Спишите до 68436 р. бонусами Начислим 1710 бонусов
Сварочный выпрямитель СЭЛМА ВДУ-506С СВ000000696 — профессиональное оборудование, которое в комплекте с полуавтоматом дуговой сварки позволяет сваривать стальные детали плавящейся проволокой в среде защитного газа. Данная модель подходит также для ручной дуговой сварки. Аппарат работает на постоянном токе. Выпрямитель предназначен для стационарного использования, поэтому в основании имеются крепежные отверстия. Мощное принудительное охлаждение предотвращает перегрев внутренних узлов, продлевая срок службы устройства.
Особенности СЭЛМА ВДУ-506С СВ000000696
Удобство транспортировки Специальные петли позволяют удобно транспортировать выпрямитель грузоподъемными механизмами.
Визуальный контроль Показания приборов позволяют контролировать рабочее состояние сварочного выпрямителя СЭЛМА ВДУ-506С СВ000000696 — можно своевременно внести необходимые изменения в настройки.
Удобное подключение Аппарат оснащен разъемами для быстрого подключения, контакты соединяются без потерь тока и нагрева в местах соединения.
Технические характеристики СЭЛМА ВДУ-506С СВ000000696
Максимальный сварочный ток определяет технологические возможности сварочного аппарата. Чем больше толщина свариваемых деталей и чем быстрее требуется вести работу, тем больше диаметр используемой электродной проволоки и больший потребуется сварочный ток . Это связано с тем, что для прогрева в единицу времени большой массы свариваемой арматуры и расплавления более толстого электрода требуется большая мощность и соответственно, больший ток.
При выборе аппарата можно ориентироваться на следующее соотношение: для непродолжительных работ и сварки тонких листов достаточно аппарата с максимальным током до 160 А. В большинстве случаев бытовых задач при сверке решеток, заборов, небольшой арматуры хватит аппарата с током 160-200 А. Для более серьезной и долгой работы нужны более мощные машины с током более 200 А.
Минимально возможный вырабатываемый сварочным аппаратом ток определяет возможности для сварки самых тонких листов металла и производства миниатюрных швов. Это актуально при необходимости вести аккуратную тонкую работу.
Это напряжение электросети, к которой подключается сварочный аппарат. Большинство из них работают от бытовой сети в 220/230 В, более мощные аппараты могут работать от промышленной трех фазной сети 380/400 В. Наиболее универсальны и удобны модели, позволяющие подключаться как к бытовой так и к промышленной сети (220/380 В и 230/400 В), но они целесообразны только при необходимости вести работать как на заводе/предприятии, так и в быту, т.к. имеют большую стоимость.
Мощность сварочного аппарата определяет потребляемую им из электросети энергию в единицу времени. После того как определены нужные для преобладающих сварочных работ сила тока и напряжение на выходе, определяется мощность сварочного аппарата. Мощность равна произведению тока и напряжения, требующаяся мощность сварочного аппарата определяется так же. При этом не забывайте, что эффективная мощность меньше потребляемой, и конечный выбор модели ведется с запасом от рассчитанного значения на 20-30 %.
Вес сварочного аппарата зависит от его конструкции и мощности. Трансформаторные аппараты тяжелее и инертнее в работе, к ним надо дольше привыкать и их вес за счет массивных обмоток достигает до 200 кг и более. Инверторные сварочники за счет преобразования высокочастотного тока работают за счет легких микросхем и трансформатор в них гораздо менее массивен, чем трансформаторных аппаратах.
Преимущества СЭЛМА ВДУ-506С СВ000000696
Широкие возможности;
Алюминиевые обмотки трансформатора;
Повышенная надежность;
Для профессионального использования;
Наличие амперметра и вольтметра;
Плавная регулировка тока;
Принудительное охлаждение.
*Производитель оставляет за собой право без уведомления дилера менять характеристики, внешний вид, комплектацию товара и место его производства. Указанная информация не является публичной офертой
Нашли ошибку в описании?
Этот товар из подборок
380 в
Профессиональные
Россия — родина бренда
Украина — страна производства
Комплектация
Аппарат;
Упаковка.
