
Проволока для сварки нержавейки ГОСТ
Все о нержавеющей сварочной проволоке

- Особенности и назначение
- Расшифровка маркировки
- Популярные марки
- Лучшие производители
- Советы по использованию
Сварка является удобным и качественным способом соединения поверхностей и изделий из различных металлов и их сплавов. Однако для выполнения этой нелегкой процедуры требуется наличие специального оборудования и материалов. Сварщику, кроме агрегата для сварки, проводов с держаком или горелкой, электродов и средств защиты, во время работы не обойтись без присадочной проволоки, например, нержавеющей, которая хорошо себя зарекомендовала при проведении особо сложных и ответственных сварочных работах.


Особенности и назначение
Нержавеющая сварочная проволока является расходным присадочным материалом. Она распространена не столько в бытовой сфере, сколько в строительстве и промышленности. Химическое, нефтяное и пищевое производство не обходятся без данного расходника. Проволока для сварки из нержавейки необходима при создании всевозможных производственных конструкций, деталей, а также при ремонте старого оборудования и сооружений.
Ее изготавливают согласно ГОСТ, что гарантирует высокое качество изделия, а также хороший результат его использования. Такую проволоку используют в качестве расходного материала во время автоматической и полуавтоматической сварки. Она бывает сплошной, требующей при использовании в сварочном процессе газовой защиты посредством СО2, аргона или их совокупностей.
В безгазовой защите нашла свое применение порошковая нержавеющая проволока, которая имеет вид трубки с флюсом и газовым составом внутри. Внутреннее наполнение проволоки необходимо для защиты образующегося сварочного шва.

Это изделие нашло свое применение в качестве наплавочного расходного материала. В результате его использования на поверхности образуется защитная плёнка, предохраняющая сварочный шов от коррозии. А также нержавеющая проволока – это основа для заготовки электродов. Процесс сварки с применением данного материла осуществляется благодаря искусственному повышению температуры до показателя, нужного для плавки.
Присадочный материал расплавляется за счет наличия в нём уникальных составляющих. Во время сварки проволока, расплавившись, не разбрызгивается, а равномерно наполняет швы, делая их прочными и аккуратными. В настоящее время редко можно встретить сварочный процесс, в котором не используется такой вид проволоки.

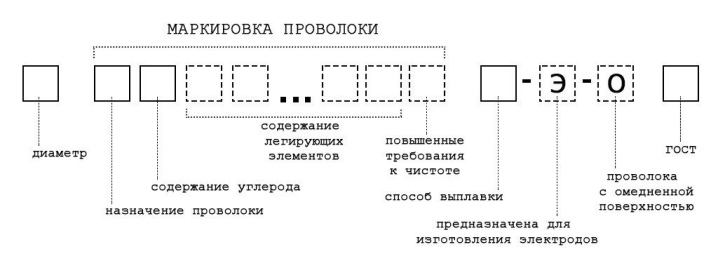
Расшифровка маркировки
Нержавеющую сварочную проволоку обозначают так же, как и легированную. Разницей можно назвать только наличие в нержавейке хрома и никеля в большом количестве. Маркируют сплошную нержавеющую проволоку в соответствии с ГОСТ 2246- 70.
В обозначении могут присутствовать такие буквы:
- А – в состав проволоки входит стандартное количество фосфора и серы;
- АА – вышеперечисленные вещества содержатся в уменьшенном количестве;
- Ш – изделие было произведено электрошлаковым переплавом;
- Э – проволоку используют для подготовки электродов;
- О – на поверхности изделия находится медное покрытие, поэтому проволоку используют в случае изготовления ответственных соединений стабильной дугой.
Согласно нормам ГОСТ, в маркировке стальной проволоки могут содержаться такие обозначения:
- Х – изделие холодного проката;
- Т – термически обработано;
- П – повышенная точность производства;
- ТС – металл светлой окраски, в котором нет окислов.


В зависимости от диаметра 100 м нержавеющей проволоки для сварки имеют следующие массы:
- 0.5 мм – 0, 31 кг;
- 1 мм – 0, 62 кг;
- 1.5 мм – 1, 4 кг;
- 2 мм – 2, 48 кг.

Популярные марки
Сегодня на рынке представлен широкий ассортимент марок сварочной нержавеющей проволоки. Поэтому при выборе данного товара стоит уделить внимание составу. В нем часто присутствуют стабилизаторы горения и окисления. Марганцесодержащее изделие характеризуется плотностью, а углеродсодержащее – невысокой пластичностью. Выбор проволоки должен быть основан на особенностях будущего применения.
Среди самых востребованных марок проволоки для нержавейки можно выделить такие:
- 12Х18Н10Т;
- Св 07х25н13;
- Св 06х19н9т;
- Св 04х19н11м3.

