Основные параметры режима газовой сварки
РЕЖИМЫ ГАЗОВОЙ СВАРКИ
Режим сварки зависит от вида свариваемого металла, габаритных размеров и формы изделия.
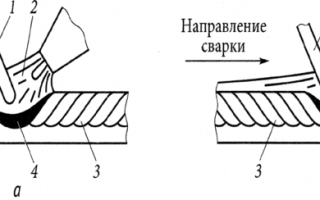
Способ сварки определяется толщиной металла, положением шва в пространстве и т. д. В зависимости от направления движения горелки существует два способа газовой сварки — левый и правый. При левом способе (рис. 3.9, а), применяемом наиболее часто, пламя горелки направляют на еще не сваренные кромки металла, а присадочную проволоку перемещают впереди пламени. Для равномерного прогрева и перемещения сварочной ванны горелке и проволоке сообщают колебательные движения поперек шва исходя из того, чтобы при движении горелки в одну сторону проволока двигалась бы в противоположную сторону. Левый способ целесообразно применять при сварке металлов малых толщин (до 4—5 мм), а также металлов со сравнительно низкой температурой плавления. При левом способе обеспечивается лучшее формирование металла шва.
При правом способе (рис. 3.9, б) сварки пламя направляют на уже сваренную часть шва, а проволоку перемещают вслед за пламенем по спирали, при этом конец ее не вынимают из ванны расплавленного металла. Горелку перемещают прямолинейно. Поперечные колебания сообщают горелке только при правом способе сварки деталей большой толщины. Применение правого способа сварки повышает производительность процесса при одновременном снижении удельного расхода газов за счет более полного использования теплоты пламени, а также уменьшает коробление металла из-за большей концентрации нагрева.
Присадочная проволока должна соответствовать основному металлу по механическим свойствам и химическому составу. Диаметр ирисадочной проволоки d зависит от выбранного способа сварки и толщины основного металла S. Для правого способа сварки d = 5/2; для левого способа сварки d= S/2 +1.

Рис. 3.9. Способы сварки: а — левый; б — правый; 1 — присадочный пруток; 2 — газовое пламя; 3 — шов; 4 — сварочная ванна;
5 — свариваемый металл
Определяющим параметром газовой сварки является номер наконечника горелки, который обеспечивает необходимую мощность пламени. Мощность пламени в зависимости от толщины свариваемого металла и его теплофизических свойств определяется по формуле:

где М — мощность пламени, С — удельный тепловой коэффициент расхода газа
на 1 мм толщина металла, S — толщина свариваемого металла.
Удельный тепловой коэффициент расхода ацетилена на 1 мм толщины свариваемого металла определяется по табл. 3.1. Непосредственный номер наконечника выбирают по табл. 3.2, в которой представлены технические характеристики инжекторных горелок (ГОСТ 1077-79Е).
Дополнительными параметрами газовой сварки, влияющими на качество и геометрические параметры сварного шва, являются скорость сварки, вид пламени, угол наклона наконечника, расстояние от ядра пламени до дна сварочной ванны.
Скорость сварки следует по мере необходимости изменять, так как при неизменной скорости сварки можно перегреть или, что еще хуже, пережечь металл и получить прожог.
Удельный коэффициент расхода ацетилена на 1 мм толщины свариваемого металла
Свариваемый металл
Углеродистая
Легированная
Алюминий и его сплавы
Удельный расход (л/ч) на 1 мм толщины металла
Соотношение ацетилена и кислорода
Технические характеристики инжекторных горелок (ГОСТ 1077-79Е)
Номер наконечника
Толщина свариваемой стали в мм
Давление ацетилена на входе в горелку, МПа
Давление кислорода на входе в горелку, МПа
Вид пламени также влияет на режим сварки. В процессе сварки нормальное пламя с течением времени стремится к окислительному из- за конструктивных особенностей горелок. Лишний кислород в пламени в конкретном случае может быть нежелателен, поэтому газосварщик по мере необходимости увеличивает подачу горючего газа, держа палец на ацетиленовом вентиле. В процессе работы это практически незаметно для неспециалиста.
Угол наклона наконечника меняется в зависимости от нагрева металла. Он как бы является дополнительным фактором к мощности пламени, и по форме и размерам ванны (вогнутости или выпуклости) сварщик мгновенно принимает решение об изменении угла. Иногда для этого сварщик на мгновение отводит пламя от сварочной ванны.
Наклон мундштука горелки может меняться в процессе сварки. В начальный момент сварки для лучшего прогрева металла и быстрого образования сварочной ванны угол наклона устанавливают наибольшим (80—90°); в процессе сварки угол соответствует толщине и роду свариваемого металла (рис. 3.10).