Информация об упаковке
Единица товара: Штука
Вес, кг: 230,00
Длина, мм: 800
Ширина, мм: 505
Высота, мм: 685
Сервисное обслуживание
Поможем решить любую проблему с товаром
Устраним любую неисправность по гарантии. Срок указан без учета логистики
Обращайтесь за обслуживанием в авторизованные сервисы производителя
Выпрямитель сварочный типа ВДУ-506 С У3.1
Общие сведения
Выпрямитель типа ВДУ-506 С У3.1 предназначен для ручной дуговой сварки на постоянном токе штучными металлическими электродами, а также для комплектации полуавтоматов для механизированной сварки в среде защитных газов изделий из легированных и коррозионно-стойких сталей. Выпрямитель может использоваться также для работы в составе автоматов, роботов и манипуляторов.
Структура условного обозначения
ВДУ-506 С У3.1: ВД — выпрямитель для дуговой сварки; У — универсальный; 5 — номинальный сварочный ток, сотни ампер; 06 — регистрационный номер; С — условное обозначение фирмы-изготовителя; У3.1 — климатическое исполнение и категория размещения по ГОСТ 15150-69 и ГОСТ 15543.1-89.
Условия эксплуатации
В закрытых помещениях. Высота над уровнем моря не более 1000 м. Температура окружающей среды от минус 10 до 40°С. Относительная влажность воздуха не более 80% при температуре 20°С. Окружающая среда невзрывоопасная, не содержащая токопроводящей пыли, агрессивных газов и паров в концентрациях, разрушающих металлы и изоляцию. Группа механического исполнения М1 по ГОСТ 17516.1-90. Эксплуатация выпрямителя должна осуществляться в соответствии с требованиями действующих «Правил технической эксплуатации электроустановок (ПТЭ)», «Правил техники безопасности при эксплуатации электроустановок потребителей (ПТБ)» и ГОСТ 12.3.003-86. Выпрямитель соответствует требованиям ТУ У 12-20732066-043-96 ЕВГИ.435311.005 ТУ.
Нормативно-технический документ
ТУ У 12-20732066-043-96 ЕВГИ.435311.005 ТУ
Технические характеристики
Выпрямитель имеет жесткие (ЖХ) и падающие (ПХ) внешние характеристики. При работе с полуавтоматом используются жесткие характеристики, при ручной сварке — падающие. Основные параметры выпрямителя приведены в таблице.
Наименование параметра
Значение параметра для
ЖХ
ПХ
Номинальное напряжение трехфазной питающей сети, В
Частота питающей сети, Гц
Номинальный сварочный ток, А
Номинальная продолжительность нагрузки ПН при длительности цикла сварки 10 мин, %
Диапазон регулирования сварочного тока, А
50–500
60–500
Первичный ток, А, не более
Номинальное рабочее напряжение, В
Диапазон регулирования рабочего напряжения, В
Напряжение холостого хода, В, не более
Потребляемая мощность, кВ·А, не более
Крутизна наклона внешних характеристик, В/А, не более
Масса, кг, не более
Выпрямитель состоит из понижающего силового трансформатора, силового блока тиристоров с уравнительным реактором, дросселя сварочной цепи, пускорегулирующей и защитной аппаратуры, блока управления. В выпрямителе имеется ниша для размещения блока управления полуавтомата. Общий вид выпрямителя и габаритные размеры приведены на рисунке.
Общий вид и габаритные размеры (максимальные) выпрямителя типа ВДУ-506 С У3.1: 1 — лампочка «ПЕРЕГРУЗКА»; 2 — лампочка «СЕТЬ»; 3 — разъем «
36 В» для подключения подогревателя газа; 4 — разъем для подключения цепи управления полуавтомата; 5 — ниша для размещения блока управления полуавтоматом; 6 — блок управления выпрямителем; 7 — переключатель «МЕСТНОЕ-ДИСТАНЦИОННОЕ УПРАВЛЕНИЕ»; 8 — амперметр; 9 — вольтметр; 10 — переключатель «ЖХ-ПХ»; 11 — переключатель «ВКЛЮЧЕНИЕ-ВЫКЛЮЧЕНИЕ СВАРКИ»; 12 — ручка резистора для регулирования выходных параметров; 13 — кнопка вентилятора «СТОП»; 14 — кнопка вентилятора «ПУСК»; 15 — разъемы для подключения сварочных кабелей; 16 — болт заземления; 17 — автоматический выключатель; 18 — место подсоединения сетевых проводов; 19 — ручки для транспортирования Регулирование сварочного тока и напряжения плавное во всем диапазоне, за счет изменения угла открытия тиристоров. Выпрямитель обеспечивает бесступенчатое изменение индуктивности в сварочной цепи. Включение выпрямителя и регулирование режима сварки могут производиться непосредственно с выпрямителя или дистанционно с пульта управления сварочного полуавтомата или автомата. Выпрямитель обеспечивает автоматическое регулирование индуктивности, что позволяет осуществлять качественную сварку во всем рабочем диапазоне, в особенности на малых токах. Охлаждение выпрямителя воздушное принудительное с помощью вентилятора. Для перемещения выпрямителя предусмотрены колеса и ручки.
