
Как соединять полипропиленовые трубы в домашних условиях?
Как соединить полипропиленовые трубы – обзор проверенных способов стыковки
По сравнению с металлическими и металлопластиковыми трубами полипропиленовые аналоги дешевле, долговечнее и надежнее. Еще один важный аргумент в их пользу − простота соединения и герметика стыков, что позитивно отражается на жизнеспособности всей трубопроводной системы.

С какими деталями стыкуются изделия из полипропилена
Если вы не знаете, как соединить полипропиленовые трубы, наши разъяснения окажутся кстати. Данная разновидность труб востребована при подготовке магистралей водопровода, отопления и орошения. Из-за долговечной эксплуатации полипропиленовых труб в сети водоснабжения, а это примерно полвека, такой вид все чаще предпочитают в качестве замены изношенных линий. А также данные трубы превосходно комбинируются со вспомогательными элементами из стали и полиэтилена.
Все трубы из полипропилена, согласно сфере применения, классифицируются на виды:
- Обычные трубы для монтажа трубопроводов с холодной водой (PN 10, 16).
- Универсальные толстостенные трубы для проведения отопительной системы, выдерживающие горячую воду с температурой +80ºC (PN 20).
- Композитные трубы, имеющие прослойку из металла или капрона, счищаемую при спайке. Применяются для монтажа системы отопления, где предельная температура горячей воды может достигать +95ºC (PN 25).

Соединения труб из полипропилена отличает отсутствие швов между составляющими трубопровода.
При их диаметре меньше 50 миллиметров можно воспользоваться всевозможными фитингами:
- муфтами для соединения участков одного поперечного размера;
- крестовинами для образования разветвлений;
- заглушками для герметизации концов трубы;
- переходниками для стыковки трубных изделий всевозможных диаметров;
- штуцерными фитингами для соединения труб с гибкими шлангами.

Если вы решили выполнить монтаж пропиленовых труб своими руками, то, в первую очередь, нужно купить или взять в аренду особый паяльник с насадками.
В придачу к нему потребуются:
- ножницы для труб из пластика;
- рулетка, маркер для разметочных работ;
- зачистка для трубных поверхностей.
Сваривание труб
Стыковка составляющих трубопроводной магистрали заключается в их обязательном нагревании и оперативном соединении частей. Для сварки труб используют бытовые аппараты мощностью до киловатта, которой вполне достаточно для оперативного и безупречного разогрева материала. В промышленном производстве применяют более сильные и дорогостоящие приборы. Покупая для этих целей специальный паяльник, вы дополнительно получаете насадки к трубам всевозможных диаметров. Трубу из полипропилена нужно прогревать снаружи, а фитинги − изнутри.

Как пользоваться паяльником? Во-первых, его нужно подключить к электросети и установить требуемую для разогрева температуру, которая зависит от величины поперечных сечений подлежащих свариванию пластиковых труб. Средняя температура варьирует от +250̊ до +270̊C.
Во-вторых, необходимо обязательно надеть защитные перчатки во избежание ожогов даже при малейшем касании к раскаленным деталям. При сваривании труб в домашних условиях важно соблюдать осторожность и основные требования техники безопасности. Читайте также: «Какое соединение полипропиленовых труб надёжнее – виды и особенности стыковки».
Спаивание труб
Рассмотрим соединение труб методом спаивания:
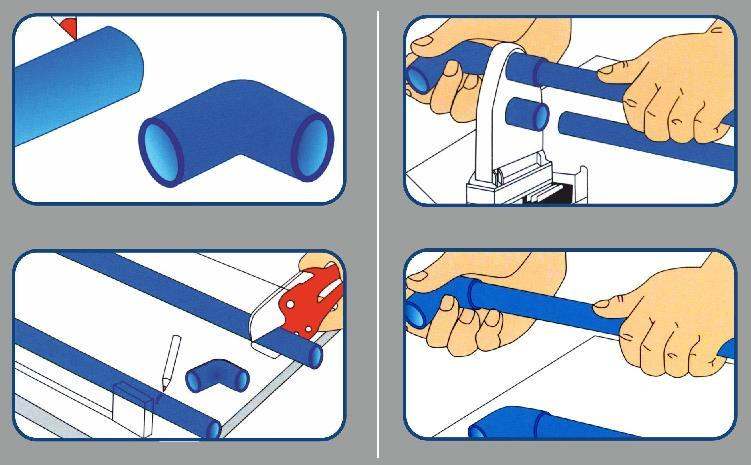
- С помощью ножовки или острых ножниц, не деформирующих пластик, отрезать трубы под углом 90̊. Если вы не знаете, как отрезать трубу под углом, нужно прочесть дополнительную информацию.
- При наличии на торце заусениц тщательно их счистить.
- Разметить глубину спайки, т.е. отмерить на трубе участок определенной длины для вхождения в муфту или тройник и нарисовать маркером риску. Помнить, что длина погружения в соединяющий элемент находится в прямой зависимости от диаметра изделий. Чем крупнее трубы, тем глубина спаивания должна быть больше.
Алгоритм действий немного изменится, если трубы армированные. Тогда перед процессом спаивания нужно обработать верхний слой трубного изделия, включающий фольгу из алюминия, волокно из базальта или капрона. С помощью специального инструмента легко удалится необходимая величина слоя. Нужно обратить особое внимание на тщательность снятия фольги. Даже незначительные ее излишки на трубе негативно отразятся на герметичности спайки.

Дальнейшие действия процесса спаивания:
- Установить на гладкую и надежную поверхность паяльник с насадками, которые заранее подобраны согласно диаметру труб.
- Одновременно на раскаленную насадку с двух сторон насаживают трубу и фитинг, продвигая до нанесенной маркером разметки.
- Разогреть пластик, выдержав определенное время, которое зависит от диаметрального размера труб. Например, если величина поперечного сечения изделия составляет 20 мм, то для разогрева достаточно 6 сек; если 32 мм — 8 сек.
- Затем элементы снимают с насадки и обеспечивают прочную фиксацию друг в друга. Ни в коем разе не производить поворотных движений.
- Чтобы обеспечить прочное сцепление стыка, нужно выдержать 4-10 сек. Этого времени будет достаточно для качественного застывания полипропилена и получения неразъемного соединения.
Обратите внимание, что очень важно соблюсти необходимое время нагрева. Если разогрев недостаточный, могут образоваться протечки. Излишний перегрев приведет к запаиванию пространства внутри трубы и возникновению оплыва. Не стоит его тут же удалять, т.к. разогретый пластик начнет деформироваться еще больше. Лучше подождать, пока изделие окончательно остынет, а потом удалить излишки.
Наши советы
Прежде чем приступить к процессу спаивания труб, лучше выполнить парочку тренировочных стыков. Проще работать с небольшими соединениями, установив аппарат для сварки прямо на столе. Так можно проверить, насколько правильно выполняется спайка труб.
А вот присоединять элементы к частично готовому трубопроводу будет сложнее:
- На трубу из полипропилена надеть насадку паяльника, в другую часть вставить тройник, держа сварочный аппарат на весу.
- При подготовке магистрального водопровода обязательно чередование последующих соединений. На труднодоступных участках лучше избегать стыковочных работ из-за сложности пользования паяльником.
- Материал должен быть сухим и чистым, потому что присутствие грязи и воды снизит качество стыка. Известно, что материал, если он мокрый, может деформироваться при нагревании.
- Все изделия (трубы, фитинги) приобретать от одного изготовителя, потому что химический состав элементов от разных производителей может отличаться, что в конечном итоге приведет к негерметичному соединению.
- Температурный режим в помещении, где ведутся работы с полипропиленом, должен быть оптимальным и не ниже +5̊C.
Соединение труб методом обжима
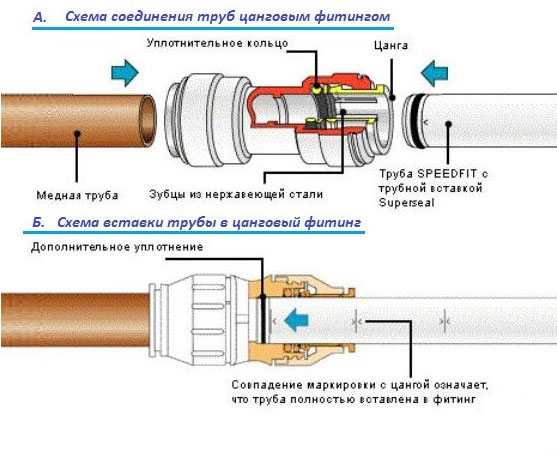
Нередко для ремонта потребуется разборка трубопровода. Если соединение составляющих магистрали выполнено методом спайки, что надежно и долговечно, то разобрать его практически нереально. Давайте рассмотрим, как соединить полипропиленовые трубы без паяльника, который не всегда можно купить либо арендовать у знакомых. В данном случае потребуются резьбовые фитинги с прижимным кольцом, которые получили название − цанговые (обжимные). И не зря, ведь такого рода соединение выдерживает нагрузку до 16 атмосфер.
Чтобы методом обжима состыковать между собой составляющие трубопровода, будут нужны дополнительные детали:
- тройники;
- паечные и комбинированные муфты с внутренней и наружной резьбой;
- угольники;
- переходники с наружной резьбой;
- заглушки;
- шаровые краны;
- тройники с накидной гайкой;
- всевозможные фитинги с резьбой;
- уплотнительные кольца для раструбного соединения полипропиленовых труб и др.

Нужно обратить внимание на один нюанс, что для обеспечения надежной герметичности все уплотнители и места соединения щедро обрабатываются силиконом.
- Отрезать часть полипропиленовой трубы.
- Надежно вставить ее в фитинг.
- Обмотать резьбу детали нитью для герметизации.
- Натянуть сверху обжимное кольцо, гайку.
- Обжимным ключом, о котором нужно позаботиться заранее, выполнить полное затягивание элементов трубы.
По сравнению со свариванием, на этот метод уходит намного больше времени, но он очень удобный при соединении полипропиленовых труб и радиаторов.
Стыковочная комбинация металла и полипропилена
При установке водопроводной и системы отопления встречаются места, где обязательно соединение труб из стали и пластика. Для таких случаев потребуются специальные переходники-фитинги, у которых с одной стороны присутствует гладкое отверстие для трубы из пластика, а с другой − вставка с резьбой из металла. Поэтому полипропиленовая труба стыкуется методом сваривания, а стальная − затягивается обжимным ключом. В результате, полученное соединение по прочности уступает сварному, но все равно прослужит много лет.

Обратите внимание, что по завершению установочных работ обязательно проведение пробного запуска воды в системе. Так можно проверить герметичность мест стыков труб и составляющих трубопровода. Возможно протекание резьбовых соединений, которые необходимо сразу же подтянуть ключом.
Как видим, можно провести самостоятельный монтаж водопроводной или отопительной системы из полипропиленовых труб. Главное − безукоризненно соблюдать требования инструкции по применению аппарата для сварки и технологию установочных работ. Очень полезным будет просмотр видео на эту тему.
Соединение полиэтилена и полипропилена
Такой вариант магистрали предусматривает приобретение специальных фитингов. Они понадобятся в случае, если вода в постройку поступает по трубам из ПНД, а в дальнейшем разводится с помощью полипропиленовых труб. В таких случаях достаточно часто выполняется пайка труб ПНД паяльником для полипропилена, что вполне допустимо.
Рассмотрим два случая, как соединять полипропиленовые трубы без сварки с полиэтиленовыми:
- К изделию из ПНД крепится муфта с резьбой, с одной стороны которой располагается соединение зажима. На конец полипропиленовой трубы также монтируется подобная резьбовая муфта, с одного края которой находится паечный стык, с противоположного − резьбовой. Чтобы избежать течи и добиться качественной стыковки, на резьбу накладывается пакля или ФУМ-лента.
- С применением фланцевого соединения. Уплотнитель из резины располагается между фланцами, которые между собой стыкуются болтами. Читайте также: «Виды соединений труб без сварки – какие бывают, плюсы и минусы».
Соединение трубопроводов из полипропиленовых труб
Трубопроводы из полипропилена, при качественной их сборке, способны прослужить без ремонта до полувека. Популярность коммуникаций из пластика при строительстве индивидуальных домов объясняется, в том числе тем, что монтаж полипропиленовых трубопроводов доступен для самостоятельного выполнения.

Выбор способа соединения пластиковых труб зависит от наличия специального инструмента, природы соединяемых материалов, назначения коммуникаций.
Способы соединения полипропиленовых труб
Все способы монтажа полипропиленовых труб можно разделить на две большие категории. В одну входит сварка материалов путем нагрева органического полимера до температуры расплавления. Ко второй можно отнести все «холодные» способы соединения, за исключением холодной сварки.
- Сварные стыки называются неразъемными. Здесь задействованы процессы диффузии. Однородные полимеры смешиваются на молекулярном уровне, образуя монолит. Такая стыковка является наиболее прочной, но требует специального инструмента или клея (при холодной сварке). Вторым минусом является невозможность временного демонтажа коммуникаций без разрушения части конструкции.
- Разъемные (резьбовые) соединения выполняют с использованием специальных фитингов. Их используют при стыковке тонкостенных труб малого диаметра, при выполнении конструкций из разных материалов, стыкуя полипропилен с полиэтиленом, с металлическими элементами.
Диффузионная сварка
Различают сварку встык (труба к трубе) и с использованием дополнительных фитингов (муфтовую). Это технологии, основанные на расплавлении полипропилена, которые отличаются нюансами проведения работ.
Диффузионная муфтовая сварка проводится на полипропиленовых трубах диаметром от 16 до 40 мм.
Здесь фитинг служит для поставки дополнительного количества полипропилена, чтобы соединение было надежным.
Для более толстостенных материалов сварку проводят встык, соединяя части трубы непосредственно, без использования дополнительных деталей. Производители полипропиленовых материалов предлагают фитинги полностью из полимерных материалов, комбинированные, с переходом на резьбу для металлических элементов.
Конфигурация фитингов выбирается исходя из особенностей трубопровода. Производители предлагают следующие виды соединяющих элементов:
- уголки, тройники, муфты;
- фитинги для соединения элементов одного диаметра, с переходом на другой диаметр;
- полностью полимерные или комбинации полимер-металл;
- с внутренней, внешней резьбой.

Диффузионная сварка полипропиленовых труб проводится с использованием специального инструмента. Для монтажа потребуется:
- сварочный аппарат или «паяльник» для полипропилена;
- труборез;
- специальный инструмент для зачистки армирования металлом;
- инструменты для снятия фаски со среза
- измерительные линейные инструменты, угольник, маркер, уровень.
Алгоритм соединения полипропиленовых труб муфтовой сваркой следующий:
- паяльник устанавливают на плоской поверхности, разогревают до 260 градусов, в процессе работы не выключают;
- на полотно аппарата устанавливают насадки нужного диаметра, предназначенные для трубы и фитинга;
- армированные алюминием трубы предварительно очищают от металла;
- все срезы обезжиривают, очищают от загрязнений, заусенец, снимают фаску;
- подготовленные части трубопровода физическим усилием насаживают на разогретые приспособления и выдерживают необходимое время;
- снимают одновременно, двумя руками и немедленно соединяют между собой, фиксируют до остывания.
Расплавленный полипропилен смешивается между собой на уровне молекул (процесс взаимного проникновения или диффузия), образуя цельную конструкцию.
Стыковое соединение
Сварка встык основана также на процессе тепловой диффузии полипропилена, но проводится с использованием другого инструмента.
Для соединения полипропиленовых труб методом «встык» понадобится сварочный дисковый агрегат (с центровочным приспособлением), который устанавливают стационарно. Технология используется для монтажа трубопроводов диаметром более 6 см, при достаточной толщине стенки (более 4 мм).
- Прогревают соединяемые элементы в закрепленном виде, одновременно прислоняя их к дисковому паяльнику.
- Состыковывают нагретые элементы и удерживают до остывания.
У толстых стенок достаточно «материала» для образования крепкой сцепки. Сварка встык позволяет получить качественные трубопроводы из полипропилена, которые можно на десятилетия спрятать под землю.
Обратите внимание! Требования к срезам для стыковой сварки повышенные, поскольку от полного контакта стенок зависит качество монтажных работ. Срезы проводят строго перпендикулярно оси трубы и параллельно друг другу, очищают от загрязнений, шероховатостей.
Что следует помнить при монтаже горячим способом:
- соединяемые части нельзя проворачивать на паяльнике или при соединении между собой;
- после каждой пайки тефлоновые насадки необходимо очищать от следов полипропилена;
- если оставить грязные насадки до остывания сварочного аппарата, то очистить их, не повредив покрытие, будет невозможно;
- всегда важно центровать соединяемые части по одной оси и выдерживать необходимый угол.

Обратите внимание! Диффузионную сварку следует проводить при температуре воздуха не ниже 10 градусов. Если работы проводятся на улице, то место работы нужно защитить от непогоды. Дождь и ветер критично снижают качество соединения.
Сварка с помощью электрофитингов
Возможна диффузионная муфтовая сварка без использования паяльника. Такое соединение полипропиленовых труб выполняется с использованием специальных электрофитингов, которые берут на себя роль нагревательного аппарата.
Электрофитинг представляет собой полипропиленовый фитинг, в который встроены нагревательные элементы. Контакты их выведены наружу. При монтаже трубопровода достаточно «надеть» такой фитинг на трубу, подсоединить электроды к специальному аппарату.
Обратите внимание! Процессы, происходящие с полипропиленовыми материалами при температурной диффузионной, сварке не отличаются друг от друга, какой бы способ нагрева вы не выбрали.
Холодная сварка
Здесь соединение полипропиленовых материалов основано на химическом «расплавлении». Специальное вещество «полипропиленовый клей» наносят на соединяемые части, выдерживают определенное время. Соединяют фитинг и трубу простым физическим усилием и дают материалу стабилизироваться.
Полученная спайка является менее прочной, чем сделанная при нагреве. По этой причине холодная сварка полипропиленовых коммуникаций используется только для транспортировки охлажденных жидкостей. Однако такой способ соединения полипропиленовых труб освобождает от необходимости задействовать дорогостоящее оборудование.
Разъемные соединения
Резьбовые и обжимные соединения полипропиленовых трубопроводов применяют там, где необходима либо периодическая его разборка, либо требуется соединить материалы разной природы.
Обжимные
Выполняют с использованием специальных обжимных (цанговых) фитингов и ключей при соединении полипропилена с металлом. Суть метода в том, что полипропиленовая часть монтируется способом обжатия трубы фитингом, противоположная сторона которого представляет собой металлическую резьбу.
Конец полипропиленовой трубы вставляют в фитинг, затягивают соединение специальным обжимным кольцом (или гайкой) и обязательно смазывают для герметичности силиконом. Способ соединения полипропиленовых труб особенно востребован при монтаже отопительных систем, в соединении радиатора и трубопровода.
Резьбовые
Резьбовые соединения применяют при соединении металла и пластика. Здесь используют специальные комбинированные фитинги, один конец которых полипропиленовый и соединяется муфтовой диффузионной сваркой с аналогичной трубой. Другой конец фитинга с металлической резьбой, к которому прикручивается металлическая часть трубопровода.
Для монтажа соединения пластик-металл потребуются:
- разводные ключи;
- специальные фитинги;
- материал для герметизации стыков;
- муфта-американка и специальный ключ с зацепами.
Соединение двух труб любого типа удобно проводить с использованием специальной муфты с накидной гайкой, которая носит название «американка». Муфта-американка позволяет соединить полипропиленовый трубопровод в местах, где невозможно использование сварочного аппарата.
Резьбовое соединение позволяет легко разобрать конструкцию без повреждения ее узлов. Для герметизации резьбы применяют специальные синтетические нити или льняную паклю, пропитанную краской.
Стыковка полипропилена и полиэтиленовых материалов
Соединение полиэтиленовых и полипропиленовых частей трубопровода может быть востребовано при монтаже холодного водоснабжения. Здесь также используют специально изготовленные фитинги для резьбовых и фланцевых соединений, пайки.
- Первый способ соединения, когда фитинг предполагает сварку с полипропиленовой частью и обжимное соединение с полиэтиленовой трубой.
- Второй способ – соединение фланцевое. Герметизацию фланцевого стыка осуществляют установкой резиновой прокладки.
Необходимость в таком комбинировании возникает, если подводка к дому из полиэтиленовых материалов, а разводка внутренняя из полипропиленовых.
Соединение враструб
Соединение полипропиленовых труб без использования фитингов, резьбы или сварки возможно при монтаже труб диаметром от 50 мм, которые имеют специальное расширение на одном конце. Производитель снабжает уплотнительным резиновым кольцом такое изделие изначально. Сборщику остается только вставить трубы друг в друга.
Стыковка полипропиленовых труб враструб используется повсеместно при монтаже отвода водных стоков, канализации в индивидуальном строительстве.
Способы как соединить полипропиленовые трубы и последовательность работ
Методы стыковки труб из полипропилена
Если стоит задача обустроить отопление пластиковыми трубами малого диаметра (до 63 мм), на практике способов соединения таких труб существует два:
- раструбная сварка – в данном случае один предварительно расширенный конец трубы помещают в другой;
- муфтовая сварка – здесь концы двух элементов соединяются между собой при помощи муфты.
В случае стыковки труб с большим диаметром (от 63 мм) прибегают к использованию стыковочной сварки. Этот метод монтажа не требует дополнительных соединяющих элементов, сохраняя отличную степень фиксации труб. Также можно применять и подходящие по размеру фитинги (муфтовая сварка). При наличии труб с диаметром 40 мм удобнее применять ручную сварку, а вот элементы большего размера принято состыковывать при помощи специального аппарата, который предварительно осуществляет центровку.
Непосредственно перед началом монтажа отопительной системы стоит еще раз тщательно продумать весь процесс сборки трубопровода. Это позволит избежать в момент работы нежелательных нюансов, которые влияют на итоговое качество сборки отопительной системы.

Схема процесса соединения полипропиленовых труб
Здесь мы обозначим основные нюансы того, как следует производить соединение пластиковых труб отопления:
- Оптимальное время нагрева паяльного аппарата 5 секунд.
- Рекомендуемая температура плавления полипропилена 270°С. Данного параметра можно добиться при помощи специального тумблера, установленного на сварочном аппарате.
- Следует отметить, что технология стыковки труб системы отопления будет изменяться в зависимости от места и времени года. Так, в период минусовых температур либо при монтаже отопительной конструкции вне помещения время нагревания трубы паяльника следует немного увеличить или поднять температуру для плавки полипропиленовых изделий.
- В случае стыковки труб большего диаметра время расплавления материала также несколько увеличится.
- Рекомендуемое время фиксации элементов большого диаметра между собой после их нагрева составляет от 30 секунд и более.
Далее необходимо подробно рассмотреть, собственно, технологию пайки труб из полипропилена:
- После достижения необходимой температуры, на насадки паяльника для полипропиленовых труб – для наружного и внутреннего размера поперечного сечения труб – одновременно надевают и разогревают стыковочные детали (муфта, труба).
- В момент нагревательного процесса на отопительных элементах формируются «отбортовки».
- По итогу нагревательного процесса с насадок снимаются обе части и состыковываются между собой путем равномерного несильного надавливания на них с обеих сторон в сторону друг друга и фиксации в таком положении. Какие-либо вращения и лишние движения во время соединения элементов недопустимы, так как это может нарушить получившийся шов.
- Соединенные элементы следует удерживать на протяжении 30 секунд для более надежного сцепления частей отопительной системы. Необходимо добавить, что бортик должен быть ровным по всей длине соединения.
После полного остывания соединенные детали готовы к использованию.

Параметры сварочного процесса
Пути состыковки труб из металлопластика и PEX-труб
Металлопластиковые элементы и PEX-трубы зачастую состыковывают при помощи одного и того же метода. Здесь мы подробно опишем технологию монтажа теплопровода из вышеупомянутых материалов.
Соединение металлопластиковых труб проводится двумя способами:
- с применением компрессионных фитингов;
- с применением пресс-фитингов (опрессовка труб отопления).
Стыковка труб компрессионными фитингами
Данный вид фитингов более удобен в работе. Компрессионные фитинги могут быть использованы и для сборки систем водоснабжения холодного типа. Монтаж трубопровода, проводящего горячую воду, также осуществляется строителями при помощи упомянутых фитингов.
При сборке вышеназванных трубопроводов необходимость в специальном оборудовании для сшивания металлопластика и полипропилена отпадает. Для того чтобы соединить между собой части труб потребуются лишь пара гаечных ключей и ножницы-секатор.
Соединение элементов отопления производится согласно следующему алгоритму действий:
- Изначально на конец трубы со стороны стыковки помещается обжимная гайка.
- Далее за гайкой следует надеть кольцо разрезного типа, при этом край кольца необходимо разместить на расстоянии 1 мм относительно среза трубы.
- Затем труба насаживается до упора и закрепляется на штуцере фитинга. При этом снятие фаски с трубы не требуется.
- Обжимную гайку устанавливают посредством гаечных ключей.

Части компрессионного фитинга и порядок сборки
При зажатии гайки прилагать излишние усилия не рекомендуется, так как высока вероятность прорезки трубы.
Стыковка труб с применением пресс-фитингов
Фитинги прессового типа для металлопластиковых труб, а также сшитого полипропилена дают возможность надежно соединять части отопительной системы. К сожалению, такая конструкция в дальнейшем не сможет быть разъединена. Для выполнения монтажа таким способом потребуется применение специального пресс-инструмента.
Для того чтобы соединить названные ранее элементы отопления при помощи фитингов, следует придерживаться следующей инструкции:
- На конец трубы необходимо надеть гильзу зажимного нарезного типа.
- Затем в трубу до упора помещается расширитель с нужным поперечным сечением.
- Рукоятки расширителя не спеша соединяют между собой и фиксируют в таком положении на непродолжительное время.
- Штуцер фитинга вставляется в трубу. Благодаря своему уникальному молекулярному составу, трубы подвергнуться усадке, что поможет плотно зафиксировать фитинг с трубой.
- Трубу при помощи ручного или гидравлического пресса надежно запрессовывают на фитинге.

Опрессовка при помощи специального инструмента
Особенности монтажа полипропиленовых труб
Установка дополнительного оборудования
При установке полипропиленовых труб необходимо учитывать фактор температурного расширения
Это важно на системах отопления и на водопроводах с горячей водой. Для этого необходимо установить компенсаторы на пропиленовые трубы
Основные функции компенсаторов:
- Поглощение температурных перепадов и сильных скачков давления в системе отопления и водоснабжения.
- Сохранение целостности всей системы.
- Увеличение надежности пластикового трубопровода.
Можно также различать компенсаторы по материалу, из которого они изготовлены.
Можно использовать металлические компенсаторы, они бывают:
- компенсаторы осевые сильфонные КСО;
- компенсаторы сильфонные ОПН;
- компенсаторы сдвиговые (КСС);
- компенсаторы поворотные (КСП);
- компенсаторы универсальные (КСУ).
Универсальные компенсаторы обычно устанавливают на небольшие конструкции.
Бывают устройства с гибким соединением, сделанным из эластичных материалов. Наиболее часто используются П- и Г-образные конструкции, а также петлеобразные компенсаторы и «змейки».

Компенсаторы: петлеобразный (слева) и П-образный (справа)
Резьбовое соединение с металлическими трубами (американка)
Соединение пластиковых труб с помощью нарезного метода не обеспечивает большой прочности соединения. В этом случае большую герметичность дает сварка элементов такой конструкции. Если избежать резьбового соединения невозможно по каким-то причинам, то вполне подойдут американки для полипропиленовых труб.
Это особый разъемный комбинированный фитинг, который с одной стороны имеет металлическую резьбу, а с другой полипропиленовое основание. С одной стороны он будет прикручиваться к металлу, а с другой привариваться к пластику.

Американки можно использовать несколько раз
Использование фланцев
Такое соединение выполняется с помощью переходных втулок, приваренных к торцам, или накидных стальных фланцев (профильных и гладких) с резьбой на одной стороне. Их устанавливают без сварки. Из достоинств отмечается высокая надежность стыков, выдерживающих высокую температуру и давление до 16 атм. Соединение может выполняться на трубопроводе разных диаметров от 2 до 120 см.
Стыковку начинают с натягивания фланца на трубу и надевания резиновой прокладки. Ее устанавливают на расстоянии не более 10 мм от торца. Фланец придвигается к прокладке, аналогично подготавливают другую трубу
Болты затягивают осторожно, чтобы не треснул пластик
 Фланцевое соединение пластиковых труб
Фланцевое соединение пластиковых труб
Сварка полипропиленовой трубы с фитингами
- подготовка необходимого инструмента.
- составление плана трубопровода.
- нарезка труб.
- сварки труб и фитингов.
Фитинги и фурнитура обычно крепятся к пластиковым трубам при помощи сварки. Для этого потребуется специальный паяльник с несколькими насадками, подходящими по размеру к диаметрам трубы и фитингам. Перед началом сварки потребуется зачистить в область входа фитинга в нее. Для этого снимается алюминиевая фольга, если используется труба с алюминиевым слоем.

Пайка полипропиленовой трубы с фитингом
Затем фасонные части для полипропиленовых труб и сама труба равномерно разогреваются паяльником с соответствующей насадкой и соединяются друг с другом.
При склеивании частей трубы и фитингов нужно избегать вращений деталей. Спайка элементов должна быть надежно зафиксирована на момент их остывания. Иначе соединение будет не герметичным и даст течь во время эксплуатации.
При комбинированном соединении с металлическим водопроводом потребуется другой способ соединения, включающий в себя и сварку, и резьбовое соединение. Обычно такое комбинированное соединение требуется при подсоединении сантехнического оборудования.
Прежде всего, перед началом работ следует отключить стояки и сбросить воду в системе. После этого производится демонтаж старого водопровода.
Чтобы ускорить демонтаж старого водопровода можно просто использовать болгарку – порезать старые металлические трубы на куски.
Подробно процесс пайки представлен на видео ниже.
После завершения демонтажных работ необходимо снять старые вентили, прочистить тросиком часть линии водопровода, идущую до стояка и приступить к установке нового вентиля. Это поможет избежать затора в водоснабжении на этом старом участке водопровода.
Перед установкой необходимо поставить фильтр на смеситель. Это продлит срок его эксплуатации стиральной машинки, которая может быть подключена к системе подачи воды в этом месте.
После всего этого можно устанавливать комбинированный фитинг. Металлическая часть с резьбой присоединяется к смесителю, а пластиковая приваривается к трубам.
Сварка и монтаж отдельной части системы трубопровода
При пайке водопроводной магистрали из полипропилена всегда стараются проводить монтаж отдельных участков водопровода в месте с большим свободным пространством и на удобной высоте. Для этого вам понадобятся основные инструменты, чертеж магистрали и правильный порядок проведения работ.
Обычно сторона наиболее трудная для спайки расположена на стене с двумя угловыми фитингами, поэтому ее сваривают в первую очередь и закрепляют на клипсы или дюбельные муфты. После от угловых фитингов проводят дальнейший монтаж участков линии, переходя к паяльным работам непосредственно около стен. Для удобства монтажа необходимо заранее предусмотреть место для установки паяльника на подставку или организовать его подвешивание.
Виды соединения полипропиленовых труб
Соединения полипропиленовых труб должны прослужить дольше 50 лет, обеспечивая при этом герметичность, прочность, надежность. Это обязательное условия для водопровода, канализации, прочих систем обеспечения и отвода. Всем известно, что монтаж можно выполнить собственноручно. Но большинство из этих людей сталкиваются с проблемой потому, что не знают всех тонкостей процесса.
- Стыковка полипропиленовых труб
- Диффузная сварка
- Стыковое соединение
- Сварка с помощью электрофитингов
- Холодная сварка
- Разъемные соединения
- Заключение
Стыковка полипропиленовых труб
Способы монтирования герметичных полипропиленовых соединений разнятся в зависимости от комплекта специализированного оснащения, температуры воздуха окружающей среды, материалов, целевого назначения трубопровода. Существует две технологии состыковки:
- Неразъемный стык. Технология основана на диффузных процессах. Предполагается сплавление однородных материалов, которые соединяясь воедино, обеспечивают целостность конструкции на молекулярном уровне. В результате образуется монолит, который не позволяет в последствие произвести демонтаж системы неразрушающими методами.
- Разъемный стык. Технология сочленения предполагает использование фитингов. Этот метод позволяет демонтировать конструкцию при необходимости, и сохранять элементы целыми для последующей сборки. Особенность – необходимость обеспечить герметичность шва металла с полимером.
Каждый технологический процесс имеет ряд особенностей, достоинств и недостатков. Поэтому применяются они по необходимости в различных типах систем и конструкций.
Диффузная сварка
Данный способ позволяет соединить трубки диаметром 16-40 мм. Применяются специальные муфты, конструкция которых предполагает запас полипропилена, необходимый для пайки. Производители изготавливают муфтовые элементы с резьбой, а также металлическими вкладышами для перехода с пластика на металл.
Ассортимент этих узлов включает переходники:
- уголки, тройники, муфты;
- переходники с выходами для подключения с переходом на иной диаметр;
- монолитные и сборные конструкции (с полимера на металл);
- резьбовые (с внешней и наружной нарезкой).
Для монтажа соединения труб из полипропилена и переходников на железную трубку потребуется специальный сварочный аппарат. Цельность спаянного участка обуславливает диффузное проникновение молекул одного из элементов в структуру другого, и наоборот.
Стыковое соединение
В основе процесса скрепления лежит процесс теплового диффузного движения молекул. При этом сочленение производится по принципу стык в стык, для чего применяется иной тип профессионального оборудования. Особенность – требования к размерам. Диаметр должен быть более 60 мм, а толщина стенки – от 4 мм. Технологически работы состоят из трех этапов:
- Стыки соединяют, удерживая их неподвижными относительно друг друга.
- Место сочленения нагревают специальным дисковым паяльником до расплавления соединяющихся поверхностей.
- Выдерживают конструкцию в таком виде, пока стыковочная масса не станет однородной (остынет до температуры окружающей среды).
В результате образуется целостная система, не поддающаяся коррозии, гниения, воздействия паразитов и агрессивной среды. При наличии дискового паяльника работу можно выполнить своими руками. Кроме режущего и измерительного инструмента никакого дополнительного оснащения не требуется.
Особенностями технологии являются:
- срезы, перпендикулярные оси трубопровода, или параллельные друг другу;
- отсутствие любых смещений сочлененных узлов в течение процедуры плавления и схватывания;
- торцевые поверхности обязательно зачищаются и обезжириваются, обдуваются от пыли и стружки.
Если требуется сформировать угол, срезы должны быть такими, чтобы не образовывалось видимых щелей и зазоров.
Сварка с помощью электрофитингов

В данном случае спайка происходи по тому же принципу молекулярной диффузии. Но теперь элементы соединяются при помощи электрической муфты. Для выполнения работ используются специальные элементы с выводами для подключения к бытовой электрической цепи с напряжением 220 Вольт.
Это дает возможность работать на дому без использования специализированного оборудования. Соединение полипропиленовых труб фитингами предполагает, что последние сами являются нагревательными элементами. Электрофитинг изготовлен из полипропилена, который также приваривается к частям трубопровода, что обеспечивает герметичность.
Особенность этого метода скрепления, как и прочих, заключается в том, что материалы трубопровода и электрофитинга должны быть одного типа. Только при таком условии возможна диффузионная спайка на молекулярном уровне. Альтернативой этой технологии является холодная сварка.
Холодная сварка

Этот способ несет в себе ограничение. Система может эксплуатироваться для транспортировки холодных жидкостей. Все дело в том, что вместо нагрева сварного шва, выполняется склейка. На поверхности муфты и срезов наносится специальный клейкий состав, который, вступая в реакцию, расплавляет материалы.
Плюс – отсутствие специальных механических и электрических элементов и приспособлений. Минус – невозможность использования для системы подачи горячей воды, а также менее выдающиеся характеристики по прочности спайки стыкового соединения. Но это самый недорогой способ, доступный для тех, кто выполняет монтаж собственными руками.
Разъемные соединения
Крепления при помощи резьбы и обжимных устройств необходимы для того, чтобы сочленять различные материалы. Если это полипропилен разной структуры и маркировки сварная состыковка невозможна.
Соединения полипропиленовых труб без пайки бывают двух видов:
- С резьбой – предполагается переход с железа на пластик. Используемый фитинг состоит из двух частей. Одна из них – пластмассовая муфта, которая приваривается к пластиковому концу. Вторая – из металла с резьбой, которая прикручивается в железному торцу трубопровода.
- Обжимные – холодный метод, который не предполагает применения сварных технологий. Суть в том, что обжимной фитинг имеет зажимную часть с одной стороны. Здесь цанга обхватывает пластиковый участок трассы. С другой стороны имеется резьба для герметизации при переходе на железную трубу.
Под специальную прижимную гайку заводят пластик, который прижимается при затягивании по часовой стрелке. Герметичность достигается при помощи силикона, которым обмазываются контактирующие поверхности.
Этот способ имеет преимущество, связанное с целостностью и герметичностью при температурных перепадах. Эта особенность позволяет применять его для подключения радиаторов отопления к трубопроводу, идущему от отопительного котла. Но если нужно сочленить полипропилен с полиэтиленом, технология меняется.
Это необходимо при монтаже трубопровода холодного водоснабжения и линий отвода. Методологии предполагают применение резьбового, сварного и фланцевого метода. Последний применим в системах без давления, например, канализация. Уплотнителем служит резиновая прокладка. А на резьбу наматывается специальная лента или пакля.
Заключение
Подытожив все вышесказанное можно сделать вывод, что любая комбинация может быть соединена между собой. Главное, применить верный способ монтажа и герметизации. Не все работы доступны в домашних условиях без применения специального оборудования и приспособлений. Приходится тратить деньги на их приобретение, что не всегда целесообразно. Выход – нанять бригаду квалифицированных работников.
Так, сварные швы выполняются с использованием нагревательных сварочных аппаратов. Это дорого. Можно применить клеевой способ. Клейкие составы стоят дешево, и купить их может любой. Но они не могут быть применены при переходе на металл. Для железных труб применяются исключительно резьбовые способы крепления.
Но резьба не позволяет добиться герметичности сочленений между полипропиленовыми участками трассы, и соединить их с полиэтиленом. В последнем случае используются фланцы. Но по трубопроводу нельзя будет пускать жидкость под давлением. Это способ монтажа дренажных, сливных и канализационных систем.
В любом случае работа не самая сложная, и проблему всегда можно решить, даже если речь идет об отоплении или подаче теплой воды от бойлера, централизованной муниципальной системы.
Как соединить полипропиленовые трубы дома с помощью фитингов
При прокладке трубопроводных сетей в доме приходится принимать решение, как выполнить соединение полипропиленовых труб. Полипропилен широко используется при сантехнических разводках в частных домовладениях и многоквартирных зданиях. Этому способствует ряд положительных свойств данного материала.