Рис. 3.10. Угол наклона мундштука горелки в зависимости от толщины стали
Расстояние от кончика ядра пламени до дна сварочной ванны
должно быть постоянным. Нельзя касаться концом ядра ванны расплавленного металла, так как при этом расплав будет насыщаться углеродом. Расстояние от кончика ядра пламени до дна сварочной ванны должно быть равно приблизительно длине ядра или быть немного меньше. Сварочная проволока должна находиться в рабочей (восстановительной) зоне или в сварочной ванне на ее краю.
В процессе сварки газосварщик совершает наконечником горелки одновременно два движения: поперечное и поступательное. Поперечное движение необходимо для равномерного прогрева кромок основного металла и присадочной проволоки. Поступательное движение необходимо для постепенного заполнения стыка и получения протяженного шва.
При сварке в нижнем положении правым способом без разделки кромок при толщине стали более 3 мм или при сварке стали относительно большой толщины левым способом (с разделкой кромок или без нее) наиболее распространенные движения горелки и конца присадочной проволоки показаны на рис. 3.11. В этом случае концом присадочной проволоки совершают движения, обратные движению сварочной горелки. При выполнении угловых швов для получения швов нормальной формы горелкой и присадочной проволокой производят движения, показанные на рис. 3.12. В этом случае сварщик быстро перемещает пламя и конец проволоки по середине шва и задерживает их по краям.

Рис. 3.11. Движение горелки и проволоки при сварке стали толщиной более Змм в нижнем положении: 7 — движение проволоки;
2 — движение горелки

Рис. 3.12. Движение горелки и проволоки при сварке угловых швов:
- 1 — движение проволоки;
- 2 — движение горелки;
- 3 — места задержки движения
При сварке правым способом металла толщиной 5 мм пламя горелки углубляют в разделку шва (рис. 3.13) и перемещают вдоль шва без колебательных движений.
При сварке стали малой толщины без отбортовки кромок, когда процесс сварки ведется с присадочной проволокой, получил распространение способ последовательного образования сварочных ванночек, сущность которого заключается в том, что сварщик, образовав сварочную ванночку (при малой толщине стали диаметр сварочной ванночки составляет 4—5 мм), вводит в нее конец присадочной проволоки и, расплавив небольшое количество присадочного металла, выводит конец из ванны в среднюю зону пламени, а горелкой (несколько приблизив ее к поверхности металла) делает резкое круговое движение, переводя ее в следующую позицию. При этом каждая последующая ванночка перекрывает предыдущую на 1 /3 ее диаметра (рис. 3.14). Процесс сварки в этом случае, естественно, ведется левым способом. Качественное выполнение сварки этим способом, обеспечивающим исключительно гладкую и ровную поверхность шва, требует соблюдения двух основных условий: 1) конец присадочной проволоки во избежание окисления не следует выводить за пределы средней зоны пламени; 2) ядро пламени при приближении его к сварочной ванне во избежание науглероживания металла шва не должно касаться ее поверхности. Способ последовательного образования сварочных ванночек, или, как его иногда называют, «сварка каплями», позволяет получать весьма высокое качество сварного шва.

Рис. 3.13. Движение горелки и проволоки при сварке правым способом
с разделкой кромок: / — движение проволоки; 2 — движение горелки

Рис. 3.14. Схема процесса сварки последовательным образованием ванночек
Для уменьшения коробления и предупреждения трещинообразова- ния листы при сварке укладывают с расширением зазора между кромками таким образом, чтобы в конце шва он составлял 2—4% его длины (не более 4—6 мм). По мере образования сварного шва зажимное приспособление (рис. 3.15, а) постепенно ослабляют, и зазор уменьшается до требуемой величины вследствие усадки металла уже выполненного участка шва. Величину зазора устанавливают либо прихватками, либо с помощью клина, вставляемого в стык и передвигаемого вдоль кромок по мере выполнения шва. Если прихватки приводят к короблению изделий, то сварку выполняют в специальных зажимных приспособлениях с точной взаимной установкой кромок (рис. 3.15, 6).
Для снижения сварочных напряжений, а следовательно, уменьшения коробления можно использовать метод ступенчатой или обратноступенчатой сварки. При этом шов по длине разбивают на участки, свариваемые в определенном порядке (рис. 3.16). Каждый последующий участок перекрывает предыдущий на 10—20 мм в зависимости от толщины свариваемого металла. Деформацией каждого последующего свариваемого участка полностью или частично снимается деформация, полученная предыдущим участком. При обратноступенчатой сварке коробление уменьшается еще и потому, что уменьшается объем металла, сосредоточенного в одном месте и одновременно нагреваемого до пластичного состояния.

