Сварка трубы аргоном с обратным валиком
Технология ручной аргонодуговой сварки труб
Технологические варианты
- сварной шов полностью выполняется ручной аргонодуговой сваркой неплавящимся электродом (рекомендуется при толщине стенки до 3 мм);
- сварной шов выполняется комбинированным способом: корневой шов — ручной аргонодуговой сваркой неплавящимся электродом, а последующие слои — ручной дуговой сваркой покрытым электродом (целесообразен при толщине стенки трубы 4 мм и более).
Ориентировочное расположение слоев и валиков (1 — 8) в стыках, сваренных по различным технологическим вариантам
| Вариант | Толщина стенки* свариваемых труб, мм | ||
| До 4 | Свыше 4 до 7 | Свыше 7 до 10 | |
| Комбинированная | Вертикальный стык | ||
 |  |  | |
| Аргонодуговая |  |  |  |
| Комбинированная |  |  |  |
| Аргонодуговая |  |  |  |
* При толщине стенки до 2 мм сечение стыка следует сваривать в один слой
Ручная аргонодуговая сварка неплавящимся W-электродом применяется для неповоротных стыков труб из низкоуглеродистых, низколегированных и легированных (коррозионностойких) сталей. Диаметр свариваемых труб — менее 100 мм, толщина стенки — до 10 мм.
Выбор параметров режима
Сварочный ток выбирают: при однопроходной сварке — в зависимости от толщины стенки трубы, а при многопроходной — исходя из высоты валика, которая должна составлять 2 — 2,5 мм. Сварочный ток назначают из расчета 30 — 35 А на 1 мм диаметра электрода.
Напряжение на дуге должно быть минимальным, что соответствует сварке короткой дугой.
Скорость сварки регулируют так. чтобы гарантировались проплавление кромок и формирование требуемых размеров шва.
Расход защитного газа зависит от марки свариваемой стали и токового режима (от 8 до 14 л/мин).
Присадочная проволока диаметром 1,6-2 мм выбирается но марке свариваемой стали (см. статью Сварочные материалы).
Ориентировочные режимы
Диаметр W-электрода, мм
Диаметр присадка, мм
Сварочный ток, А
Напряжение на дуге, В
Расход газа, л/мин
Минимальные режимы по току в зависимости от марки W-электрода
Диаметр W-электрода, мм
Постоянный ток (А) полярности
Переменный ток, А
Сварку начинают сразу же после установки прихваток, которые при выполнении первого слоя нужно переплавить. В труднодоступных местах первый корневой шов можно выполнять без присадочной проволоки, если зазор и смешение кромок не превышают 0,5 мм, а притупление кромок не более 1 мм. Исключение составляют стыки труб из сталей 10 и 20, которые всегда нужно сваривать с присадкой.
Очередность наложения слоев при сварке одним сварщиком неповоротного стыка

Зажигать и гасить дугу следует на кромке трубы или на уже наложенном шве на расстоянии 20-25 мм от конца шва. Подачу аргона прекращают спустя 5-8 с после обрыва дуги.
Сварку трубопроводов из высоколегированных, особенно коррозионностойких, сталей выполняют с защитой корня шва либо подачей аргона внутрь трубы, либо применяя флюс-пасту ФП8-2.
При сварке высоколегированных сталей нужно соблюдать ряд условий:
- минимальные токовые режимы;
- короткая сварочная дуга;
- максимальная скорость сварки без перерывов и повторного нагрева одного и того же участка металла;
- избегать поперечных колебаний горелки;
- присадочную проволоку следует подавать равномерно, чтобы не создавать брызг расплавленного металла, которые, попав на основной металл, могут вызвать впоследствии очаги коррозии
На толстостенных (более 10 мм) трубопроводах диаметром более 100 мм из низкоуглеродистых и низколегированных сталей корневой шов сваривают аргонодуговым способом без остающихся подкладных колец.
Сварку следует вести обратноступенчатым способом участками длиной не более 200 мм. Высота корневого шва должна быть не менее 3 мм. При этом необходимо обеспечить плавные переходы к поверхности трубы.
Направление и очередность укладки корневого слоя

Аргонодуговую сварку используют также, когда приваривают подкладное кольцо в трубах из углеродистых и низколегированных ст алей. Кольцо плотно, но без натяга, устанавливают в трубу, оставляя зазор между кольцом и внутренней поверхностью трубы не более 1 мм. Кольцо прихватывают снаружи угловым швом длиной 15-20 мм с катетом 2.5-3 мм к трубам диаметром до 200 мм в двух местах, а большего диаметра в трех-четырех местах.
Прихватку, независимо от марки стали трубы и подкладного кольца, выполняют с присадочной проволокой Св-08Г2С диаметром 1,6-2 мм. Подкладное кольцо приваривают однослойным угловым швом с катетом 3-4 мм с тем же присадком.
Прихватку и приварку подкладного кольца делают без предварительного подогрева независимо от марки стали и толщины стенки трубы. Исключение составляют трубы из стали 15Х1М1Ф с толщиной стенки более 10 мм — конец такой трубы подогревают до 250 — 300 °С.
§ 41. Способы формирования обратного валика корневого сварного шва. Схема действия сил на расплавленный металл сварочной ванны.
Обратным валиком принято называть хорошо сформированный валик корневого шва с противоположной стороны ведения сварки (рис. 51).
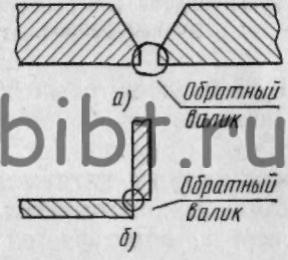
Рис. 51. Обратный валик корневого слоя сварного шва:
а — стыковое, б — угловое сварное соединение
Опасным местом в сварном соединении является непровар кромок в корне шва. Поэтому для получения 100%-ного хорошо сформированного обратного валика в корне шва применяют следующие приемы:
подводят под расплавленный металл сварочной ванны избыточное давление газа — сварка с поддувом;
наносят на свариваемые кромки с противоположной стороны ведения сварки слой специальной флюс-пасты.
Сущность сварки с поддувом состоит в том, что под расплавленный металл сварочной ванны подводится избыточное давление газа. Поддувочным газом может служить аргон, азот и углекислый газ. Давление газа под расплавленным металлом сварочной ванны создают порядка 50- 150 мм вод. ст. (500-1500 Па).
В формировании обратного валика при наложении корневого слоя шва участвуют:
сила тяжести расплавленного металла сварочной ванны P тм ;
давление сварочной дуги P д ;
сила поверхностного натяжения расплавленного металла сварочной ванны со стороны сварочной дуги Р пн(в) ;
сила поверхностного натяжения расплавленного металла сварочной ванны с обратной стороны шва Р пн(н) ;
давление поддувочного газа Р г .
Сила тяжести расплавленного металла и давление сварочной дуги в процессе сварки в нижнем положении стремятся провалить жидкий металл, металл сварочной ванны провисает, и на ее поверхностях возникают силы поверхностного натяжения, стремящиеся уравновесить первые две силы. В зависимости от соотношения этих сил расплавленный металл в корне шва принимает ту или иную форму. Сила тяжести расплавленного металла сварочной ванны определяется геометрией подготовленного соединения под сварку (величиной притупления кромок, зазором между ними и углом разделки кромок), а также режимом сварки. Давление сварочной дуги зависит от режима сварки и, главным образом, от величины сварочного тока. Сила поверхностного натяжения обусловливается кривизной жидкой поверхности металла сварочной ванны, которая, в свою очередь, определяется геометрией соединения и режимом сварки. Максимальные силы поверхностного натяжения возникают тогда, когда поверхность расплавленного металла принимает полуцилиндрическую форму.
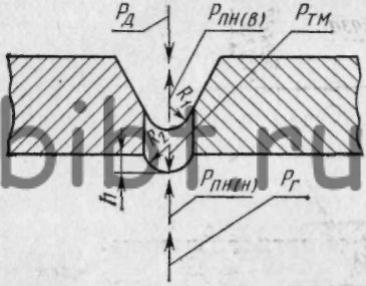
Рис. 52. Схема действия сил на расплавленный металл сварочной ванны (R 1 и R 2 — радиус кривизны жидкой поверхности сварочной ванны)
На рис. 52 представлена схема действия сил на расплавленный металл. Газ, проходя под расплавленным металлом сварочной ванны, отнимает теплоту, увеличивая этим силы поверхностного натяжения. Схемы подвода поддувочного газа под сварочную ванну расплавленного металла представлены на рис. 53.
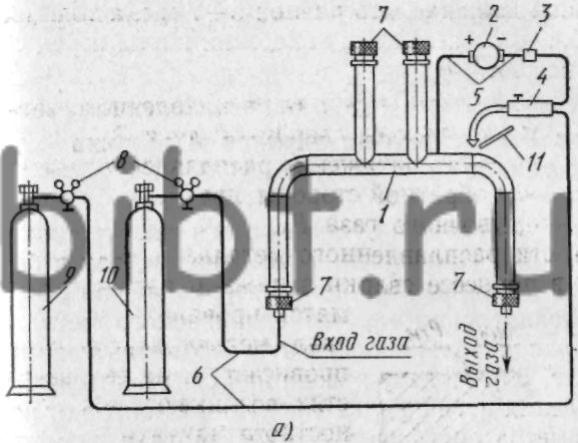
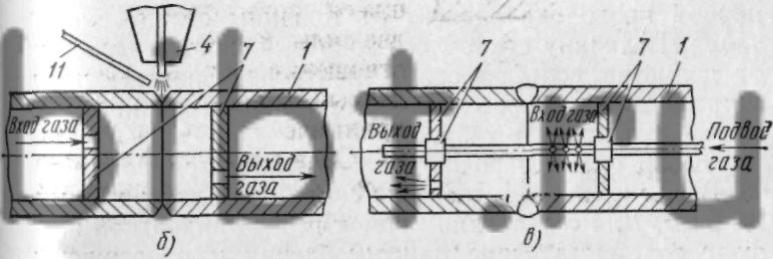
Рис. 53. Схемы ручной аргонодуговой сварки с поддувом защитных газов:
а — общий подвод поддувочного газа, б-в — местный подвод поддувочного газа; 1 — изделие, 2 — сварочный генератор, 3 — балластный реостат, 4 — горелка, 5 — сварочные провода, 6 — шланг для подачи газа, 7 — заглушки, 8 — редукторы, 9 — баллон с аргоном, 10 — баллон с поддувочным газом, 11 — присадочная проволока
Сущность применения флюс-пасты для формирования обратного валика состоит в том, что перед нанесением пасты на внутренние стороны свариваемого стыка кромки стыкуемых труб и прилегающие к ним наружная и внутренняя поверхности на расстояние 20-30 мм от торца очищают от грязи металлической щеткой, а затем тщательно обезжиривают ацетоном. Затем флюс-пасту в виде полос наносят на кромки стыка с внутренней стороны деревянным, металлическим или пластмассовым шпателем (лопаточка шириной 3-5 мм). При этом необходимо следить, чтобы паста при нанесении не попадала в разделку. Ширина полосы нанесенной пасты должна быть равной 5-7 мм, а толщина ее -не более 0,4-0,7 мм. Схема нанесения пасты перед сваркой дана на рис. 54.
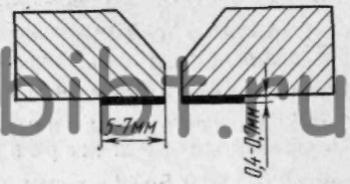
Рис. 54. Схема нанесения флюс-пасты
Как правильно варить корень шва трубы
Что значит «сварка на просвет»
Свое название этот способ получил потому, что такое соединение труб проверяется методами радиографического контроля. При его проведении шов раньше просвечивали рентгеновскими лучами для выявления изъянов. Сейчас для контроля применяются ультразвуковые аппараты. Однако чаще под термином «сварка на просвет» подразумевается соединение труб с зазором между ними. Соединяемые отрезки труб именуют катушками. Такой способ также называют сваркой под просвет.
Подготовительные работы
Прежде чем варить трубу необходимо подготовить металл в зоне стыка. Торцы должны быть отрезаны ровно, иначе наложить надежный шов будет затруднительно. С кромок снимаются фаски, чтобы угол между ними был 65 — 70˚. Поверхности на расстоянии не менее 3 см от торцов зачищаются шлифовальной машинкой или металлической щеткой до блеска снаружи и изнутри. Участки, изменившие цвет после обработки шлифмашинкой удаляются. Заусенцы убираются напильником. Острые края кромок притупляются до 2 мм, иначе они быстро расплавятся. Затем поверхности обезжириваются ацетоном.
Не менее важна и подготовка электродов. Их, перед началом работы, прокаливают в печи при температуре 380 — 400˚C в течение двух часов. Для продолжительного хранения электроды кладут в специальный пенал, в котором поддерживается температура на уровне 80˚С. Контейнер для этой цели можно изготовить самостоятельно из трубы ППУ. Когда нет возможности длительного прокаливания, электроды сушат горелкой в течение полутора минут слабым пламенем. Такой метод запрещен правилами, но в аварийной ситуации выбирать не приходится. Поскольку покрытие электродов быстро высыхает и опять набирает влагу, сушить более двух штук одновременно не следует.
Стыковка труб
Чтобы исключить смещение заготовок относительно друг друга катушки укладываются на уголке или швеллере. В идеале несовпадение должно равняться нулю, так как даже расхождение в 1 мм, разрешенное правилами, приводит к непровару. Зазор, в зависимости от толщины стенок, устанавливается в пределах 2 — 3 мм. В повседневной практике для этого между торцами труб вставляют электрод подходящего диаметра. При толщине стенок от 10 мм величина зазора выставляется 3 мм. При стыковке также нужно учитывать погрешность, которая возникает при прихватке из-за нагрева металла в ее точках. Возникающие термические напряжения стягивают трубы, поэтому зазор увеличивают на несколько десятых долей миллиметра.

Правильная подготовка и стыковка труб
Процесс стыковки упрощается, если использовать центратор. Он обеспечит точное совмещение осей труб и неизменность их положения во время сварки. Обычно применяют наружный центратор, но лучше выбрать внутренний, так как он исправляет нарушения формы, например, овальность торцов труб.
Возбуждение сварочной дуги
Чтобы возбудить дугу, существует несколько способов.
Вариант 1. Сварщик кончиком электрода должен прикоснуться к металлической поверхности, затем быстро отвести его назад на несколько миллиметров (2 – 4). Как результат появится дуга. Её длина поддерживается медленным опусканием электрода. Все зависит от величины расплавления. Перед тем как образуется дуга, лицо работника обязательно должно быть закрыто защитным щитком.
Вариант 2. Возбудить сварочную дугу можно и другим способом. Кончиком электрода сварщик быстро проводит по металлической поверхности, затем также быстро поднимает его на пару миллиметров. Между электродом и поверхностью металлом появится дуга. Во время сварки необходимо стремиться поддерживать очень короткую дугу. Возле шва будут образовываться небольшие капли металла. Плавление электрода будет плавным и спокойным. Шов получается глубоким и прочным.
Если размер дуги будет слишком длинным, основной металл недостаточно хорошо проплавится. Металл электрода при сварке начнет окисляться, появятся сильные брызги. Шов после такой сварки будет неровным, с многочисленными окисными вкраплениями.
Длину дуги можно легко определить по звуку её горения. Если длина имеет стандартные значения, звук будет однотонным и равномерным. Очень длинная дуга начнет издавать резкие звуки, которые будут постоянно сопровождаться сильными хлопками.
Если дуга оборвалась, ее возбуждают снова. Кратер, на котором оборвалась дуга, тщательно заваривают. Если необходимо сварить очень важный узел, который будет эксплуатироваться при знакопеременной нагрузке, а также возможно появление «усталости», категорически запрещается возбуждать дугу прямо на поверхности основного металла. Если возбуждение будет происходить не по шву, возможно появление «ожога» металла. В этом месте шов может просто разрушиться при эксплуатации детали.
Настройка режима сварочного аппарата
Для сварки трубы под просвет рекомендуется использовать сварочный аппарат постоянного тока. Работа проводится в режиме прямой полярности, когда электрод подключен к плюсу, а труба к минусу. Величина сварочного тока устанавливается в зависимости от толщины стенок трубы и диаметра электродов. Точное его значение в каждом случае подбирается опытным путем. Однако независимо от размера труб создание корня сварного шва проводится электродами диаметром 2,5 мм при минимально возможном токе. Попытки использования тройки для ускорения процесса кончаются плачевно.
Как варятся угловые швы
Расплавленный металл при этой сварке, будет стекать вниз. Оптимальным способом сварки подобных швов из нижнего положения, считается «в лодочку». Деталь устанавливается таким образом, чтобы не происходила течь шлака прямо перед дугой. (Смотри рисунок. 68, а).

Когда сваривается угловой шов, при горизонтальном расположении нижней плоскости, иногда плохо провариваются вершины угла.
Причиной образования такого непровара может стать начало сварочного процесса с листа, стоящего вертикально. Расплавленный металл начинает стекать вниз, на лист, не успевший хорошо прогреться. Именно поэтому варить такие швы нужно с нижней плоскости. Причем дуга должна зажигаться в определенной точке (А). Движение должно осуществляться согласно схеме рисунка 68 б.
Процесс сварки
Прихватка
Сварку трубы под просвет начинают с прихватки в нескольких точках. Их количество зависит от диаметра заготовок, но не менее четырех с шагом 90˚. После создания первой точки положение труб при необходимости корректируется. Прихватка должна надежно скрепить заготовки между собой. После сварки всех точек стык еще раз зачищается. Обнаруженные поры и плохо проваренные места удаляются, так как они в дальнейшем станут причиной брака.
Корень шва
Сварку удобней проводить, если прихваченные трубы будут находиться в полупотолочном положении. Это обеспечит свободный доступ к стыку. На нижней части соединения наносится отметка. Отступив от нее 1 — 3 см начинают сварку корня шва под просвет. Дуга зажигается на фаске или ее внешнем краю, но не на поверхности трубы. На потолочной части стыка кончик электрода находится в зазоре с постепенным движением вверх. Для формирования обратного валика дуга должна гореть внутри трубы.
При движении электрода без поперечных отклонений нужно следить, чтобы оплавлялись обе кромки. Если плавится только одна сторона, следует остановиться и повторить проход. Горение дуги снаружи означает, что стык стянулся. Его можно прорезать большим током, но предпочтительней аккуратно расширить болгаркой. Если наплавляемый корневой шов провисает, значит, завышен сварочный ток или электрод движется медленно.
Если представить торец трубы в виде циферблата часов, то при выходе на 40 минут электрод начинают раскачивать на половину диаметра между кромками. В результате образуется технологическое окно, через которое можно следить за формированием внутреннего валика. При сварке тонкостенных труб небольшого диаметра оно только намечается, но не стоит проплавлять на этом месте сквозную дыру. Электрод продвигается без колебательных движений, меняется только положение держака, чтобы обеспечить стабильность дуги при минимальном токе.
Возможные ошибки и дефекты сварного шва
- Ток большой величины при варке корня ведет к образованию вместо технологического окна отверстия, через которое металл будет капать вниз. Обеспечивайте ток такой силы, чтобы металл успевал остыть буквально сразу за движением электрода.
- Если технологического окна не видно, скорее всего, сила тока слишком мала, и ее увеличивают.
- Маленькое притупление приводит к увеличению технологического окна и к провисанию металла внутрь трубы.
- Зазор более 2 мм гарантирует появление пор в шве – работа будет неудовлетворительной.
- При сварке электродом нельзя делать скачковые движения более 5 мм в длину.
Сварка стальных труб – для новичка дело непростое. С практикой придет опыт и интуитивное ощущение того, что и в какой момент следует сделать, чтобы сварной шов вышел идеальным.
Возможно, вы профессиональный сварщик, и у вас есть, чем поделиться с читателями. Оставляйте свои мнения в комментариях.
Какие могут возникнуть дефекты при сварке
Самым большим дефектом при проведении сварки считается непровар. Сварщики, у которых случаются такие огрехи, не допускаются к работе на трубопроводах. Неаккуратность швов и их провисание, а также другие мелкие дефекты случаются при нарушении технологии сварки. Для их предотвращения работа должна выполняться с соблюдением следующих условий:
- сварка выполняется короткой дугой на минимальном токе;
- отрыв электрода допускается только при замене;
- тщательный подбор тока;
- правильная подготовка труб;
- проведение работы прокаленными электродами;
- место сварки должно быть защищено от ветра и осадков;
- использование качественного оборудования и электродов.
При освоении этого вида сварки главное научиться наплавлять корень шва. Для тренировки можно взять две металлические пластины толщиной 10 мм и прихватить с зазором, не забывая о подготовке стыка. Закрепляя их под разными углами, отрабатывают навыки сварки на просвет по горизонтали, вертикали, потолке.
Техника получения хорошего сварного соединения
Когда валики начнут получаться ровными, можно попытаться начать изготавливать соединительные швы. Такую операцию сможет выполнить достаточно опытный практикант, который умеет варить электросваркой.
Зажигание электрода выполняется согласно описанной выше технологии. Единственным отличием будет движение руки сварщика. Она будет выполнять колебательные движения. Расплав будет как бы переходить с одной поверхности детали на другую. Движение может происходить по нескольким траекториям:

Для тренировки можно взять небольшую металлическую заготовку. По поверхности мелом провести линию, чтобы ее можно было увидеть через темное стекло маски. Именно по ней нужно двигаться электродом, чтобы получить своеобразный шов, в виде любой вышеуказанной траектории.
После того, как шов остыл нужно молотком отбить шлак и рассмотреть проделанную работу.
Когда появился небольшой опыт можно начинать изготавливать соединительные швы, которые имеют несколько видов:
Кроме того, такие швы могут быть горизонтальными и вертикальными, могут свариваться в разных направлениях.
Только после многочисленных тренировок можно добиться равномерного движения руки. После этого можно получить красивые детали.
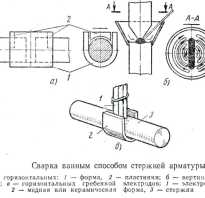
Сварка трубы аргоном с обратным валиком
Ручную аргонодуговую сварку применяют для выполнения корня шва технологических трубопроводов из углеродистых, низко-, среднелегированных и легированных сталей диаметром до 100 мм с толщиной стенки не более 10 мм.
Рис. 54. Схемы взаимного расположения валиков при многослойной сварке.
а —толщина стенки трубопровода до 4 мм; б — то же, 4—7 мм; в — то же, 8—10 мм; 1—1 — последовательность наложения валиков; 1 — при сварке всего сечения; 11 — при сварке корневого шва
Дальнейшее заполнение разделки производят ручной сваркой покрытыми электродами и механизированными способами. При монтаже технологических трубопроводов из хромоникелевых сталей также используют аргонодуговую сварку. У трубопровода с толщиной стенки до 3 мм стык сваривают только аргонодуговой сваркой, а при толщине более 3 мм выполняют только корень шва, а дальнейшее заполнение разделки можно производить аргонодуговой сваркой с присадочной проволокой, ручной сваркой покрытыми электродами или механизированными способами сварки. При зазоре между трубами не более 0,5 мм корневой шов можно сваривать без присадочной проволоки, а при большем зазоре — с присадочной проволокой. В дождливую и ветреную погоду аргонодуговую сварку необходимо вести в специальных укрытиях.
Число, последовательность наложения и взаимное расположение сварных валиков при многослойной сварке вертикальных и горизонтальных швов приведены на рис. 54. Взаимное расположение горелки и присадочной проволоки при сварке горизонтального и вертикального стыков показано на рис. 55. Угол между электродом и радиусом трубы в месте сварки зависит от качества защиты и конструктивных особенностей горелки.
Рис. 55. Взаимное расположение горелки и присадочной проволоки
а — сварка вертикального стыка в обычных условиях; б— то же, горизонтального стыка; в — сварка с удлиненным мундштуком горизонтального стыка в стесненных условиях; 1 — направление подачи проволоки; 2 — направление сварки
Рис. 56. Схема движения горелки
а — вертикальный стык; б — горизонтальный стык; 1 — направление сварки; 2 — направление подачи проволоки; 3 — траектория движения конца электрода при наложении корневого шва; 4 — то же, при наложении последующих слоев
Для горелок АГМ-2 и АГС-3 этот угол может меняться в пределах 0—70°, для остальных горелок (АР-3, МГ-3 и др-) с канальной схемой истечения газов — в пределах 0—25°. Присадочная проволока при аргонодуговой сварке должна подаваться в сварочную ванну навстречу движению горелки, а горелка должна двигаться справа налево. Корневой шов сваривают с амплитудой колебания горелки и присадочной проволоки 2—4 мм. При наложении последующих слоев горелка должна совершать колебательные поперечные движения (рис. 56) с амплитудой 6—8 мм. Оплавляемый конец присадочной проволоки должен всегда находиться под защитой аргона. Нельзя резко подавать конец проволоки в сварочную ванну.
Ручная аргонодуговая сварка должна осуществляться при возможно короткой дуге (не более 1—3 мм) постоянным током обратной полярности. Зажигание и гашение дуги необходимо выполнять на свариваемой кромке или на сваренном шве на расстоянии 20—25 мм позади кратера. Подача аргона из горелки начинается на 15—20 с раньше момента зажигания дуги и прекращается через 10—15 с после обрыва дуги. В течение этого времени струю аргона следует направлять на место начала сварки или на кратер. Особое внимание должно быть уделено провару корня шва и заделке кратера. Для заделки кратера рекомендуется применять дистанционное управление источником питания сварочной дуги. При его отсутствии кратер заделывают путем ввода в него капли расплавленного металла присадочной проволоки с одновременным ускорением отвода горелки от стыка до естественного обрыва дуги. При сварке без присадочной проволоки кратер заделывают путем ускоренного отвода горелки в сторону, противоположную направлению сварки, и быстрого возвращения горелки на прежнее место. После сварки корневого шва проверяют его качество. При обнаружении трещин дефектный участок удаляют узким наждачным кругом и снова заваривают с присадочной проволокой. Корневой шов с применением расплавляемой вставки сваривают без присадочной проволоки с обязательным расплавлением вставки на всю глубину и по всему периметру сварного соединения.
Количество аргона, подаваемого в трубопровод небольшого диаметра для продувки, не превышает 3—. 4 л/мин. По мере увеличения диаметра трубопровода и его длины время продувки увеличивают независимо от расхода газа. Для экономии аргона заполняют не всю полость трубопровода, а только прилегающий к сварному шву его объем. Для этого устанавливают специальные заглушки (рис. 57). Установив заглушки вблизи стыка и подавая аргон через подводящий рукав, образовавшуюся полость заполняют защитным газом. Однако этот способ защиты имеет ряд недостатков. Если учесть, что на поддув идет более 50 % аргона, расходуемого на защиту сварочной ванны, то защита обратной стороны корня шва дорогостоящим аргоном обходится в 2 раза дороже, чем процесс сварки стыка. Стоимость поддува возрастает за счет изготовления и установки заглушек. Кроме того, поддув аргона неудобен и дорог тем, что для сварки замыкающих стыков часто приходится заполнять газом весь трубопровод. Указанные недостатки позволяет устранить флюс-паста, которую наносят на обратную сторону шва (рис. 58) до прихватки в защищенном от атмосферных осадков месте при положительной температуре. Полное высыхание флюс-пасты происходит через 15—20 мин после нанесения ее на кромки стыка. Высыхание флюс-пасты контролируют визуально. При высыхании она изменяет цвет с интенсивно черного на темно-серый.
Рис. 58. Схема нанесения флюс-пасты
Рис. 59. Схемы установки нагревательных устройств
а — из двух поясов ГЭН; б — из четырех поясов ГЭН; в — из одного КЭН; г — из двух КЭН; д — гибкий индуктор из голого медного провода; е — одно-пламенная универсальная горелка; ж — кольцевая многопламенная горелка
Для подогрева стыков применяют гибкие нагревательные элементы типа ГЭН, комбинированные нагревательные элементы типа КЭН (рис. 59), гибкие индукторы из голого медного провода марки М или М1Т сечением 180—240 мм2 с 8—12 витками и газопламенные горелки.
Одноплеменными универсальными горелками подогревают стык после установки воронок из листового асбеста, которые крепят металлическими хомутами. Нагрев следует выполнять нейтральным пламенем. Число одновременно работающих горелок не ограничивается и определяется из условия обеспечения равномерного нагрева по окружности свариваемого стыка. Кольцевые многопламенные горелки устанавливают концентрично по отношению к трубе с двух сторон от подогреваемого стыка.
Температуру нагрева определяют с помощью термоэлектрических термометров или термоиндикаторов. Горячий спай термоэлектрического термометра закрепляют на подогреваемом соединении зачеканкой с помощью бобышки, зачеканкой V-образной бобышки, креплением болтом и гайкой с прорезью, приваркой или приваркой с помощью наплавленной бобышки. Место крепления горячего спая необходимо изолировать от прямого воздействия тепловых лучей сварочной дуги асбестовой или кремнеземной тканью. При подогреве трубопроводов из закаливающихся сталей термопару необходимо крепить болтом и гайкой с прорезью. Для контроля температуры термоиндикаторами зачищают площадку размером 40X15 мм на расстоянии 10—15 мм от кромки трубы, на которую наносят термоиндикаторами штрихи шириной 7—8 мм и длиной 25—30 мм. При сварке с подогревом температуру следует контролировать в течение всего процесса подогрева и сварки, а в случае последующей термической обработки без перерыва между ними; температуру необходимо контролировать автоматическими самопишущими потенциометрами.
При изготовлении технологических трубопроводов стыки сваривают в поворотном и неповоротном положениях.
Рис. 60. Схема сварки корневого шва за два поворота
1—4 — последовательность сварки
Рис. 61. Порядок сварки неповоротного стыка
а — корневого шва; б — второго и последующих слоев; 1—4 — последовательность наложения слоев
Рис. 62. Порядок сварки неповоротных стыков двумя сварщиками
а — корневой шов; б — второй и последующие швы; I — первый сварщик; II — второй сварщик; 1—6 — последовательность сварки
При сварке поворотных стыков ось трубопровода мо-жет располагаться вертикально или горизонтально. Если вращение стыка затруднено, сварку корневого шва выполняют за два поворота (рис. 60). Направление и порядок сварки корневого слоя вертикального и горизонтального неповоротных стыков показаны на рис. 61. Длина заваренных участков не должна превышать 200 мм. При большей длине участка его следует сваривать об-ратноступенчатым способом. Стыки трубопроводов из мартенситных и мартенситно-ферритных сталей диаметром до 219 мм независимо от толщины стенки должен сваривать один сварщик. Стыки большего диаметра сваривают одновременно два сварщика. Для поддержания необходимого температурного режима по всему периметру стыков трубопроводов диаметром более 800 мм сварку могут вести две пары сварщиков, работающих попеременно. Порядок наложения валиков первого и последующих швов при сварке вертикального стыка показан на рис. 62. Порядок сварки одним сварщиком горизонтальных стыков трубопроводов диаметром до 219 мм приведен на рис. 63. Порядок сварки горизонтальных стыков двумя сварщиками показан на рис. 64.
Трубопроводы из мартенситно-ферритных сталей сваривают при температуре окружающего воздуха не ниже 0 °С, а элементы трубопроводов из стали 15ХМ — при температуре не ниже —10 °С с подогревом до 250— 300 °С независимо от толщины стали. Допустимый перерыв между окончанием сварки и началом термообработки должен соответствовать требованиям проекта производства сварочных работ. В процессе сварки не допускается перегрев стыка труб из аустенитной стали. Если основной металл на расстоянии 20—25 мм от линии сплавления нагрелся выше 100°С, надо сделать перерыв в сварке или, не прерывая сварки, охладить стык струей сжатого воздуха.
При сварке разнородных сталей одного структурного класса, но разной степени легирования технологию и режимы выбирают для более легированной стали. Если сваривают разнородные стали различных структурных классов, технологию и режимы выбирают таким образом, чтобы обеспечить минимальное проплавление основного металла. При сварке коррозионностойкой и жаропрочной стали, содержащей 12% хрома, с высокохромистыми хромоникелевыми сталями температуру подогрева выбирают близкой к применяемой для однородных соединений из стали с 12% хрома.
СВАРКА КОРНЯ.
В современном мире всё чаще слышится слово качество. Всё чаще требуют от сварщиков профессиональной работы при сварке теплотрасс, водопроводов. Проверяют св.стыки ультразвуком и даже светят на полном серьёзе.
Человеку, который не проходил подготовку, довольно трудно выглядеть достойно в такой ситуации. В этой статье рассмотрим: что такое корень и как быстро, не выдумывая велосипед, научиться его правильно варить.
Корень варить очень не сложно. Нужно выполнять некоторые, если хотите, правила.
Корень — это самый важный шов. Если корень сварен качественно, то всё остальное идёт как по маслу. Очень редко бывают поры в заполнении или в облицовке.
Теперь о правилах при сварке корня.
Нарушив хоть одно из них, можете не рассчитывать на чистый качественный корень.
Притупление 2мм (лучше чуть — чуть больше, чем меньше).
Не должно быть ветра, сквозняка в трубе (даже лёгкий ветерок — это поры).
Постоянка очень боится воды, электроды просушены (труба тоже теплая , сухая).
Сварочный ток не должен быть большим (нарушает структуру металла и поры).
Короткая дуга (слегка касаемся обмазкой сварочной ванны, очень слегка).
Правильный зазор (зависит от толщины стенки трубы и металла из которого труба).
Чтобы не повторятся, прочитайте статью: КАК ЗАВАРИТЬ ЧИСТЫЙ СТЫК НА ПРОСВЕТ. Приготовили катушку, выставляем зазор 2,6мм (оббитым электродом). Прихватываем, желательно прихватки длинной по 15мм. Труба 219. Толщина стенки 8мм. Это самая лёгкая труба для учёбы.
Начинаем варить корень.
Лучше учиться с поворотки. Варите вертикал, по началу он самый простой. Сели поудобней, электрод перпендикулярно к трубе и электрод направлен на ось трубы или немножко задран вверх. Задирать вверх даже лучше.
Зажгли дугу, ток правильный, (прочитайте: КАК ЗАВАРИТЬ ЧИСТЫЙ СТЫК НА ПРОСВЕТ) короткая дуга, расплавьте притупление и у вас получится между трубами начало св.шва. Варим не спеша, аккуратно , ТОК НЕБОЛЬШОЙ, МЕТАЛЛ ВЯЗКИЙ. Вы увидите, что расплавленное притупление с двух сторон образует окошко. Это окошко называется технологическим окном.
ПРИ СВАРКЕ КОРНЯ ТЕХНОЛОГИЧЕСКОЕ ОКНО -ЭТО САМОЕ ГЛАВНОЕ ДЛЯ СВАРЩИКА. По технологическому окну сварщик имеет представление о проваре, о ширине и высоте провара (сварочный шов внутри трубы, он же провар). И вообще технологическое окно говорит о том: есть провар или нет.
ПРОВАРОМ НАЗЫВАЕТСЯ СПЛАВЛЕНИЕ КРОМОК РАЗДЕЛКИ ТРУБЫ (разделка трубы — это фаска и притупление в нашем случае).
Катушка должна быть не шире 20см, чтобы было удобно рассмотреть шов (провар) внутри трубы. Узкая катушка быстро нагреется и будет не правильно работать теплопоглощение.
Немножко проварив, посмотрите что получается, сделайте поправки и пробуйте варить дальше. Не лезьте на потолок , пока не научитесь варить уверенно вертикал, поверьте, будет только хуже. Научившись уверенно варить вертикал, вы будете знать, что требовать от потолка и потом от выхода с потолка на вертикал. Самое сложное нижнее положение, учитесь его варить в последнюю очередь.
При сварке корня обратите внимание на то, что большой обратный валик склонен к внутренним порам. Большой обратный валик дольше остывает и успевает вступить в реакцию с внешней средой. А если ещё и ветер или сквозняк в трубе — это почти гарантия появления пор.
При сварке корня сила тока должна быть такой, чтобы металл остывал (кристаллизовался) за вами буквально за одну секунду. Провар (высоту св. шва внутри трубы) лучше держать в диапазоне от нуля до одного миллиметра.
При маленьком притуплении вам не на что будет опереться и будет появляться не технологическое окно, а отверстие, куда бесконтрольно будет стекать металл, а на потолке будет провис.
Зазор должен быть от 1мм до 2мм в зависимости от толщины стенки. В крайнем случае, 2,5мм.Большой зазор — это тоже почти гарантия внутренних пор.
И так, мы увидали технологическое окно, расплавляем притупление равномерно с двух сторон, сварочный шов поднимается вверх. Весь смысл в том, чтобы вы постоянно видели технологическое окно, которое является гарантией провара. Но окно само не будет появляться, надо приложить всё ваше мастерство, чтобы оно было всегда одного диаметра. А это естественно ваш провар, он будет ровный одной высоты и ширены. Потом со временем вы само собой научитесь формировать высоту обратного валика, это придёт само.
Диаметр технологического окна не делайте большим, до трёх мм,больше не надо. Большое тех. окно — это тоже внутренние поры. Причём поры располагаются очень коварно и они вроде бы в разрезе не участвуют в толщине стенки трубы, но на плёнке видны очень отчётливо и естественно: ремонт. Попробую изобразить на картинке обычное расположение пор в корне.
Если у вас не получается, обратите внимание в первую очередь на силу тока ( правильную сборку катушки не обсуждаем, всё должно быть идеально). Если ток маленький, вы не увидите тех.окно, если ток большой, будет не окно ,а отверстие куда устремится металл.
При большом токе не надо делать разные хитроумные движения, которые гасят ток, просто скиньте ток на пружине(баластнике, гитаре). Если всё правильно, корень варится очень даже легко. Варите, смотрите что получается, поправки в голове и пробуйте(тренируйтесь). Потом, когда получится вертикал ,пробуйте потолок или постепенно опускайтесь в низ и поднимайтесь вверх.
Сварщиком ещё никто не родился, но есть правда такой момент: одному даётся быстрее, чем другому. Поэтому, у кого не получается , не расстраивайтесь и не опускайте руки, вы ещё вполне возможно будете варить лучше тех, кто быстрее схватил и успокоился.
Теперь о секретах .
Поверьте, что их нет. Есть у сварщика только личный опыт. Поэтому и делимся личным опытом.
Сварку корня трубы со стенкой 8 — 10мм, лучше варить сразу с заполнением.При стенке 12мм и толще заполнение придётся варить отдельно. Ход электрода напоминает треугольник. С края на край, посмотрели в тех.окно (посмотрели, имеется ввиду электродом, обозначили тех.окно), чуть назад и опять с края на край и в тех.окно и т.д. При движении с края на край не сплавляйте края фаски, они вам послужат направляющими при сварке облицовки.
Но такой ход не пройдёт на потолке, будет провис. Почему провис, ответ в статье: КАК ЗАВАРИТЬ ЧИСТЫЙ СТЫК НА ПРОСВЕТ. Хотя, кто знает чужие возможности.
При толщине 10мм и больше варите в три прохода. Корень, заполнение, облицовка. Но если надо заработать стенку 10мм, можно и в два прохода выкрутить.
Регламентировать ход электродом нельзя, он меняется по ситуации, главное выполнять правила , это варим только с низу вверх и не бросаем сварочную ванну от защиты газовым облаком. Не делаем электродом больших движений, не больше 5мм.
Прочитав советы, вы должны чётко понимать, что надо делать, а чего категорически нельзя. Всё остальное зависит от вас, не спеша, спокойно, аккуратно; скорость придёт сама. Когда был молодой, один сварщик со стажем 35 лет сказал: Учись варить хорошо, плохо получится само.
Следующий шаг в сварке корня это научится варить так, чтобы не было видно где закачивался один электрод и начинался другой. Обратный валик должен быть без кратеров(ямка в сварочном шве) и без непровара. Чтобы не было статовых пор и пор при окончании электрода.
Все картинки будут вид с боку в разрезе. Когда вы прихватываете трубу(варите корень) сварочный шов выглядит так.
Вы видите, что в начале и в конце св .шва образуются поры — это неизбежный процесс. Такие поры на плёнке, это ремонт. Не полагайтесь на ремонт, это очень коварная процедура. Во время ремонта варить тяжелей в силу разных нюансов. Это вы поймете, когда начнёте работать, объяснять очень долго. Не думайте , что всё ремонтируется с первого раза, бывает четыре ремонта потом вырезка стыка. Поэтому не спеша , медленно, правильно с первого раза. Не ленитесь брать в руки шлифмашинку, это ваш лучший помощник.
Давайте сварим 159 трубу, поэтапно в разрезе.
Собрали стык по всем правилам, прихватили в разрезе — это получилось так.
Варим корень дальше, между прихватками покажем один электрод, меньше рисовать, но смысл не меняется.Получается следующая картинка.
Варим корень дальше,между прихватками покажем один электрод,меньше рисовать,но смысл не меняется.Получается следующая картинка.
При сварке обращаем всё внимание на то,что получается внутри(на провар).Снаружи нас выручит шлифмашинка,электрод начинаем сплавлять толко в зоне шва.Как видим корень варится очень даже не сложно.Надо просто выполнять все действия,и не лениться брать в руки шлифмашинку. Для тех кому надоело брать в руки после каждого электрода шлифмашинку.
Следите за тем, чтобы после окончания электрода металл не вздувался пузырем,
если это происходит, то надо правильно уходить из сварочной ванны, мы говорим о корне.
Поджали электродом технологическое окно( ткнули в зазор), отойдите назад, влево на фаску
(обязательно короткая дуга). Отходите в низ на 4-5мм, затем полумесяцем через низ на правую
фаску и выход. Обязательно короткая дуга. Смысл в том, что вы даёте остыть корню
(закристаллизироваться), не прекращая защищать его от воздействия внешней среды.
Если пора не появляется вы всё делаете правильно, не давайте металлу остыть, как можно
быстрее меняйте электрод и вперёд. Не дать остыть для того, чтобы не было видно перехода
с электрода на электрод