Лучшие производители
На стоимость нержавеющей сварочной проволоки оказывает прямое влияние не только качество материала, наличие примесей, но и особенности производства. Изготавливают этот присадочный расходный материал во многих странах Европы, включая Украину и Россию. В настоящее время на рынке можно купить изделие от таких фирм-производителей:
- «СпецЭлектрод»;
- «Эком Плюс»;
- Сычевский Электродный завод;
- «Вадис–М»;
- «Фрунзе – Электрод»;
- Lincoln Electric;
- «Оливер»;
- ESAB.



Советы по использованию
Чтобы получить качественное соединение, многие сварщики используют полуавтоматы при работе с нержавеющей проволокой. Это оборудование защищает швы от постороннего воздействия, автоматически подает присадочную проволоку к месту сварки, принудительно охлаждает, может применяться в труднодоступных местах.
Перед выполнением работы стоит заняться подготовительным этапом, то есть – выполнить ряд мероприятий.
- Ликвидировать загрязнения с обрабатываемой поверхности.
- Заняться обезжириванием места сварки на заготовках.
- Убрать избыток влаги с поверхностей путем нагрева их до 100 градусов.

Чтобы между свариваемыми деталями получилась небольшая переходная толщина шва, можно воспользоваться несколькими способами сварки:
- методом короткой дуги;
- струйным переносом;
- универсальным импульсным способом.

Для достижения качественного результата работы с нержавеющей присадкой сварщику потребуется выполнить такие требования:
- расположить горелку под отрицательным углом;
- водить головку на дистанции, равной 1,2 см от металлической поверхности;
- плавка проволоки должна осуществляться небольшими порциями, здесь не должны использоваться крупные капли.
Иногда после сварки могут наблюдаться дефекты. Чтобы их устранить, необходимо разогреть детали горелкой и простучать их молотком.

Сварочная нержавеющая проволока – это важный атрибут, без которого сложно представить себе процесс сварки. Потребители могут приобрести данный товар в мотке, катушке или бухте. Этот универсальный вид сырья имеет высокие технологические свойства и поэтому используется во многих отраслях производства и строительства.
Советы по выбору проволоки для сварки смотрите в следующем видео.
Проволока ГОСТ 2246-70
| Каталог / сварочная проволока омедненная СВ08Г2С |
Проволока сварочная СВ08А ГОСТ 2246

Сварочная проволока ГОСТ 2246-70 — проволока для сварки и наплавки. Непосредственно сварочная проволока используется как присадочный материал не только при ручной и полуавтоматической электросварке, но также и при электросварке автоматического типа. Так, по своей структуре а также используемому материалу сварочная проволока бывает алюминиевой, нержавеющей, порошковой, омедненной а также обычной, без какого-либо покрытия.
Алюминиевая сварочная проволока обычно применяется в том случае, когда необходимо провести сварочные работы для сварки различных сплавов, например алюминия с кремнием или магнием. В некоторых случаях данную проволоку используют в среде защитных газов, таких как аргон и прочих.
Нержавеющая сварочная проволока в основном применяется для разного рода нержавеющих сталей, в состав которых входят такие элементы как никель и хром. В большинстве случаев такую проволоку используют для сварки очень громоздких и сложных конструкций.
Стальная сварочная проволока порошкового типа необходима при условиях, когда сама полуавтоматическая сварка в обычной среде защитных газов невозможна по тем или иным причинам. Очень часто такой материал как порошковая сварочная проволока используется в судостроительной области.
Омедненная сварочная проволока применяется в сварочных работах, когда требуется повысить стабильность дуги при сварке, уменьшить уровень разбрызгивания самого металла а также улучшить качество, надежность и чистоту прокладываемого сварочного шва.
Омедненная проволока обладает превосходными токоведущими характеристиками и малой абразивностью, что безусловно отражается на сроке службы изготавливаемого изделия, которое может прослужить достаточно долго.
Сварочная проволока стандартная (черная) без определенного покрытия. Использовалась очень давно, сейчас применяется реже, поскольку была вытеснена такими видами проволоки как омедненная и алюминиевая.
Проволока с низким содержанием углерода Св-08, Св-08А и легированных Св-08ГС, Св-08Г2 омедненная используется для сварки углеродистых и низколегированных сталей в среде активного газа, отличительной особенностью сварки является получение ровного и чистого сварочного шва. При применении её при сварке снижается уровень разбрызгивания и вероятность залипания сварочных электродов. Проволока сварочная Св08Г2С отличается содержанием 2% марганца Mn и 1% кремния Si и оптимально подходит для сварки низколегированных и теплоустойчивых сталей.
Химический состав проволоки ГОСТ 2246 70 сварочной СВ08А и СВ08 для сварки и наплавки:
| Элемент, % | Марка стали | |||||
|---|---|---|---|---|---|---|
| низкоуглеродистая | легированная | |||||
| Св08 | Св08А | Св08ГА | Св08ГС | Св08Г2С | Св08ХМ | |
| С не более | 0,10 | 0,10 | 0,10 | 0,10 | 0,10 | 0,06-0,10 |
| Мn | 0,35-0,60 | 0,35-0,60 | 0,80-1,1 | 1,40-1,70 | 1,80-2,10 | 0,35-0,60 |
| Si не более | 0,03 | 0,03 | 0,06 | 0,60-0,85 | 0,70-0,95 | 0,12-0,30 |
| РS | 0,040 | 0,030 | 0,030 | 0,030 | 0,030 | 0,030 |
| 0,040 | 0,030 | 0,025 | 0,025 | 0,025 | 0,025 | |
| Сr не более | 0,15 | 0,12 | 0,10 | 0,20 | 0,20 | 0,9-1,2 |
| Ni не более | 0,30 | 0,25 | 0,25 | 0,25 | 0,25 | 0,30 |
| Al не более | 0,01 | 0,01 | — | — | — | — |
| Сu не более | 0,25 | 0,25 | 0,25 | 0,25 | 0,25 | 0,25 |
Выпускают на проволочных каркасах массой 15-20 кг., на пластиковых катушках массой 1-20 кг., в бухтах массой 800-1100 кг., в мотках массой 60-120 кг.
Проволока ГОСТ 2246 для производства сварочных электродов в большегрузных бухтах поставляется без упаковки. Другие типы сварочной проволоки для защиты от коррозии могут упаковываться в ткань или влагостойкую бумагу.
Как купить проволоку ГОСТ 2246-70 сварочную СВ08А и СВ08 по низким ценам:
- заполните простую форму «Оформить заказ» вверху страницы;
- позвоните по телефону +7 (4862) 43-90-47;
- отправьте заявку на электронную почту megaprom@orel.ru;
Условия продажи:
- Реализация металлоизделий оптом и в розницу;
- Безналичный расчет, путем перевода денежных средств с банковского счета;
- Возможность отсрочки платежей;
- Бесплатные консультации наших специалистов;
- Оказываем услуги упаковки товара по требованиям заказчика;
- Готовы произвести продукцию любой сложности на заказ по чертежам заказчика.
Условия доставки:
- Доставка продукции осуществляется со склада из наличия;
- При необходимости мы можем предоставить услугу ответхранения;
- Готовы предоставить скидку на доставку согласно условиям партнерских программ транспортных компаний;
- Возможность самовывоза товаров со складов.
Гарантии:
- Вся продукция сертифицирована, отпускается после технологического контроля;
- Метизы, крепеж, канаты, сетка, проволока, электроды и другая металлопродукция соответствуют ГОСТ и ТУ;
- Возможность возврата товара в соответствии с законодательством Российской Федерации;
Доставка по РФ:
Москва, Санкт-Петербург, Архангельск, Астрахань, Барнаул, Белгород, Брянск, Владимир, Волгоград, Вологда, Воронеж, Екатеринбург, Иваново, Ижевск, Йошкар-Ола, Казань, Калуга, Киров, Кострома, Краснодар, Курган, Курск, Липецк, Омск, Оренбург, Пенза, Пермь, Псков, Ростов-на-Дону, Рязань, Самара, Саранск, Саратов, Севастополь, Симферополь, Смоленск, Ставрополь, Тамбов, Тверь, Томск, Тула, Тюмень, Ульяновск, Уфа, Челябинск, Ярославль и др.

Представленная на данном сайте информация содержит каталог справочной информации о более 3000 наименованиях металлоизделий, носит информационный, ознакомительный характер, может быть применена в разных областях деятельности предприятий.
Преимущества использования нержавеющей проволоки для сварки полуавтоматом
Некоторые виды материалов плохо поддаются сварке на открытом воздухе потому, что происходит быстрое окисление зоны сварочного шва, а это ведёт к непрочному соединению заготовок. Существует способ сварки под слоем флюса или используется инертная газовая среда. Использование специальной сварочной проволоки для полуавтоматов позволяет соединить в одно целое преимущества двух этих методов. Становится возможной сварка алюминиевых деталей, меди, титана и нержавеющей стали без ущерба для качества шва. Мы рассмотрим схему использования защитной среды и проволоки при сварке полуавтоматом металлов, сплавов, а также нержавеющих материалов.
Необходимое сварочное оборудование и газовые смеси
Наиболее распространёнными при сварке сплавов алюминия, меди, чугуна и нержавеющей стали являются аргонодуговой (TIG) и полуавтоматический (MIG) методы. Оба способа позволяют использовать защитную среду инертного газа, что увеличивает прочность шва. Отличие заключается в том, что схема сварки TIG подразумевает ручную подачу проволоки в зону действия дуги и работа ведётся тугоплавким вольфрамовым электродом. При методе MIG в зону расплава механически подаётся сварочная проволока для полуавтоматов, которая и служит электродом.
Смотрите также: сварка полуавтоматом алюминия

Нужно отметить, что полуавтоматические аппараты обходятся дороже, но они обеспечивают более высокий уровень комфорта и качества работы. Встроенная электрическая схема позволяет запускать регулятор скорости подачи проволоки сварочного полуавтомата, что делает возможным вести работу с разным темпом. Для сварки этим методом нужно подобрать комплект оборудования, которое может не входить в поставку инвертора и частично закупается отдельно. В него входят следующие компоненты:
- аппарат инверторного типа MIG/MAG с узлом подключения газового шланга, евроразъёмом и схемой подачи проволоки сварочного типа;
- горелка с наконечниками под разный диаметр проволоки, соплом для подачи газа и кнопкой управления;
- еврорукав, служащий для подачи газовой смеси и прохода проволоки;
- газовые баллоны для смеси, снабжённые манометрами и редуктором;
- шланг для подачи газа от баллонов к инвертору, а также сами газы и катушка с соответствующей проволокой.
В сварочный аппарат, как правило, встроена схема задержки механизма движения проволочного электрода относительно подачи защитного газа в зону шва, что препятствует окислению заготовок.
Что касается состава газа, то обычно используется аргон в чистом виде или в смеси с гелием, углекислым газом или активными составами. С целью снижения затрат, дорогой инертный газ смешивают в соотношении 75%−80% аргона с 20%−25% углекислого газа. Также возможно сочетать гелий с аргоном в разных пропорциях и допускается варить некоторые материалы с применением только углекислого газа, но качество шва при этом ухудшается.
В сложных случаях при подборе газовой смеси необходима консультация специалиста и изучение справочных материалов потому, что состав металла или сплава может потребовать неоднозначного решения.

Виды сварочной проволоки для полуавтоматов
В обычных условиях используется чуть более десятка типов сварочной проволоки, из более чем семидесяти выпускаемых видов. Это объясняется и промышленной спецификой использования в сварочных автоматах большинства сортов, и высокой стоимостью некоторых из них. Наиболее популярными видами являются изделия диаметром от 0,6 мм до 2 мм, весом от 1 кг до 5 кг. Продукция делится на проволоку сплошного сечения и трубчатую с присадочными наполнителями, которые имеют различное назначение. По химическому составу она может быть алюминиевой, омеднённой, с примесями титана и легирующей.
Особо внимательно подбирается проволока для сварки нержавейки полуавтоматом потому, что она должна быть как можно ближе по составу со свариваемым материалом. Также важны параметры тока, поскольку перегрев при сварке нержавеющей стали ведёт к потере физических свойств этого материала.
При соединении различных сортов нержавеющего металла следует выбирать следующие типы нержавеющей сварочной проволоки:
- для хромоникелевых сталей 12Х18Н9Т и 08Х18Н10Т используют марки СВ-06Х19Н9Т, СВ-01Х18Н10 или аналог OK Autrod 347 Si в среде аргона;
- сталь типов 03Х17Н14М2 и 08Х18Н10Т сваривают с помощью марок СВ-01Х18Н10, СВ-06Х19Н9Т и ОК Autrod 308LSi в инертном газе;
- нержавеющую сталь хромоникелемолибденового состав варят проволокой СВ-06Х20Н11М3ТБ, СВ-08Х19Н10М3Б и ОК Autrod 318 в среде аргона.
Эти виды проволоки соответствуют сортам нержавеющей стали и обеспечивают высокие пределы прочности, удлинения, ударной вязкости и текучести, делая шов прочным и эластичным после остывания и удаления шлака. При работе высокочастотным инверторным или постоянным током не происходит перегрева металла в сварочной ванночке, а значит, не нарушается коррозионная стойкость в месте соединения деталей.
Параметры и состав проволоки регламентируется ГОСТ 18143-72, который и определяет критерии оценки качества и способ производства.
Также для соединения нержавеющих материалов и разнородных сталей применяется порошковая проволока с рутиловым наполнителем. Её используют для сварки трудносвариваемых, углеродомарганцевых и нержавеющих сталей в газовой смеси 80% аргона и 20% углекислого газа. Порошковые изделия дают возможность вести работу в любых положениях, и легированы молибденом, что придаёт шву высокие физико-химические свойства.
Для стали марок Е 2209 используют проволоку ОК Tubrod 14.27, для нержавейки 317 и 317L берётся OK Tubrod 14.25, а для марки 309 подходит OK Tubrod 14.22. Для сварки иных металлов можно использовать самозащитную порошковую продукцию с флюсом (например СВ-000009283), которая не требует инертной газовой среды.

Технология сварки 12Х18Н10Т
kopeysky, В принципе, сварка под флюсом — хороший вариант, если можно выполнить предварительную подварку изнутри. При сварке на подкладном кольце нержавейки, в отличие от чёрной стали, в корне образуются окислы, которые и не дают вам пройти рентген. Можно или проварить корень шва полуавтоматом с обратной стороны, затем вырезать с лицевой стороны окисленный слой до металлического блеска и заварить под флюсом окончательно (по времени надо посчитать, может быстрее сварки полностью полуавтоматом получиться, плюс — качество). Фаска — обязательна (ГОСТ 16037-80 — под полуавтомат или ГОСТ 8713-79 — сварка под флюсом (способ сварки АФш — с предварительным наложением подварочного шва)). Или сделать разделку и пройти корень с лицевой стороны в один слой полуавтоматом, а потом заполнить разделку и облицевать под флюсом (если требования по образованию окислов в корне шва — жёсткие, то перед проходом корня полуавтоматом нужно заполнить сосуд сварочной смесью или чистым аргоном). Это, если нет требования к стойкости к МКК — межкристаллитной коррозии и содержанию ферритной фазы. Если стойкость к МКК и контролть содержания ферритной фазы — прописаны в документации на изготовление изделия, то сварку под флюсом лучше не применять. Когда я, у себя, варю отводы под стойкость к МКК и контроль ферритной фазы варим полуавтоматической сваркой в среде смеси 2,5%СО2 + 97,5% Ar проволокой диаметром 1,2 мм марки Ok Autrod 318Si. При подборе марки проволоки нужно посчитать по диаграмме шеффлера какой материал получится при смешении материала присадки с основным материалом (металл должен попасть в аустенитную область с содержанием 5% ферритной фазы). Плюс в марке должен присутствовать 1% Nb или Ti — для снижения вероятности выпадения карбидов хрома по границам зёрен металла и, соответственно, обеднения границ зёрен хромом (снижение вероятности межкристаллитной коррозии). Сварку нужно вести на подачах не более 6,5 м/мин, цвет наплавленного металла должен быть розовым (значит лигатура не выгорела при сварке, т. е. мы не перегрели шов при сварке). Думаю, что вам можно не париться, а варить под флюсом на подварке. Во всех случаях нужно зачищать и обезжиривать поверхности разделки, внутреннюю и наружнюю сторону стыка на ширину 20 мм от шва. Применение сварки на подкладном кольце — для сварки под флюсом чёрных сталей, здесь — не прокатит.
Сообщение отредактировал MityMouse: 05 Сентябрь 2014 15:44
Сварка нержавеющих деталей полуавтоматом
Сварка нержавеющих металлов требует особого подхода к чистоте соединяемых кромок и их подготовке к работе. При работе с металлом большой толщины необходимо снимать кромки под углом от 45о до 60о, и зачищать стыки углошлифовальной машиной. Кроме того, с помощью растворителей нужно обезжиривать место сварки, а детали закреплять с зазором 1,5 мм для обеспечения наиболее полного провара по всей толщине металла. Затем необходимо отрегулировать подачу инертного газа или газовой смеси с учётом толщины заготовок.
Предварительные настройки для полуавтомата производятся, исходя из следующих пропорций, а именно:
- при толщине металла менее 1 мм пользуются проволокой 0,6−0.8 мм со скоростью подачи 150 м/час и расходом газа 6−7 л/мин;
- металл толщиной 1,5 мм варят проволокой 0,8−1 мм в диаметре со скоростью движения от 150 до 200 м/ч и подачей защитного газа 6−8 л/мин;
- нержавейку 2 мм соединяют продукцией диаметром 1−1,2 мм, скорость 200−250 м/ч, расход газа от 7 до 9 л/мин;
- для нержавеющей стали 3 мм используют проволоку 1,2−1,4 мм, со скоростью 250−300 м/ч и с подачей газа от 9 до 11 л/мин;
- для деталей более 4 мм толщиной необходима проволока 1,4−1,6 мм при движении выше 300 м/ч, а газ подают с расходом более 11 л/мин.
Напряжение дуги зависит от её длины и выставляется от 19 В до 30 В с экспериментальным подбором, так же как и вылет электрода. На ряде высококлассных инверторов MIG/MAG существует режим регулировки индуктивности, от которой зависит глубина провара и ширина сварочного шва.
Предварительные настройки носят рекомендательный характер и подбираются индивидуально в зависимости от состава металла, сорта проволоки, газовой смеси и скорости сварки.
После подбора проволоки для сварки полуавтоматом применительно к материалу заготовок, необходимо поместить барабан на вал и вставить проволоку в подающее устройство. Затем отрегулировать скорость движения, которая обычно связана с силой сварочного тока, чем больше скорость, тем больше подаваемое значение. Последним этапом подготовки к работе является регулировка параметров газовой смеси, корректировка напряжения и индуктивности. Важно следовать инструкции по пользованию полуавтоматическим инвертором и соблюдать правила техники безопасности при сварочных работах.
Технические требования
Стандарт устанавливает марки сталей, применимых для изготовления тех или иных разновидностей проволоки. Все они содержат от 0,1 до 0,4 % углерода и от 10 до 18% хрома.
Сварочные материалы светлых сортов, используемая в качестве присадочного материала, содержат также до 12 % марганца и никеля Содержание марганца колеблется от 0 до 5%. Так, проволока 12х18н10т содержит 0, 12 % углерода, 18% хрома и 10% никеля.
Требования к качеству поверхности исключают появление на ней:
- трещин;
- расслоений;
- окалины;
- ряда других дефектов.
Параметры по сопротивлению разрыву и относительному удлинению сварочной проволоки, используемой для сварки нержавейки сведены в таблицу, с отдельными колонками для термообработанной и холоднокатаной продукции.

Физико-механические параметры в зависимости от марки.
Для холоднокатаной продукции толщиной от 0, 8 мм устанавливаются требования по числу перегибов (4) и количества витков (5) при навивании пружины.
Обычная форма поставки продукции: в мотках. По желанию потребителя изделия малых диаметров поставляются на катушках. И в том, и в другом случает необходимо плотно и ровно наматывать изделие, не перепутывая витки друг с другом. Намотка должна позволять нержавеющей присадочной проволоке свободно разматываться по мере необходимости.
В мотке может содержаться только цельный кусок проволоки.
Марки нержавеющей сварочной проволоки

1. Св-08Х20Н9Г7Т (аналог проволок: Св.-08Х21Н10Г6, Св.-08Х20Н9Г7Т) ER-307Si
Коррозионностойкая хромоникелевая сварочная проволока для сварки полуавтоматом разнородных аустенитных нержавеющих сталей c содержанием хрома
8% типа 03Х17Н14М2, 03Х18Н11, 06Х18Н11, 08Х18Н10Т, 12Х18Н10Т, 304 и т.п.
Св-08Х20Н9Г7Т можно использовать как буферный слой перед наплавкой твердосплава. Устойчива к высоким температурам (850°C). Наплавленный металл 307Si обладает высокой коррозионной стойкостью. Незначительное содержание углерода снижает риск возникновения межкристаллической коррозии, а наличие кремния обеспечивает высокое качество шва. Проволока применяется в машиностроении, нефтяной, химической и пищевой отрасли, для изготовления трубопроводов, емкостей, бойлеров, при сварке пружинных сталей, конструкционных сталей, проведении судостроительных и судоремонтных работ, при производстве инструментов, рельсов, ремонте дробильных машин, трубопроводов, емкостей, бойлеров и т.п.
Упаковка – пластиковые катушки D-300 (15 кг) или же мотки, пруток упакован в пластиковые пеналы (5 кг), каждый пруток промаркирован.
2. Св-04Х19Н9 (аналог проволок: Св.-06Х19Н9Т, Св.-01Х18Н10, Св.-01Х19Н9)
ER-308LSI
Коррозионностойкая хромоникелевая сварочная проволока для полуавтоматической сварки аустенитных нержавеющих сталей c содержанием хрома
8% типа 03Х17Н14М2, 03Х18Н11, 06Х18Н11, 08Х18Н10Т, 12Х18Н10Т, 304 и т.п., в среде защитных газов. Наплавленный металл 308LSi обладает высокой коррозионной стойкостью. Незначительное содержание углерода снижает риск возникновения межкристаллической коррозии, а наличие кремния обеспечивает высокое качество шва. Проволока применяется в машиностроении, нефтяной, химической и пищевой отрасли. Для изготовления трубопроводов, емкостей, бойлеров и т.п.
Упаковка – пластиковые катушки D-300 (15 кг) или же мотки, пруток упакован в пластиковые пеналы (5 кг), каждый пруток промаркирован.
3. Св-07Х25Н13
ER-309LSi
Коррозионностойкая хромоникелевая сварочная проволока для полуавтоматической сварки разнородных сталей (нержавеющих сталей c не- и низколегированными сталями), а также для сварки аустенитных нержавеющих сталей, содержащих Cr – 24%, Ni – 13% и незначительный % С в среде защитных газов (Ar). На постоянном токе DC. Применяется в машиностроении, нефтяной, химической и пищевой отрасли.
УПАКОВКА: пластиковые катушки D-300 (15 кг) или же мотки, пруток упакован в пластиковые пеналы (5 кг), каждый пруток промаркирован.
4. Св-04Х19Н11М3
ER-316LSi
Хромоникелевая коррозионностойкая сварочная проволока для полуавтоматической сварки аустенитных нержавеющих сталей c содержанием Cr -18%, Ni – 8% и Mo – 3% таких, как: 10Х17Н13М3Т, 03Х17Н14М2, 316 и др. в среде защитных газов (Ar). На постоянном токе DC. Наплавленный металл типа 316LSi обладает высочайшей стойкостью к коррозии в кислотной и хлорсодержащей среде. Легирование кремнием и молибденом обеспечивает высокую стойкость против межкристаллической коррозии и высочайшее качество шва. Применяется в нефтяной, химической и пищевой отрасли, а также в машиностроении и многих других отраслях.
Упаковка – пластиковые катушки D-300 (15 кг) или же мотки, пруток упакован в пластиковые пеналы (5 кг), каждый пруток промаркирован.
5. Св-07Х19Н10Б
ER-347
Проволока 07Х19Н10Б изготавливается из низкоуглеродистых и легированных марок стали и обеспечивает хорошее качество сварного шва. СВ-07Х19Н10Б предназначена для сварки хромоникелевых сталей типа 12Х18Н10Т, 12Х18Н9Т, 08Х18Н12Т, 08Х18Н12Б и им подобных, когда к металлу шва предъявляют жесткие требования стойкости к межкристаллитной коррозии. Также проволока СВ-07х19н10б используется для наплавки и для изготовления электродов.
Упаковка – пластиковые катушки D-300 (15 кг) или же мотки, пруток упакован в пластиковые пеналы (5 кг), каждый пруток промаркирован.
6. Св-06Х19Н9Т
ER-321
Сварочная хромоникелевая проволока для полуавтоматической сварки нержавеющих сталей типа 08Х18Н10, 12Х18Н9Т, 08Х18Н10Т (304, 308, 321, 347) и им подобных, в среде защитных газов, на постоянном токе. Проволока, легированная титаном, обеспечивает высокую антикоррозийность межкристаллической решетки и высочайшее качество сварного шва. Находит широкое применение в машиностроении, нефтехимии и пищевой промышленности, в энергетике и т. п.
Упаковка – пластиковые катушки D-300 (15 кг) или же мотки, пруток упакован в пластиковые пеналы (5 кг), каждый пруток промаркирован.
Добавить комментарий Отменить ответ
Для отправки комментария вам необходимо авторизоваться.
Сварочная проволока
Уточнить поиск
- Омедненная СВ08Г2С (ER70S-6)
- Порошковая (самозащитная) E71T-GS
- СВ08А

Сварочная проволока СВ08А ММК d2 бухта 80кг
Сварочная проволока СВ08А Северсталь (ГОСТ 2246-70) d 2.0 бухта 80кгИметь все необходимое для провед..
123.00 р. Оптовая цена*: 112.00 руб/кг

Сварочная проволока СВ08А ММК d3 бухта 80кг
Сварочная проволока СВ08А Магнитогорск (ГОСТ 2246-70) d 3.0 бухта 80кгСварочная проволока СВ 08А диа..
105.00 р. Оптовая цена*: 95.00 руб/кг

Сварочная проволока СВ08А ММК d4 бухта 80кг
Сварочная проволока СВ08А Магнитогорского металлургического комбината (ГОСТ 2246-70) d 4.0 бухт..
104.00 р. Оптовая цена*: 94.00 руб/кг

Сварочная проволока СВ08А ММК d3 прутки 0.9м (10кг)
Сварочная проволока СВ08А Магнитогорского комбината (ГОСТ 2246-70) d 3.0 прутки 0.9м (10кг)В промышл..
1 260.00 р. Оптовая цена*: 114.00 руб/кг

Сварочная проволока СВ08А ММК d4 прутки 0.9м (10кг)
Сварочная проволока СВ08А ММК (ГОСТ 2246-70) d 4.0 прутки 0.9м (10кг)Сварочная проволока СВ 08А диам..
1 260.00 р. Оптовая цена*: 114.00 руб/кг

Сварочная проволока омедненная ER70S-6 FARINA d0.8 катушки 5кг(ряд)
Сварочная проволока Омедненная СВ08Г2С (ER70S-6) FARINA (производство Китай) d 0,8 катушки 5кг(ряд)С..
1 000.00 р. Оптовая цена*: 185.00 руб/кг

Сварочная проволока омедненная СВ08Г2С АЭМЗ d0,8 катушки 15кг(ряд)
ООО «Техресурс» ведущий отечественный гипермаркет предлагает только качественные расходные м..
2 625.00 р. Оптовая цена*: 156.00 руб/кг

Сварочная проволока омедненная СВ08Г2С АЭМЗ d0,8 катушки 5кг(ряд)
ООО «Техресурс» ведущий отечественный гипермаркет предлагает только качественные расходные м..
960.00 р. Оптовая цена*: 171.00 руб/кг
Сварочная проволока омедненная СВ08Г2С АЭМЗ d1,0 катушки 15кг(ряд)
ООО «Техресурс» ведущий отечественный гипермарке..
2 460.00 р. Оптовая цена*: 147.00 руб/кг
Сварочная проволока омедненная СВ08Г2С АЭМЗ d1,0 катушки 5кг(ряд)
ООО «Техресурс» ведущий отечественный гипермаркет предлагает только качественные расходные м..
930.00 р. Оптовая цена*: 166.00 руб/кг

Сварочная проволока омедненная СВ08Г2С АЭМЗ d1,2 каркас 18кг(ряд)
ООО «Техресурс» ведущий отечественный гипермарке..
2 844.00 р. Оптовая цена*: 141.00 руб/кг
Сварочная проволока омедненная СВ08Г2С АЭМЗ d1,2 катушки 5кг(ряд)
ООО «Техресурс» ведущий отечественный гипермаркет предлагает только качественные расходные м..
975.00 р. Оптовая цена*: 156.00 руб/кг
Сварочная проволока омедненная СВ08Г2С АЭМЗ d1,6 каркас 18кг(ряд)
ООО «Техресурс» ведущий отечественный гипермаркет предлагает только качественные расходные м..
2 754.00 р. Оптовая цена*: 137.00 руб/кг

Сварочная проволока омедненная ER70S-6 FARINA d0.8 катушки 1кг(ряд)
Сварочная проволока Омедненная СВ08Г2С (ER70S-6) FARINA (производство Китай) d 0,8 катушки 1кг(ряд)С..
250.00 р. Оптовая цена*: 232.00 руб/кг

Сварочная проволока омедненная ER70S-6 FARINA d1 катушки 5кг(ряд)
Сварочная проволока Омедненная СВ08Г2С (ER70S-6) FARINA (производство Китай) d 1,0 катушки 5кг(ряд)С..
940.00 р. Оптовая цена*: 174.00 руб/кг
- 1
- 2
- 3
- 4
- 5
- >
- >|
* Оптовая цена действует при заказе от 150 000 рублей.
Современная промышленность не стоит на месте. Большая часть ее отраслей предполагает использование сварочных швов в качестве соединения тех или иных частей создаваемых конструкций. Это объясняет тот факт, что сварочная проволока является одним из наиболее востребованных элементов этого рынка.
Применение проволоки для сварки, как правило, ограничено автоматической дуговой сваркой. Речь идет о гибком электроде, играющем роль металла там, где нужно осуществить качественное соединение деталей. Таким образом, он заменяет дорогие, хрупкие электроды при сварке вручную. Примечательно, что различные виды продукции подходят для работы с определенными металлами, к примеру, нержавеющая проволока используется в тех случаях, когда нужно сварить сталь с содержанием никеля, хрома. Использование сварочной проволоки для полуавтоматов целесообразно при обработке легированной стали и металлов с минимальным содержанием углерода. Отличный выбор для сварки сплавов с магнием, кремнием, марганцем – алюминиевая разновидность. Порошковая проволока применима при работе с важнейшими деталями под флюсом, на которые в будущем будут оказывать воздействие большие нагрузки.
Стоимость сварочной проволоки
Виды сварочной проволоки и их применение
- Алюминиевая сварочная проволока – используется в случаях, когда соединяется алюминий с магнием или марганцем.
- Нержавеющая сварочная проволока – применяется при сварке деталей из нержавеющей стали.
- Порошковая проволока – такая проволока используется чаще всего в судостроительной отрасли.
- Омеднённая проволока – улучшает внешний вид шва, чистоту, также повышает прочность, надежность и качество сварочного шва.
Каждый вид сварочной проволки имеет разный химический состав, строение и процент содержания легирующего компонента. Поэтому при выборе сварочного материала следует правильно определить, какой вид вам лучше всего применить, чтобы результат сварки был как можно прочнее, и прослужил долго.
Совместимость сварочной проволоки с аппаратами
На сегодняшний день можно встретить несколько разновидностей справочных аппаратов. В первую очередь они отличаются источником сварного тока, либо типом используемого защитного газа. Для каждой разновидности проволоки необходимо соответствующее ее составу напряжение, температура и плотность пламени.
В бытовом использовании чаще всего встречаются такие виды сварки как сварка плавящимся электродом, ручная сварка газом и предполагающая использование полуавтоматической установки. Последняя позиция обладает наибольшей популярностью. Поэтому купить сварочную проволоку для полуавтомата проще всего. Как правило, в таких случаях рекомендуют брать универсальный материал общего назначения.
Полуавтоматическое сварочное устройство позволяет добиться оптимального результата работы, при условии правильной эксплуатации. Как правило, такие устройства находят свое применение в отраслях малой промышленности, частом строительстве, в ремонте автотранспорта и бытовом использовании. Доступность технологии и расходников сделала данную разновидность устройств наиболее востребованными на рынке сварочного оборудования.