Рис. 3.15. Зажимные приспособления для сварки с переменным (а) и постоянным (б)зазором

Рис. 3.16. Обратноступенчатая сварка: а — от кромки: б — от середины; 1—5 — последовательность сварки участка шва
9.2. Режим и техника газовой сварки
Режим сварки — совокупность параметров процесса, обусловливающих возможность сварки данного соединения из металла заданной марки и толщины в пространственных положениях, определяемых конструкцией изделия.
Основными параметрами газовой сварки являются вид и мощность пламени, диаметр присадочной проволоки и скорость сварки.
Вид пламени зависит от свариваемого материала: нормальным пламенем сваривают углеродистые и легированные стали, науглероживающим — чугун и окислительным — латуни. Выбор нужного вида пламени осуществляется по характеру его свечения.
Мощность пламени горелки, выбираемая в соответствии с толщиной свариваемого металла и его теплофизическими свойствами, определяется расходом ацетилена, необходимым для его расплавления. Чем толще свариваемый металл и выше его теплопроводность (как, например, у меди и ее сплавов), тем больше должна быть мощность пламени. Ее регулируют ступенчато — подбором наконечника горелки (см. подразд. 6.6.2) и плавно — вентилями на горелке.
Выбор диаметра присадочной проволоки осуществляется в зависимости от толщины свариваемого металла и способа сварки. При сварке низко- и среднеуглеродистых сталей диаметр присадочной проволоки, мм, для левого способа сварки определяется по формуле
где s — толщина свариваемого металла, мм.
Скорость сварки устанавливается сварщиком в соответствии со скоростью плавления кромок детали.
Техника сварки — совокупность способов, приемов и манипуляций, осуществляемых сварщиком для формирования высококачественного шва.
При газовой сварке составными элементами техники сварки являются:
- угол наклона мундштука горелки к поверхности свариваемых кромок;
- способ сварки;
- манипуляции мундштуком горелки и присадочной проволокой при движении пламени вдоль шва.
Угол наклона мундштука горелки к поверхности свариваемых кромок выбирает сварщик в зависимости от толщины металла и его теплофизических свойств. Для низкоуглеродистых сталей такая взаимосвязь может быть представлена в следующем виде:

Чем больше толщина металла и выше его теплопроводность (как, например, у меди и ее сплавов), тем больше угол наклона мундштука горелки. Таким образом, сварщик, изменяя угол наклона мундштука и тем самым количество теплоты, подводимой к металлу, управляет процессом формирования шва.
Способы сварки приведены на рис. 9.4.

Рис. 9.4. Способы сварки:
а — левый; б — правый; — движение горелки; —- движение присадочной проволоки; стрелками показаны направления сварки
Горелка в руке сварщика может перемещаться только в двух направлениях:
- справа налево, когда пламя направлено на холодные, еще не сваренные кромки металла, а присадочная проволока подается впереди пламени. Такой способ получил название левого;
- слева направо, когда пламя направлено на сваренный участок шва, а присадочная проволока подается вслед за пламенем. Такой способ называется правым.
Левый способ применяют при сварке тонкостенных (толщиной до 3 мм) конструкций и легкоплавких металлов и сплавов.
Правый способ используют для сварки конструкций с толщиной стенки свыше 3 мм и металлов с большой теплопроводностью.
Качество шва при правом способе сварки выше, чем при левом, так как металл лучше защищен пламенем горелки от воздействия воздуха.
Манипуляции мундштуком горелки (рис. 9.5), осуществляемые сварщиком, способствуют формированию высококачественного шва. Если используется присадочная проволока, то ее движения улучшают процессы плавления, перемешивания сварочной ванны и удаления оксидов.

Рис. 9.5. Манипуляции мундштуком горелки при сварке:
а — с задержкой в корне шва; б — по спирали; в — «полумесяцем»; г — зигзагом
Конец мундштука горелки совершает одновременно два вида движений: продольное — вдоль оси шва и поперечное — в перпендикулярном направлении. Мундштук горелки следует перемещать таким образом, чтобы металл сварочной ванны был всегда защищен от воздействия воздуха восстановительной зоной пламени.
Присадочной проволокой совершают такие же колебательные движения, как и мундштуком, но в направлении, обратном колебаниям горелки, причем конец присадочной проволоки должен постоянно находиться в сварочной ванне или восстановительной зоне пламени. При сварке в нижнем положении чаще всего используется движение присадочной проволоки «полумесяцем» (см. рис. 9.5, в).
