
Виды и способы сварки плавлением
Сварка плавлением
За счет простоты выполнения и надежности наибольшее распространение сварка плавлением получила в строительстве для монтажа металлоконструкций. В промышленности этим способом соединяют детали производимой продукции ― от бытовых приборов до космической техники. В домашних условиях сварку используют для ремонта и сборки несложных металлических конструкций.

Сущность процесса сварки плавлением
Сварка плавлением ― это способ соединения заготовок методом расплавления соприкасающихся поверхностей без сжатия. Источник энергии должен обеспечивать мощность, достаточную для плавления кромок деталей и присадочного материала. Для образования сварочной ванны, которая представляет собой смесь жидких металлов, пламя концентрируют на небольшом участке стыка. При перемещении места приложения тепловой энергии вдоль линии соединения после остывания создается сварочный шов по всей длине.
Вместе с металлом плавятся загрязнения, поэтому на поверхности ванны образуется шлак. Верхние слои нагреваются выше температуры плавления, что приводит к изменению структуры и механических характеристик шва после остывания. К достоинствам сварки плавлением относят универсальность и возможность соединения разнородных металлов.
Виды сварки плавлением
В зависимости от источника тепла к основным видам сварки плавлением относят электрическую и газовую. По способу выполнения электрический вид подразделяется на несколько разновидностей.
Газовая
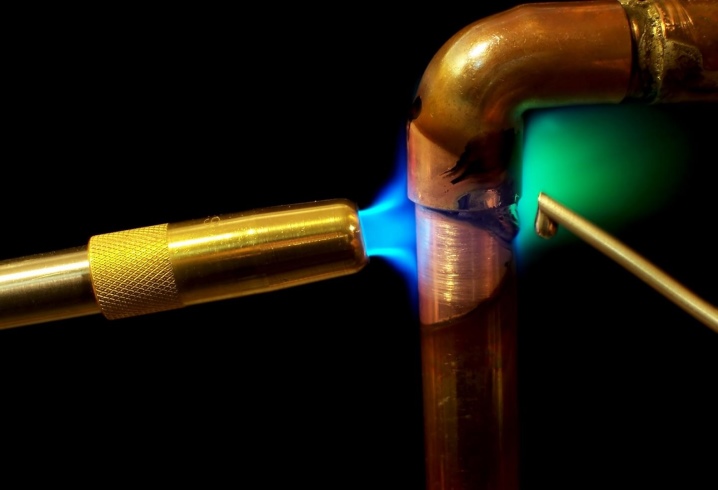
Газовая сварка плавлением за счет плавного нагрева позволяет соединять заготовки из чугуна, цветных металлов, высокоуглеродистой стали. Зазор между деталями заполняют присадочной проволокой, которая плавится вместе с основным металлом. Стык нагревают пламенем горелки, которое образуется при сгорании смеси кислорода с горючим газом:
- ацетиленом;
- бутаном;
- пропаном;
- водородом;
- парами керосина или бензина.

Для газовой сварки не требуется электроэнергия, поэтому ремонтные работы можно проводить даже в чистом поле. Недостатком считают невозможность работы с заготовками толщиной больше 5 мм.
Электродуговая
Электродуговая сварка выполняется за счет тепла дуги, которая возникает при прохождении тока через электрод и заготовки. Из расплавленного металла деталей и электрода или присадочной проволоки образуется сварочная ванна. После остывания формируется шов. Разновидности классифицируют по следующим признакам:
- виду тока ― переменный или постоянный; когда на электроде минус, полярность прямая, если плюс ― обратная;
- типу электрода ― плавящийся, неплавящийся;
- уровню механизации ― ручная, полу и полностью автоматическая;
- виду дуги ― прямого действия (между металлом и электродом), косвенного (между двумя электродами);
- способу защиты места сварки ― инертный газ, флюс, покрытие электрода.

Металл плавящегося электрода должен быть таким же, как у заготовок или близким по составу. Когда марку стали определить невозможно варят переходным (буферным) электродом. Его также используют для соединения элементов из стали с разным составом. В качестве неплавящегося электрода используют вольфрамовые, графитовые, угольные стержни. Присадочная проволока и свариваемые детали должны быть близкими по химическому составу.
Плазменная
Нагревание осуществляется за счет энергии дугового разряда внутри плазмотрона. Поток газа (аргон, азот, воздух) проходит через канал с горящей дугой, ионизируется, выводится через сопло наружу в виде потока плазмы с температурой больше 5500⁰C. Для защиты от перегрева сопло охлаждают проточной водой. Газ нагревается дугой косвенного действия между встроенными электродами.

Плазменная сварка применяется в авиа и приборостроительной отрасли для работы с молибденом, вольфрамом, нержавеющей сталью, никелевыми сплавами. За счет большой глубины плавления можно соединять листы металла толщиной 9 мм. Качественная сварка алюминиевых сплавов проводится в среде защитного газа.
Лазерная
Кромки нагреваются лучом лазера. Среди способов сварки плавлением, этот самый точный для соединения элементов сложной конфигурации. Для снижения себестоимости процесса при массовом производстве световой поток линзами разделяют на несколько лучей, которыми одновременно нагревают несколько стыков. Для домашних работ производители выпускают компактные модели небольшой мощности. Лазером можно формировать непрерывные и точечные швы со сквозным или поверхностным плавлением.

Лазерная сварка применяется для работы с титаном, нержавеющей сталью, цветными и драгметаллами, пластиком, стеклом. Этим методом сваривают тонкостенные листы и заготовки с большой толщиной. Лазер широко используется в оборонной, космической и атомной отрасли, радиоэлектронике, автомобилестроении.
- не нагреваются участки возле шва, что снижает риск деформирования;
- с гибкими световодами можно работать на труднодоступных участках;
- переход на резку без модификации аппарата;
- не нужны расходные материалы;
- из-за малой площади нагрева и быстрого перемещения луча расплавленный металл не успевает окислиться, поэтому работать можно без флюса и защитного газа.
К недостаткам относят высокую цену оборудования и низкий КПД.
Электрошлаковая
Этот метод основан на тепловой энергии, которая выделяется при прохождении тока от электрода к деталям через слой электропроводного расплавленного шлака (флюса). Заготовки ставят вертикально с зазором между ними. Электродная проволока подается в промежуток между деталями через один или несколько мундштуков, подключенных к источнику тока. Сварочная ванна удерживается с обеих сторон медными ползунами с водяным охлаждением. По мере заполнения зазора они вместе с мундштуками передвигаются вверх.

Электрошлаковая сварка используется в машиностроении при изготовлении крупногабаритных конструкций. Этим способом можно соединять детали из цветных металлов, стали, чугуна, титана, сплавов на основе никеля толщиной от 20 мм до 1 м и больше. Основным плюсом электрошлакового метода считают возможность сварки деталей за один проход независимо от толщины. Из минусов отмечают необходимость тепловой обработки шва для повышения пластичности.
Требования к качеству сварочных швов
Перечень требований, предъявляемых к сварным соединениям, определяется назначением готового изделия. Однако есть обязательные требования, в соответствии с которыми должен выполняться сварной шов. По твердости и прочности он не должен уступать металлу заготовок.
Для визуального контроля шов очищают от шлака и окалины, которые образуются при сварке плавлением. Ширина шва должна быть одинаковой по всей длине, поверхность мелкочешуйчатой. Не допускается наличие наплывов, пропусков, сужений. Если на металле есть поры или трещины шов бракуется.
Вид сварки плавлением выбирают в зависимости от решаемых задач. Когда приходится часто работать вне помещения удобней будут переносные дуговые аппараты или газовая горелка с баллонами. При работе на одном месте лучше выбрать полуавтоматический вариант, а для массового производства автоматический.
Сварка плавлением
Не всегда удаётся целиком изготовить разнообразные железные конструкции. В каких-то случаях нет целесообразности их изготовления из одной заготовки ввиду большого количества нежелательных отходов, в других случаях габариты деталей не позволят провести нормальную механическую обработку. Поэтому были изобретены разнообразные способы соединения заготовок между собой. Это всевозможные резьбовые соединения, склеивание деталей, пайка, а также, известная всем, сварка. Она применима не только к деталям и заготовкам, изготовленным из разнообразных металлов и их сплавов, но и вообще к любым материалам, которые можно расплавить. Различают несколько видов сварки: та, где требуется только нагрев для плавления материала, где требуется только давление и комбинированные. Ниже будет рассмотрен вариант сварки методом плавления.

Сварка плавлением
Процесс сварки – это метод соединения двух и более металлических деталей путём термического плавления кромок соединяемых заготовок. Будучи в расплавленном состоянии, металл, из которого состоят заготовки, смешивается и на этом месте образуется прочное неразъемное соединение. После остывания, на месте расплавленного металла образуется так называемый сварочный шов. Этот процесс чем-то сходный с литьём, но в ограниченных размерах. Нынче сварка нашла широкое применение для соединения двух и более заготовок как в промышленных масштабах, так и при кустарном производстве металлических изделий. Также её используют в процессе ремонта разнообразных узлов, так как она позволяет провести наплавление металла там, где он сточился.

