Технология сварки титана и его сплавов
Технология сварки титана и его сплавов
Температура плавления титана 1668°С. Имеется около 20 сплавов
Марка
Свариваемость
Технологические особенности сварки
BT1-00, ВТ1-0, ОТ4-0, ОТ4-1
Зачистка кромок
Режим с минимальной погонной энергией
ВТ6, ВТ3-1, ВТ9, ВТ14, ВТ16, ВТ20
Мягкий режим с малыми скоростями охлаждения
Режим с высокой скоростью охлаждения
Трудности при сварке
Высокая химическая активность металла при высокой температуре, особенно в расплавленном состоянии. Поэтому необходима надежная защита от воздуха не только сварочной ванны, но и остывающих участков шва и околошовной зоны, пока их температура не снизится до 250-300°С. Требуется защита и обратной стороны шва даже в том случае, если металл не расплавлялся, а только нагревался выше этой температуры.
Склонность титановых сплавов к росту зерна металла в нагретых до высоких температур участках. Это затрудняет выбор режима сварки — такого, при котором нагрев околошовной зоны был бы минимальным.
Высокая температура плавления титана требует применять концентрированные источники нагрева. Низкая теплопроводность титана приводит к снижению эффективности источника нагрева по сравнению со сваркой сталей.
Поры и холодные трещины сварных соединений титана возникают из-за вредных газовых примесей и водорода. Поэтому необходимо обеспечить чистоту основного металла и сварочных материалов, в том числе присадочной проволоки.
Вблизи точки плавления поверхностное натяжение титана в 1,5 раза выше, чем алюминия, что позволяет формировать корень шва на весу. Однако расплавленный металл обладает низкой вязкостью, и при некачественной сборке деталей могут образоваться прожоги.
ГАЗОВАЯ ЗАЩИТА СВАРОЧНОЙ ВАННЫ
Существуют три варианта защиты:
- струйная с использованием специальных приспособлений
- местная в герметичных камерах малого объема
- общая в камерах с контролируемой атмосферой (ВКС-1, ВУАС-1, УСБ-1)

При аргонодуговой сварке титана W-электродом следует применять сварочные горелки с возможно большим газовым соплом, создающим обширную зону защиты. Поток аргона через сопло должен быть ламинарным, что достигается газовыми линзами, установленными внутри сопла. Расход газа в зависимости от режима сварки колеблется от 8 до 20 л/мин. Если сопло горелки не гарантирует надежной защиты, то его дополняют специальной насадкой, коробом или другим приспособлением. Дополнительные защитные устройства изготавливают из нержавеющей стали. Внутри имеются рассекатели и газовые линзы. Насадка, прикрепляемая к газовой горелке для защиты кристаллизующейся сварочной ванны, должна иметь ширину 40-50 мм и длину от 60-120 мм в зависимости от режима сварки. Для сварки трубчатых конструкций, кольцевых поворотных и неповоротных стыков применяют местные или малогабаритные защитные камеры.

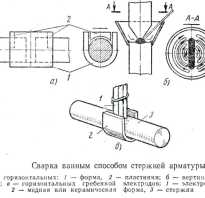
1- дополнительная насадка; 2 — газовая линза
Качество защиты определяют по внешнему виду металла шва. Серебристая или соломенного цвета поверхность шва свидетельствует о хорошей защите. Желто-голубой цвет указывает на нарушение защиты, хотя в отдельных случаях такие швы считаются допустимыми. Темно-синий или синевато-серый цвет с пятнами серого налета характеризует низкое качество шва.
ГАЗОВАЯ ЗАЩИТА НАГРЕТЫХ УЧАСТКОВ

Специальная подкладка для защиты корня шва, нагретого до 250-300°С

Защитные приспособления из нержавеющей стали для тавровых и угловых соединений
ЗАЩИТА ШВА ТРУБОПРОВОДА


Защита при приварке фланца

Защита при сварке секционных отводов
Подготовка к сварке
Резку титана и подготовку кромок под сварку выполняют механическим способом. Для толстостенных изделий пригодны и газотермические способы, но с обязательной последующей механической обработкой кромок на глубину не менее 3-5 мм и на ширину 15-20 мм. После этого кромки зачищают металлическими щетками, шабером и т.п. и обезжиривают. Конструкции, которые перед сваркой испытывали нагрев — при вальцовке, ковке, штамповке и т.д. — должны быть подвергнуты дробеструйной или гидропескоструйной очистке и затем химической обработке: рыхлению оксидной пленки, травлению и осветлению.
Режим химической обработки титана и его сплавов
Раствор
Длительность обработки, мин
Назначение
Состав
Рыхление оксидной пленки
Нитрит натрия 150-200 г/л Углекислый натрий 500-700 г/л
Плавиковая кислота 220-300 мл/л Азотная кислота 480-550 мл/л
Азотная кислота 600-750 мл/л Плавиковая кислота 85-100 мл/л
После этого свариваемые кромки промывают бензином на ширину 20 мм и протирают этиловым спиртом или ацетоном.