В комплект поставки входят: выпрямитель, токовые вставки — 2 шт., паспорт. Примечание. При поставке с полуавтоматом выпрямитель снабжается вспомогательным источником питания цепей управления сварочного полуавтомата и подогревателя газа. Токовые вставки устанавливаются на сварочные кабели.
Выпрямитель для дуговой сварки вду 506с
Выпрямитель сварочный типа ВДУ-506 УЗ предназначен для комплектации сварочных автоматов и полуавтоматов однопостовой механизированной сварки в среде углекислого газа и под флюсом, а также для сварки порошковой проволокой. Выпрямитель может быть использован для работы со сварочными роботами и манипуляторами, а также для ручной дуговой сварки штучными электродами. Климатическое исполнение выпрямителя «У», категория размещения 3, тип атмосферы II по ГОСТ 15150-69 и ГОСТ 15543-70, но для работы при нижнем значении температуры окружающей среды от 263 К (минус 10°С) до 313 К (+40°С). Выпрямитель предназначен для работы в закрытых помещениях с естественной вентиляцией без искусственно регулируемых климатических условий, где воздействие песка и пыли существенно меньше, чем на открытом воздухе, при соблюдении следующих условий: 1) высота над уровнем моря не более 1000 м;
2) среднемесячное значение относительной влажности воздуха в наиболее теплый и влажный период при продолжительности воздействия в течение 6 месяцев — 80% при 293 К (+ 20°С);
3) допускается кратковременная (чрезвычайно редко и в течение не более 6 часов) эксплуатация выпрямителя при температуре окружающей среды 318 К (+45° С) и относительной влажности 98% при 298 К (+ 25°С);
4) отсутствие резких толчков и ударов;
5) степень жесткости климатических факторов внешней среды 111 по ГОСТ 16962-71. Не допускается использование выпрямителей во взрывоопасной среде, содержащей токопроводящую пыль, едкие пары и газы, разрушающие металлы и изоляцию. Выпрямитель выполняется на одно из напряжений сети: 220 V- код ОКП 34 4184 3201 или 380 V— код ОКП 34 4184 3202.
Устройство и принцип работы
1. Выпрямитель является универсальным и имеет падающие (крутопадающие) и жесткие (полого падающие) внешние характеристики. Вид внешних характеристик показан на рис 5,6 и 7.
Питание выпрямителя производится от промышленной трехфазной сети переменного тока. Каждый выпрямитель выполняется только на одно из указанных в табл. 1 напряжений.
2. Плавное регулирование сварочного тока (при падающих) и напряжения (при жестких внешних характеристиках) осуществляется резистором на блоке управления (местное регулирование), а также с полуавтомата или автомата (дистанционное регулирование).
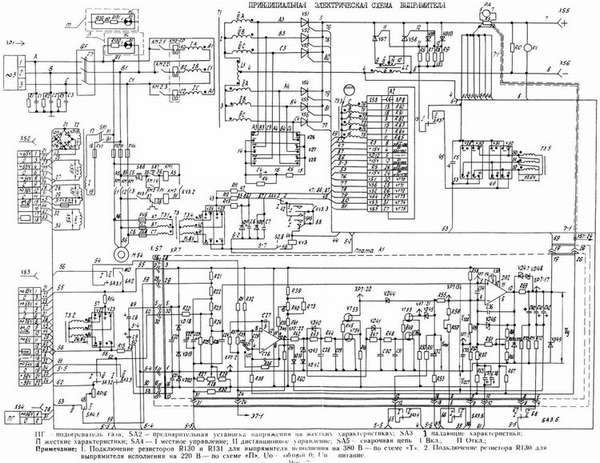
3. Принципиальная электрическая схема приведена на рис. 2.
Схема электрическая соединений выпрямителя — на рис. 3.
Схема электрическая соединений блока управления — на рис. 4. Перечень элементов к принципиальной электрической схеме приведен в табл. 14.
Расшифровка символических обозначений, нанесенных на панелях выпрямителя, приведена на рис. 13.
