
Электроды для сварки высокоуглеродистых сталей
Электроды для высокоуглеродистой стали
Реализуем сварочные электроды для высокоуглеродистой стали по минимальным ценам в ассортименте. Электроды для сварки стали поставляются упаковками от 1 шт. до крупного опта. Качество определено ГОСТ 9466-75.
Обеспечим Вам комфортный сервис полного цикла. Гибкая система скидок. Свой автопарк — бесплатная доставка по Москве в течение 1 дня. Доставка в регионы за 2-3 суток (бесплатная доставка до терминала транспортной компании).

Электроды для сварки высокоуглеродистых сталей цены:
Из чего складывается стоимость заказа
Стоимость электродов для сварки высокоуглеродистой стали зависит от их качества, метода и сложности производства, способа обработки, веса и размера. Также, стоимость определяется, исходя из объема продаж, даже небольшой опт обходится значительно дешевле, чем розница.
На формирование окончательной цены поставки сварочных электродов для сталей, также влияет география поставки, условия доставки, необходимость хранения оплаченной продукции на складе, варианты упаковки товара, а также сезонные спросы и колебания курсов валют.

Купите сварочные электроды для высокоуглеродистой стали выгодно
Предлагаем купить электроды для сварки высокоуглеродистых сталей на выгодных условиях:
- Большой выбор сортамента и типоразмерного ряда.
- Возможность дополнительной обработки металла — резка, гибка, цинкование, перфорация
- Продажа кусками и заготовками
- Реализация изделия, как оптом, так и в розницу.
- Цены без комиссий посредников.
- Различные способы и условия оплаты.
- Гибкая система скидок для оптовых и постоянных партнеров.
- Бесплатные профессиональные консультации.
- Возможность предварительной комплектации заказа на складе.
- Быстрые сроки доставки. Отгрузка оплаченного товара в течение суток по Москве.
- Доставка в регионы России за 2-3 дня. При необходимости мы самостоятельно просчитаем и закажем услуги транспортной компании. Доставка до терминала транспортной компании бесплатная.
- Упаковка товара в соответствии с требованиями заказчика. Есть возможность использования нескольких типов упаковки: полиэстеровой трубы ПЭТ и полиэтиленовой пленки ПВХ.
- Возможность хранения товара на нашем складе до отгрузки.
- Возврат товара в соответствии с законодательством РФ.
Характеристики и размеры сортамента
Электроды для высокоуглеродистой стали — это металлические стержни из стального сплава с высокой электрической проводимостью, имеющие защитный слой для подведения электротока к свариваемым стальным поверхностям.
Защитный слой на электродах требуется для защиты раскаленного металла от действия воздуха, а также, чтобы стабилизировать горение дуги и легирование сварного шва.
Состав смеси для защитного слоя включает различные легирующие измельченные компоненты.
Учитывая особенности высокоуглеродистых сталей становиться хрупкими в местах сварного шва, а также возникновению трещин, перед проведением сварных работ следует произвести разогрев свариваемых элементов до 400гр. После сваривания необходимо сделать отжиг изделия. Для сваривания деталей и строительных конструкций из высокоуглеродистого стального сплава были разработаны и налажен выпуск электродов с маркировкой НР70, относящихся к плавящемуся типу с защитным слоем основного вида. Применяют изделия при постоянном токе обратной полярности, при нижнем расположении шва. Применяются изделия в основном при наплавлении изношенных торцов рельсов при помощи ручной дуговой сварки.
Электроды, которые плавятся, имеют длину в диапазоне 250-700мм, при этом порядка 30мм с одного края изделия не имеет защитного слоя и необходимо,
для фиксации стержня в держателе. Длина изделий зависит от параметра сечения и химического состава изделия.
Производители выпускают достаточно много различных типов электродов, применяющихся для сваривания высокоуглеродистых марок стальных сплавов:
Изделия, маркированные УОНИ1355 с защитным слоем, включающим углерод, кремний, марганец, фосфор и серу применяют для сваривания изделий, когда требуются стыковые и тавровые швы.
Универсальные элементы с маркировкой АНО 21 формируют при сварных работах мелкочешуйчатый шов, обеспечивают шлаковую корку, которая сама легко отделяется.
Электроды РЦ от Монолита применяют при сварных работах ручными электродуговыми аппаратами в любых плоскостях, кроме движения от верха к низу. Сваривают детали толщиной 3-20мм
Электроды с маркировкой LB-52U от японского производителя Kobe Steel с пониженным содержанием водорода обеспечивают высокую ударную вязкость, применяются для сваривания деталей, когда требуется односторонняя сварка.