В зависимости от того, какой способ нагрева материала заготовки до точки плавления выбран, разделяют несколько видов сварки, о которых поговорим ниже.
Классификация видов сварки плавлением
В зависимости от источника термической энергии, который способен нагреть кромки деталей до температуры плавления, сварка плавлением делится на электрическую, газовую и другие виды сварки. Электрическую опять же можно разделить на электродуговую и индукционную. Рассмотрим наиболее применяемые как в быту, так и промышленности виды. Наибольшее применение получила электродуговая и газовая виды сварок. В случае электродуговой, плавление металла происходит за счёт высокой температуры электрической дуги (около 5000 градусов), которая возникает между заготовкой и электродом. При использовании газовой сварки, источником тепла, способным довести сталь до точки плавления, является горящий газ или смесь газов (например, пропан и кислород с температурой горения до 2050 градусов). Присадочным материалом для шва в таком виде сваривания чаще всего применяется либо отдельная специальная присадка, либо его роль играет металл из тела заготовки.
И также, в зависимости от типа применяемого электрода, можно выделить следующие виды сварки:
- С применением плавящегося электрода. Шов образуется в процессе плавления электрода, покрытого специальной обмазкой. Его подбирают индивидуально, в зависимости от видов соединяемых сталей. Не применяется при соединении тонких листовых металлов из-за чрезмерного их перегрева, частых прожогов.
- С применением неплавящегося электрода. Он изготовлен из тугоплавкого металла, чаще всего вольфрамовый сплав и предназначен только для розжига и поддержания дуги. Сварку зачастую производят в среде защитного инертного газа, который изолирует шов от содержащегося в окружающем воздухе азота. Наиболее часто применим в случае листовых изделий.

Другие виды сварки стали плавлением, такие как индукционная, лазерная, плазменная и др., пока ещё не нашли широкого применения ввиду дороговизны оборудования, поэтому рассматриваться не будут.
Принцип сваривания
Как говорилось выше, принцип сваривания плавлением основан на процессе смешивания расплавленного металла в зоне сваривания, с образованием прочного, неразборного соединения. Источник тепловой энергии, имеющий довольно большую мощность, концентрирует тепловую энергию на малой площади сварочной ванны. Именно в этой ванне и находится доведённый до точки плавления сплав, который туда подаётся либо с использованием электрода, либо со специальной проволокой (в случае сваривания несгораемым электродом). Перемещая источник тепловой энергии вдоль кромки соединяемых деталей, перемещают и сварочную ванну, постепенно добавляя в неё присадочный материал. После остывания, материал ванны кристаллизуется, что приводит к образованию прочного сварного шва.
Процесс розжига высокотемпературной дуги состоит из трёх последовательных действий. Сначала электродом касаются заготовки, в результате чего получается короткое замыкание, вызывающее нагрев его кончика. Далее, кончик отводят на небольшое расстояние от детали, это расстояние подбирается опытным путём. Оно должно быть таким, при котором дуга наиболее устойчива. Разогрев электрода необходим для устойчивой экзоэмиссии электронов, которая также гарантирует устойчивую электрическую дугу.

Принцип сварки плавлением
При плавлении электрода происходит перенос присадочного материала в сварную ванну, и детали соединяются. На некоторых сварочных аппаратах, предназначенных для сварки несгораемым электродом, поджиг дуги является бесконтактным. Он выполняется специальным устройством, называемым осциллятором.
Специфические черты
Спецификой процесса сваривания металлов является то, что в результате образуется единая целая деталь, даже если в процессе применялись различные разнородные металлы. Для такого типа соединения требуется только нагрев, который способен вызвать плавление материала из которого состоят соединяемые детали. Исходя из того, какие металлы (или их сплавы) соединяются, необходимо правильно выбрать присадочную проволоку или электрод.
Разновидности применяемых электродов
Качественный шов можно получить только при правильном подборе присадочного материала, поэтому на их разновидностях стоит заострить внимание. Сварочный электрод представляет собой стальной пруток, покрытый специальной обмазкой, которая плавится в процессе сварки и защищает шов от воздействия азота из воздуха. В случае сварки несгораемым электродом или газовой, обмазка не требуется, шов защищает инертный газ или пламя из горелки. Поэтому, в принципе, электрод, проволока и другой присадочный материал практически одно и то же.
Присадочный материал, из которого полностью состоит проволока, играет первостепенную роль в прочности шва. В процессе нагрева и плавления из сплавов выгорают легирующие элементы, ухудшая при этом качество соединения. Для того чтобы этого избежать, выбираются прутки из стали, которые по степени легирования равны соединяемым маркам или даже выше их. В случае если марки сплавов разные, степень легирования оценивается по максимально легированному сплаву. Избыток легирующих элементов компенсирует их выгорание.
Если марки сталей неизвестны, а также отсутствует возможность их определить, то используется специальный переходной (его ещё называют буферным) электрод или специальная присадочная проволока. Он позволяет сварить даже разнородные стали, например, такие, как нержавейка и простая чёрная низколегированная сталь, играя роль переходного материала.
Требования к сварочным швам
Требования, которые могут предъявляться к сварочным швам, по большей мере зависят от конечного назначения готовой конструкции. Тем не менее можно выделить несколько общих требований, которым должны удовлетворять соединения такого типа. Твёрдость и предел прочности сварного соединения должны иметь такие же показатели (или близкие), как и показатели основного металла. Испытания проводят на специальном оборудовании с образцом готового изделия.
Визуально контроль качества шва проверяют следующим образом. После завершения сварочных работ, производится очистка швов от шлака и окислов, также убираются все вспомогательные приспособления. Шов должен быть однородным, мелкочешуйчатым и иметь равномерную ширину. Наплывы, прожоги, сужения или перерывы должны отсутствовать. Металл, который наплавлен должен быть однородным, не иметь пор или поверхностных трещин.
Классификация сварки плавлением
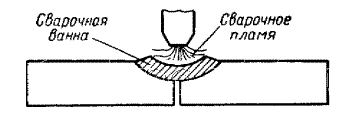
Простейшие виды сварки плавлением известны с глубокой древности, например литейная сварка. Современная схема сварки плавлением показана на рисунке.
К соединяемым деталям в месте сварки подводят сварочное пламя; производят местное расплавление деталей до образования общей сварочной ванны жидкого металла. После удаления сварочного пламени металл ванны быстро охлаждается и затвердевает, в результате детали оказываются соединёнными в одно целое. Перемещая пламя по линии сварки, можно получить сварной шов любой длины. Сварочное пламя должно иметь достаточную тепловую мощность и температуру; сварочную ванну нужно образовывать на сравнительно холодном металле: теплопроводность металлов высока и быстро образовать ванну может только очень горячее пламя. Опыт показывает, что для сварки стали толщиной несколько миллиметров температура сварочного пламени должна быть не ниже 2700-3000°C . Пламя с меньшей температурой или совсем не образует ванны или образует её слишком медленно, что даёт низкую производительность сварки и делает её экономически не выгодной. Источники тепла, развивающие столь высокие температуры, появились относительно недавно.
Сварочное пламя расплавляет как металл, так и загрязнения на его поверхности, образующиеся шлаки всплывают на поверхность ванны. Горячее пламя сильно нагревает металл на поверхности, значительно выше точки плавления; в результате меняется химический состав металла и его структура после затвердевания; изменяются и механические свойства. Затвердевший металл ванны, так называемый металл сварного шва обычно по своим свойствам отличается от основного металла, незатронутого сваркой. Сварка плавлением отличается значительной универсальностью; современными сварочными источниками легко могут быть расплавлены почти все металлы, возможно соединение разнородных металлов.
Характерный признак сварки плавлением; выполнение её за один этап-нагрев сварочным пламенем, в отличие от сварки давлением.
Самое широкое распространение получили различные способы электрической сварки плавлением, а ведущее место занимает дуговая сварка, при которой источником теплоты служит электрическая дуга.
Электрическую сварку плавлением в зависимости от характера источников нагрева и расплавления свариваемых кромок можно разделить на следующие основные виды сварки:
- электрическая дуговая, где источником тепла является электрическая дуга;
- электрошлаковая , где основным источником теплоты является расплавленный шлак, через который протекает электрический ток;
- электронно-лучевая , при которой нагрев и расплавление кромок соединяемых деталей производят направленным потоком электронов, излучаемых раскалённым катодом;
- лазерная , при которой нагрев и расплавление кромок соединяемых деталей производят направленным сфокусированным мощным световым лучом микрочастиц-фотонов.
При электрической дуговой сварке основная часть теплоты, необходимая для нагрева и плавления металла, получается за счет дугового разряда, возникающего между свариваемым металлом и электродом. Под действием теплоты дуги кромки свариваемых деталей и торец плавящегося электрода расплавляются, образуя сварочную ванну, которая некоторое время находится в расплавленном состоянии. При затвердевании металла образуется сварное соединение. Энергия, необходимая для образования и поддержания дугового разряда, получается от источников питания дуги постоянного или переменного тока. Классификация дуговой сварки производится в зависимости от степени механизации процесса сварки, рода тока и полярности, типа дуги, свойств электрода, вида защиты зоны сварки от атмосферного воздуха и др.
По степени механизации различают сварку вручную, полуавтоматическую и автоматическую сварку. Отнесение процессов к тому или иному способу зависит от того, как выполняются зажигание и поддержание определенной длины дуги, манипуляция электродом для придания шву нужной формы, перемещение электрода по линии наложения шва и прекращения процесса сварки.
При ручной сварке указанные операции, необходимые для образования шва, выполняются рабочим-сварщиком вручную без применения механизмов.
При полуавтоматической сварке плавящимся электродом механизируются операции по подаче электродной проволоки в сварочную зону, а остальные операции процесса сварки осуществляются вручную.
При автоматической сварке под флюсом механизируются операции по возбуждению дуги, поддержанию определённой длины дуги, перемещению дуги по линии наложения шва. Автоматическая сварка плавящимся электродом ведётся сварочной проволокой диаметром 1-6 мм; при этом режим сварки (ток, напряжение, скорость перемещения дуги и др.) более стабилен, что обеспечивает однородность качества шва по его длине, в то же время требуется большая точность в подготовке и сборке деталей под сварку.
По роду тока различают дуги, питаемые постоянным током прямой (минус на электроде) или обратной (плюс на электроде) полярности или переменным током. В зависимости от способов сварки применяют ту или иную полярность. Сварка под флюсом и в среде защитных газов обычно производится на обратной полярности.
По типу дуги различают дугу прямого действия (зависимую дугу) и дугу косвенного действия (независимую дугу). В первом случае дуга горит между электродом и основным металлом, который также является частью сварочной цепи, и для сварки используется теплота, выделяемая в столбе дуги и на электродах; во втором — дуга горит между двумя электродами. Основной металл не является частью сварочной цепи и расплавляется преимущественно за счёт теплоотдачи от газов столба дуги. В этом случае питание дуги осуществляется обычно переменным током, но она имеет незначительное применение из-за малого коэффициента полезного действия дуги (отношение полезно используемой тепловой мощности дуги к полной тепловой мощности).
По свойствам электрода различают способы сварки плавящимся электродом и неплавящимся (угольным, графитовым и вольфрамовым). Сварка плавящимся электродом является самым распространённым способом сварки; при этом дуга горит между основным металлом и металлическим стержнем, подаваемым в зону сварки по мере плавления. Этот вид сварки можно производить одним или несколькими электродами. Если два электрода подсоединены к одному полюсу источника питания дуги, то такой метод называют двухэлектродной сваркой, а если больше — многоэлектродной сваркой пучком электродов. Если каждый из электродов получает независимое питание — сварку называют двухдуговой (многодуговой) сваркой. При дуговой сварке плавлением КПД дуги достигает 0,7-0,9.
По условиям наблюдения за процессом горения дуги различают открытую, закрытую и полуоткрытую дугу. При открытой дуге визуальное наблюдение за процессом горения дуги производится через специальные защитные стёкла — светофильтры. Открытая дуга применяется при многих способах сварки: при ручной сварке металлическим и угольным электродом и сварке в защитных газах. Закрытая дуга располагается полностью в расплавленном флюсе — шлаке, основном металле и под гранулированным флюсом, и она невидима. Полуоткрытая дуга характерна тем, что одна её часть находится в основном металле и расплавленном флюсе, а другая над ним. Наблюдение за процессом производится через светофильтры. Используется при автоматической сварке алюминия по флюсу.
По роду защиты зоны сварки от окружающего воздуха различают следующие способы сварки: без защиты (голым электродом, электродом со стабилизирующим покрытием), со шлаковой защитой (толстопокрытыми электродами, под флюсом), шлакогазовой (толстопокрытыми электродами), газовой защитой (в среде газов) с комбинированной защитой (газовая среда и покрытие или флюс). Стабилизирующие покрытия представляют собой материалы, содержащие элементы, легко ионизирующие сварочную дугу. Наносятся тонким слоем на стержни электродов (тонкопокрытые электроды), предназначенных для ручной дуговой сварки. Защитные покрытия представляют собой механическую смесь различных материалов, предназначенных ограждать расплавленный металл от воздействия воздуха, стабилизировать горение дуги, легировать и рафинировать металл шва.
Наибольшее применение имеют средне — и толстопокрытые электроды, предназначенные для ручной дуговой сварки и наплавки, изготовляемые в специальных цехах или на заводах.
Применяются также магнитные покрытия, которые наносятся на проволоку в процессе сварки за счёт электромагнитных сил, возникающих между находящейся под током электродной проволокой и ферромагнитным порошком, находящемся в бункере, через который проходит электродная проволока при полуавтоматической или автоматической сварке. Иногда это ещё сопровождается дополнительной подачей защитного газа.
Сварка плавлением: особенности и правила применения

- Особенности
- Виды
- Применение
- Контроль качества
К самым простым типам сварки относится плавление. В нашем обзоре мы подробнее остановимся на сущности этого технологического процесса, его разновидностях и сфере применения.

Особенности
Сварка плавлением представляет собой скрепление пары заготовок, которое происходит вследствие кристаллизации единой сварочной ванны, сформированной в ходе расплавления соединяемых друг с другом кромок. Данный процесс широко распространён в сварочных работах. Важно понимать, что нагреть любой металл или его сплав выше уровня плавления, чтобы получить сварочную ванну, можно исключительно тогда, когда основной источник энергии дает в участок сварки чуть больше тепла, чем отводится за такое же время в ходе охлаждения.
Основная часть тепла в данном случае уходит на прогревание холодного изделия, поскольку у металлов довольно высокая теплопроводность. Помимо этого, значительный объем тепла утрачивается вследствие излучения во внешнюю среду. Именно поэтому отличительной особенностью этого способа сварки является наличие источника энергии большой мощности и повышенной сосредоточенности. Очень важно, чтобы он мог сконцентрировать на небольшой площади сварочной ванны всю массу выделяющейся тепловой энергии и успеть за небольшое время расплавить дополнительные порции металла, сохраняя заданную скорость сварки.


Существует классификация сварки плавлением.
- Ручная. В данном случае тепло необходимо для расплавления металлических кромок. Температура сварочной дуги доходит до 4000–6000°, при этом металлы перемешиваются и по мере перемещения дуги довольно быстро затвердевают — так формируется сварной шов. Нанесённое на металлический стержень электрода покрытие включает в себя несколько компонентов, при расплавлении они создают газовую и шлаковую защиту сварочной ванны от негативного воздействия азота и кислорода из воздушной массы.

- Дуговая сварка под флюсом. При таком типе работ электрическая дуга загорается, находясь под слоем зернистого флюса. Он защищает расплавленный металл от контакта с воздухом и в случае необходимости легирует его. Электродная проволока перемещается в дугу автоматически при помощи сварочной головки электродвигателя. Флюс перемещается в участок сварки под действием собственной тяжести, одновременно вся конструкция перемещается по линии свариваемого шва. Такой тип сварки характеризуется повышенной производительностью.


- Газовая. Этот вид сварки основывается на том, что электрическая дуга возгорается, находясь между основным металлом и вольфрамовым электродом. Сварочную ванну от окисления защищает среда инертного газа, как правило, это гелий либо аргон. Газ вытесняет атмосферный воздух от участка сварки. Для заполнения шва в сварочную ванну вводят присадку. Способ востребован при заваривании высоколегированных сталей, активных и редких, а также цветных металлов и их сплавов.
- Дуговая сварка в защитном газе. Данная технология предполагает, что специальные ролики подают электродную проволоку в беспрерывном режиме в зону сварки, причём скорость подачи соответствует скорости плавления. Сварочная ванна защищена от неблагоприятного воздействия воздуха активным газом, например, углекислотой или инертным. Углекислоту обычно используют при сварке легированных и углеродистых сталей, а инертные газы — при сваривании цветных металлов, а также сплавов высоколегированных сталей.

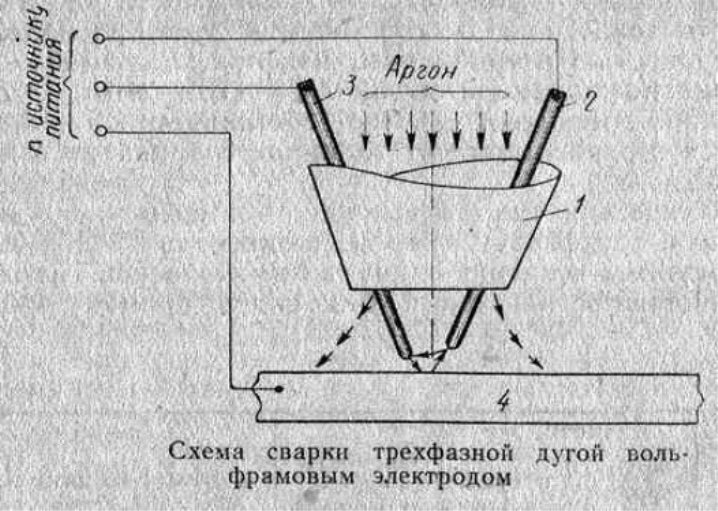
- Сварка трехфазной дугой. В этом случае к паре электродов и основному изделию подводят переменный ток. В этот момент возникает 3 дуги, горящие в едином сварочном фокусе: одна между самими электродами и по одной между изделием и каждым электродом. Горение сопровождается выделением большого количества тепловой энергии, и это многократно повышает производительность всего сварочного процесса.
- Электрошлаковая сварка. Выделение энергии основано на прохождении тока через электропроводный расплавленный шлак. По окончании затвердевания электродного и основного материала формируется сварной шов, при этом сварку обычно выполняют при вертикальном размещении свариваемых деталей с большим зазором между заготовками. Чтобы сформировать шов, с обеих сторон от зазора помещают медные ползуны, охлаждаемые водой — такой метод оптимален для соединения деталей большой толщины: от 30 до 1000 мм.

Применение
Сварка плавлением широко востребована в строительстве. Она позволяет надежно скрепить между собой металлические детали и элементы металлоконструкций. Этим сфера ее применения не ограничивается, ее используют в самолето- и автомобилестроении, а также во многих других областях техники и науки.
Особняком стоит плавление при помощи электрических дуг. Дело в том, что использование электронных лучей сопряжено с применением специальной аппаратуры и потребностью в защите работников от рентгеновских лучей. Поэтому к такому типу сварки обычно прибегают в тех случаях, когда речь идет о тугоплавких, а также химически активных металлах, сплавах и полимерах. Самый простой вариант – газовая сварка – востребован в быту, в основном при проведении ремонтно-отделочных работ.



Контроль качества
Сварка плавлением подчиняется установленным требованиям ГОСТ. Контроль качества выполняют несколькими методами,
- Всякая проверка качества сварочного шва начинается с визуального контроля. Это самый быстрый способ, который не требует специальных приборов и жидкостей. Чтобы провести контроль качества, нужно осмотреть сварное соединение. Не допускается наличие трещин, сколов, наплывов и других видимых дефектов.
- Капиллярный контроль. Этот способ заключается в использовании особых жидкостей, проникающих в мельчайшие поры. Способ позволяет удостовериться в отсутствии скрытых дефектов в условиях ограниченного бюджета на проверку.
- На производстве повсеместно используется магнитный контроль. Сварщик создает со всех сторон от шва магнитное поле, оно испускает пучок электромагнитных лучей. В идеале они должны быть прямыми, любое их искажение указывает на наличие дефектов.
- Ультразвуковой контроль — довольно эффективный метод определения качества шва. Контроллер подаёт на шов ультразвук. Если в ходе своего перемещения он встречается с дефектом, то меняет направление распространения. Интересно, что различные виды дефектов искажают звуковую волну по-разному, поэтому любые недоработки можно с легкостью определить.




О том, какие особенности и правила применения сварки плавлением, смотрите в следующем видео.
svarnoy.info
Рубрики
- Видео (13)
- Дневник (3)
- Литература (7)
- ГОСТы (3)
- Книги (4)
- Отопление (3)
- Статьи (41)
- Газовая сварка (3)
- Источники питания (5)
- Материаловедение (2)
- Ручная дуговая сварка (3)
- Сварочные материалы (7)
- ТСП (18)
- Чертежи (4)
Свежие записи
- Продолжение: DXF для твердотопливного котла 9 кВт.
- Чертежи шахтного твердотопливного котла 9 кВт
- Сварка труб через «операцию»
- Повышение эффективности производства
- Вариант подхода к контролю качества сварочной проволоки.
Свежие комментарии
- Minelabirm к записи Сварка труб через «операцию»
- Holographicbhl к записи Сварка труб через «операцию»
- Augusthsv к записи Сварка труб через «операцию»
- Александр к записи Чертежи шахтного твердотопливного котла 9 кВт
- admin к записи Чертежи шахтного твердотопливного котла 9 кВт
Архивы
- Март 2019
- Февраль 2019
- Март 2016
- Июль 2015
- Июнь 2015
- Январь 2015
- Декабрь 2014
- Июнь 2013
- Май 2013
- Апрель 2013
- Март 2013
- Февраль 2013
- Январь 2013
- Декабрь 2012

Основные виды сварки плавлением
Ручная дуговая сварка штучным электродом. Теплота, необходимая для расплавления основного металла и электродного стержня, образуется в результате горения электрической (сварочной) дуги, обладающей высокой температурой (до 4000—6000°С). Расплавленные основной и электродный металлы перемешиваются в сварочной ванне и по мере продвижения дуги быстро затвердевают, образуя сварной шов. Электродное покрытие, нанесенное на металлический стержень электрода, состоит из различных компонентов, которые при расплавлении создают, шлаковую и газовую защиту сварочной ванны от вредного влияния кислорода и азота воздуха.

Ручная дуговая сварка штучным электродом
1 — основной металл,
2 — сварочная ванна.
3 — электрическая дуга,
4 — проплавленный металл.
5 — наплавленный металл,
6 — шлаковая корка,
7 — жидкий шлак,
8 — электродное покрытие,
9 — металлический стержень электрода,
10 — электрододержатель.
Автоматическая дуговая сварка под флюсом. Электрическая дуга горит под слоем зернистого флюса, который предохраняет расплавленный металл от воздуха и при необходимости легирует его. Электродная проволока подается в дугу автоматически с помощью сварочной головки, снабженной электродвигателем. Флюс ссыпается в зону сварки под действием собственного веса. Одновременно с этим вся установка передвигается вдоль свариваемого шва. При этом виде сварки обеспечиваются высокая производительность и хорошее качество шва.

Автоматическая дуговая сварка под флюсом
1 — бункер с флюсом,
2 — электродная проволока.
3 — сварочная головка.
4 — основной металл.
5 — сварной шов.
6 — шлаковая корка.
7 — не расплавленный флюс.
8 — ограничители флюса.
9 — медная пластина-подкладка
Дуговая сварка в защитном газе неплавяшимся электродом. Электрическая дуга горит между вольфрамовым электродом и основным металлом. Сварочная ванна защищается от окисления инертным защитным газом (аргоном, гелием), который оттесняет воздух от места сварки. Для заполнения шва в сварочную ванну вводится присадочный материал. Сварка может производиться ручным, механизированным и автоматическим способами. Этот метод широко применяют при сварке высоколегированных сталей, цветных металлов и их сплавов, а также активных и редких металлов.

Дуговая сварка в защитном газе неплавяшимся электродом
1 — электрическая дуга,
2 — газовое сопло,
3 — вольфрамовый электрод,
4 — присадочная проволока.
Дуговая сварка в защитном газе плавящимся электродом. Электродная проволока с помощью подающих роликов непрерывно подается в зону сварки со скоростью ее плавления. Сварочную ванну от воздуха защищают как инертным, так и активным газом (например, углекислым). Углекислый газ применяют при сварке углеродистых и легированных сталей, инертные газы — при сварке высоколегированных сталей и цветных металлов. Сварку можно выполнять механизированным и автоматическим способами.

Дуговая сварка в защитном газе плавящимся электродом
1 — электрическая дуга,
2 — газовое сопло,
3 — подающие ролики,
4 — электродная проволока,
5 — токоподводяший мундштук,
6 — защитный газ.
Сварка трехфазной дугой. К двум электродам и изделию подводят переменный ток от трехфазного сварочного трансформатора. При этом возникают три дуги, горящие в одном сварочном фокусе: по одной между каждым электродом и изделием и одна между самими электродами. При горении дуг выделяется большое количество теплоты, что увеличивает производительность процесса сварки. Сварку можно выполнять как ручным, так и автоматическим способом.

Сварка трехфазной дугой
1, 2 — плавящиеся электроды,
3, 5, 6 — сварочные дуги,
4 — основной металл.
Электрошлаковая сварка отличие от дуговой сварки для плавления основного и электродного металлов используется теплота, выделяющаяся при прохождении сварочного тока через расплавленный электропроводный шлак (флюс). После затвердевания основного и электродного металлов образуется сварной шов. Сварку выполняют при вертикальном расположении свариваемых деталей с большим зазором между ‘ними. Для формирования шва по обе стороны зазора устанавливают медные ползуны, охлаждаемые водой. Для свободного перемещения ползунов вверх сборка под сварку производится с помощью специальных (сборочных) скоб. Электрошлаковую сварку применяют при соединении деталей большой толщины (от 30 до 1000 мм и более).

1 — начальная скоба для возбуждения процесса сварки,
2 — металлическая (сварочная) ванна,
3 — токоподводящий мундштук,
4 — подающие ролики,
5 — электродная проволока,
6 — шлаковая ванна,
7 — медные формующие ползуны,
3 — сварной шов,
9 — сборочная скоба,
10 — свариваемые детали.