4. Заземление корпуса выпрямителя осуществляется с помощью специального болта, отмеченного символом «Заземление», расположенного на задней стенке выпрямителя. 5. Для подключения питающей сети со стороны задней стенки имеется разъем ХР1 (3) с емкостными фильтрами C1- СЗ и резисторами R1 — R3 для защиты от помех радиоприему, возникающих при сварке. 6. Подключение выпрямителя к питающей сети и защита его от коротких замыканий осуществляются автоматическим выключателем QF (4). расположенным на задней стенке. 7. Для подсоединения сварочных кабелей на передней стенке имеются два разъема: один из них XS5 (15) обозначен знаком « + », другой XS6 (30) знаком « — ».
Заземление одного из кабелей производится с помощью шины (31). расположенной с обратной стороны разъема.
8. На передней стенке расположены: разъем XS3 (16) для подключения блоков управления автомата и разъем XS4 (17) для подключения подогревателя газа (36 В), питаемого от вспомогательного трансформатора Т2. 9. В верхней части передней стенки слева расположена ниша (18) для установки блока управления полуавтомата, который вставляется в нишу и подключается к выпрямителю через разъем XS2. Разъем расположен внутри ниши.
10. В правой верхней части передней стенки установлен блок управления выпрямителем (10). 11. Под блоком управления выпрямителем расположены: сигнальная лампа контроля напряжения Н1 (29). выключатель SA1 (26) трансформатора Т2( 1 1) питания цепей управления полуавтомата, автомата и подогревателя газа, а также кнопки включения — отключения выпрямителя — «пуск» SB7 (28) и «стоп» SB6 (27).
12. Под крышей кожуха внутри выпрямителя расположены предохранители
FV1. FV5 —для защиты трансформатора Т2 (1 1), FV2. FV3. FV4 —для защиты двигателя вентилятора: FV6. FV7. FV8 — для защиты вспомогательного трансформатора ТЗ блока управления выпрямителя.
13. Расчетные данные трансформатора Т2 приведены в табл. 3.
14. Силовом трансформатор Т1 (14) трехфатный. магнитопровод из холоднокатаной электротехнической стали 3413. Обмоткн изготовлены из алюминиевого обмоточного провода марки АПСД. Обмоточные данные трансформатора приведены в табл. 4.
15. Дроссель в сварочной цепи L2 (13). Сердечник из электротехнической холоднокатаной стали 3413. Немагнитный зазор — 2 мм. Дроссель имеет рабочие (I, II) и вспомогательные (III. IV) обмотки. В цепь вспомогательных обмоток включены тиристоры VS7, VS8.
При работе на падающих внешних характеристиках переключатель SA3.7 соединяет управляющие электроды тиристоров с их катодами. Тиристоры постоянно закрыты, вспомогательные обмотки дросселя отключены. При работе на жестких внешних характеристиках на управляющие электроды тиристоров VS7 и VS8 постоянно подано напряжение от выпрямителей V31. V32. Поэтому тиристоры открываются анодным напряжением. Наводимая в обмотках дросселя переменная э. д. с. и протекающий по ним ток управления обеспечивают автоматическое уменьшение индуктивности дросселя при работе выпрямителя на малых режимах и получение дополнительных пиков тока, что даст возможность производить сварку электродной проволокой диаметром 1,2 mm на токах с 60 А. Обмоточные данные дросселя сварочной цепи L2 приведены в табл. 5.
16. Уравнительный реактор L1 (12). Сердечник из холоднокатаной электротехнической стали 3413 имеет две одинаковые полу обмотки. Обмоточные данные приведены в табл. 6.
17. Силовой выпрямительный блок состоит из шести тиристоров VS1-VS6 (7) типа Т161—Т160, собранных по шестифазной схеме выпрямления с уравнительным реактором.
18. Вентиляция выпрямителя воздушная, принудительная. Вентилятор выпрямителя (8) приводится во вращение трехфазным асинхронным двигателем М. Правильное направление вращения вентилятора — левое (против часовой стрелки), глядя со стороны лицевой панели. При правильном охлаждении выпрямителя воздух должен засасываться со стороны вентилей. Нормальная работа системы вентиляций контролируется ветровым реле (9). имеющим контакт SQ8 в цепи обмотки реле KV3. При нарушении вентиляции пускатель КМ2, в цепи которого находятся контакты реле KV3, отключает трансформатор Т1 от сети.
19. Дли зашиты выпрямителя от длительных перегрузок небольшой кратности пускатель КМ2 снабжен тепловым реле КМ2—FP.
20. Зашита тиристоров от перенапряжений осуществляется резисторно-емкостной цепью, состоящей из R5 и С4. Подключение этой цепи к соответствующей паре тиристоров производится диодным коммутатором V26*V28. Конденсатор С4 шунтирован разрядным резистором R4.
21. Блок управления (10) выпрямителя включает в себя: электронные платы А1 — формирования напряжения управления; А2 — формирования импульсов управления тиристорами; вспомогательный трансформатор ТЗ; выпрямительные блоки со стабилитронами и емкостными фильтрами.
22. Вспомогательный трансформатор ТЗ трехфазный. Его обмоточные данные приведены в табл. 7.
23. На лицевой панели блока управления выпрямителя расположены: резистор-регулятор тока — напряжения RP16 (23); тумблер предварительной установки напряжения на жестких внешних характеристиках SA2 (25); переключатель вида внешних характеристик SA3 (21); переключатель места управления (местное — дистанционное) SA4 (22); тумблер включения сварочной цепи SA5 (24); вольтметр PV(19) и амперметр РА (20) для контроля режима сварки.
24. Крайнее левое положение ручки резистора RP16 блока управления соответствует минимальному значению выпрямленного напряжения и тока сварки. Поворот ручки по часовой стрелке соответствует увеличению сварочного тока и напряжения.
25. Переключатель вида внешних характеристик SA3 служит для включения выпрямителя на работу с падающими или жесткими внешними характеристиками. Положение переключателя обозначено на панели соответствующими символами.
26. Выключатель SA5 имеет фиксированное среднее положение и служит для местного включения и отключения сварочной цепи.
27. Переключатель SA4 служит для включения выпрямителя на местное или дистанционное управление. При дистанционном управлении с пульта управления автомата или горелки полуавтомата резистор RP16 и выключатель SA5 отключены.
28. Включение тумблера SA2 позволяет в сочетании с RP16 предварительно установить рабочее напряжение при работе на жестких внешних характеристиках.
29. Включением автомата QF подается напряжение на вспомогательные цени, при этом загорается сигнальная лампа Н1. Нажатием кнопки SB7 «Пуск» подается напряжение на катушку пускателя КМ1; включается двигатель вентилятора М; подключается трансформатор ТЗ; срабатывает ветровое реле SQ8 в цепи катушки промежуточного реле KV3. При нажатии выключателя SA5 замыкается цепь катушки реле KV3, которое своими контактами подает напряжение на катушку магнитного пускателя КМ2. Силовой трансформатор Т1 подключается к сети. На выходе выпрямителя появляется напряжение. Выключение выпрямителя производится нажатием кнопки SB6 «Стоп».
30. Для удобства поворота выпрямителя при перемещении боковые и торцевые пары колес расположены в разных плоскостях и выпрямитель в стационарном положении имеет незначительны наклон.
Сварочные выпрямители универсальные ВДУ-506С в Москве
Сварочные аппараты
Аппараты для сварки пластиковых труб
Выпрямитель сварочный ВДМ-561СУ3 (380В)
Сварочный аппарат Плазер ВД-500Ш
Сварочный аппарат FoxWeld INVERMIG 350 COMPACT
Сварочный аппарат FoxWeld ВД-306И
Сварочный аппарат Selma ВДУ-506С
Сварочный аппарат Awelco UNIMIG 250
Сварочный аппарат FoxWeld ВД-400И
Сварочный аппарат Telwin Linear 630 HD
Сварочный аппарат Wester MIG 140i
Сварочный аппарат Telwin Tecnica 168 GE
Сварочный аппарат РЕСАНТА САИ-220
Сварочный аппарат Плазер ВДМ-2х315
Сварочный аппарат Aurora ULTIMATE 500
Сварочный аппарат Aurora SKYWAY 500
Сварочный аппарат FoxWeld ВД-506И
Сварочный аппарат Selma ВДМ-1202С
Стыковой сварочный аппарат 160 мм (SUD50-160MZ2) Suda
Сварочный аппарат Кавик ВД-501 УЗ
Сварочный аппарат Awelco BlueMig 170
Сварочный аппарат Плазер ВДМ-1205
Стыковой сварочный аппарат 160 мм (SDP50-160M2) Suda
Сварочный аппарат СТАВР САУ-180М
Сварочный аппарат РЕСАНТА САИПА-165
Стыковой сварочный аппарат 160 мм (SUD50-160MZ4) Suda
Сварочный аппарат РЕСАНТА САИПА-190МФ
Стыковой сварочный аппарат 160 мм (SUD50-160M2) Suda
ПТК МАСТЕР MIG 200 SYNERGY D77 + Сварочная проволока ELKRAFT ER-70S-6, Ø–0,8; 5 кг
Сварочный инвертор ВД-160И
Сварочный инверторный выпрямитель Foxweld ВД-500И
Сварочный аппарат Кедр ВД-306.01
Сварочный аппарат PATRIOT WMA 165M
Сварочный аппарат Selma ВД-306 C1
Сварочный аппарат инверторного типа DEKO DKWM220A в кейсе MMA
ПТК МАСТЕР MIG 230 SYNERGY D88 + Сварочная проволока ELKRAFT ER-70S-6, Ø–0,8; 5 кг
Сварочный аппарат СОРОКИН 12.18 — MIG 0.6-1.0мм 220В, 40-180А, 6КВт
Выпрямитель сварочный ВДМ-561СУ3 (380В)
Сварочный аппарат 220А Deko DKWM220A
Сварочный аппарат для микроплазменной сварки EWM INVERTER MICROPLASMA 50 090-007012-00501
Сварочный аппарат Wester TIG 220
ПТК МАСТЕР MIG 200 SYNERGY D77 + Сварочная проволока ELKRAFT ER-70S-6, Ø–1,0; 5 кг
Сварочный аппарат ЭТА ВД-309
Сварочный аппарат Telwin Force 165 230V ACX
Сварочный аппарат ESAB Origo Mig 502cw
Сварочный аппарат Wester MIG-110i
Сварочный аппарат Quattro Elementi MultiPro 2100
Сварочный аппарат инверторного типа РЕСАНТА САИПА-220 Синергия (TIG, MIG/MAG, MMA)
Сварочный полуавтомат MAXI 5005 с механизмом подачи проволоки ES 5
Технические характеристики сварочного выпрямителя ВДУ-506
Сварочный выпрямитель ВДУ-506 – это универсальное оборудование, которое имеет репутацию надежного и недорого агрегата для выполнения различных работ. Простота конструкции, доступная стоимость и высокая производительность обеспечивает модели устойчивый интерес со стороны строительных и ремонтных предприятий.
Общие сведения
Структура условного обозначения
Устройство и принцип работы
Условия эксплуатации
Технические характеристики
Области применения
Частые поломки и способы их устранения
Меры безопасности при пользовании данным аппаратом
Заключение
Общие сведения
Данный аппарат характеризуется разнообразием выполняемых работ. В зависимости от типа исполнения, выпрямитель можно использовать в следующих видах сварочных работ:
Электрическая дуговая сварка. В качестве присадочного материала используют покрытые электроды.
Работы в среде защитного газа. В этом случая оборудование комплектуют подающим механизмом типа ПДГО-510.
Сварка под флюсом. Для работы в полуавтоматическом режиме. В данных работах присадочным материалом является порошковая проволока.
Работы манипулятором. Некоторые модели оснащены выпрямителем, в качестве источника тока.
Структура условного обозначения
Проведем расшифровку названия на примере выпрямителя сварочного ВДУ-506С УЗ1:
В – выпрямитель.
Д – дуговой,
У – универсальный,
5 – сила сварочного тока, которую обозначают в сотнях ампер,
06 – порядковый номер модели,
С – маркировка производителя. В данном случае выпрямитель выпущен электромашиностроительным заводом «СЕЛМА», находящимся в Крыму.
УЗ1 – это характер исполнения и категория размещения модели.
Условия эксплуатации подчиняются требованиям Межгосударственных стандартов.
Устройство и принцип работы
Общий вид выпрямителя и его габаритные размеры показаны на рисунке.
«1» – указатель датчика перегрузки,
«2» – указатель питания сети,
«3» – гнездо для подключения подогрева, при работе с защитным газом,
«4» – гнездо для подключения управляющего блока полуавтомата,
«5» – место для установки управляющего блока полуавтомата,
«6» – Управляющий блок аппарата,
«7» – кнопка включения/отключения дистанционного управления,
«8» – указатель силы тока,
«9» – указатель напряжения,
«10» – выбор внешних характеристик «жесткие/падающие»,
«11» – переключатель сварочного режима,
«12» – регулятор выходных параметров,
«13» – кнопка включения вентилятора системы охлаждения,
«14» – кнопка отключения вентилятора системы охлаждения,
«15» – место подключения сварочных кабелей,
«16» – место подключения кабелей заземления,
«17» – тумблер автоматического выключателя,
«18» – область подсоединения сетевых кабелей,
«19» – ручка для перемещения на производственной площадке.