ГОСТы, ТУ и другие стандарты
Существуют нормативные стандарты, регламентирующие производство электродов, в зависимости от марок стальных сплавов, изделия из которых свариваются:
- углеродистых, высоколегированных конструкционных и теплоустойчивых стальных сплавов соответствуют ГОСТ9467-75;
- высоколегированных сплавов, имеющих особые свойства, соответствуют ГОСТ10052-75;
- изделия для наплавления поверхностных слоев регламентированы ГОСТ10051-75.
Для каждой импортной марки Европейского и Американского стандарта можно подобрать отечественную марку по ГОСТ.
Сферы применения
Сфера применения изделий достаточно обширна: строительные конструкции, элементы морских и речных судов, стыки и наплавление рельсов в зависимости от технологических и эксплуатационных требований.
Электроды для сварочных работ применяются практически во всех сферах промышленного производства: газопроводы, водопроводные трубы, строительные конструкции и пр.
В зависимости о категории материала для сваривания, подбирается соответствующая модель изделий.
Продажа электродов для сварки высокоуглеродистой стали со склада в Москве
Продажа электродов по высокоуглеродистой стали осуществляется со склада в Москве, расположенного по адресу: 111123, г. Москва, ш. Энтузиастов, д. 56, стр. 44
Получить оплаченный товар можно путем самовывоза или с помощью доставки, которую осуществит наша компания. Собственный автопарк, состоящий из автомобилей различной тоннажности, позволит нам недорого и оперативно доставить заказ до Вашего объекта.
При заказе продукции от 100 кг. доставка будет для Вас бесплатной.
Отгрузка и доставка оплаченного товара производится в течение одних суток.
Телефон отдела продаж в Москве: +7 (495) 662-73-93
Телефон отдела продаж в регионах: 8-800-200-73-93.
Технология сварки углеродистых сталей: тонкости процесса и рекомендации
Выполнение такого технологического процесса, как сварка углеродистых сталей, связано с определенными сложностями и отличается рядом особенностей. Главная причина подобной ситуации состоит в том, что основным элементом, формирующим характеристики углеродистых сталей и, соответственно, оказывающим влияние на их свариваемость, является углерод.

Сварка углеродистой стали дуплекс
Особенности сварки изделий из углеродистых стальных сплавов
Углеродистыми, как известно, называют такие стальные сплавы, содержание углерода в которых может варьироваться в пределах 0,1–2,07%. В зависимости от того, сколько углерода в своем составе содержат такие сплавы, они подразделяются на низко- (до 0,25%), средне- (0,25–0,6%), а также высокоуглеродистые (0,6–2,07%). Сварка низкоуглеродистых сталей, также как среднеуглеродистых и высокоуглеродистых, отличается определенными особенностями. Однако есть и общие правила осуществления такого процесса, которые позволяют получать качественные и надежные соединения изделий из углеродистых сталей.
Технологические особенности сварки углеродистых сталей
Чтобы обеспечить хорошую провариваемость корня шва при выполнении стыковых сварных соединений деталей, изготовленных из углеродистых сталей, данный процесс выполняют, держа соединяемые изделия на весу. Этой рекомендации стараются придерживаться при выполнении полуавтоматической сварки порошковой и обычной проволокой, а также при осуществлении газовой и ручной дуговой сварки, осуществляемой при помощи покрытых углеродов. При использовании для выполнения сварки углеродистых сталей автоматического оборудования стараются создать условия для обеспечения провариваемости корня шва и исключения такого явления, как прожоги металла.
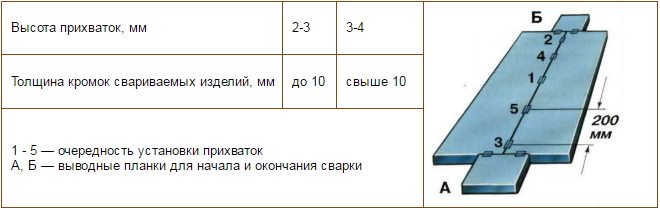
Прихватки выполняются с полным проваром стыка и последующей переплавкой при наложении основного шва
Перед началом сварки изделий, изготовленных из углеродистых сталей, их необходимо точно расположить относительно друг друга и надежно зафиксировать, для чего лучше всего использовать специальные сборочные приспособления. При отсутствии такого приспособления обеспечить фиксацию можно при помощи прихваток. Прихватки, суммарная длина которых может доходить до трети длины самого сварного шва, желательно накладывать со стороны соединения деталей, являющейся противоположной по отношению к шву. Если же предстоит выполнение многопроходного сварного шва, то прихватки накладывают с той стороны соединения, которая является противоположной по отношению к его первому слою.
После выполнения прихваток их тщательно зачищают, осматривают и исправляют их дефекты, если они обнаружены. При выполнении сварки углеродистых сталей необходимо добиваться полной переплавки прихваток, которые в противном случае могут стать очагом возникновения трещин в месте сваривания.