Сварочную проволоку предварительно подвергают вакуумному отжигу и обезжиривают ацетоном или спиртом. Окисленную часть удаляют кусачками. Поверхности, подготовленные к сварке, нельзя трогать незащищенными руками.
Выбор параметров режима
Сварку титана и его сплавов рекомендуется вести в отдельном помещении. Температура воздуха в нем должна быть не ниже + 15°С, а скорость его движения — не более 0,5 м/с.
Сварку выполняют на постоянном токе прямой полярности непрерывно горящей или импульсной дугой. Используют аргон высшего сорта и гелий высокой чистоты.
Сварочный ток выбирают в зависимости от толщины свариваемого изделия и диаметра W-электрода.
Техника сварки
Основное пространственное положение шва — нижнее. Ручную сварку ведут без колебательных движений горелкой, короткой дугой, «углом вперед» Проволоку подают непрерывно, угол между ней и горелкой поддерживают около 90°.
Как правило, в качестве присадка используют проволоку того же химического состава, что и основной металл (BTl-00св, ВТ20-1св и т.д.). Для большинства сплавов годится проволока марок СПТ-2 и СП-15.
Особенности сварки титана и титановых сплавов. Технология сварки и необходимое оборудование
Титан и его сплавы нашли широкое применение в самых ответственных отраслях современного машиностроения, благодаря их низкой массе, высокой прочности и стойкости к агрессивным химическим средам.
Особенности сварки титана и его сплавов
В то же время сварка этих материалов сильно затруднена, что объясняется рядом их свойств:
- высокая температура плавления (1470-1825℃);
- склонность к увеличению размеров кристаллов и появлению пор при температурах более 880℃;
- окисление металла атмосферным воздухом, высокая химическая активность всех зон, температура которых превышает 400℃;
- сплавы, содержащие железо, хром, марганец, молибден, вольфрам или ванадий, склонны к закалке и обладают низкой пластичностью, в ряде случаев после сварки требуется их отжиг.
Эти факторы обусловили необходимость сварки титана и его сплавов в защитных газовых средах, в первую очередь, аргоновой и гелиевой. Кроме того, одной из главных задач сварочного оборудования, задействованного в работе с данными металлами, является минимизация времени и площади термического воздействия как на шов, так и на прилежащие к нему зоны.
Вне зависимости от использованного вида сварки и технологического процесса прочность шва по отношению к прочности основного металла не превышает 80%, что нужно учитывать при проектировании титановых конструкций.
В настоящее время ведется поиск более эффективных методов соединения материала.
Подготовка титана и его сплавов под сварку
Процесс изготовления любых полуфабрикатов и заготовок из титана и его сплавов связан с термической обработкой металла. Это значит, что на поверхности изделий содержится плотная оксидно-нитридная пленка, без разрушения которой сварочные работы будут невозможны или неэффективны. Поэтому процесс подготовки к сварке имеет такую последовательность:
- Подгонка заготовок, кромкование в случае необходимости.
- Механическая обработка (шлифование) подготовленных кромок, а также прилегающих к ним поверхностей.
- Химическая обработка стыка. Для растворения остаточных пленок используется смесь дистиллированной воды, соляной кислоты и фторида натрия в пропорции 13:7:1. Время воздействия на металл составляет 5-10 минут, необходимая температура – около 60℃.
- Окончательная обработка. Непосредственно перед сваркой стык и прилегающие к нему зоны (шириной до 25 мм) зачищают металлической щеткой до характерного блеска, после чего обезжиривают спиртосодержащими составами.
Правильно проведенные подготовительные операции сводят к минимуму вероятность появления полостей в сварочном шве, его растрескивание или разрушение под нагрузкой, позволяют сформировать однородную устойчивую сварочную ванну.
Основные способы сварки материала
Из-за необходимости защиты шва от вредоносного воздействия окружающего воздуха, а также в связи со склонностью титана и титановых сплавов терять прочность при длительном термическом воздействии широкое распространение получили лишь такие виды сварки материала:
- электродуговая в защитной газовой среде – предполагает быструю проварку шва неплавящимся или плавящимся электродом в камере, заполненной аргоном, гелием или другими инертными газами;
- электрошлаковая сварка – обеспечивает защиту шва тугоплавкими фтористыми флюсами, плавление которых осуществляется низковольтным переменным током;
- электронно-лучевая и лазерная технологии – позволяют проводить сварку в полностью изолированной безвоздушной среде при отсутствии прямого контакта с заготовками, высокая концентрация тепловой энергии гарантирует быструю проплавку и малую ширину шва;
- альтернативные виды – включают сварку титана и его сплавов давлением, трением, взрывом и прочими способами, предполагающими взаимопроникновение стыкуемых поверхностей под действием механических сил.
Ограниченно применяются дуговая сварка под флюсом и контактная точечная сварка титана. Среди их преимуществ – относительная простота, дешевизна и низкая трудоемкость технологий, но качество шва значительно уступает рассмотренным выше методам.