Строительный справочник | материалы — конструкции — технологии
Вы здесь
Способы и режимы газовой сварки
Газовая сварка — это сварка плавлением металла, который разогревают пламенем горелки. При нагреве кромки свариваемых заготовок расплавляются вместе с присадочным материалом, который дополнительно вводится в пламя горелки. После кристаллизации жидкого металла образуется сварочный шов. К преимуществам газовой сварки относится простота способа, несложность оборудования, отсутствие источника электрической энергии.
К недостаткам газовой сварки относится меньшая производительность, сложность механизации, большая зона нагрева и более низкие механические свойства сварных соединений, чем при дуговой сварке. Кроме того, к недостаткам газопламенной сварки относят низкий КПД теплотворной способности горючего газа, так как всего 6— 7% тепла, выделяемого при сгорании ацетилена, расходуется на сварку металла. Остальное тепло тратится на излучение и конвекцию, потери от неполноты сгорания газа, нагрев прилегающих к шву участков, разбрызгивание металла и т.д.
Во время газовой сварки в правой руке сварщик держит горелку, а в левой — присадочную проволоку. Пламя горелки направляют на свариваемый металл так, чтобы кромки находились в восстановительной зоне пламени на расстоянии 2—6 мм от конца ядра. Не следует касаться расплавленного металла концом ядра пламени, так как это вызывает науглероживание сварочной ванны. Конец присадочной проволоки должен находиться в восстановительной зоне или быть слегка погруженным в сварочную ванну.
Режимы газовой сварки
Режимы газовой сварки определяют:
- мощностью сварочного пламени
- углом наклона присадочного материала и мундштука горелки
- диаметром присадочного материала
- скоростью сварки.
Сварочное пламя должно обладать достаточной тепловой мощностью, которую выбирают в зависимости от толщины свариваемого металла и его физических свойств. Выбор режимов сварки целиком и полностью зависит от толщины свариваемых деталей.
Мощность сварочного пламени напрямую зависит от расхода горючего газа и для ацетиленовой сварки ее приближенно можно определить по формуле:
Vа = k•S
Где Va — мощность пламени, определяема расходом ацетилена, л/час; S — толщина свариваемого материала, мм; к — коэффициент пропорциональности, величина которого зависит от вида стали.
К примеру, для низкоуглеродистой стали и чугуна к = 100 — 130, а для высокоуглеродистой стали к = 75 100. Для алюминия и его сплавов к = 100 — 15 для медных сплавов — 150 — 225. Изменяя тепловую мощность пламени, сварщик в довольно широк пределах может регулировать скорость нагрев расплавления металла, что является одним преимуществ газопламенной сварки.
Угол наклона мундштука сварочной горелки увеличивают с увеличением толщины свариваемого металла. Зависимость угла наклона для сварки сталей приведена на рис. 1. Если сваривают цветные металлы, теплопроводность которых выше стали, то угол наклона мундштука немного увеличивают.
Рис. 1. Углы наклона мундштука горелки при сварке стали различной толщины
Диаметр присадочного материала подбирают в зависимости от толщины свариваемых деталей и метода наложения шва. Обычно диаметр присадочной проволоки равен половине толщины свариваемого металла. Практически при толщине металла более 15 м присадочный материал берут диаметром 6—8 мм.
Скорость сварки является величиной, от зависящей толщины свариваемого металла и его свойств. Определяют скорость сварки по формуле:
V = А/S
Где А — коэффициент, зависящий от свойств материала и для сталей средней толщины равняется 12 — 15, S — толщина свариваемого металла, мм.
Способы газовой сварки
Способов наложения сварочного шва существует несколько. Их применение диктуется привычками сварщика и особенностями сварного соединения.
Левая сварка (рис. 2А) — является наиболее применяемым способом при газовой сварке металлов, толщиной 4—5 мм. При этом способе горелку перемещают справа налево, а присадочную проволоку перемещают впереди горелки. Сварочное пламя, направленное от шва, хорошо прогревает несваренный участок и присадочную проволоку. При малой толщине металла (менее 8 мм) горелку, перемещают только вдоль шва, а при толщине металла больше 8 мм выполняют дополнительные колебательные движения поперек оси шва. Присадочную проволоку концом погружают сварочную ванну, перемешивая ее спирал образными движениями.
Левый способ хорош тем, что сварщик хорошо видит шов, что дает ему возможность обеспечить равномерность сварочного валика. Шов получает ровный и красивый. Мощность сварочного пламени: при левом способе сварки принимают в пределах 100 — 130 дм3 ацетилена в час на один мм толщи металла.