- Особенности соединения полипропилена
- С какими деталями стыкуются полипропиленовые трубы
- Способы стыковки труб из полипропилена
- Резьбовые фитинги
- Диффузионная сварка
- Сварка электрофитингами
- Стыковая сварка
- Холодная сварка
- Клеевое соединение
- Применение фланцев
- Пайка с использованием паяльной ленты
Особенности соединения полипропилена
При сборке отдельных элементов коммуникаций из полипропилена необходимо соблюдать следующие рекомендации:
- Торцы труб делают перпендикулярными к оси, подводимые друг к другу детали не могут быть перекошены. Для обеспечения соосности отдельных частей используют направляющие.
- Ввиду невозможности нанесения резьбы на полипропилене, стыковку выполняют фитингами с резьбой, сваркой или пайкой.
- При сварке частей водопровода с помощью паяльника, его нагревают, устанавливают на подставку и только затем подводят трубу.
- Нельзя осуществлять сварку в холодное время, так как нагрев материала будет недостаточным, ухудшается качество шва.
С какими деталями стыкуются полипропиленовые трубы
Изделия комбинируются с соединительными элементами из стали и полиэтилена. Применяют фитинги, состоящие из металлической и пластиковой части. Металлическая часть имеет резьбу, пластик стыкуется с помощью нагрева при сварке или пайке.
 Используют такие виды соединительной арматуры:
Используют такие виды соединительной арматуры:
- муфты, предназначены для соединения участков одного диаметра;
- Крестовины или тройники необходимы для получения разветвления линии трубопровода;
- заглушки закрывают концевые отрезки водопровода;
- переходники требуются для стыка элементов различных диаметров;
- штуцер понадобится для присоединения к трубопроводу гибких шлангов.
С применением этих элементов можно создать сантехническую сеть любой сложности.

Способы стыковки труб из полипропилена
Выбор способа стыковки зависит от того, какое соединение желаем получить — разъёмное или нет. На решение может повлиять наличие специального инструмента и навыков работы. Рассмотрим наиболее часто используемые способы.
Резьбовые фитинги
 Если вы задумались, как сделать разъемное соединение полипропиленовых труб, используйте резьбовые фитинги. Работа с такой арматурой считается наиболее простой и позволяет добиться хорошего результата.
Если вы задумались, как сделать разъемное соединение полипропиленовых труб, используйте резьбовые фитинги. Работа с такой арматурой считается наиболее простой и позволяет добиться хорошего результата.
Резьбовые фитинги представляет собой комбинацию металла и пластика. Пластиковая часть присоединяется к полипропиленовой сваркой или пайкой через пластиковую муфту. Второй конец элемента выполнен из металла, на нем нанесена резьба, посредством которой он присоединяется к другому отрезку трубы или сантехническому оборудованию.
Для работы потребуются:
- Необходимые фитинги.
- Газовый ключ.
- Муфта накидная и ключ для её установки.
- Герметик.
 Для исключения протечек в местах присоединения резьбовых фитингов на резьбу наматывают льняное волокно, фум-ленту. Резьбовые фитинги устанавливают при соединении пластиковых труб с металлическими.
Для исключения протечек в местах присоединения резьбовых фитингов на резьбу наматывают льняное волокно, фум-ленту. Резьбовые фитинги устанавливают при соединении пластиковых труб с металлическими.

Диффузионная сварка
Этот вид сварки встык, получаемой за счёт расплавления материала деталей и диффузном взаимном проникновении молекул. Подходит для стыковки диаметров от 16 до 40 мм. Дополнительно используют муфту, которая обеспечивает слой пластика для получения шва. Для толстостенных труб используют диффузную сварку встык.
Сварка электрофитингами
 Электрофитинг — это соединитель из полипропилена, в своей конструкции имеет металлический нагреватель, контакты которого выведены наружу.
Электрофитинг — это соединитель из полипропилена, в своей конструкции имеет металлический нагреватель, контакты которого выведены наружу.
После того как фитинг надевают на трубу, металлические контакты присоединяют к аппарату, происходит нагрев элемента, а через него фитинга.
Стыковая сварка
Основана на возникновении диффузии при нагреве полипропилена. Для работы потребуется дисковый агрегат, снабженный центрирующим устройством для обеспечения соосности труб. Выполняется для сварки отрезков диаметром более 60 мм со стенкой от 4 мм.
 Технология работы включает операции:
Технология работы включает операции:
- Стыки труб одновременно нагревают до необходимой температуры дисковым паяльником.
- Прижимают торцы труб друг к другу, следят, чтобы их оси совпадали, не было перекоса.
- Выдерживают до остывания материала.
Каждый сварочный аппарат снабжен инструкцией, в которой приведены таблицы с указанием времени нагрева и остывания для определенной толщины стенки. У толстостенных труб получается надёжный шов. Такие трубопроводы можно закапывать в землю, замуровывать в стену.

Холодная сварка
Осуществляется при расплавлении материала от химического воздействия клея. Его наносят на стыкуемые участки, прижимают, выдерживают 10-15 минут. После стабилизации вещества получаем герметичный стык. Прочность соединения невысока. Используется в трубопроводах подачи жидкости для охлаждения и прочих соединениях, невысокой ответственности.
Клеевое соединение
На очищенную поверхность наносят тонкий слой клея, плотно прижимают части друг к другу, выдерживают 10 секунд. Наивысшей прочности стык достигает через сутки. Важно правильно выбрать состав клея, он должен быть предназначен для полипропилена.


Применение фланцев
Фланцы применяют, когда производится стыковка труб из различных материалов, например, полиэтилена с полипропиленом. Для герметичности используют уплотнительные прокладки из резины.
Пайка с использованием паяльной ленты
С помощью паяльной ленты можно соединить элементы без паяльника, что значительно упрощает работу. Алгоритм действий следующий:
- Очищаем поверхности деталей, обезжириваем.
- Оборачиваем место спайки лентой.
- Нагреваем место, где наложена лента до ее расплавления.
- Надеваем стыкуемую деталь.
- Выжидаем до охлаждения стыка.
- Убираем излишки припоя.
Получаем надёжный герметичный стык. Этот способ используется для спайки труб небольшого размера.
Имея некоторые навыки сантехника, можно выполнить своими руками монтаж внутреннего водопровода или системы отопления. Чтобы получить хороший результат, следует ознакомиться с инструкциями и рекомендациями специалистов. Выбор инструмента, соблюдение технологии работ послужит залогом получения качественного ремонта.
Ошибки при сварке полипропиленовых труб:

