Как сварить профильную трубу чтобы не повело?
Деформации при сварке. Способы борьбы с ними
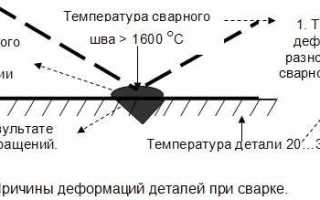
При нагреве до температуры сварки и последующем охлаждении детали испытывают деформации, что в конечном итоге приводит к физическому изменению их размеров и формы. Это изменение может быть заметно или незаметно невооруженному глазу. Термические деформации – это следствие возникновения внутренних структурных напряженностей металла, которые возникают из-за неравномерного распределения температуры и, соответственно, не одинакового изменения объема в различных сечениях детали в процессе ее охлаждения. Причинами появления деформаций конструкций (короблений и изгибов) в результате осуществления сварочных работ являются:
- Локализованный высокотемпературный нагрев и местное расширение объема металла в то время, когда остальная часть детали остается сравнительно холодной;
- Усадочные явления в наплавленном слое
- Фазовые превращения, которые испытывает металл при постепенном снижении температуры до комнатной.

Как минимизировать сварочные деформации?
Выбор вида сварки может сильно снизить деформации. Если применяется дуговая сварка, то наибольшие поводки будут при РДС, или как ее сегодня принято называть латинскими буквами ММА; они существенно снизятся, если использовать TIG (аргонную) и МIG/MAG (полуавтоматическую сварку). Применение PULSE режимов позволяет многократно снизить тепловложение в металл и уменьшить деформации, что очень хорошо видно на примере сварки тонколистовых сталей. Также следует отметить, что наибольшее деформирущее воздействие оказывает на изделие газовая сварка, так как под высокотемпературное влияние попадают значительные площади изделия; а наименьшее – сварка давлением (в вакууме, ультразвуком). Однако, чаще всего используется технология плавления дугой, поэтому далее речь пойдет именно про этот вид получения неразъемных соединений.
Технологические приемы, позволяющие снизить деформации при дуговой сварке
Первое, что приходит на ум каждому сварщику–любителю – это организация теплотвода, позволяющая несущественно, но снизить поводки стальных узлов. В качестве теплоотвода обычно применяют медные подкладки и другие приспособления. Есть более дешевый способ, такой как наложение влажного асбеста вблизи сварочного шва.
Техника выполнения работ также играет существенную роль. Для компенсации напряжений применяют сварку в шахматном порядке или путем поочередного плавления диаметрально противоположных участков соединения. Что имеется ввиду хорошо видно на примере сварной двутавровой балки, изображенной на рис.1. Цифрами обозначена последовательность проведения работ.

Сварка по принципу «обратной ступени» предполагает разделение линии соединения на небольшие участки с дальнейшей их сваркой в предложенном на рис. 2 порядке. Такой способ позволяет получить минимальные деформации, так как выполняется одновременно два принципа, позволяющих достигнуть такого результата, это:
- Короткий шов;
- Последовательность его наложения, позволяющая скомпенсировать коробления.
Если узел имеет свободные допуски, можно применить метод обратной деформации. В таком случае лист выгибается на величину сварочной деформации (которая может быть установлена опытным путем) в направлении обратном направлению ее действия.

Еще один простой способ уменьшить поводки металла – поставить прихватки перед тем, как начать сварку сплошным швом, используя при этом один из способов, указанных выше по тексту; или заневолить деталь с помощью оснастки.
Минимизировать деформации поможет:
- сопутствующий местный подогрев изделия горелками или предварительный — в электропечи
- Послесварочная термообработка
- Или же проковка в горячем и остывшем состоянии
- Рихтовка изделий в холодном состоянии
- Практически полностью снимает внутренние сварочные напряжения высокий отпуск при Т=550 -560 оС
Очевидно, что любой высокотемпературный нагрев на воздухе приводит к изменениям размеров и формы изделия. Степень изменений может быть заметна невооруженным глазом или же при проведении контроля с помощью различных инструментов: штангенциркуль позволит измерить линейные размеры, индикатор на стойке поможет проконтролировать биения. Полностью избавиться от деформаций невозможно. Однако, есть еще способы значительно их уменьшить или же вообще от них избавиться после окончательной механической обработки путем:
- Выбора оптимальной конструкции изделия;
- Организации достаточных для полного удаления поводок припусков.
Добавить комментарий Отменить ответ
Для отправки комментария вам необходимо авторизоваться.
Cтоит ли ПОКУПАТЬ, отзывы сварщиков:
 Сварочный трансформатор PATRIOT 200AC 102,00 ₽
Сварочный трансформатор PATRIOT 200AC 102,00 ₽- Зарядное устройство GreenWorks G24C 2490,00 ₽
- Стабилизатор напряжения PRORAB DVR 1000 2597,22 ₽
- Стабилизатор Ресанта АСН-2000 Н/1-Ц Lux 3610,00 ₽
- Стабилизатор напряжения Ставр СН-2000 3920,00 ₽
- Сварочный аппарат BauMaster AW-79161 3990,00 ₽
- Hitachi AB17 зарядное устройство 4076,87 ₽
 Сварочный трансформатор PATRIOT 200AC 102,00 ₽
Сварочный трансформатор PATRIOT 200AC 102,00 ₽ Зарядное устройство GreenWorks G24C 2490,00 ₽
Зарядное устройство GreenWorks G24C 2490,00 ₽ Стабилизатор напряжения PRORAB DVR 1000 2597,22 ₽
Стабилизатор напряжения PRORAB DVR 1000 2597,22 ₽ Стабилизатор Ресанта АСН-2000 Н/1-Ц Lux 3610,00 ₽
Стабилизатор Ресанта АСН-2000 Н/1-Ц Lux 3610,00 ₽ Стабилизатор напряжения Ставр СН-2000 3920,00 ₽
Стабилизатор напряжения Ставр СН-2000 3920,00 ₽ Сварочный аппарат BauMaster AW-79161 3990,00 ₽
Сварочный аппарат BauMaster AW-79161 3990,00 ₽ Hitachi AB17 зарядное устройство 4076,87 ₽
Hitachi AB17 зарядное устройство 4076,87 ₽Сварка профильной трубы: правила формирования надежного соединения
Сварка профильных труб своими руками является куда более сложной задачей, чем это может показаться на первый взгляд. На самом деле даже человеку, хорошо владеющему сварочным аппаратом, придется очень постараться, чтобы получить надежную конструкцию, соответствующую заданным габаритам. Что уже говорить о новичках, которые только осваивают эту технологию?
Однако справиться с таким заданием все же можно, и кроме практики (без нее никуда!) для обеспечения приемлемого результата необходима фундаментальная теоретическая подготовка.

Монтировать такие детали можно несколькими способами
Особенности процесса
Плюсы профильной трубы

Преимущества материала позволяют возводить самые сложные конструкции
Достоинства профилированных стальных изделий в качестве сырья для сварных конструкций вполне очевидны:
- Во-первых, трубы производятся по стандартным размерам, что существенно облегчает их совмещение, особенно при торцевом соединении.
- Широкий ассортимент сечений позволяет подобрать детали для любой конструкции. Так что если мы захотим, например, сварить ворота из профильных труб, то без труда найдем элементы и для стоек, и для каркаса, и для заполнения.
- Еще один плюс – равномерная толщина металла. Это очень важно именно при сварке, поскольку во много определяет надежность шва.
- Наконец, очень удобным является то, что работать нам придется с уже выровненной кромкой и достаточно гладкими поверхностями. При производстве профильной трубы существуют достаточно строгие допуски, и обычно отклонения не превышают долей миллиметра.
Обратите внимание!
Все эти преимущества характерны в первую очередь для изделий, которые были произведены в заводских условиях согласно ГОСТу и по установленному сортаменту.
Профильная труба кустарного изготовления (например, вальцованная из круглой заготовки) обычно имеет значительно большие отклонения по размерам, и потому при монтаже ведет себя непредсказуемо.

Комбинация круглых и профилированных деталей также возможна
Основные затруднения
Однако сам процесс сварки труб квадратного и прямоугольного сечения включает целый ряд нюансов:
- Во-первых, при нагреве изделия изменяется его конфигурация, зачастую куда сильнее, чем у круглой трубы. Часто это приводит к тому, что вся конструкция деформируется, причем направление и степень деформации определяется размещением и количеством сварных швов.
- Во-вторых, при торцевом соединении возможно образование областей повышенного напряжения на углах. Связано это со сложностью формирования на этих участках валиков из расплавленного металла и неравномерным прогревом.
- Кроме того, такая методика монтажа может привести к частичному перекрытию просвета трубы раскаленным и затем застывшим металлом. Если вам важно, чтобы детали оставались пустотелыми – учитывайте такую возможность.

Чтобы деталь не «повело», ее нужно фиксировать
Естественно, настоящих мастеров эти сложности обычно не останавливают. Так что после внимательного изучения технологии и отработки навыков на практике варить профиль можно «на ура».
Методика работы
Подготовка конструкций
Успех мероприятия во многом зависит от того, насколько качественно мы к нему подготовимся. Например.
Перед тем, как сварить калитку из профильной трубы, стоит выполнить такие операции:
- Для начала подбираем детали с необходимой длиной и сечением. Подрезку по размеру стоит делать с помощью пилы по металлу, а не сварочного аппарата – так кромки получатся более ровными, и в дальнейшем нам будет куда проще с ними работать.

Станок для порезки
- Далее – выравниваем все трубы. Обычно именно на участках с кривизной деталь начинает «вести» при нагреве.
- После этого очищаем соединяемые участки от ржавчины, зачищая их до блеска либо металлической щеткой, либо шлифовальной машинкой.
- Если необходимо – выравниваем кромки таким образом, чтобы при совмещении двух элементов зазор был минимальным. Чем тщательнее будет проведена эта операция, тем меньше сил мы затратим собственно при сварке.
- Далее укладываем все элементы в том положении, в котором они будут находиться в готовой конструкции. При выполнении сварных работ желательно дополнительно фиксировать монтируемые детали, чтобы они не деформировались и не смещались относительно друг друга. Снимать фиксацию стоит только после остывания сварного шва.

Подготовка элементов конструкции
Дуговая сварка
Итак, детали готовы к работе, можно начинать их монтаж. И здесь могут использоваться две методики: электрическая или газовая сварка. Ниже мы подробно рассмотрим их обе.

Подбор оптимального электрода очень важен
Для электрической дуговой сварки нам понадобится сварочный аппарат. Цена подобных устройств довольно велика, потому стоит приобретать его лишь тогда, когда вы планируете работать с металлом более-менее регулярно. Для разовой работы желательно взять аппарат в аренду, тем более что возможностей для этого обычно хватает.
Следующий момент – подбор электрода и режима работы. Здесь на помощь придет такая таблица:
| Толщина стенки трубы, мм | Диаметр электрода, мм | Ток на аппарате, А |
| 2 и менее | 1,5 – 1,6 | до 50 |
| 2 – 3 | 2 | 40 – 80 |
| 2 – 3 | 2,5 | 60 – 100 |
| 3 – 4 | 3 | 80 – 100 |
| 4 – 6 | 4 | 120 – 200 |
| 6 – 8 | 5 | 175 – 250 |
| 10 – 24 | 5 – 6 | 220 – 300 |
| до 50 | до 8 | 300 – 400 |
Совет!
Данные значения носят рекомендательный характер, потому перед началом работы следует выполнить тестовую сварку на небольших отрезках трубы с целью проверки качества полученного шва.
Сам процесс соединения выполняем так:
- Детали фиксируем на сварочном столе или на вспомогательных приспособлениях.
- В нескольких местах выполняем точечную сварку, «прихватывая» трубы друг к другу. Обычно хватает фиксации в четырех – пяти точках на всех гранях трубы.

Точечная фиксация по углам
- После завершения прихватки контролируем положение деталей. При необходимости ударами молотка исправляем позиционирование.
- Далее начинаем проваривать стыки соединяемых труб, формируя на каждом валик из расплавленного металла, который затем оформится в виде сварного шва.
- При этом дугу ведем таким образом, чтобы кромки труб успевали расплавиться, но сам металл не проседал в полость изделия.

Работа на месте
- Толстостенные трубы свариваем в несколько приемов, постепенно соединяя все слои металла. При этом каждый следующий проход делаем в направлении, противоположном предыдущему: так мы обеспечим закрепление оптимальной структуры металла.
Совет!
После выполнения каждой операции контролируем геометрию изделия: длинные трубы обычно начинает «вести» именно после сваривания длинных швов, когда на поверхности металла формируются большие области напряжения.

Сварные швы (на фото) требуют зачистки
После завершения работы даем конструкции остыть, а затем приступаем к зачистке сварного шва. В дальнейшем эти участки требуют максимально качественной защиты от коррозии, поскольку металл, подвергнутый воздействию высоких температур, ржавеет значительно быстрее.
Газовая сварка
Инструкция по сварному соединению профильных труб с применением газовой горелки будет, естественно, довольно сильно отличаться:

- Подготовку выполняем по той же схеме, что и при дуговой сварке.
- Перед началом работы покрываем все стыкуемые поверхности порошковым флюсом, который будет способствовать упрочнению шва.
- Готовим присадочную проволоку: оптимально, если по составу она будет совпадать с металлом, из которого изготовлена труба.
Далее начинаем соединение.
Делать это можно двумя способами:
- Для тонкостенных деталей подойдет шов «справа налево». При этом горелкой мы проводим по свариваемым кромкам, а проволоку-присадку подаем впереди горелки. За счет равномерного расплавления присадки и кромок обеспечивается формирование аккуратного и при этом надежного шва.

Схема движения пламени горелки справа налево
- Трубы со стенкой более 5 мм обрабатываем слева – направо. Пламя горелки направляем на сваренную зону, а присадку подаем за горелкой. В этом случае все процессы проходят гораздо быстрее, так что скорость работы возрастает. С другой стороны, шов получается не таким ровным и требует доработки после остывания.
Как и в случае с электросваркой, на каждом этапе контролируем положение деталей. Если отмечается хоть малейшая деформация, тут же выравниваем конструкцию и обеспечиваем более прочную фиксацию.
После остывания труб зачищаем швы абразивом и наносим на них антикоррозионное покрытие.
Вывод
Конечно, даже достаточно подробного ответа на вопрос о том, как варить профильную трубу, недостаточно для успешного применения знаний на практике. Чтобы результат вышел хотя бы удовлетворительным, стоит внимательно изучить видео в этой статье, а затем опробовать представленные там методики на небольших образцах, желательно под руководством опытного наставника. Только так вы сможете освоить данную технологию монтажа на достаточно высоком уровне.
Сварка профильных труб
Для создания прочных и легких конструкций из профильных труб применимы три метода сварки: электродуговая, контактная, газовая. У каждого есть свои особенности, недостатки, преимущества.
Прокат можно соединять под любым углом, в любой плоскости, при этом не нарушается целостность профиля, не повреждается внутренняя поверхность. При сварке профильной трубы необходимо учитывать толщину стенки.
Особенности и характеристики профильных труб
Пустотелый прокат различного профиля производится из низкоуглеродистых или низколегированных сталей. По сечению профиль подразделяется на:
- овальный;
- плоскоовальный;
- многогранный;
- прямоугольный;
- квадратный.

Наибольшей популярностью пользуется квадратная труба из-за равномерно распределённых ребер жесткости и легкости монтажа. Из нее выполняют лестничные перила, уличные конструкции, каркасы ворот, теплиц, элементов городской среды: беседок, скамеек, игрового инвентаря. Пустотелый прокат при низком удельном весе отличается большой прочностью, металлоконструкции способны выдерживать большие динамические и статические нагрузки, если качественно выполнен стык.
Виды сварочных соединений профильных труб
Выбор метода и температурного режима обусловлен толщиной стенок труб, так как деформационное напряжение у профиля выше, это особенно актуально для торцевого крепления, важно, чтобы конструкцию не повело.
- Дуговая, применяется для проката со стенкой от 2 до 6 мм.
- Газовая, не применяется для тонкостенного проката из-за быстрого расплава стали с последующей деформацией.
- Контактная, требует специального оборудования.
Электродуговая сварка
Такой метод позволяет создавать крепеж в любых, даже труднодоступных частях конструкции. Для работы необходимо использовать электроды и аппарат. Работу реально выполнить своими руками, основные ее этапы:
- При касании электродом металла появляется дуга, в этот момент необходимо быстро отвести руку с держателем от рабочей зоны;
- Плавными движениями постепенно наплавляют шов, важно, чтобы металл не скапывал, а растекался по поверхности равномерно;
- Процесс спайки непрерывный, пауза делается только при смене электрода.
- В финишной точке шва, чтобы не было трещин на металле, оставляют дугу на пару секунд, только затем отводят руку.
Возможные виды крепления электросваркой:
- тавровое;
- двух поверхностей внахлест;
- под углом;
- стыковое.
Выбираем электроды для дуговой сварки
Они бывают двух видов:
- образующие расплав при температуре дуги, таким электродом заполняют пространство между кромок;
- жаропрочные, не расплавляющиеся от температуры дуги, в этом случае необходимо дополнительно применять припои.
- сварка инвертором осуществляется электродами типа ОЗЛ, пригодными для нержавеющих сталей;
- какими электродами варить 2 мм профиль – только неплавящимися вольфрамовыми, с сечением не выше 1,5 мм;
- для стенки от 2 до 3 мм нужен 2 мм электрод;
- если толщина от 4 до 6 мм, выбирают 4-х миллиметровые следующих марок: УОНИ-13/55 с основным видом обмазки; МР-3, они легко зажигаются; АНО – универсальные.
Газовая сварка
Поверхности варятся при возгорании смеси ацетилена и кислорода, шов образуется за счет флюса и сварочной проволоки. Газовая сварка используется только для профиля со средней и толстой стенкой, при соединении тонкостенных профилей возможно прогорание и деформация шва. Описание процесса:
- На свариваемые поверхности наносят флюс;
- Присадочная проволока при сваривании тонких стенок вводится в разогретый шов справа налево за горелкой, для толстостенных швов в обратном направлении, до нагрева металла;
- Образовавшийся стык освобождают от окалины, проводят его зачистку, делают антикоррозионную обработку.

Контактная сварка
Этот способ считается наиболее надежным, основан на молекулярном скреплении двух стенок трубы. Слои металла разогреваются насквозь электрической дугой, затем путем сжатия образуется диффузионный слой однородной структуры. Такой вид сварки требует специального оборудования, поэтому в быту не встречается.
Полезные советы
Качество соединения зависит от соблюдения технологии. Необходимо учитывать особенности подготовки поверхности: ее необходимо обезжирить, зачистить, проверить ровность кромки, со стенок свыше 4 мм для дуговой предварительно снимают фаску. При газовой горелку не держат в определённом положении, а раскачивают.
Как сварить профильную трубу под 90 градусов
Для правильного распределения нагрузки при монтаже конструкции делается расчет сварки углом по специальным формулам. Чаще при монтаже делается соединение под 90°.
Как правильно варить профиль под прямым углом:
- Нужна ровная поверхность, на ней укладывают фрагменты конструкции.
- Затем правильно делаются срезы, для точности используют магнитные угольники, косынки.
- После подготовки поверхности узел фиксируется.
- Прихватывается в нескольких точках, только после этого делается основной шов.
Как варить тонкие трубы
Важно понимать, что нужно делать, чтобы не прожечь трубу:
- не использовать газовый метод;
- при дуговой сварке правильно выбирать электроды;
- сила тока для сваривания тонкостенных профилей не должна быть выше 60 А;
- удобно применять технику отрыва – делать точечный шов;
- «вкладыши» обеспечивают ровного стыковое скрепление без прожогов.
Сварка встык
Для прочного соединения сначала рекомендуют в нескольких местах прихватить профиль. Обварка тонких стенок делается однократным проходом, толстые проходят электродом многократно.
Сварка профильных труб со стенкой 2 мм
- Авторизуйтесь для ответа в теме
#41 saper24

Популярное сообщение!
Ну так вот. Хотя времени свободного и не много у меня сегодня было, но покопался чуток ради любопытства.
Итак, смысл в чем. Брал профтрубу различного сечения со стенками 2 мм и 1,5 мм. Делал стыки без зазора и пускал по ним электрод в свободное плавание.


Угол как вы видите острый, дабы кончик электрода в ванну не лез и дуга ее не пробивала. Первый подопытный профтруба со стенкой 2мм. Но как потом оказалось я стык собрал из двойки и полторахи. Штангена под руками не было. Стал подбирать ток.
Первая дыра это от 100А тройкой ОК46.00. Следующая дыра и участок шва перед ней от 90А . От дыры и далее ток 80А, электрод тот же.

С током на котором не прожигает вроде определился. С лева на право второй участок 80А. Маленький кусок шва, металл не прогрет. Первый длинный участок это варено с рук без колебаний, просто тянул на токе 100А. Шов получился узкий и высокий, провара нет, скорость большая. Рука вихляла.

Пристрелка закончена. Прошел свободным полетом 10см. Вот что вышло.

Как видите в начале пока металл холодный, валик выходит высокий, а дальше ванна проседает но не проваливается на всем протяжении. Вырезаю кусок где ванна просела. Вид с зади, хороший обратный валик. Справа виден заводской шов.

Это лицо, это обратка.


Это срез. Хорошо видно что обратный валик даже больше чем высота шва с лицевой стороны. При шлифовке такой шов не ослабишь и металла снимать не много.

Далее те же самые манипуляции, только электрод Кисвел 6013. Верхняя профтруба 40*20 со стенкой 1.5мм. Нижняя это микс из двойки и полторашки, профтруба 100*50, торец. Опытным путем подобрал ток. В первом случае 40А, во втором 50А.

Вырезал для осмотра. Это 50А, стык двойки и полторашки. Провар полный, но без обратного валика.



Стык полторашек, ток 40А. Провар полный, обратный валик еле заметный.



Итак. Из за большего тепловложения тройка на мой взгляд показала лучший результат. Шов практически плоский и после шлифовки все равно останется хорошее усиление в виде обратного валика. Двойка дает более высокий шов, а при попытке подбавить току неизменно прожигала. Ванну просадить не удалось, поскольку двойка и так на максимально комфортных токах горела.
Как видно из опыта, возюкать электродом по металлу и выводить сложные крендельки на тонких стенках вовсе не обязательно. Этим вы только больше греете площади, увеличивая шанс провалить ванну. Крутые углы ведения электрода так же дают больше проблем чем помощи. Дуга имеет силу и лишь помогает ванне выпасть. Тройка дает более крепкий вариант стыка при данном способе. Конечно рукой сделать то же самое сложнее, но посудите сами что выходит. Аппарат при правильной настройке львиную долю работы делает сам. Ему главное не мешать и тонкий металл не будет такой уж проблемой.
Ну и разумеется при стыках с зазором такие фокусы не пройдут. С двойкой сто процентов, она мало металла дает. Троечкой в отрыв и быстрее и надежнее чем двойкой!
Особенности сварки инвертором профильной трубы
Профильные трубы широко применяются при изготовлении легких по весу металлических конструкций, к примеру, каркасов теплиц и парников, опор заборов и ограждений для частных домов и т.п.
Особенностью трубного проката считают квадратное или прямоугольное сечение, поэтому сварка профильной трубы характеризуется определенным особенностями, без учета которых получить действительно качественно сварочное соединение не получится.
- Особенности сварки профильных труб
- Обобщенно о сварке профильной трубы
- Варим трубы электродуговым агрегатом
- Сварка трубы газовым оборудованием
- Подведем итоги
Особенности сварки профильных труб
Профильная труба представляет собой особую разновидность металлопроката, изготавливаемую из углеродистой или нержавеющей стали путем литья стальной трубы с круглым сечением и ее последующей формовки.
Сечение материала может меняться в пределах от 10х10 и до 500х400 мм, что позволяет подобрать актуальный вариант с учетом конкретной нагрузки на металлоконструкцию. Толщина стеночек тубы в зависимости от параметров ее сечения меняется в диапазоне 1-22 мм.
Трубный прокат ‒ это особенный вид строительного металлопроката, который актуален для возведения легких металлических конструкций.
 Чертеж профильной трубы.
Чертеж профильной трубы.
Основные достоинства материала:
- низкий вес, что позволяет снизить трудозатраты при монтаже металлической конструкции;
- широкое разнообразие размеров;
- стандартные размеры по типу труб, что облегчает их торцовую стыковку при сварке;
- равномерная толщина стеночек, ровная гладкая поверхность профильного проката снаружи и внутри.
Сваривание специальным оборудованием и электродом является наиболее популярным на отечественном рынке видом термообработки металлопроката.
Сварка профильных труб позволяет создать каркасы поликарбонатных теплиц, опоры заборов бытового назначения, ворота для гаражей и частных коттеджей, коммуникационные системы разного вида и назначения.
Но выполнять сварные операции важно с учетом особенностей этого материала, без знаний о том, как правильно создавать сварные швы на металлопрокате, отменных результатов работы ждать не стоит.
Обобщенно о сварке профильной трубы
Приведем общие сведения, которые должен уяснить мастер при работе с трубным прокатом:
- под воздействием высокой температуры трубы с профильным сечением в большей мере деформируются, чем круглые изделия;
- при расплавлении металла внутреннее пространство трубного проката может заполниться и перекрыться, если же пустотелость изделия крайне необходима, важно контролировать отсутствие капелек металла внутри трубы;
- при торцевом соединении металлопроката с профильным сечением из-за неравномерного нагрева или неправильного формирования валиков может появиться высокое напряжение на углах изделия.
Толщина стеночек металлопроката меняется в довольно широком диапазоне значений, но именно сварка тонкостенных труб требует от мастера наличия определенных знаний и навыков.
Способы сварки профильных труб.
Работа с тонким металлом не так проста в сравнении со сваркой инвертором толстостенных труб, так как при работе нужно учитывать ряд важных моментов:
- для создания сварных соединений на металлопрокате требуется ток от 10 до 60 А;
- электроды для сварки тонкостенного профиля должны иметь диаметр 0,5-2 мм, но никак не более;
- шов выполняется в один проход;
- качество соединения во многом определяется скорость сваривания;
- мастер должен успеть осуществить сварку профиля до того момента, пока рабочие кромки не остынут.
При внимательном изучении описанных рекомендаций, сварка ворот своими руками из профильной трубы не составит труда даже для малоопытного мастера. Если же выполнять такую работу без знания специфики металлопроката, конструкции не получатся надежными, прочными и долговечными.
Не менее важно при работе с профильными трубами не ошибиться с выбором электрода, так как от этого зависят эксплуатационные параметры сварного шва.
Сварщик должен обратить особое внимание на сечение сварной проволоки: чрезмерно тонкий электрод станет причиной нестабильности горения дуги, а электрод с большим сечением может прожигать тонкостенное изделие.
Подбор диаметра сварной проволоки нужно осуществлять с учетом толщины стеночек металлопроката:
- если сечение трубы металлопроката не превышает 2-х мм, актуален электрод с диаметром 1,5 мм;
- профильная труба с сечением 2-3 мм варится электродом с диаметром 2 мм;
- металлопрокат с сечением 4-6 мм требует применения сварной проволоки с диаметром 4 мм.
Важно! Электроды бывают двух видов: плавящиеся и неплавящиеся. Последние используются при сварке металлопроката исключительно в тандеме со специальными присадками из сплавов олова, латуни и других металлов высокой мягкости с примесями фосфатов.
Сварка фермы или иного рода конструкций из металлического профиля может осуществляться разными способами, но наиболее популярны из них следующие варианты:
- электродуговая;
- газовая.
Расскажем об этом более подробно далее.
Варим трубы электродуговым агрегатом
Сварка квадратных труб электродуговым оборудованием своими руками не считается сложной технологией. Выполнить такую сварку просто даже мастеру с минимальным опытом сварных операций, поэтому данный метод соединения металлопроката очень востребован среди сварщиков.
Электродуговой агрегат позволяет без труда сваривать изделия в труднодоступных местах.
Важно! Посредством дуговой сварки можно варить металлические тубы любого сечения и любой толщины стеночек. Но если металлопрокат имеет стенки с толщиной, превышающей 4 мм, сварные операции с ним должны осуществляться при условии выполнения предварительной подготовки сварной кромки с торца изделия.
Особенности сварки профильных труб. Электродуговая сварка ферм своими руками из профильной трубы требует наличия сварного аппарата и электродов, а также защитной одеждой и специальных фиксаторов для профилей.
Технология может реализоваться разными методами:
- выполнение соединений встык;
- организация сварных швов внахлест;
- тавровые швы;
- соединения, выполненные под удобным углом.
На заметку! При сварке фермы из профильной трубы специалисты рекомендуют располагать швы в нижней позиции, если это допускают условия работы.
Изготовление разного рода металлоконструкций из профильных труб стоит организовывать в условиях специальных помещений. К примеру, сварку раздвижных ворот стоит выполнять в мастерской или просторном гараже, приспособленном под данную работу.
Концы свариваемых труб следует зачистить и обезжирить перед началом работы, чтобы обеспечить кромкам изделий максимальную цепкость.
Если толщина стеночек металлического профиля превышает 4 мм, следует подготовить кромку посредством фаскоснимателя. Это позволит сформировать шов в несколько слоев и сделать стык более долговечным и надежным.
Металлопрокат с меньшей толщиной варят в один шов. При этом детали важно зафиксировать на специальном столе. Трубу с меньшей толщиной стенок нужно сваривать в один шов, также закрепляя детали на специальном столе.
Если металлопрокат имеет сечение более 10х10 мм, специалисты рекомендуют наносить точечные прихватки в некоторых местах и только потом выполнять сварку. Скорость ведения электрода подбирают исходя из скорости плавления металла, но нельзя допустить его протекания во внутренний просвет изделия.
Схема сборки стыка профильных труб.
Чрезмерно медленная скорость ведения электрода приводит к прожигу при сварке тонкостенного металла. Электрод двигают елочкой или из стороны в сторону.
Режим дуговой сварки профильных труб полностью зависит от типа и силы тока, диаметра сварной проволоки, а также выбранной полярности. При этом силу тока подбирают в пределах 20-90 А, учитывая сечение сварного электрода.
Если профилированные трубы варят электродом малого сечения, понадобится постоянный ток с обратной полярностью. При выполнении сварного шва на поверхности образуется шлак, который нужно периодически сбивать.
Также следует учитывать, что зачищенный после остывания сварочный шов будет более надежным, если обработать его специальными антикоррозийными средствами.
Проблематика вопроса заключается в том, что разогретый до высокой температуры сварной шов гораздо быстрее покрывается ржавчиной, теряя прочностные характеристики. Обработка антикоррозийным составом не займет много времени, но значительным образом продлит срок службы металлоконструкции из профильной трубы.
Сварка трубы газовым оборудованием
Но если отсутствует возможность подключить сварное оборудование к электричеству, для сварки тонкостенных труб приходится применять газовый агрегат.
Подготовка и сварка труб по шаблону.
Существуют две технологии применения газосварочного оборудования:
- Мастер должен двигать присадкой по направлению за горелкой слева на право, поэтому такую технологию называют правой.
Достоинства такого метода заключается в хорошем прогревании зоны сваривания и прекрасной видимости рабочей зоны, что позволяет добиться высокой производительности и снизить расход газа. Но применяют правую технологию только для профильных труб с толщиной стенок не менее 5 мм. - Левый способ предусматривает движение горелки справа налево и актуален для тонкостенного металлопрофиля.
При этом проволоку перемещают впереди горелки.
Газовая сварка выполняется поэтапно.
На начальном этапе работы требуется подготовить следующие материалы:
- баллоны с ацетиленом и кислородом;
- редуктор;
- присадку;
- газовую горелку и наконечники для нее;
- шланги, обеспечивающие подачу газа к месту сваривания металла;
- флюс.
Важно! Газосварка не рекомендуется к применению, если объектом сварных работ выступает профильная труба с тоненькими стенками. При таких условиях герметичность сварного шва слишком часто вызывает сомнения, так как чрезмерно высок риск быстрого расплавления металла.
Использование газовой сварки для соединения профильных труб.
На следующем этапе работы нужно обезжирить подготовленные металлические детали и зафиксировать их на специальном столе. Кромку изделия обрабатывают флюсом в виде пасты, чтобы предотвратить образование окиси в процессе сварки.
Специалисты настаивают, что угол скоса кромки непременно должен равняться 30 градусам, чтобы появилась возможность организовать несколько высококачественных рядов сварного шва.
Подача пламени обеспечивается смесью из ацетилена и кислорода. Между свариваемых металлических труб подают присадочный материал перед пламенем горелки. От высокой температуры пламени металл профильной трубы и присадки начнет плавиться, вследствие чего образуется качественный сварной шов.
Горелку при этом нужно двигать справа налево. При сварке трубопроводов встык с толстыми стенками пруток нужно подавать за пламенем горелки, а саму горелку двигают слева направо.
Важно подобрать нужные по размеру электроды для сваривания профильной трубы, чтобы выполнить сварные операции максимально качественно.
На заметку! Обязательно следите за геометрией свариваемых изделий при изготовлении калитки сварочным агрегатом или других конструкций из профильных труб во избежание перекоса изделия.
Подведем итоги
Чтобы создавать конструкции по типу каркасов парников, ворот для гаражей или частных домов из металлопроката, важно знать, какими электродами стоит варить профильную трубу, выбрать наиболее подходящий условиях работы метод сварки и ознакомиться с нюансами работы с таким материалом.
Соблюдайте правила работы с металлопрокатом, чтобы получить наилучшую свариваемость металла и максимально долговечные и прочные сварные швы.