Правая сварка (рис. 2Б) считается более экономичной, так как пламя направлено непосредственно на шов. Это дает возможность сваривать металл большой толщины с уменьшенным углом раскрытия кромок. А так как при этом количество наплавленного металла снижается, то вероятность коробления деталей снижается. Горелка при этом способе перемещается слева направо, а присадочный материал передвигают вслед за горелкой. Так как пламя направлено на шов, то скорость его охлаждения снижается, металл одновременно подвергается термической обработке, что способствует повышению качества шва.
 |  |
| Рис. 2. Схема левой (А) и правой (Б) сварки | Рис. 3. Сварка сквозным валиком: А — от 2 до 6 мм; Б — от 6 до 12 мм; В — от 12 до 20 мм |
Сварку сквозным валиком (двойным валиком) применяют при вертикальной сварке стыковых соединений сверху вниз (рис. 3). Для этого в нижней части стыка проплавляется сквозное отверстие и, постепенно поднимая пламя вверх, расплавляют верхнюю часть отверстия. Вводя присадочный материал, заваривают нижнюю часть отверстия. При сварке толстого металла сварку ведут одновременно с двух сторон два сварщика.
Сварка ванночками (рис. 3А) заключается последовательном образовании ванночек расплавленного металла и вводе в них по несколько капель присадочного материала. Сварку ванночками; применяют для сваривания металла толщиной до 3 мм. При этом виде сварки каждая последующая; ванночка перекрывает предыдущую на 2/3 ее диаметра. Этот метод применяют при сварке тонких; листов и труб из низкоуглеродистых сталей, стыковых и угловых соединений при толщине деталей до 3 мм, добиваясь высокого качества сварочного шва. Для этого, расплавив ванночку диаметром 4—5 мм, сварщик вводит в нее конец присадочной проволоки и, расплавив ее небольшое количество, перемещает конец в восстановительную зону пламени, что позволяет снизить вероятность окисления металла. Мундштуком горелки выполняют движения, позволяющие образоваться соседней ванночке, которая должна перекрывать предыдущую на ⅓ диаметра. При этом ядро пламени не должно погружаться в ванночку, чтобы избежать науглероживания металла шва.
Сварку по отбортованным кромкам используют для сваривания металла толщиной до 2 — 3 мм. Это вид сварки применяется без присадочного металла, а только за счет колебательных и спиралеобразных движений горелки.
 |  |
| Рис. 4. Сварка: А — ванночками; Б — по отборочным кромкам | Рис. 5. Сварка: А — вертикальных, Б — горизонтальных, В — потолочных швов |
Сварка при различных положениях шва. Сварка при нижнем положении шва обычно затруднений не вызывает. Вертикальные, потолочные и горизонтальные швы на вертикальной поверхности (рис. 5) имеют свои особенности и требуют навыка в работе.
Сварку вертикальных швов снизу вверх лучше выполнять левым способом. Горизонтальные швы на вертикальной плоскости выполняют правым способом. В этом случае поток газового пламени направлен на шов, не позволяя металлу растекаться из сварочной ванны. В отличие от обычного правого способа сварку ведут справа налево, создавая небольшой перекос сварочной ванны.
Потолочные швы тоже лучше вести правым способом, так как при этой методике конец присадочной проволоки и давление газового потока препятствуют стеканию жидкого металла вниз.
Технология газовой сварки. Подготовка, выбор режимов, техника сварки
Технология газовой сварки включает в себя хорошую подготовку деталей под сварку, выбор нужного способа газовой сварки, выбор режимов газовой сварки (необходимую мощность сварочной горелки), диаметра присадочной проволоки и правильное выполнение техники газовой сварки. Необходимо учесть все эти моменты, чтобы получить хорошее качество сварки.
Диаметр сварочной проволоки выбирают, исходя из толщины свариваемого металла и от выбранного способа сварки. Подробнее о выборе присадочных материалов изложено на странице: «Присадочные материалы для газовой сварки. Выбор сварочной проволоки».
Выбор способа сварки зависит от толщины свариваемых кромок и от пространственного положения сварного соединения. Подробнее об этом на странице «Способы газовой сварки».
Далее рассмотрим такие технологические аспекты газовой сварки, как подготовка сварных кромок под сварку, выбор режимов сварки и техника сварки.
Подготовка сварных кромок для газовой сварки
Подготовка сварных кромок включает в себя их очистку от масляных плёнок, лакокрасочных покрытий, от окалины, от грязи и пыли, ржавчины, а также разделку под сварку и их прихватку короткими швами.
Очистка сварных кромок под газовую сварку
Под газовую сварку выполняют не только очистку самих сварных кромок, но и участков в непосредственной близости от них. Ширина очищаемой зоны составляет 20-30мм с каждой стороны соединения.