Принципиальная электрическая схема имеет следующий вид:
По своей конструкции сварочный аппарат ВДУ 506 представляет собой понижающий трансформатор с полупроводниковым блоком, который выпрямляет поступающий ток. В процессе эксплуатации диоды блока подвергаются сильной нагрузке, которая является причиной повышения температуры.
Для отвода тепла в аппаратах имеется система охлаждения, которая состоит из радиаторов и вентилятора. Выпрямитель выгодно отличается плавной регулировкой сварочного тока. В случае необходимости возможна поставка специального пульта для удаленной регулировки сварочного процесса.
Заводской комплект поставляемого оборудования включает в себя:
Выпрямитель с ручкой и колесами для транспортировки.
Комплект токовых вставок.
Паспорт с инструкцией от производителя.
Условия эксплуатации
Согласно инструкции, эксплуатация сварочного выпрямителя возможно лишь в случае соблюдения следующих условий:
Работа производится в закрытых помещениях с действующей системой вентиляции. На открытом воздухе работы разрешено производить только в случае нормальных погодных условий.
Уровень запыленности рабочей зоны не должен превышать предельно допустимую концентрацию, принятую для производственных помещений.
Диапазон температуры находится в пределах от -10 до +40 Сº.
Рабочая зона расположена на высоте до 1000 метров над уровнем моря.
Уровень влажности производственной зоны не должен превышать 80 %.
В процессе эксплуатации аппарат не должен подвергаться внешним механическим воздействиям.
Технические характеристики
Рассматриваемое устройство обладает следующими техническими характеристиками:
Напряжение рабочей сети может составлять 220 или 380 В, в зависимости от характера исполнения. При этом частота сети остается неизменной – 50 Гц.
Величина номинального сварочного тока составляет 500 А.
Уровень потребления энергии в режиме полной нагрузки составляет 34 кВт.
В режиме ручной дуговой сварки напряжение на рабочих зажимах составляет 40 В. При работе в полуавтоматическом режиме – 39 В.
Уровень продолжительности включения составляет 60 %, не зависимо от режима эксплуатации. Отключать аппарат от сети во время режима ожидания не требуется.
Диапазон регулировки тока зависит от внешних характеристик. Для жестких – от 60 до 500 ампер и от 50 до 500 ампер для падающих.
Уровень напряжения на холостом ходу не превышает 70 В.
Коэффициент полезного действия выпрямителя составляет 79 %.
Уровень шума при работе на максимальной нагрузке не превышает 85 Дб.
Масса без учета кабелей составляет 300 кг.
Области применения
Значительная масса делает аппарат неприемлемым вариантом для домашних работ, несмотря на простоту и надежность конструкции. Сварочные инверторы гораздо лучше справятся с несложными задачами на дачном участке или в гараже. Кроме того стоимость выпрямителя достаточно высока для рядового пользователя.
Потому данные устройства с успехом эксплуатируют на различных промышленных предприятиях, где требуется соединение толстолистовых изделий с глубокой проваркой шва. Как показывает практика при условии своевременного технического обслуживания и соблюдения требований безопасности, устройство способно проработать 20 и более лет.
Частые поломки и способы их устранения
В процессе эксплуатации пользователь может столкнуться со следующими проблемами:
Прибор постоянно отключается от питающей сети. Причин может быть несколько: короткое замыкание на выводах выпрямителя, поломка тиристоров или замыкание на корпус вторичной обмотки трансформатора. Для локализации поломки следует использовать омметр. После этого ликвидируйте неисправность.
Отсутствует напряжение на выходе. Как и в предыдущем случае, причин может быть несколько: выход из строя регулятора напряжения, поломка вентилятора, поломка ветрового реле, обрыв цепи или поломка тиристоров.
Невозможна эксплуатация на жестких внешних характеристиках. В этом случае следует проверить по напряжению цепь обратной связи – где-то произошел обрыв.
Нестабильная работа на падающих и жестких внешних характеристиках. Скорее всего, сигналы управления не доходят до некоторых тиристоров. В первую очередь следует проверить наличие сигналов. В случае отсутствия необходимо последовательность их формирования и найти причину обрыва. Для этого следует использовать осциллограф. Среднее значение импульса составляет 1,5-2 В.
Нестабильная работа на жестких характеристиках. Такая картина наблюдается при обрыве цепи вспомогательной обмотки дросселя.
При наличии профессиональных навыков можно легко отремонтировать данный аппарат.
[/stextbox Все работы по ремонту и обслуживанию следует проводить только после отключения от сети.[/stextbox]
Меры безопасности при пользовании данным аппаратом
Требования техники безопасности не отличаются от стандартных правил по эксплуатации электроустановок:
Не разрешается допускать к работе с выпрямителем лиц, не имеющих соответствующего допуска.
Запрещена работа без заземления. Правила охраны труда требуют разместить на корпусе указатель «Без заземления не включать». Не разрешается использовать для заземления другой сварочный аппарат. Данные работы обязан проводить квалифицированный электрик.
Запрещено эксплуатация без защитного кожуха.
Перед перемещением устройства по рабочей площадке необходимо обесточить его.
Перед демонтажем боковых частей кожуха требуется отключить аппарат от питающей сети.
Запрещено эксплуатировать аппарат с нарушениями токопроводящей изоляции.
При работе с выпрямителем необходимо использовать средства индивидуальной защиты – маску, краги, спецодежду.
Запрещено касаться токоведущих элементов.
Запрещено смотреть на электрическую дугу без защиты зрения маской со световыми фильтрами.
Финишные работы по механической очистке сварочного шва необходимо проводить в защитных очках, во избежание попадания осколков шлака.
Заключение
Гарантийный срок эксплуатации сварочного выпрямителя ВДУ-506 составляет 12 месяцев, с момента его запуска в работу. Ежесменное облуживание поможет значительно увеличить срок эксплуатации. Стабильная дуга, качественный шов и надежность конструкции делают данный аппарат идеальной машиной для любого предприятия.
Сварщик 6-го разряда Дремов Сергей Анатольевич, опыт работы – 20 лет: «Со сварочным выпрямителем ВДУ-506 я знаком всю трудовую деятельность. Когда я пришел на работу, к нам на завод пришли первые модели. После старых трансформаторов они казались идеальными машинами, хотя аналогов, по большому счету, тогда еще не было. Потом начали поступать модификации данных аппаратов, которые, впрочем, не имели кардинальных отличий – они касались лишь дополнительной защиты оборудования от перегрева и повышения электрической безопасности. Единственный недостаток – один пост. Хотя он компенсируется качеством шва и надежностью модели».








 Россия — родина бренда
Россия — родина бренда Россия — родина бренда
Россия — родина бренда Украина — страна производства
Украина — страна производства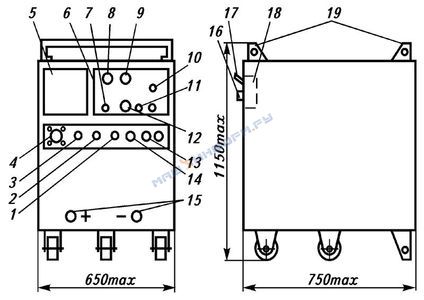
















 Условия эксплуатации подчиняются требованиям Межгосударственных стандартов.
Условия эксплуатации подчиняются требованиям Межгосударственных стандартов.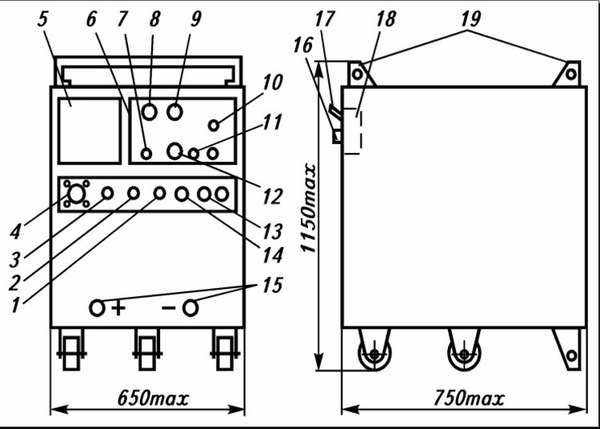
 В процессе эксплуатации пользователь может столкнуться со следующими проблемами:
В процессе эксплуатации пользователь может столкнуться со следующими проблемами: Требования техники безопасности не отличаются от стандартных правил по эксплуатации электроустановок:
Требования техники безопасности не отличаются от стандартных правил по эксплуатации электроустановок: