
Роликовый стенд для сварки обечаек
Приспособления для сборки металлоконструкций. Сборка обечаек.

Приспособления для сборки металлоконструкций. Сборка обечаек.
Использование приспособлений для сборки является обязательным, так как ими обеспечивается правильное расположение собираемых частей.
Применение приспособлений создает тщательность пригонки свариваемых деталей, а также равномерность накладываемых швов.
Сварка продольного и радиального швов без приспособлений практически невозможна. Например, наложение радиального шва связано с поворачиванием свариваемых деталей, осуществляемым с помощью поворотных роликов. Приспособления необходимы для создания жесткого закрепления, что предупреждает коробление при сварке.
Классификация сборочно-сварочных приспособлений.
Классификация приспособлений по назначению предусматривает два основных вида приспособлений:
По степени подвижности приспособления разделяются на:
По роду привода — на приспособления:
а) ручного действия;
б) с машинным приводом.
Переносные сборочные приспособления для сварки.
К переносным приспособлениям ручного действия относятся приспособления, применяемые при сборке сопрягающих продольных и поперечных швов деталей.
Такими простейшими приспособлениями для соединения кромок продольных швов служат стяжные кольца, которые применяют для получения плотного прилегания перед сваркой, и домкраты, применяемые для смещения кромок при пригонке.
Струбцина для стыковки обечаек.
Кольца и домкраты можно заменить приспособлением специального типа. Таким приспособлением является струбцина (рис. 1, а) для стыковки кромок обечаек, которая вполне пригодна также для стыковки толстостенных обечаек. При помощи струбцины можно получить необходимую плотность прилегания кромок при сварке. Струбцинка дает возможность соединения кромок при сборке обечаек диаметром 1000 мм при толщине стенок 20 мм.
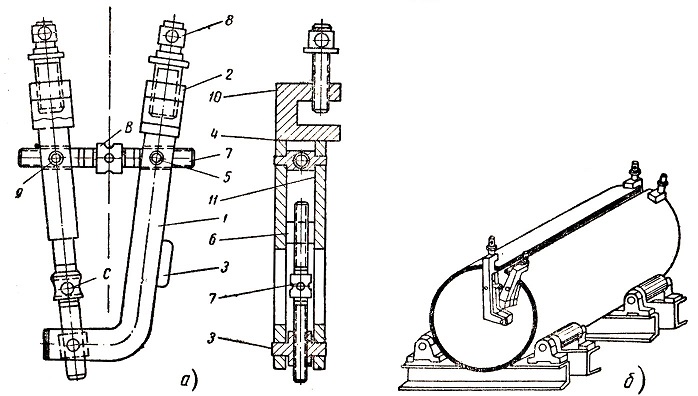
Рис. 1. Струбцина (а) и ее применение (б) для стыковки кромок и обечаек:
1 — коленчатая планка; 2 — скоба; 3 — накладка; 4 — планка; 5 — шарнирная гайка; 7 — стяжной винт; 8 — нажимной винт; 9 — шарнирная гайка; 10 — скоба; 11 — планка.
Чтобы соединить кромки обечайки, необходимо иметь две струбцины.
Струбцины устанавливаются с двух противоположных торцевых сторон обечайки (рис. 2, б) и крепятся нажимными винтами.
Выравнивание кромок относительно друг друга производится винтом С, а регулирование и фиксация просвета между кромками производится винтом В.
При сборке обечаек значительных размеров применяют систему стяжных планок и прокладок, построенную по принципу регулирования клиновых соединений.
Сборочно-сварочные приспособления.
Сборочно-сварочные приспособления относятся к числу стационарных приспособлений ручного действия или с машинным приводом. Они применяются для сборки и сварки обечаек котлов и аппаратуры.
К таким приспособлениям можно отнести роликовый стенд, поворотные и наклонные столы.
Роликовый стенд для сварки.
Роликовый стенд (рис. 2) предназначен для сборки в стык, центрирования и сварки продольного и радиального швов.
Применение стенда обеспечивает вращение обечаек в процессе сборки и сварки, и благодаря этому создается возможность при повороте на 180° производит вырубку и сварку контрольного шва в нижнем положении. Его можно применить при установке и сборке внутренней части аппарата.
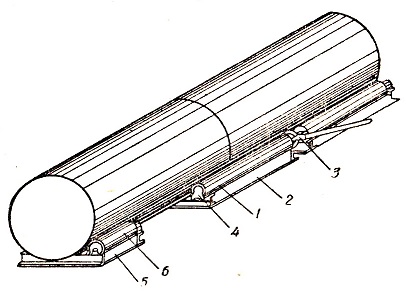
Рис. 2. Роликовый стенд с ручным приводом:
1 — приводной ролик; 2 — рама приводного ролика; 3 – трещотка; 4 — подшипник; 5 — рама опорных роликов; 6 — опорный ролик.
Пригонка листов при сборке.
Правильные расчеты разверток при разметке листов для цилиндрических и конических звеньев, тщательная правка и гибка их гарантируют правильное соединение звеньев.
При обжатии шва необходимо обжимаемый участок заклепочного шва с противоположной стороны поддерживать металлической плиткой. Плитка должна иметь кривизну, соответствующую кривизне шва. Для поддержки плитки применяют рычаги или домкраты. Пригонка днищ осуществляется обточкой бортов днищ на лобовых или карусельных станках. Соединение днищ с корпусом котла или с поясом резервуара осуществляется электросваркой стыковым швом. В этом случае кромки котла или пояса и днища обрабатывают под стыковой сварной шов.
При обжатии швов с местным нагревом вблизи расположенные от места нагрева болты несколько ослабляются для свободного расширения металла и устранения в нем внутренних напряжений. Чем равномернее нагрев, чем меньше изменений формы и чем равномернее остывание нагретого участка, тем меньше причин для возникновения внутренних напряжений. Если эти условия не будут соблюдены, внутренние напряжения в металле могут возникнуть и изменить первоначальные его свойства в худшую сторону.
При сборке котельных конструкций нашел широкое применение блочный метод сборки, как наиболее производительный. Сущность этого метода состоит в сборке отдельных узлов агрегата, например, парового котла, в блоки на сборочной площадке. Затем готовые блоки поднимаются к месту установки. Таким образом, отпадают операции по подъему отдельных деталей и сборке их непосредственно на агрегате; вся работа осуществляется внизу, что значительно повышает качество сборки и производительность труда.
Роликовый стенд для сварки обечаек
Роликовые вращатели / Сварочные стенды с роликовыми опорами / Роликовые кантователи
Краткое описание
Сварочные роликовые стенды используются для вращения свариваемых заготовок цилиндрической и конической формы при регулируемой или нерегулируемой скорости. Роликовые стенды находят широкое применение в изготовлении сосудов высокого давления, резервуаров, трубных секций, сварных труб большого диаметра и т.д. Они могут использоваться не только для сварки, но и для сборки, отделки, контроля качества, испытания и перемещения изделий. Роликовые вращатели удобны в обращении, функциональны и способны существенно сократить затраты труда на производстве. Мы предлагаем сварочные роликовые стенды двух типов — саморегулирующиеся и с ручной регулировкой.
Передача крутящего момента от ролика свариваемому изделию осуществляется за счет трения, поэтому для лучшего сцепления роликов с металлической заготовкой их контактная поверхность покрывается резиной. Скорость вращения роликов регулируется в определенном диапазоне при помощи преобразователя частоты. Саморегулирующиеся роликовые стенды автоматически адаптируются к размеру заготовки, в то время как стенды с ручной регулировкой нуждаются в предварительной установке соответствующего расстояния между роликами, а также их угла.
| Модель | Макс. грузоподъёмность ( кг ) | Диаметр роликов ( мм ) | Допустимый диаметр заготовок ( мм ) | Линейная скорость роликов ( м/мин) | Мощность двигателя ( кВт ) | Способ регулировки скорости |
| ZGH-2 | 2000 | φ250 | φ120- φ 1200 | 0.1-1.0 | 0.75 | Бесступенчатый, частотно регулируемый привод |
| ZGH-5 | 5000 | φ250 | φ240 -φ 2500 | 0.1-1.0 | 0.75 | |
| ZGH-10 | 10000 | φ300 | φ320 -φ 3000 | 0.1-1.0 | 1.1 | |
| ZGH-20 | 20000 | φ350 | φ500 -φ 3600 | 0.1-1.0 | 1.5 | |
| ZGH-40 | 40000 | φ400 | φ600 -φ 4500 | 0.1-1.0 | 3 | |
| ZGH-60 | 60000 | φ450 | φ800 -φ 5000 | 0.1-1.0 | 4 | |
| ZGH-80 | 80000 | φ500 | φ1000 -φ 5500 | 0.1-1.0 | 4 | |
| ZGH-100 | 100000 | φ500 | φ1000 -φ 6000 | 0.1-1.0 | 5.5 |
| Модель | Макс. грузоподъёмность ( кг ) | Диаметр роликов ( мм ) | Допустимый диаметр заготовок ( мм ) | Линейная скорость роликов ( м/мин) | Мощность двигателя ( кВт ) | Способ регулировки скорости |
| KGH-5 | 5000 | φ250 | φ250 -φ 2300 | 0.1-1.0 | 2 × 0.37 | Бесступенчатый, частотно регулируемый привод |
| KGH-10 | 10000 | φ300 | φ320 -φ 2800 | 0.1-1.0 | 2 × 0.55 | |
| KGH-20 | 20000 | φ350 | φ500 -φ 3500 | 0.1-1.0 | 2 × 0.75 | |
| KGH-40 | 40000 | φ400 | φ600 -φ 4500 | 0.1-1.0 | 2 × 1.1 | |
| KGH-60 | 60000 | φ450 | φ700 -φ 5000 | 0.1-1.0 | 2 × 1.5 | |
| KGH-80 | 80000 | φ500 | φ700 -φ 5500 | 0.1-1.0 | 2 × 2.2 | |
| KGH-100 | 100000 | φ520 | φ700 -φ 6500 | 0.1-1.0 | 2 × 3 | |
| KGH-160 | 160000 | φ600 | φ800 -φ 7000 | 0.1-1.0 | 2 × 3 | |
| KGH-250 | 250000 | φ650 | φ800 -φ 7500 | 0.1-1.0 | 2 × 4 | |
| KGH-400 | 400000 | φ700 | φ1000 -φ 8000 | 0.1-1.0 | 2 × 4 |
Если у Вас есть какие-либо вопросы по поводу нашего сварочного оборудования, пожалуйста, заполните анкету ниже и получите консультацию от наших специалистов.
Роликовый стенд для сварки обечаек
Приспособления для сборки металлоконструкций. Сборка обечаек.
Приспособления для сборки металлоконструкций. Сборка обечаек. 3.78/5 (75.56%) проголосовало 9

Использование приспособлений для сборки является обязательным, так как ими обеспечивается правильное расположение собираемых частей.
Применение приспособлений создает тщательность пригонки свариваемых деталей, а также равномерность накладываемых швов.
Сварка продольного и радиального швов без приспособлений практически невозможна. Например, наложение радиального шва связано с поворачиванием свариваемых деталей, осуществляемым с помощью поворотных роликов. Приспособления необходимы для создания жесткого закрепления, что предупреждает коробление при сварке.
Классификация сборочно-сварочных приспособлений.
Классификация приспособлений по назначению предусматривает два основных вида приспособлений:
По степени подвижности приспособления разделяются на:
По роду привода — на приспособления:
а) ручного действия;
б) с машинным приводом.
Переносные сборочные приспособления для сварки.
К переносным приспособлениям ручного действия относятся приспособления, применяемые при сборке сопрягающих продольных и поперечных швов деталей.
Такими простейшими приспособлениями для соединения кромок продольных швов служат стяжные кольца, которые применяют для получения плотного прилегания перед сваркой, и домкраты, применяемые для смещения кромок при пригонке.
Струбцина для стыковки обечаек.
Кольца и домкраты можно заменить приспособлением специального типа. Таким приспособлением является струбцина (рис. 1, а) для стыковки кромок обечаек, которая вполне пригодна также для стыковки толстостенных обечаек. При помощи струбцины можно получить необходимую плотность прилегания кромок при сварке. Струбцинка дает возможность соединения кромок при сборке обечаек диаметром 1000 мм при толщине стенок 20 мм.

Рис. 1. Струбцина (а) и ее применение (б) для стыковки кромок и обечаек:
1 — коленчатая планка; 2 — скоба; 3 — накладка; 4 — планка; 5 — шарнирная гайка; 7 — стяжной винт; 8 — нажимной винт; 9 — шарнирная гайка; 10 — скоба; 11 — планка.
Чтобы соединить кромки обечайки, необходимо иметь две струбцины.
Струбцины устанавливаются с двух противоположных торцевых сторон обечайки (рис. 2, б) и крепятся нажимными винтами.
Выравнивание кромок относительно друг друга производится винтом С, а регулирование и фиксация просвета между кромками производится винтом В.
При сборке обечаек значительных размеров применяют систему стяжных планок и прокладок, построенную по принципу регулирования клиновых соединений.
Сборочно-сварочные приспособления.
Сборочно-сварочные приспособления относятся к числу стационарных приспособлений ручного действия или с машинным приводом. Они применяются для сборки и сварки обечаек котлов и аппаратуры.
К таким приспособлениям можно отнести роликовый стенд, поворотные и наклонные столы.
Роликовый стенд для сварки.
Роликовый стенд (рис. 2) предназначен для сборки в стык, центрирования и сварки продольного и радиального швов.
Применение стенда обеспечивает вращение обечаек в процессе сборки и сварки, и благодаря этому создается возможность при повороте на 180° производит вырубку и сварку контрольного шва в нижнем положении. Его можно применить при установке и сборке внутренней части аппарата.

Рис. 2. Роликовый стенд с ручным приводом:
1 — приводной ролик; 2 — рама приводного ролика; 3 – трещотка; 4 — подшипник; 5 — рама опорных роликов; 6 — опорный ролик.
Пригонка листов при сборке.
Правильные расчеты разверток при разметке листов для цилиндрических и конических звеньев, тщательная правка и гибка их гарантируют правильное соединение звеньев.
При обжатии шва необходимо обжимаемый участок заклепочного шва с противоположной стороны поддерживать металлической плиткой. Плитка должна иметь кривизну, соответствующую кривизне шва. Для поддержки плитки применяют рычаги или домкраты. Пригонка днищ осуществляется обточкой бортов днищ на лобовых или карусельных станках. Соединение днищ с корпусом котла или с поясом резервуара осуществляется электросваркой стыковым швом. В этом случае кромки котла или пояса и днища обрабатывают под стыковой сварной шов.
При обжатии швов с местным нагревом вблизи расположенные от места нагрева болты несколько ослабляются для свободного расширения металла и устранения в нем внутренних напряжений. Чем равномернее нагрев, чем меньше изменений формы и чем равномернее остывание нагретого участка, тем меньше причин для возникновения внутренних напряжений. Если эти условия не будут соблюдены, внутренние напряжения в металле могут возникнуть и изменить первоначальные его свойства в худшую сторону.
При сборке котельных конструкций нашел широкое применение блочный метод сборки, как наиболее производительный. Сущность этого метода состоит в сборке отдельных узлов агрегата, например, парового котла, в блоки на сборочной площадке. Затем готовые блоки поднимаются к месту установки. Таким образом, отпадают операции по подъему отдельных деталей и сборке их непосредственно на агрегате; вся работа осуществляется внизу, что значительно повышает качество сборки и производительность труда.
Роликовые сварочные стенды

Рисунок 1 – Схемы роликовых стендов: 1 – холостыероликоопоры; 2 – электропривод; 3 – приводныероликоопоры; 4 – упорный торцевой ролик В схеме Iстенд имеет два ряда роликов: один ведущий, а другой холостой. Ведущие ролики насажены на общий приводной вал и снабжены резиновымигрузошинами для увеличения силы сцепления с вращаемым изделием (котлом, барабаном и проч.). Если центр тяжести изделия не совпадает с его продольной осью, т.е. осью вращения, то сцепное усилие на ведущих роликах может оказаться недостаточным для вращения изделия, вследствие чего возможно буксование роликов. Поэтому для изделий с эксцентрично расположенными весами следует применять роликовые стенды по схемеII. В схеме II все ролики приводные, ведущие и снабжены резиновымигрузошинами. Сцепное окружное усилие стенда вдвое больше, чем у стенда по схеме I, но он сложнее, поэтому необходимость его применения в каждом отдельном случае надо обосновать расчетом на буксование. По сравнению со схемой I рассматриваемая схема обладает еще одним недостатком, заключающимся в том, что смонтированные по ней стенды не допускают или сильно затрудняют изменение расстояния между двумя рядами роликов и тем самым снижают возможный диапазон диаметров свариваемых деталей, а, следовательно, и степень универсальности стендов. В стендах по схеме I расстояние между рядами роликов легко изменяется с помощью передвижных или, что еще проще, перекидных роликоопор. При значительном эксцентриситете нагрузки может оказаться, что сцепное усилие стенда будет недостаточно даже при схеме II. В таком случае приходится либо отбалансировать изделие (хотя бы частично), либо устроить сверху нажимные ролики для увеличения давления на ведущие ролики, либо, наконец, вовсе отказаться от применения роликового стенда, заменив его другим вращателем с жестким захватом. Для вращения конических или ступенчатых цилиндрических барабанов, набранных из обечаек разного диаметра, роликовые стенды по схемам I и II непригодны, так как имеют одинаковую окружную скорость на всех ведущих роликах, между тем как окружная скорость конических или ступенчатых барабанов разная на разных диаметрах. Для таких барабанов и изделий следует применять роликовые стенды по схеме III. Они имеют только два ведущих ролика, расположенных в одной поперечной плоскости, остальные ролики – холостые. Для сварки конических или ступенчатых барабанов одного типоразмера стенды можно монтировать и по схемам I или II, но при этом ведущие ролики стенда должны иметь разный диаметр. Подбор этих диаметров производится из условия равенства окружных скоростей ролика и барабана. Стенды для конических барабанов должны снабжаться торцовым упорным роликом 4, предохраняющим барабан от осевого сдвига при вращении. Типовые роликовые стенды по схемам I – III монтируются из унифицированныхроликоопор, приводных и холостых, выпускаемых в централизованном порядке. Типаж этих роликов предусматривает 7 моделей для каждого типа роликоопор. Модели отличаются между собой гузоподъемностью в пределах от 0,25 до 16 тс на роликоопору. Различают три основных типа роликоопор: 1. Приводные роликоопоры, которые могут выпускаться в двух исполнениях: а) нормальном, с выпущенными наружу хвостовиками вала и муфтами для соединения с главным приводным валом и соседними роликоопорами (рис. 2); б) со встроенным червячным редуктором (рис. 3) и валом, имеющим хвостовики для соединения с главным приводным валом и соседними роликами.

Рисунок 2 – Приводнаяроликоопора: 1 – стойка с подшипниками; 2 – приводной вал;3 – вал роликоопоры; 4 – резиноваягрузошина;5 – корпус ролика

Рисунок 3 – Приводнаяроликоопора с червячным редуктором: 1 – корпус редуктора; 2 – вал; 3 – грузошина; 4 – ролик;5 – червяк 2. Нормальные холостые роликоопоры на подшипниках качения (рис. 4), аналогичные роликоопорам по рис. 2, но без вала и муфт.

Рисунок 4 – Холостаяроликоопора нормальная 3. Перекидные холостые роликоопоры (рис. 5), позволяющие быстро менять расстояние между рядами роликов, т.е. путем перекидки роликов перестраивать стенд на другой диапазон диаметров свариваемых изделий, как это предусмотрено в описанном ниже роликовом стенде Т–30 (рис. 6).

Рисунок 5 – Холостаяроликоопора перекидная: 1 – основание; 2 – ось ролика; 3 – резиновая грузошина; 4 – ролик; 5 – ось шарнира; 6 — фиксатор

Рисунок 6 – Типовой роликовый стенд Т–30: 1 – электропривод; 2 – приводнаяроликоопора с редуктором; 3 – приводная роликоопора нормальная; 4 – холостая перекидная роликоопора; 5 – фундаментная рама Все ролики, как правило, снабжаются резиновымигрузошинами. В приводных роликах это необходимо для увеличения силы сцепления с вращаемым барабаном. Кроме того, они обеспечивают более плавное вращение барабана, особенно в момент перекатывания через ролики продольных швов барабана или выступающих кромок листов. На рис. 7 представлены расчетные схемы типового роликового стенда с одним рядом приводныхроликоопор (левым по рисунку). Такие стенды наиболее распространены в практике сварочного производства.

а) б) Рисунок 7 – Расчетные схемы роликового стенда: а – при α > 90°; б – при α 0. Потеря устойчивости и опрокидывание барабана наступает при критическом для данного угла α значении эксцентриситета:
Практически для устойчивого и равномерного вращения барабана на роликовом стенде следует выбирать уголα не менее 50°, даже при нулевом дисбалансе. Таким образом, допускаемый диапазон центральных углов α, в пределах которого можно безопасно работать на стенде, равен 50–120°. Соответствующий диапазон диаметров D найдется подстановкой в него предельных значений угла α:
Для типового роликового стенда с роликоопорами DР = 410 мм при L = 1000 мм получим:
Зная величину окружных и радиальных усилий, действующих на роликоопоры, нетрудно определить расчетную нагрузку роликов, их осей и валов:
где P1 – нагрузка на одну ведущую роликоопору;P2 – нагрузка на одну холостую роликоопору;iР–число роликоопор в одном ряду;КР – коэффициент, учитывающий неравномерность распределения нагрузки на роликоопорах (для обрезиненных роликов при iР = 2 KР = 1; приiР> 3 KР =1,2 – 1,3). По наибольшей из величин P1 и P2 подбираются нормализованные роликоопоры и грузошины к ним в соответствии с действующим сортаментом и каталогами. Если невозможно воспользоваться стандартнымироликоопорами, то они проектируются заново, исходя из расчетной нагрузки. Оси холостых роликоопор рассчитываются на изгиб под действием силы P2.
3.2 Сборка продольных стыков обечаек
Сборку продольных стыков обечаек будем производить на роликовом стенде Т-30А с применением УСП. Роликовый стенд предназначен для вращения длинных цилиндрических изделий при автоматической сварке продольных и кольцевых швов. Технические данные стенда приведены в таблице 13.
Таблица 13 – Техническая характеристика роликового стенда Т-30А
Лекция 11 – Роликовые сварочные стенды
Роликовые стенды монтируются из роликоопор – приводных (ведущих) и холостых. Расположение роликоопор может быть самым разнообразным в зависимости от назначения и потребностей завода. Типичные схемы роликовых стендов представлены на рис. 1.

Рисунок 1 – Схемы роликовых стендов:
1 – холостые роликоопоры; 2 – электропривод;
3 – приводные роликоопоры; 4 – упорный торцевой ролик
В схеме I стенд имеет два ряда роликов: один ведущий, а другой холостой. Ведущие ролики насажены на общий приводной вал и снабжены резиновыми грузошинами для увеличения силы сцепления с вращаемым изделием (котлом, барабаном и проч.). Если центр тяжести изделия не совпадает с его продольной осью, т.е. осью вращения, то сцепное усилие на ведущих роликах может оказаться недостаточным для вращения изделия, вследствие чего возможно буксование роликов. Поэтому для изделий с эксцентрично расположенными весами следует применять роликовые стенды по схеме II.
В схеме II все ролики приводные, ведущие и снабжены резиновыми грузошинами. Сцепное окружное усилие стенда вдвое больше, чем у стенда по схеме I, но он сложнее, поэтому необходимость его применения в каждом отдельном случае надо обосновать расчетом на буксование.
По сравнению со схемой I рассматриваемая схема обладает еще одним недостатком, заключающимся в том, что смонтированные по ней стенды не допускают или сильно затрудняют изменение расстояния между двумя рядами роликов и тем самым снижают возможный диапазон диаметров свариваемых деталей, а, следовательно, и степень универсальности стендов. В стендах по схеме I расстояние между рядами роликов легко изменяется с помощью передвижных или, что еще проще, перекидных роликоопор.
При значительном эксцентриситете нагрузки может оказаться, что сцепное усилие стенда будет недостаточно даже при схеме II. В таком случае приходится либо отбалансировать изделие (хотя бы частично), либо устроить сверху нажимные ролики для увеличения давления на ведущие ролики, либо, наконец, вовсе отказаться от применения роликового стенда, заменив его другим вращателем с жестким захватом.
Для вращения конических или ступенчатых цилиндрических барабанов, набранных из обечаек разного диаметра, роликовые стенды по схемам I и II непригодны, так как имеют одинаковую окружную скорость на всех ведущих роликах, между тем как окружная скорость конических или ступенчатых барабанов разная на разных диаметрах. Для таких барабанов и изделий следует применять роликовые стенды по схеме III. Они имеют только два ведущих ролика, расположенных в одной поперечной плоскости, остальные ролики – холостые.
Для сварки конических или ступенчатых барабанов одного типоразмера стенды можно монтировать и по схемам I или II, но при этом ведущие ролики стенда должны иметь разный диаметр. Подбор этих диаметров производится из условия равенства окружных скоростей ролика и барабана.
Стенды для конических барабанов должны снабжаться торцовым упорным роликом 4, предохраняющим барабан от осевого сдвига при вращении.
Типовые роликовые стенды по схемам I – III монтируются из унифицированных роликоопор, приводных и холостых, выпускаемых в централизованном порядке. Типаж этих роликов предусматривает 7 моделей для каждого типа роликоопор. Модели отличаются между собой грузоподъемностью в пределах от 0,25 до 16 тс на роликоопору.
Различают три основных типа роликоопор:
1. Приводные роликоопоры, которые могут выпускаться в двух исполнениях: а) нормальном, с выпущенными наружу хвостовиками вала и муфтами для соединения с главным приводным валом и соседними роликоопорами (рис. 2); б) со встроенным червячным редуктором (рис. 3) и валом, имеющим хвостовики для соединения с главным приводным валом и соседними роликами.
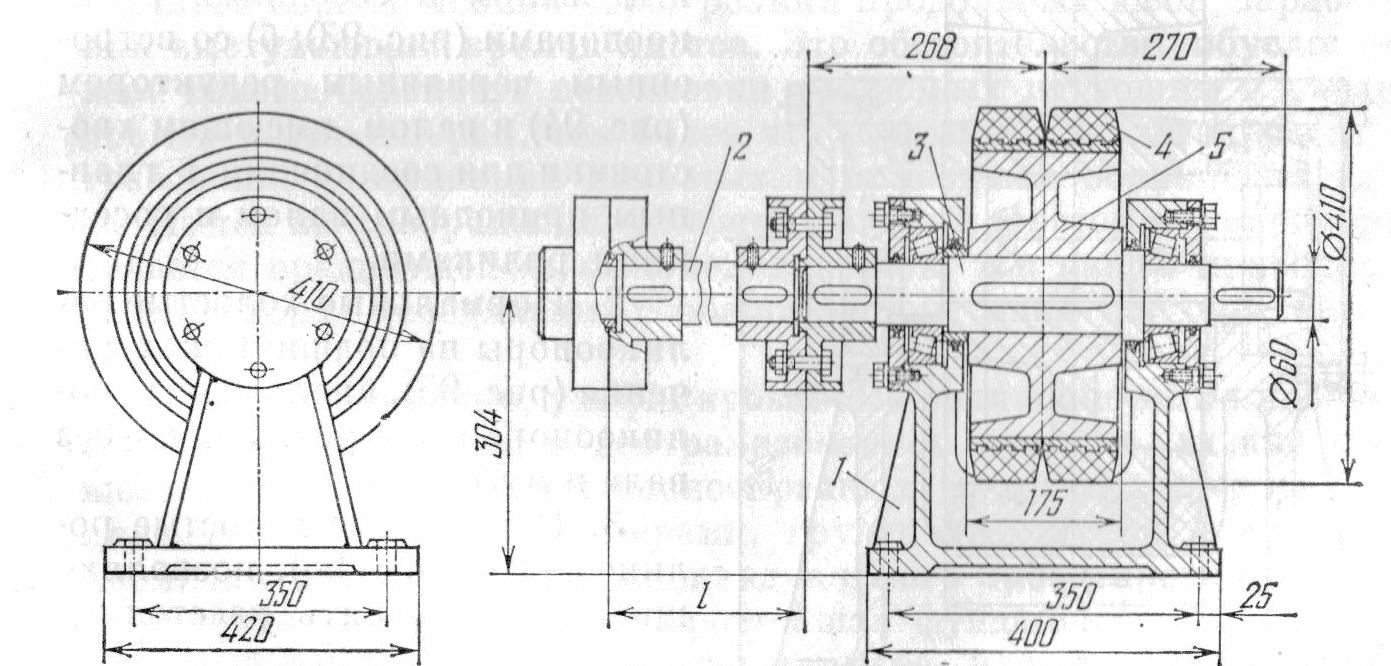
Рисунок 2 – Приводная роликоопора:
1 – стойка с подшипниками; 2 – приводной вал; 3 – вал роликоопоры;
4 – резиновая грузошина; 5 – корпус ролика

Рисунок 3 – Приводная роликоопора с червячным редуктором:
1 – корпус редуктора; 2 – вал; 3 – грузошина; 4 – ролик;5 – червяк
2. Нормальные холостые роликоопоры на подшипниках качения (рис. 4), аналогичные роликоопорам по рис. 2, но без вала и муфт.
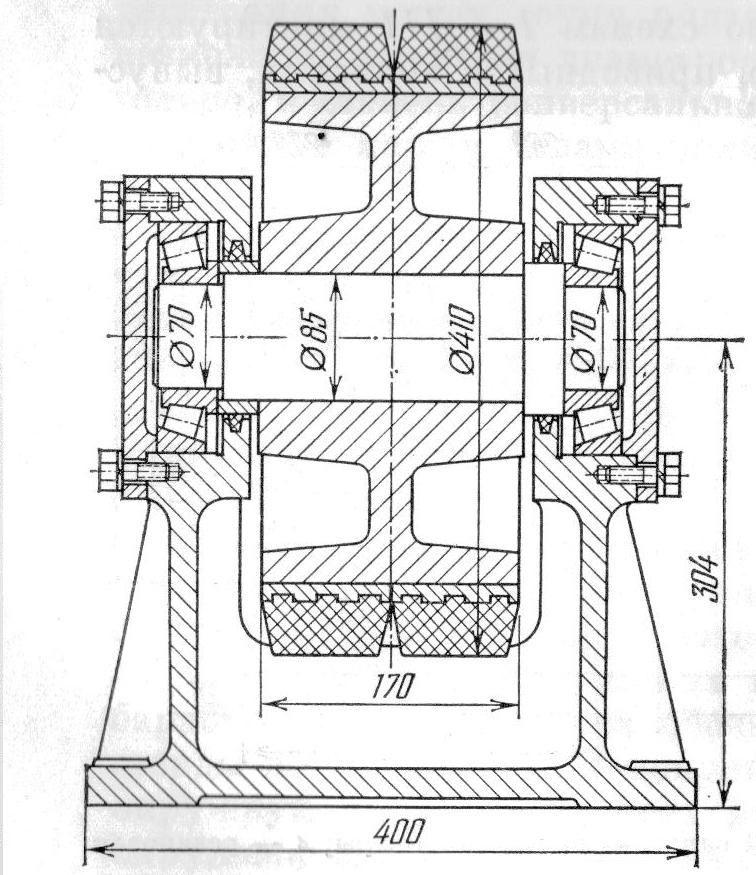
Рисунок 4 – Холостая роликоопора нормальная
3. Перекидные холостые роликоопоры (рис. 5), позволяющие быстро менять расстояние между рядами роликов, т.е. путем перекидки роликов перестраивать стенд на другой диапазон диаметров свариваемых изделий, как это предусмотрено в описанном ниже роликовом стенде Т–30 (рис. 6).

Рисунок 5 – Холостая роликоопора перекидная:
1 – основание; 2 – ось ролика; 3 – резиновая грузошина;
4 – ролик; 5 – ось шарнира; 6 — фиксатор
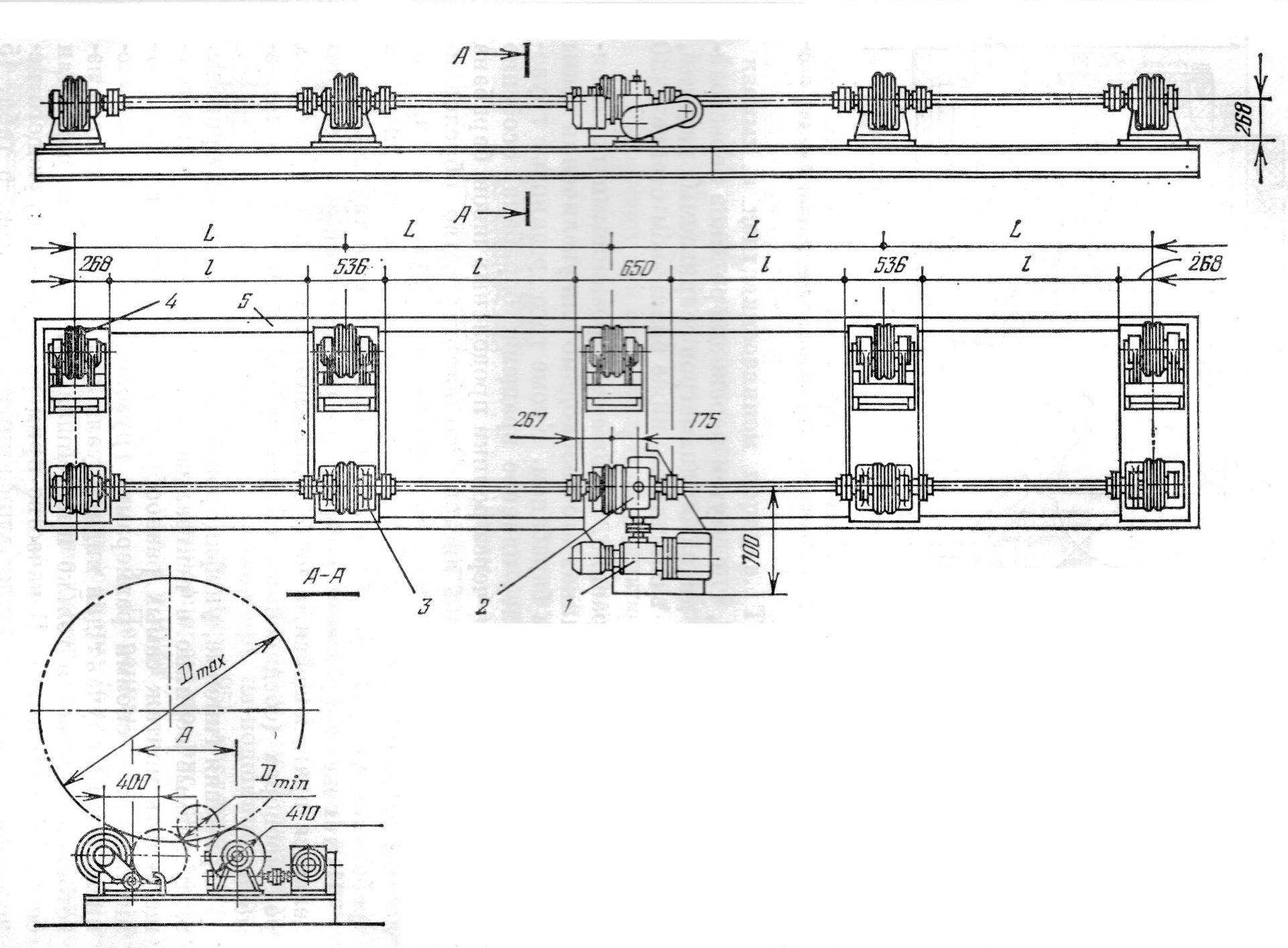
Рисунок 6 – Типовой роликовый стенд Т–30:
1 – электропривод; 2 – приводная роликоопора с редуктором;
3 – приводная роликоопора нормальная;
4 – холостая перекидная роликоопора;
5 – фундаментная рама
Все ролики, как правило, снабжаются резиновыми грузошинами. В приводных роликах это необходимо для увеличения силы сцепления с вращаемым барабаном. Кроме того, они обеспечивают более плавное вращение барабана, особенно в момент перекатывания через ролики продольных швов барабана или выступающих кромок листов.
На рис. 7 представлены расчетные схемы типового роликового стенда с одним рядом приводных роликоопор (левым по рисунку). Такие стенды наиболее распространены в практике сварочного производства.

Рисунок 7 – Расчетные схемы роликового стенда: а – при α > 90°; б – при α 0. Потеря устойчивости и опрокидывание барабана наступает при критическом для данного угла α значении эксцентриситета:
 (15)
(15)
Практически для устойчивого и равномерного вращения барабана на роликовом стенде следует выбирать угол α не менее 50°, даже при нулевом дисбалансе. Таким образом, допускаемый диапазон центральных углов α, в пределах которого можно безопасно работать на стенде, равен 50–120°. Соответствующий диапазон диаметров D найдется подстановкой в него предельных значений угла α:
 (16)
(16)
При  и
и  :
:
Для типового роликового стенда с роликоопорами DР = 410 мм при L = 1000 мм получим:

Зная величину окружных и радиальных усилий, действующих на роликоопоры, нетрудно определить расчетную нагрузку роликов, их осей и валов:
 (17)
(17)
где P1 – нагрузка на одну ведущую роликоопору; P2 – нагрузка на одну холостую роликоопору; iР – число роликоопор в одном ряду; КР – коэффициент, учитывающий неравномерность распределения нагрузки на роликоопорах (для обрезиненных роликов при iР = 2 KР = 1; при iР > 3 KР = 1,2 – 1,3).
По наибольшей из величин P1 и P2 подбираются нормализованные роликоопоры и грузошины к ним в соответствии с действующим сортаментом и каталогами. Если невозможно воспользоваться стандартными роликоопорами, то они проектируются заново, исходя из расчетной нагрузки. Оси холостых роликоопор рассчитываются на изгиб под действием силы P2.
Роликовые вращатели и опоры
Новая гамма выпускаемых фирмой «MECOME» роликовых позиционеров, представленная моделями PR, PRB, PRX, PRT, перекрывает собой широкую область применения. Эти вращатели предназначены для перемещения резервуаров, труб и корпусов цилиндрического сечения малых, средних и крупных размеров. Они обычно используются в качестве опоры при выполнении операций нанесения лакокрасочных покрытий, сборки, резки и сварки, круговой и/или продольной. В комбинации с этими позиционерами применяются другие автоматические установки – манипуляторы, консоли, порталы и т.д.
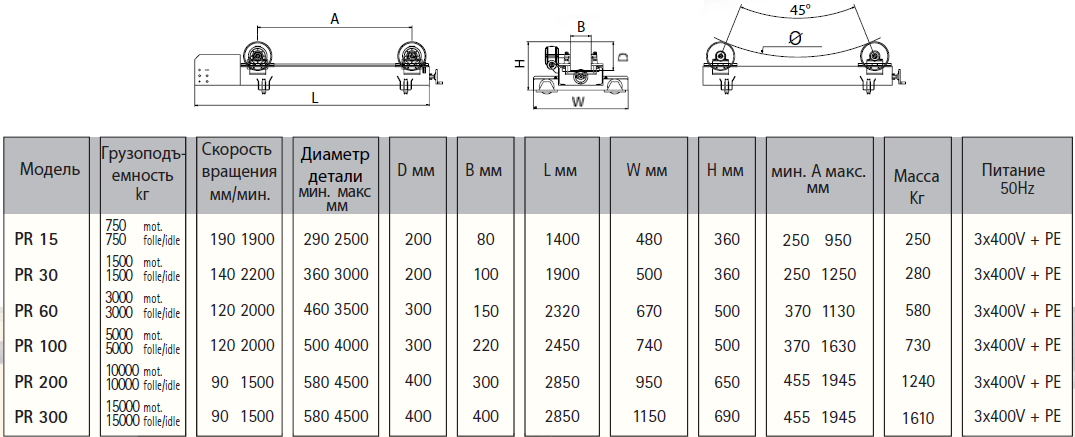
Роликовый вращатель модели PR представляет собой оптимальное решение при выполнении манипуляций с резервуарами малого и большого диаметра, поскольку регулирование межосевого расстояния для роликов осуществляется винтом с правой и левой резьбами.

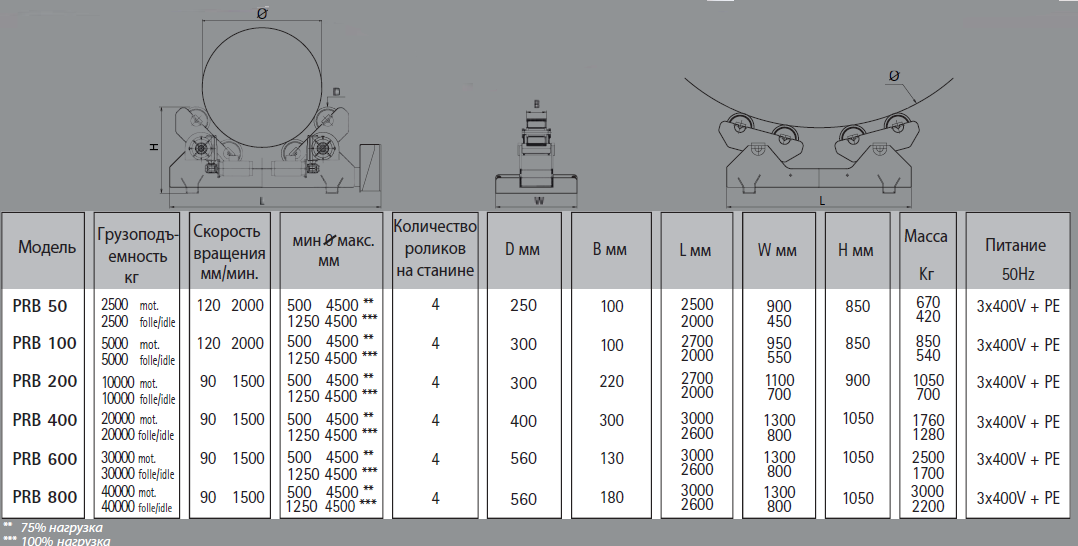
Напротив, для работы с корпусами цилиндрической формы переменного сечения наилучшим решением является применение модели PRB c качающимися роликами. В этом случае возможно автоматическое выравнивание по диаметру и равномерное распределение массы заготовки. Данная модель особенно выгодно отличается от модели PR в тех случаях, когда нужно перемещать резервуар большого диаметра, но с тонкой стенкой.
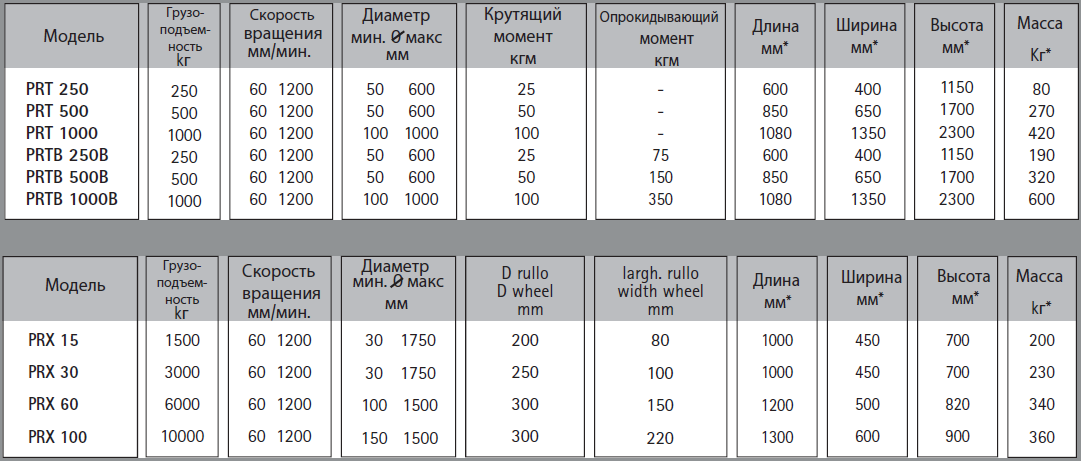
Модель PRX ориентирована на применение в тех условиях, когда ось вращения остается на постоянной высоте вне зависимости от изменения диаметра. Например, когда приходится вращать заготовки большой длины с помощью позиционера с вертикальным столом. В таком случае используются один или несколько холостых элементов, которые выступают в роли люнета. Роликовые позиционеры модели PRX поставляются в вариантах комплектации с приводом на ролики и с холостыми роликами, в статическом исполнении с неподвижным основанием или смонтированными на тележке для перемещения по рельсам.
Модель PRT предназначена для закрепления и вращения труб цилиндрического профиля, а также придания им наклонного положения (только для моделей PRTB) при выполнении сварки, ручной или автоматической. Могут использоваться как при изготовлении конструкций на предприятии, так и при их сборке на строительной площадке. Позиционеры модели PRT поставляются в вариантах исполнения с неподвижными или качающимися роликами. Установка в варианте с качающимися роликами снабжена редуктором с ручным приводом для моделей PRTB 250/500,тогда как для модели PRTB 1000 предусмотрен перевод в наклонное положение с помощью привода, в качестве которого используется электродвигатель переменного тока со встроенным редуктором. Скорость вращения этого электродвигателя постоянна, а угол наклона позиционера составляет приблизительно +/- 45 град.
Внимательное изучение запросов потребителей, разработка ориентированной на эти запросы конструкции и высокое качество изготовления – вот что определило перечисленные ниже технические характеристики и эксплуатационные свойства названных моделей:
- Самонесущая стальная сварная конструкция, обработанная на станке, получилась весьма компактной, что является заслугой конструкторов;
- Широкий диапазон регулирования скорости вращения: Vмакс./Vмин. = 30;
- Наличие электронной платы, предназначенной для точного управления скоростью вращения электродвигателя переменного тока, и тахогенератора гарантирует постоянство этого параметра независимо от изменения нагрузки;
- Электродвигатель с самовентиляцией обеспечивает устойчивое вращение даже на высоких скоростях;
- Быстрое и точное позиционирование колес осуществляется с помощью винта с правой и левой резьбами и бронзовой гайки, защищенных от попадания брызг при сварке специальным картером;
- Такое решение позволило добиться одновременного вращения колес вращения колес. Благодаря этому ось резервуара постоянно находится в одной и той же вертикальной плос- кости симметрии**.
- Линейка с миллиметровыми делениями, расположенная параллельно направляющим, обеспечивает быстрое и точное считывание позиции**.
- Все электрические комплектующие компактно размещены в шкафу, который смонтирован на основании позиционера. Здесь находится главный выключатель, розетка синхронизации с автоматическими механизмами, такими как манипуляторы, консоли и т.д., а также разъем для подсоединения клавиатуры управления, которая входит в комплект поставки вместе с кабелем длиной 5 м (возможно заказать кабель другой длины). Все органы управления являются низковольтными. Роликовые позиционеры моделей PR и PRB предлагаются в вариантах исполнения с приводом на ролики и с холостыми роликами, в статическом исполнении с неподвижным основанием или смонтированными на тележке для перемещения по рельсам