Для очистки хорошо подходит пламя сварочной горелки. При нагревании горелкой, окалина отходит от металла, а лакокрасочные покрытия и масло сгорают. После этого поверхность сварных кромок и близлежащих участков тщательно зачищают при помощи металлических щёток или наждачной бумаги. Зачистку производят до появления металлического блеска на свариваемых поверхностях. Часто, для очистки, свариваемые детали подвергают дробеструйной или пескоструйной обработке.
В случае, когда невозможно удалить загрязнения при помощи щёток (например, при сварке алюминия удаление оксидных плёнок затруднено), сварные кромки и участки возле них очищают при помощи специальных паст на кислотной основе или протравливают в кислоте. После протравки необходимо промыть и высушить кромки.
Разделка кромок под газовую сварку
Сварные кромки разделывают, в зависимости от вида сварного соединения. Вид сварного соединения определяется взаимным расположением соединяемых деталей. Для газовой сварки наиболее характерны стыковые сварные соединения.
.jpg) Металлы малой толщины (до 2мм) сваривают в стык с отбортовкой кромок и без применения присадочного материала (схема а) на рисунке) или без отбортовки кромок и без зазора (схема б) на рисунке), в таком случае применяют присадочный материал.
Металлы малой толщины (до 2мм) сваривают в стык с отбортовкой кромок и без применения присадочного материала (схема а) на рисунке) или без отбортовки кромок и без зазора (схема б) на рисунке), в таком случае применяют присадочный материал.
Металл, толщиной от 2мм до 5мм сваривают в стык, не разделывая кромки, но оставляя зазор между ними (схема в) на рисунке). При толщине сварного металла более 5мм, применяют V-образную, или X-образную разделку (схема г) на рисунке). Суммарный угол раскрытия кромок должен составлять 70-90° для обеспечения хорошего провара корня сварного шва.
При газовой сварке металлов малой толщины, часто применяются угловые соединения (схема д) на рисунке). Технология газовой сварки таких соединений предусматривает сварку без использования присадочной проволоки. Формирование сварного шва происходит за счёт расплавления свариваемых кромок.
Нахлёсточные сварные соединения и тавровые (схемы е) и д), соответственно на рисунке) применяют только в тех случаях, когда толщина свариваемого металла менее 3мм. При сварке металла большой толщины, в результате неравномерного местного нагрева возникают деформации и напряжения при сварке, которые могут стать причиной образования горячих трещин или холодных трещин при сварке в металле шва и в зоне термического влияния.
Разделку кромок в свариваемых деталях можно выполнять вручную, пневматическим зубилом, на фрезерных станках, или же на специальных кромкострогальных станках. Но экономически целесообразным способом является кислородная резка (ручная или механизированная). При этом окалину и шлак после резки необходимо зачистить до металлического блеска.
Прихватка кромок свариваемых деталей перед газовой сваркой
Технология газовой сварки предусматривает прихватку деталей перед сваркой для того, чтобы в процессе сварки металла не допустить изменении положения деталей или появления зазоров между ними.
Длина прихваток и расстояние между ними определяются толщиной металла, формой и протяжённостью сварного шва. При сваривании деталей небольшой толщины и при небольшой длине сварного шва, прихватки выполняют длиной 5-7мм на расстоянии 70-100мм друг от друга.
В случае сваривания металла большой толщины и при больших длинах сварных швов, длина прихваток составляет 20-30мм, а рекомендуемое расстояние между прихватками составляет 300-500мм.
Выбор режимов газовой сварки
При выборе режимов газовой сварки руководствуются маркой свариваемого металла или сплава и его толщиной. А также типом и назначением свариваемого изделия. К основным характеристикам режима газовой сварки относятся: мощность сварочной горелки, вид газового пламени, марка и диаметр присадочного прутка или проволоки, способ газовой сварки и техника сварки.
Выбор мощности сварочной горелки
Тепловая мощность сварочной горелки определяется расходом ацетилена, проходящего через неё. Требуемый расход ацетилена можно определить по формуле:
Q=AS, где Q — расход ацетилена, л/ч; S — толщина свариваемого металла, мм; А — коэффициент, который вычисляют опытным путём. При сварке углеродистых сталей коэффициент А=100-130л/(ч*мм); при сварке меди А=150 л/(ч*мм), при сварке алюминия А=75 л/(ч*мм).
Рекомендуемая мощность пламени при правом способе газовой сварки определяется расходом ацетилена 120-150л/ч, а при левом способе сварки расход ацетилена определяют из расчёта 100-130л/ч на миллиметр толщины свариваемого металла.