В машиностроении распространена практика сварки изделий из титана или титановых сплавов со сталью. Она осложнена вероятностью возникновения хрупких химических соединений – титанидов железа (FeTi и Fe2Ti). Проблема решается выбором особых режимов проварки шва в среде аргона вольфрамовым электродом, а также методом комбинированных вставок, когда между заготовкой из титана и заготовкой из стали помещается прослойка из бронзы или тантала. Особо сложные соединения требуют совместного использования бронзы и ниобия, которые соединяют в камере с контролируемой атмосферой.
Технология сварки титана аргоном
Аргонодуговая сварка титана и его сплавов приобрела наибольшую популярность ввиду оптимального соотношения доступности технологического процесса и качества получаемых швов. Она широко используется как в массовом производстве деталей из титановых заготовок, так и в частных случаях.
Необходимое оборудование
Технология допускает использование любого электродугового сварочного аппарата, способного обеспечить жесткую вольт-амперную характеристику (обычно сила тока составляет не менее 140 А). Используются вольфрамовые электроды, особенности которых рассмотрены ниже. Поскольку свойства металла требуют непрерывной защиты стыка инертными газами, особую сложность представляет именно равномерная подача газа с необходимой интенсивностью.
Распространены три способа газовой защиты:
- струйная – аргон подается в зону сварки направленной струей через специализированные сопла и отражатели, вытесняя атмосферный воздух;
- местная – предполагает использование небольших герметичных камер, заполненных газом, работать в которых можно через гибкие рукава-манипуляторы;
- полная – промышленный способ, при котором заготовки размещаются в камере с контролируемой атмосферой (например, УБС-1, ВКС-1, ВУАС-1), требует использования сварочного костюма-скафандра.
Важно помнить, что защите должна подвергаться не только сварочная ванна, но и обратная стороны стыка, а также все прилегающие к ним зоны, которые нагреваются до высоких температур в процессе сварки.
Выбор электродов
Для аргонодуговой сварки титана и титановых сплавов используют вольфрамовые электроды малого диаметра.
Если толщина стыка не превышает 3 мм, применяются электроды диаметром 1,5-2,0 мм без присадочного материала. Во всех остальных случаях толщина электрода соответствует толщине стыка, использование присадочной проволоки обязательно.
При первых же признаках износа или повреждения электрод заменяют. Работа неисправным электродом не только отрицательно сказывается на технических характеристиках сварочных швов, чувствительных к режиму проведения работ, но и может быть небезопасной для сварщика.
Присадочная проволока
Выбор присадочного материала зависит от марки титана или сплава, толщины заготовок, толщины электрода, параметров сварки, эффективности принятого метода защиты стыка от атмосферного воздуха. В большинстве случаев можно руководствоваться этой таблицей:
| Марка материала | Марка присадочной проволоки |
| ВТ1-00, ВТ1-0, ОТ4-0, ОТ4-1, ОТ4, ВТ5, ВТ5-1 | ВТ1-00св, ВТ2, ВТ2В, ВТ20-1св, ВТ20-2св |
| ВТ6, ВТ3-1, ВТ9, ВТ14, ВТ16, ВТ20 | ВТ15, СПТ-2, СП-15 |
| ВТ22 (с пост-термообработкой) | ВТ20-1св, ВТ20-2св, СПТ-2 |
| ПТ-7М, ПТ-3В, ПТ-1M | ВТ1-00св, СПТ-2, СП-15 |
Следует учитывать, что металлы марок ОТ4, ВТ5, ВТ5-1 требуют использования щадящих режимов сварки, в том числе с минимальной погонной энергией. Для большинства других материалов требуются режимы с быстрым охлаждением.
Процесс сварки
Наличие и метод разделки кромок, а также параметры сварки зависят от толщины стыка. Обычно эта зависимость имеет такой вид:
| Толщина металла, мм | Разделка кромок | Сила сварочного тока, А | Напряжение дуги, В | Диаметр присадочной проволоки, мм | Количество проходов, шт. |
| 1-3 | Отсутствует | 40-90 | 10-14 | 1,2-2,0 | 1 |
| 3-10 | Односторонняя прямая фаска под углом 35-45° | 120-200 | 10-15 | 1,5-2,5 | 2-12 |
| 10-20 | Радиальная ванна с бортами, наклоненными на 15° | 180-280 | 12-16 | 2,5-3,0 | 12-26 |
| Более 20 | Двухсторонние прямые фаски под углом 30-35° | 230-280 | 13-16 | 2,5-3,0 | Не менее 24 |
Электродуговую сварку титана и сплавов проводят в нижнем положении. Техника мало чем отличается от классической дуговой сварки, общий алгоритм действий включает следующее:
- Закрепление очищенных и обезжиренных заготовок на опорной поверхности с зазором, соответствующим конфигурации детали и режиму сварки (для листов толщиной 2,0-3,0 мм зазор составляет 0,5-1,5 мм).
- Подача аргона к месту стыка или в защитную камеру. При струйном методе защиты общий расход газа на обдув рабочей и обратной стороны шва составляет 12-16 л/мин для листов толщиной 2,0-3,0 мм.
- Поджигание дуги в начале шва. Происходит не раньше, чем через 15 секунд после начала струйной подачи аргона или сразу после вытеснения атмосферного воздуха из защитной камеры.
- Последовательная проварка шва. Осуществляется путем плавного и достаточно быстрого осевого перемещения, поперечное смещение следует свести к минимуму. Обычно электрод ведется углом вперед, а присадочную проволоку подают перпендикулярно ему.
- Повторная проварка шва в случае необходимости. Может проводиться до 40 последовательных проходов.
- Обрыв дуги и завершение работ. При этом подача аргона продолжается, пока металл в зоне стыка не остынет до 250-300℃ (для изделий небольшой толщины – около 45-60 секунд).
Варим титан и его сплавы
Обладая особенными физико-химическими свойствами, титан сегодня широко используется в промышленности. Он не коррозирует ни в воде, ни в агрессивных средах, температура его плавления 1470-1825С, нагревая его до температуры +500С, можно быть уверенным, что металл не потеряет свои прочностные характеристики. Но технология сварки титана имеет одну особенность – это не только защита зоны сварки, но и защита обратной стороны сварочного шва от воздуха. При этом необходимо защищать все участки около сварочной ванны, которые нагреваются свыше +400С. И еще одно условие – кромки свариваемых заготовок нагревать надо быстро.

И еще несколько особенностей сварки титана:
- Если он нагревается выше температуры +880С, его структура изменяется. Происходит увеличение зерен, что является причиной образования пор.
- Входящие в состав титановых сплавов легирующие добавки снижают их пластичность. Уже при температуре выше +250С происходит поглощение водорода, выше +400С начинает поглощаться кислород, а при +600С азот.
В зависимости от марки титанового сплава прочность соединения, а точнее, прочность сварочного шва ниже, чем прочность самого металла. Величина понижения в пределах 20-40%. На данный показатель также влияет и способ сварочной технологии. При этом необходимо отметить, что такие сплавы как ОТ4, ВТ4 и ВТ5 после сваривания не подвергаются термической обработке. Иногда разрешается сделать отжиг, чтобы снять термические напряжения внутри основного металла.
Сварка титана – способы и технологии
Титан и его сплавы можно варить дуговой сваркой в среде защитных газов (аргоном или гелием), использую ручной способ или полуавтоматом. Для этого рекомендуется использовать технологию сварки под флюсом. То есть, здесь требуется двойная защита. При этом если соединяются тонкостенные заготовки, то лучше использовать флюс марки АН-11, при стыковке толстостенных лучше применять флюс марки АН-Т2.
Как уже было сказано выше, одно из условия сварки титана – это зашита сварочного шва с двух сторон. Поэтому сваривание производится с обдувом стыка газом с двух сторон или с установкой с обратной стороны подкладок.
Подготовка титана к сварке
Перед тем как варить сплав или сам титан, необходимо провести подготовку его кромок. Все дело в том, что после предварительной термической подготовки заготовок (их отливают, подрезают, обрабатывают), на поверхности кромок образуется так называемая оксидно-нитридная пленка. Она очень прочная и жаростойкая. Так вот от нее и надо избавиться.
- Кромки сначала подвергаются механической чистке, можно использовать для этого железную щетку, пройдясь по кромкам ею вручную или болгаркой. Необходимо также очистить от пленки не только кромки, но и участок, прилегающий к стыку на ширину 1,5-2,0 см.
- Производится травление металла с помощью жидкой смеси, в состав которой входит соляная кислота – 350 мл, вода – 65о мл, фторид натрия – 50 мл. Процесс проводится в течение 5-10 минут при температуре +60С.
Ручная дуговая сварка
Как уже говорилось выше, основная задача получения качественного шва – это создать защитные условия, в которых будет проводиться сам сварочный процесс. При этом необходимо защитить и остывающие участки свариваемых титановых заготовок. Поэтому при сварке титана аргоном и неплавящимся вольфрамовым электродом нужно обязательно использовать специальные приспособления. Это могут быть козырьки, насадки удлиненного типа с отверстиями и прочие.
Чтобы защитить корень сварной ванны, нужно использовать подкладки, изготовленные из меди или стали. Можно устанавливать подкладки с отверстиями, через которые пропускать защитный газ. Если свариваются титановые трубы, то нужно аргон запускать внутрь трубопровода.
Что касается размера зазора между кромками, то если соединяются тонкостенные детали, то зазор между ними должен составлять 0,5-1,5 мм. В этом случае кромки можно и не формировать, а в процессе сваривания присадочную проволоку можно не использовать. Кстати, присадку надо выбирать идентичной по составу материала, как и основной свариваемый металл.
Режимы сварки таковы: если варится титан вольфрамовым электродом с диаметром 1,5-2 мм и присадочной проволокой диаметром 2 мм, а толщина свариваемых заготовок равна 2 мм, то необходимо выдерживать ток величиною 90-100 ампер. Увеличение толщины металла до 4 мм дает право варить титан током в 120-140 ампер. И основное – сварка титана и его сплавов производится переменным током постоянной полярности.
И еще несколько условий:
- При ручной сварке процесс проводится на короткой дуге, без колебания электрода и присадки. Точное движение вдоль шва.
- Сваривание производится углом вперед, это когда электрод направлен в противоположную сторону от направления движения.
- Если в процессе сварки титана используется присадочный материал, то угол между ним и электродом должен быть равен 90°
- Подавать присадку в сварочную ванну надо беспрерывно.
- После гашения дуги нужно обязательно продолжать подавать защитный газ в зону сварки, тем самым обеспечивая процесс охлаждения. Важно понизить температуру металла ниже 400С. Обычно на охлаждение уходит не больше одной минуты времени.
Последующее охлаждение металла гарантирует качество сварного шва. Кстати, качество можно определить по цвету. Если он светлый, соломенный или желтый, то все нормально. Если он серый, синеватый или черный, то произошло окисление, что снизило качество.
Сварка полуавтоматом или автоматом производится по той же технологии, что и ручная. Единственное, на что необходимо обратить внимание, это отверстия в сопле горелки. Их диаметр согласно ГОСТ должен быть в пределах 12-15 мм. При этом зажигать и гасить горелку лучше на специальных подкладках или планках.
Электрошлаковая сварка
Легированные титановые сплавы обычно сваривают электрошлаковой сваркой. К примеру, сплав марки ВТ5-1, в состав которой входит олово – 3% и алюминий – 5%, изготавливается методом прессования и прокаткой в тонкие листы. Толстостенные детали не прокатывают, а куют.
Самыми сложными при сварке – это толстостенные заготовки. Поэтому их варят в среде защитного газа аргона с использованием флюса марки АН-Т2. При этом используется переменный ток, который в зону сварки подается трехфазным трансформатором. У этого оборудования должна быть жесткая характеристика.
Чтобы сварить такие заготовки нужно установить ток 1600-1800 ампер с напряжением 14-16 вольт. При этом зазор между ними должен быть 26 мм, расход аргона устанавливается в пределах 8 литров в минуту, а вес засыпаемого флюса 130 г. Но очень важно понимать, что качество сварки при таком режиме будет обеспечивать диаметр электрода. Если данный параметр равен 12 мм, то качество гарантируется. Если он равен 8 мм, то прочностные характеристики снижаются до 80%. Также не рекомендуется использовать в процессе сварки электроды из легированных сплавов. Они снижают пластичность металла в сварочном шве.
Контактная сварка
Титановые детали можно варить и контактным способом. ГОСТ это делать позволяет, потому что оптимальная скорость сваривания титана равна 2-2,5 мм/ сек. Увеличивать данный показатель не рекомендуется, потому что будет снижаться прочность металла, заполняющего зазор. И этот показатель очень важен, когда для соединения используется контактная сварка. Потому что данная технология производится очень быстро. При этом не стоит зачищать свариваемые кромки, а тем более фрезеровать их.
Так как существует несколько вариантов контактной сварки, то все они могут быть использованы для сваривания титановых заготовок. Контактная сварка может быть точечной, линейной и конденсаторной. Необходимо понимать, что у каждой технологии будет выбираться свой режим, зависящий от толщины свариваемых заготовок, от давления электродов, от их диаметра или от ширины и длины сварочной пластины, от времени сжатия, от продолжительности прохождения тока через металл. То есть, процесс этот не самый сложный, но требующий знания подбора все вышеперечисленных параметров технологического процесса.
Описание и параметры контактной сварки титана есть в ГОСТах. Так что разобраться в ней будет несложно. Обязательно посмотрите видео, в котором показано, как можно варить титан аргонной сваркой.
Сварка титана
Титан — удивительный металл. Он отличается уникальным сочетанием свойств: легкость, прочность, коррозионная стойкость. Кроме того, титан не отторгается тканями человеческого организма. Из титана изготавливают детали самолетов и подводных лодок, элитные велосипеды и протезы. Однако обработка титана, а особенно — его сварка сопряжена с определенными трудностями. Для их преодоления ученые и инженеры разработали и успешно применяют специальные способы сварки титана и его сплавов.

Особенности сварки титана и сплавов на его основе
Титан и его сплавы обладают температурой плавления от 1468 до 1830 ° С. Металл обладает высокой жаропрочностью (до 500 °С ) и высокой коррозионной стойкостью. Эти сплавы можно закалять, если добавить в качестве легирующих присадок хром, марганец или ванадий. При этом пластичность материала падает.
Однако при нагреве до 400 ° С поверхностные слои металла становятся химически активными и стремятся прореагировать с доступными окислителями, прежде всего — кислородом и азотом воздуха. Кроме того, при нагреве свыше 800 °С сплавы проявляют склонность к росту зернистости и пористости. Сварка титана должна происходить в условиях отсутствия газов — окислителей.
Способы сварки титана и его сплавов
Учитывая физико-химические свойства, титан и титановые сплавы сваривают только электродуговой сваркой.
Основные способы сварки титана:
- в газовой среде, с бескислородным флюсовым порошком АН-11;
- электрошлаковый для толстых листов, под флюсом АН-Т2;
- контактный в атмосфере защитных газов.

В ходе работы требуется защищать от окислителей не только рабочую зону, но и оборотную сторону соединения. Поэтому технология сварки титана предусматривает работу в изолированном объеме, заполненном газовой смесью на основе аргона. Дополнительную защиту осуществляют, используя подкладки или сваривая детали встык.
Подготовительные операции
Для получения прочного и долговечного шва необходимо подготовить свариваемые поверхности. Прежде всего, следует удалить пленку из окислов. Для этого детали тщательно зачищают и обезжиривают с двух сторон на расстояние в 20 см от линии шва. Проводить очистку и обезжиривание следует в защитных перчатках, предотвращающих попадание потожировых пятен с рук.
Далее поверхности в течение 10 минут обрабатывают травильным составом — 35 частей соляной кислоты, 65 частей воды и 50 граммов фторида натрия. Раствор нагревают до 60-70 °С.
Следом наступает очередь механической обработки — шлифовки металлическими щетками и наждачкой №12 до полного удаления заусенцев и трещинок. Аналогично следует обработать и присадочную проволоку. Теперь можно приступать непосредственно к сварке титана и его сплавов.
Технология и режимы сварки
Ручную сварку титана и его сплавов проводят электродами из вольфрама постоянным током обратной полярности. В ходе работ применяют оснастку и дополнительные приспособления, обеспечивающие защиту рабочей зоны и нагретой области, прилегающей к шву, и значительных отрезком остывающего шовного материала. Это специальные удлиненные насадки с соплами для подачи инертных газов, козырьки, перфорированные подкладные пластины с подачей газа и т.д. При соединении трубопроводов трубы заполняют защитным газом изнутри.
Ручная дуговая сварка
Ручная аргонодуговая сварка чаще всего применяется при изготовлении уникальных изделий или в мелкосерийном производстве, а также при выполнении работ высокой сложности, на которые не получается запрограммировать автомат.

Ручная дуговая сварка
При толщине листа до 3 мм зазор следует выставлять от полмиллиметра до полутора, и сваривать можно без добавления присадочной проволоки. При использовании 1,5-миллиметрового электрода и 2-миллиетровой присадочной проволоки сварочный ток для листов толщиной 2 миллиметра выбирают около 100 ампер, а для листов в 3-4 мм — ток увеличивают до 140 ампер.
Электрод ведут прямо, без колебаний, а наклонен он должен быть вперед по ходу шва. Если используется присадочная проволока, то она должна подаваться непрерывно, а электрод ставится перпендикулярно к заготовке.
После завершения шва и отключения электродуги требуется подавать защитные газы еще как минимум полторы — две минуты, чтобы дать возможность последнему участку шва и околошовной зоны остыть до 400 °С. Такая защита препятствует образованию окислов. Окислившийся шов легко отличим по цвету:
- высококачественный шов — желтый (соломенный);
- окислившийся – серо- черный, с переходом в синеву.
Автоматическая сварка
Автоматическая сварка проводится электродами из вольфрама с применением постоянного тока.
Если используется неплавкий электрод, то рекомендуется применять прямую полярность. Рекомендованный диаметр сопел горелки, подающих защитный газ, должен быть в пределах 12-15 мм.
Розжиг и гашение дуги выполняют не на самой детали, а на расположенных рядом с началом шва планках. Это связано с тем, что в начале и конце работы дуги в ходе переходных процессов возможны броски напряжения, могущие вызвать проплавление основной детали.
Режимы аргонодуговой сварки титана
При сварке титана аргоном работают с металлом толщиной от 0,8 до 3 миллиметров.
Параметры сварки зависят от толщины листа:
- Диаметр электрода 1 -3 мм;
- напряжение 80-130 вольт;
- сила тока 45-220 А;
- скорость ведения электрода 18-22 метров в час;
- расход газа в горелке 6-12 литров в минуту;
- расход в подкладной пластине 3-4 литра в минуту.
Режимы сварки титана под флюсом
При этом методе линия шва посыпается толстым слоем флюсового порошка. Облако инертных газов образуется по мере сгорания флюсового порошка в пламени электродуги и прикрывает как сварочную ванну, так и околошовное пространство.

Схема сварки под флюсом
Метод позволяет работать с более толстыми деталями – до 5 мм для стыковых и угловых соединений, а при сварке внахлест — только до 3 мм. Ток при этом используется от 250 до 330 ампер, рабочее напряжение — 24-38 вольт. Данный метод обеспечивает повышенную скорость сварки — от 40 до 50 метров в час (почти метр в минуту).
Электрошлаковая сварка титановых сплавов
Этот способ применяется реже, но позволяет достигнуть высокой эффективности при соединении заготовок из титановых сплавов с добавлением алюминия и олова. Метод весьма энергоемкий, применяются трехфазные сварочные источники. Сварочные токи достигают полутора тысяч ампер.
Применяются пластинчатые электроды сечением 12×60 мм. Они позволяют получить высококачественный шов, причем шовный материал по своим основным механическим параметрам близок к материалу деталей.
Для прессованных из титана деталей проводят сварку круглыми 8-миллиметровыми электродами. При этом не удается достигнуть столь же высоких прочностных показателей, как для пластинчатых.

При работе данным методом не рекомендуется использовать плавкие электроды из легированных сплавов, ввиду чрезмерного насыщения прессованного материала сварочными газами.
Контактная сварка титана
При контактной сварке электроды не используются для разжигания дуги, их назначение — только подвести электрический ток к рабочей зоне. Дуга разжигается непосредственно между небольшими зонами деталей, сближаемых между собой под давлением электродов. Метод применяется для сварки относительно тонких листов проката в ходе изготовления сосудов, корпусов и т.п.
Контактная сварка бывает:
- стыковая;
- точечная;
- шовная, или роликовая;
- конденсаторная
По данным исследований, наилучшая скорость оплавления при работе с крупными заготовками должна составлять 2-3 мм/с. Повышение скорости вызывает понижение прочностных характеристик шва, несмотря на аргонную защитную атмосферу.
В ходе подготовки к сварочным работам кромки заготовок следует отфрезеровать или зачистить абразивными материалами. Необходимо также тщательно обезжирить как линию шва, так и околошовную зону до 20 см. Поскольку титан имеет низкую теплопроводность, он склонен перегреваться. Поэтому значение осадки устанавливается на 10-20% выше, чем для конструкционных сталей.
Режимы стыковой сварки титана
Сварочные режимы определяются, прежде всего, площадью сечения свариваемых заготовок. Метод позволяет сваривать детали сечением от 150 до 10 000 мм 2 . При этом остальные характеристики варьируются в зависимости от сечения:
- осадочное давление 2,9-9890 МН/м 2 ;
- вылет 25-200 мм;
- припуск оплавки 8-40 мм;
- припуск осадки 3-15 мм;
- скорость оплавки 6-2,5 мм/сек;
- рабочий ток 1,5-50 А.
Точечная сварка титана
Этот метод позволяет получить негерметичное соединение листового металла до 4 мм толщины. Она широко применяется для корпусов механизмов и защитных кожухом, для сборки различных опорных рамок и т.п. Электрод должен быть достаточно прочным, чтобы выдерживать большое усилие сжатия листов. Для сварки протяженных швов с целью повышения производительности используется несколько электродов, расположенных с тем же шагом, что и точки шва.

Режимы точечной сварки титана определяются толщиной проката:
- толщина листа 0,8-2,5 мм;
- контактная поверхность 4-8 мм;
- давление электрода 1,9-6,8 кН;
- длительность импульса 0,1-0,4 с;
- длительность сжатия 0,1-0,4 с;
- ток импульса 7-12 кА.
Шовная роликовая сварка титана
данный способ используется для создания герметичных сварных соединений. Используются электроды в виде силовых роликов, которые катятся вдоль лини шва и сжимают листы заготовок друг с другом. На них периодически подают мощные импульсы тока с тем расчетом, чтобы зоны проплавления, имеющие овальную форму, перекрывали друг друга на 10-15% . Цепочка таких точек сварки и образует непрерывный герметичный шов. Метод позволяет сваривать листы толщиной от 0,2 до 3 мм и весьма популярен при изготовлении герметичных емкостей сосудов низкого давления, таких, как топливные баки, сильфоны и т.п.
Режимы конденсаторной стыковой сварки титановых труб
Конденсаторный метод является подвидом шовной сварки и отличается от него тем, что энергия электрического импульса запасается в батарее, составленной из мощных конденсаторов, и управляющим модулем периодически подается на электроды. Трубные заготовки диаметром до 23 мм с толщиной стенки до 1,5 мм получается сваривать даже без защитной атмосферы, поскольку мощный импульс выжигает окислители в зоне сварки.
Режим сварки также определяется диаметром трубы и толщиной ее стенки. Емкость конденсаторной батареи колеблется от 5 000 до 7000 микрофарад, напряжение импульса — от 800 до 2100 вольт, усилие сжатия — от 8 до 24 кН.
Очень важно соблюдать дистанцию вылета труб из вкладышей (от 1 до 1,8мм), поскольку при его превышении более 2,2 мм происходит смещение торцов и неполный провар шва.
Возможные дефекты при сварке
Одним из наиболее часто встречающихся дефектов является повышенная пористость шва. Он возникает за счет поглощения шовным материалом пузырьков водорода, попадающего в сварочную ванну. Чтобы избежать пористости, следует:
- тщательно зачистить и обезжирить рабочие поверхности;
- обеспечить достаточную защиту сварочной ванны и зоны остывающего металла.
Распространено также образование окисного слоя, переходящего от линии шва к сплошному металлу заготовок. Избежать этого позволяет поддержание защитного газового облака до остывания шва до температуры 400 °С.
Как и чем варить титан
Легкие и прочные титановые сплавы находят широкое применение благодаря стойкости к коррозии, прочности. Сварка титана усложняется химической активностью горячего металла, он одновременно реагирует с компонентами воздуха: кислородом, азотом, водородом, образуя непластичные соединения, ухудшающие качество шва.

Особенности сварки титана и его сплавов
При работе шов необходимо защищать с обеих сторон. Защитным флюсом покрывают зону прогрева около ванны расплава. Важно правильно подготовить кромки. Долго их не прогревают, титан начинает реагировать с водородом при 250°С. Чтобы сваривать в домашних условиях детали из титана, необходимо контролировать температуру, при 400°С титановый сплав способен воспламениться при доступе кислорода.
Для защиты титана в рабочей зоне используют:
- металлические накладки;
- флюсовые составы;
- газовые подушки, их создают с помощью насадочных камер.
При соединении труб делают заглушки, заполняют участок защитной атмосферой. Сплавы ВТ1–ВТ5 варить легче, шов получается плотным. При работе со сплавами ВТ15–ВТ22 применяют метод отжига швов для повышения их прочности.
Технология сварки
Подготовка состоит из зачистки кромок, окислы снимают на расстоянии до 2 см от кромки, и обезжиривания (нужно протирать титан в перчатках, чтобы от пальцев не оставалось следов). Затем металл протравливают горячей смесью (60°С) соляной кислоты (в 650 мл растворяют 350 мл) и фторида натрия (50 г). Состав наносится на 10 минут.
Для сварки титана и его сплавов используют:
- холодный метод;
- дуговой с использованием электродов;
- контактный;
- лучевой.
- Рассмотрим их подробней.
Ручная дуговая сварка
Используют тугоплавкий электрод на основе вольфрама (с итрированной или лантановой обмазкой). Его необходимо заточить под углом 45°. Сила тока удерживается на уровне 90–100 ампер. Тонкие изделия до 1,5 мм соединяют встык без присадки, остальные – с подачей прутка. Присадку по составу выбирают под сплав, перед работой ее отжигают в вакууме – удаляют водород. В герметичной упаковке она сохраняет свои свойства до 5 суток.
Максимальный ток при работе с 4 мм деталями – 140 А, 10 мм – до 200 А.
Аргонодуговая сварка титановых сплавов автоматом или полуавтоматом плавящимися электродами эффективна при использовании насадок, локализующих защитную атмосферу в нужной зоне. При ручной сварке титана аргоном:
- нужен ток постоянной полярности напряжением от 10 до 15В;
- электрод направляется вперед под углом;
- скорость образования шва – не меньше 2–2,5 мм/сек;
- присадка подается перпендикулярно;
- шов формируется на короткой дуге точными движениями;
- до охлаждения шов обдувается аргоном.
Расход инертного газа в минуту с внешней стороны 5–8 л, с обратной поверхности стыка достаточно 2 л/мин.
Электрошлаковая сварка
Применяется для толстостенных и кованых деталей из титановых сплавов, легированных алюминием и оловом. Рабочие параметры тока (варьируются в зависимости от толщины детали):
- сила от 250 до 330А;
- напряжение — 24-38В.
Такую нагрузку способен обеспечить мощный трансформатор. На металл наносят флюс марки АН–Т2, при разогреве он образует шлаковую ванну. Инертная атмосфера снижает риск самовозгорания металла, в аргоне стык находится до полного остывания. Расход защитного газа до 8 л/мин. Шов получается за счет использования пластинчатых титановых электродов сечением 12х60 мм или круглыми 8 мм. Прочность такого соединения значительно ниже, чем у титана, теряется до 2/3 пластичности.
Контактная сварка
Варить титан токоподающими электродами, образующими дугу внутри металла, можно несколькими способами:
- Встык соединяют элементы с площадью сечения от 150 до 104мм2. Сила постоянно тока от 1,5 до 50А, максимальный вылет электродов – 20 см.
- Точечно, способ применим для соединения титанового сплава внахлест. Получается прочный, но не герметичный шов. В зависимости от толщины листов сила сжатия электродов – от 1,9 до 6,8 кН; диаметр точки от 4 до 8 мм; импульсный ток от 7 до 12 кА.
- Роликовый – непрерывный ряд овальных точек, образующих шов. Электроды-ролики катятся по поверхности, проваривают металл до 3 мм.
- Конденсаторный способ схож с роликовым, импульс формируется в конденсаторной батарее, достигает 2100 в. Дуга прожигает титан до 1,5 мм толщиной, оксиды, ухудшающие соединение, испаряются.
Электронно-лучевая сварка
Мелкозернистый шов на титане до 160 мм создается мощным лучом. Пользоваться электронно-лучевой сваркой титана удобно при монтаже воздуховодов для отходящих газов. Этим способом соединяют стальные и титановые сплавы с образованием прочных соединений.
Контроль качества
Процесс сварки титановых сплавов регламентирован госстандартом ИСО 5817-2009. В зависимости от легирующих добавок прочность соединения составляет от 60 до 80% прочности сплава. Оксидная пленка видна сразу, цвет зависит от степени окисления титана:
- желтая – среднее качество соединения, прочность удовлетворительная;
- коричневый или фиолетовый – шов непрочный, нарушена технология.
Пористость возникает при контакте с водородом, если скорость подачи аргона низкая.