полезный совет! Чтобы не пропустить этот момент, на трубе нанесите фломастером риску.
Заключительный этап представляемой методики, как сваривать трубу ПНД своими руками муфтовым способом, очень важен. Спустя несколько секунд после того, как упор будет достигнут, снимите детали с насадки. Затем вставьте трубу в фитинг так, чтобы она упёрлась в кольцевой валик. Получившуюся сплошную деталь до момента её остывания не подвергайте ударам и прочим резким воздействиям.
Электромуфтовая сварка полиэтиленовых труб
Для реализации соединения такого типа используется муфта, оснащённая закладными электронагревательными элементами. С экономической точки зрения сварка труб ПНД, выполняемая по этой технологии, менее выгодна по сравнению со сваркой встык.

При сваривании электромуфтой внутреннее пространство трубы на стыке не уменьшается
Однако такой способ пользуется большой популярностью благодаря тому, что уровень проходимости труб не снижается, поскольку на их внутренней поверхности грат не образуется. А в ограниченном пространстве, когда разместить габаритный агрегат для сварки не представляется возможным, этому способу альтернативы нет.
Соединение двух труб ПНД в прямолинейный участок производят чаще всего при помощи простой электромуфты. Но для выполнения этой операции пригодны также седловые отводы и электрофузионные тройники. Ниже пойдёт речь о том, как сваривать ПНД трубы своими руками с использованием именно электромуфт. Кроме рук, вам потребуется электрофузионный сварочный аппарат. Сварка выполняется полиэтиленовым сварным фитингом.
Этому изделию присущи некоторые особенности. В него встроены специальные спирали, служащие в качестве нагревательных элементов. Расплавленная от нагретой спирали часть тела фитинга соединятся с пластиком деталей, формирующих трубопровод. При этом спираль навсегда остаётся в монолитном шве. По такой технологии создаётся соединение высокой прочности. Однако она относительно дорогая. Чаще используется при сборке газопроводов.

На внутренней поверхности муфты расположены спирали, которые нагревают трубы
Проведение электромуфтовой сварки ПНД труб предусматривает выполнение следующих действий:
- с помощью специального резака трубопровод разрезается на части нужного размера;
- очистка от грязи и обезжиривание внутренней поверхности электромуфты и свариваемых поверхностей труб ПНД;
- нанесение на трубы рисок, позволяющих контролировать глубину ввода;
- для исключения дополнительного охлаждения свободные концы трубопровода закрываются заглушками;
- специальными проводами сварочный аппарат соединяют с электромуфтой и нажимают на аппарате кнопку «Старт»;
- окончание сварки осуществляется автоматическим отключением аппарата. Использовать полученное соединение можно не менее чем через час.
Важно! Обязательным условием выполнения качественной электромуфтовой сварки является неподвижность деталей во время процессов разогревания и остывания.
К сварным соединениям предъявляются следующие требования:
- располагаться сварной шов должен не ниже наружного уровня поверхности трубы;
- смещение свариваемых отрезков относительно друг друга не должно превышать 10 процентов от толщины стенки полиэтиленовой трубы;
- высота валика качественного сварного шва на трубах, толщина стенок которых не более 5 мм включительно, должна быть до 2,5 мм. Если соединяются трубы с толщиной стенок 6…20 миллиметров, его высота не должна превышать 5 мм.
Выбирая способ соединения, учитывайте условия эксплуатации создаваемого трубопровода. Только тогда вся система будет функционировать надёжно продолжительный отрезок времени.