Необходимо иметь ввиду, что увеличение расхода ацетилена приводит к повышению мощности сварочной горелки. Но при излишней её мощности возникает риск прожога металла. Мощность должна быть оптимальной и это нужно учитывать.
Мощность газового пламени регулируется сменными наконечниками, которые идут в комплекте со сварочными горелками.
Техника газовой сварки. Как варить газовой сваркой?
От правильной техники газовой сварки зависит и качество сварки, и её производительность. Техника сварки включает в себя и положение сварочной горелки и направление её движения. Далее разберём оба этих момента чтобы понять, как правильно варить газовой сваркой.
Положение сварочной горелки при газовой сварке
Положение газовой сварочной горелки определяется её углом наклона по отношению к поверхности свариваемых деталей. На угол наклона мундштука горелки влияет толщина свариваемых деталей и теплопроводность свариваемого металла. При большой толщине металла и при большой его теплопроводности угол наклона горелки рекомендуется увеличивать.
.jpg) Большой угол наклона горелки позволяет сконцентрировать нагрев металла в одном месте вследствие подачи большого количества теплоты на небольшой участок. Изменение угла наклона горелки позволяет изменять скорость нагрева металла.
Большой угол наклона горелки позволяет сконцентрировать нагрев металла в одном месте вследствие подачи большого количества теплоты на небольшой участок. Изменение угла наклона горелки позволяет изменять скорость нагрева металла.
На рисунке справа показаны рекомендуемые углы наклона мундштука горелки, в зависимости от свариваемой толщины металла. Рекомендуемые в графике углы даны для сварки чёрных металлов. При сварке цветных металлов, особенно при сварке меди и при сварке алюминия рекомендуемый угол следует немного увеличить (примерно, на 15°), т.к. эти металлы обладают высокой теплопроводностью.
В самом начале процесса сварки горелку устанавливают под максимальным углом для того, чтобы обеспечить хороший прогрев металла затем, угол уменьшают до рекомендуемого значения. В конце процесса сварки угол наклона рекомендуется постепенно уменьшать, чтобы более качественно выполнить наплавление кратера и исключить возможные пережоги металла.
Движение газовой горелки при сварке
.jpg) При сварке металлов, мундштук сварочной горелки в двух направлениях: поперечном (это направление перпендикулярно оси шва) и в продольном (вдоль оси шва). Основным движением сварки является продольное движение. Поперечное движения является вспомогательным, но оно необходимо для того, чтобы равномерно прогреть свариваемые кромки и обеспечить нужную ширину сварного шва.
При сварке металлов, мундштук сварочной горелки в двух направлениях: поперечном (это направление перпендикулярно оси шва) и в продольном (вдоль оси шва). Основным движением сварки является продольное движение. Поперечное движения является вспомогательным, но оно необходимо для того, чтобы равномерно прогреть свариваемые кромки и обеспечить нужную ширину сварного шва.
Способы поперечного перемещения показаны на рисунке слева:
а) движение с отрывом горелки;
б) спиралеобразное перемещение;
в) движение полумесяцем;
г) волнистый способ перемещения.
Наплавление металла с помощью потока газового пламени не получило широкого распространения из-за появления больших деформаций при сварке. Наплавка газовым пламенем получила применение при наплавке литыми твёрдыми сплавами.
Определение параметров режима газовой сварки




![]()
![]()
Метод газовой сварки прост, универсален, не требует дополнительного оборудования и используется в заводских условиях, а также при строительно-монтажных и ремонтных работах во всех отраслях народного хозяйства.
Газовая сварка широко применяется для соединения низко и среднеуглеродистых, а также легированных (хромированных, содержание до 0,2% углерода) сталей толщиной до 3 мм. Применение газовой сварки для соединения сталей толщиной свыше 3-4 мм возможно, но нецелесообразно, электродуговые методы более совершенные и производительные.
Перед сваркой детали подвергаются определенной подготовке, что включает следующие операции: очистку свариваемых кромок, разделку кромок под сварку (если это необходимо) и наложение прихваток для соединения свариваемых листов или деталей.
Наложение прихваток необходимо для того, чтобы положение свариваемых деталей и зазор между ними сохранились постоянными в процессе сварки.
Длина прихваток, расстояние между ними и порядок наложения зависят от толщины свариваемого метала и длины шва
| Толщина свариваемой детали S, мм | Длина шва L, мм | Длина прихвата l, мм | Расстояние между прихватами, мм |
| До 5 ≥ 5 | 150−200 ≥ 200 | До 5 20−30 | 50−100 300−500 |
Прихватку необходимо произвести на тех же режимах, что и процесс сварки шва, так как непровар в прихватах может привести к браку всего сварного соединения.
К параметрам режима сварки относятся: мощность пламени, диаметр присадочной проволоки, расход присадочного материала, состав пламени.
Выбор режима сватки зависит от теплофизических свойств свариваемого материала, габаритных размеров и форм изделия. Большое влияние на режим сварки оказывает используемый способ сварки (левый, правый) и положение свариваемого шва в пространстве.
Диаметр сварочной проволоки присадочного металла для сварки всех сталей подбирается в зависимости от толщины свариваемого металла и в пределах толщины до 15 мм может быть определен по следующим эмпирическим формулам:
для левого способа сварки
 ,
,
для правого способа сварки
 ,
,
где d − диаметр проволоки, мм; S – толщина металла, мм.
При сварке сталей толщиной более 15 мм диаметр проволоки на практике всегда применяют равный 6−8 мм. Присадочная проволока по своему химическому составу должна быть близка к химическому составу свариваемого металла.
Для предлагаемых в данной работе заданиях сталей рекомендуется выбрать следующие марки проволоки:
для низкоуглеродистых сталей – Cв-08; Cв-08А; Cв-12ГС; Cв-08ГС; Cв-08Г2С;
для среднеуглеродистых сталей – Cв-08ГА; Cв-10ГА; Cв-08ГС;
для легированных сталей:
хромомолибденовые – Cв-08; Cв-08А; Cв-10Г2;
молибденовые – Cв-18ХМА; Cв-19ХМА;
хромистые – Cв 19ХГС; Cв 13ХМА; Cв-08; Св-08А.
Для газовой сварки необходимо, чтобы сварочное пламя обладало достаточной тепловой мощностью.
Мощность газокислородного пламени или часовой расход горючего газа μ, л/ч, определяется количеством ацетилена, проходящего за один час через горелку, а последнее зависит от толщины свариваемого металла и способа сварки.
При расчетах мощность пламени можно определить по следующим эмпирическим формулам:
 ,
,
где КМ – коэффициент пропорциональности, представляет собой удельный расход ацетилена, л/ч, необходимый для сварки данного металла толщиной 1 мм.
Для сварки сталей, содержащих углерод до 0,25%, при правом способе КМ выбирается из расчета 120−150 л/ч ацетилена, а при левом способе − 100−130 л/ч. Причем, меньшие значения принимают при сварке легированных сталей.
Для сварки стали наибольшее применение получили горелки инженерного типа малой (Г2-04) и средней (Г3-03) мощности, работающие на ацетилене. Эти горелки имеют аналогичную конструкцию и отличаются, главным образом комплектуемыми наконечниками. Например, горелка типа Г2 комплектуется пятью наконечниками (№ 0, 1, 2, 3, и 4), горелка Г3 – семью наконечниками. Диапазоны расхода газа через наконечники соседних номеров взаимно перекрываются. Это обеспечивает взаимность плавной регулировки мощности пламени горелок путем замены наконечников и манипулирования вентилями горелки. При сварке тип горелки и номер наконечника выбирают в зависимости от толщины свариваемой стали по табл. 9. Горелки Г2-04 комплектуют четырьмя наконечниками (№ 1−№ 4), а горелки ГЗ-03 – тремя наконечниками (№ 3, 4 и 6). Остальные наконечники поставляются по особому заказу.

Прогрессивным источником газопитания передвижных сварочных постов является использование растворенного ацетилена в баллонах. Однако на сегодняшний день недостаточно производственных мощностей для удовлетворения выпуска растворенного ацетилена в баллонах. Поэтому сейчас широко применяются передвижные ацетиленовые генераторы отечественного производства.
Состав пламени определяется соотношением расхода кислорода к ацетилену. Он устанавливается по внешнему виду пламени. В процессе работы сварщик должен следить за характером пламени и регулировать его состав в зависимости от свойств свариваемых материалов. При сварке углеродистых и легированных сталей с содержанием углерода до 0,25%, это соотношение равняется 1,1−1,2.
Последовательность выполнения расчета
Студент согласно своему варианту, что соответствует номеру по списку группы, выписывает исходные данные для расчета по табл. 11 и выполняет эскиз поперечного сечения сварного шва (табл. 12).
Определить диаметр присадочного материала, выбрать марку сварочной проволоки и параметры прихватки.
Определить мощность пламени газовой горелки и выбрать номер наконечника газовой горелки.
Подобрать переносной газовый генератор и занести в отчет его техническое характеристики.
Определить массу наплавленного металла и расход электродной проволоки.
Определить основное время сварки и скорость сварки.
Рассчитать расход газов (ацетилен, кислород) и карбида кальция.