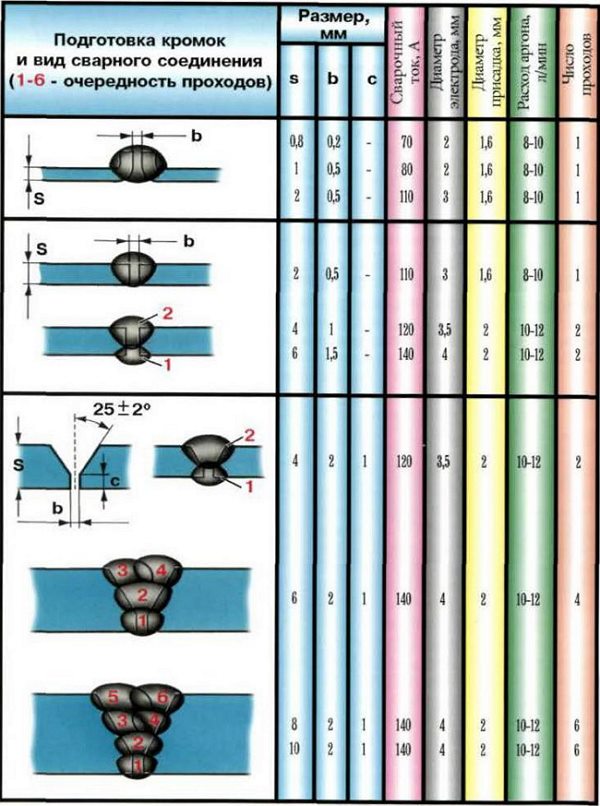
Таблица режимов сварки (на примере низкоуглеродистых и низколегированных сталей)
Технологию многослойной или двухсторонней сварки углеродистых сталей выбирают, если формируемое соединение должно соответствовать повышенным требованиям по своей прочности и надежности, или соединить необходимо детали значительной толщины. Если при осмотре сформированного сварного шва обнаруживаются дефекты (трещины, поры, подрезы, плохо проваренные участки и др.), то для их устранения необходимо предпринять следующие действия:
- удалить наплавленный металл в области обнаружения дефекта;
- зачистить область дефекта;
- подварить шов в зачищенной зоне.

Сварка этого дифференциала выполнена ТИГ-сваркой, что обеспечило качественный провар и отсутствие брызг
Особенность выполнения электрошлаковой и автоматической сварки деталей из углеродистых сталей заключается в том, что соединяемые изделия фиксируют с зазором, который должен иметь некоторое расширение к концу. Для осуществления такой фиксации используют сборочные приспособления или специальные скобы. Для того чтобы обеспечить высокое качество начальной и конечной области сварного шва при использовании вышеуказанных технологий, сварочный процесс начинают не на самих деталях, а на специальных планках, фиксируемых вместе с ними.
Сварка изделий из низкоуглеродистых стальных сплавов
Сварка сталей, относящихся к категории низкоуглеродистых, не составляет больших сложностей для специалиста; для этого может быть использована любая из традиционных технологий. Выбор конкретной методики получения сварного соединения осуществляют, ориентируясь на параметры свариваемых деталей и требования, которые предъявляются к готовому соединению.
Особенность сварки низкоуглеродистых сталей, в составе которых дополнительно имеются легирующие добавки, состоит в том, что основной металл и металл соединения имеют ряд отличий, к которым относятся следующие:
- металл сварного шва характеризуется уменьшенным содержанием углерода, а вот доля марганца и кремния в нем повышена;
- металл соединяемых деталей в области, расположенной рядом со сварным швом, подвергается перегреву, что сопровождается его незначительным упрочнением; такая ситуация особенно характерна для тех случаев, когда используется сварка по ручной дуговой технологии;
- при сварке деталей, которые выполнены из нестареющих легированных сталей, наблюдается снижение ударной вязкости основного металла в области, расположенной в непосредственной близости со сварным швом;
- при выполнении сварки многослойным методом металл шва может отличаться повышенной хрупкостью.
Электроды для сварки сталей с легирующими добавками
Сварные соединения изделий, изготовленных из углеродистых сталей с небольшим содержанием углерода, если они выполнены с соблюдением всех необходимых требований, отличаются высоким качеством и надежностью.
Газовая сварка изделий из углеродистых сталей, в составе которых содержится до 0,25% углерода, также не вызывает особых сложностей. При выполнении сварки по данной технологии не требуется использование флюса, а ее особенностью является то, что при ее осуществлении правым способом расходуется большее количество горючего газа.
Изделия из углеродистых сталей, в составе которых содержится небольшое количество углерода, отлично свариваются и при использовании электродуговой технологии. Типами покрытий электродов, которые оптимально подходят для практической реализации данного метода, являются рутиловое (Э46Т) и кальциево-фтористорутиловое (Э42А). Кроме этого, многие специалисты-сварщики используют для сварки деталей из углеродистых стальных сплавов такой категории электроды, в покрытие которых добавлено некоторое количество железного порошка.
Электроды для сварки низкоуглеродистых сталей
Для сваривания деталей из низкоуглеродистых сталей при помощи электрошлаковой сварки используют следующие марки флюсов: АН-8, АН-8М, АН-22, ФЦ-1 и ФЦ-7. Тип сварочной проволоки традиционно подбирают в зависимости от того, каким химическим составом обладает материал изготовления элементов, которые необходимо соединить.
Режимы сварки под флюсом
Как выполняют сварку деталей из среднеуглеродистой стали
По причине того, что углерода в таких сталях содержится больше, чем в низкоуглеродистых, свариваются они несколько хуже. При сварке изделий из углеродистых сплавов данной категории могут возникать следующие проблемы:
- основной металл и металл сварного шва могут иметь разную степень прочности;
- в металле, расположенном в непосредственной близости от шва, могут возникать трещины и формироваться структуры, отличающиеся низкой пластичностью;
- металл сварного шва и основной металл, расположенный рядом с местом соединения, отличаются невысокой устойчивостью к появлению в них кристаллизационных дефектов.

Неправильный выбор типа сварки и сварочного материала приводит к отсутствию сварочного шва как такого
Для того чтобы избежать подобных проблем при сварке углеродистых сталей с повышенным содержанием углерода, можно воспользоваться следующими технологическими приемами:
- использование электродов, в составе которых содержится незначительное количество углерода;
- выполнение сварки по двухдуговой технологии, когда сварной шов формируется одновременно в нескольких ваннах расплавленного металла;
- разделка кромок соединяемых изделий таким образом, чтобы обеспечивалось минимальное проплавление основного металла;
- предварительный и сопутствующий подогрев соединяемых частей.
Что касается электродуговой сварки деталей, изготовленных из среднеуглеродистых сталей, то при ее выполнении следует придерживаться таких рекомендаций:
- использовать электроды с фтористо-кальциевым покрытием (УОНИ 13/45 и 13/55), которые не только увеличивают прочность сварного шва, но и повышают его устойчивость к образованию кристаллизационных трещин;
- минимизировать риск появления трещин в области сварного соединения позволяют и такие технологические приемы, как осуществление продольных, а не поперечных перемещений электрода в процессе выполнения сварки, обязательно заваривание кратеров сформированного сварного шва;
- при выполнении сварки необходимо использовать короткую дугу и накладывать шов в виде нешироких валиков;
- чтобы повысить пластичность сформированного сварного шва, можно использовать термическую обработку полученного соединения.
Электроды для сварки среднеуглеродистых сталей
Осуществляя газовую сварку изделий, изготовленных их среднеуглеродистых сталей, преимущественно используют левый способ и применяют стандартное или науглероживающее пламя, мощность которого находится в пределах 75–100 дм 3 /час. Чтобы улучшить качество полученного таким способом сварного соединения, после его получения можно подвергнуть детали термической обработке или выполнить их проковку. При необходимости выполнения газовой сварки деталей, толщина которых превышает 3 мм, их необходимо подвергнуть общему (до 3500) или локальному подогреву (до 6500).
Сварку деталей, изготовленных из углеродистых сталей данной категории, можно выполнять и при достаточно низких температурах окружающей среды: до –300. Чтобы сформированное соединение при его получении в таких условиях отличалось высоким качеством и надежностью, сваренную конструкцию необходимо подвергнуть термической обработке и обеспечить постоянный прогрев зоны сварки в процессе осуществления технологической операции.
Качественное сварное соединение высокоуглеродистых сталей
Высокоуглеродистые стальные сплавы отличаются значительным содержанием углерода в своем составе, что исключает возможность получения качественного сварного соединения деталей, которые из них изготовлены. Между тем периодически возникает необходимость выполнять сварку таких деталей, поэтому следует знать, как правильно осуществить подобный технологический процесс.
Углеродистые стали с высоким содержанием углерода относительно неплохо свариваются методами, используемыми для изделий из среднеуглеродистых сплавов, но при проведении данной процедуры нужно придерживаться следующих рекомендаций: не выполнять сварку на сквозняке и при температуре окружающего воздуха ниже +50.
Режимы газовой сварки углеродистых сталей
Газовая сварка углеродистых стальных сплавов с высоким содержанием углерода выполняется только левым способом и с использованием незначительно науглероженного или нормального пламени. Обязательным условием, обеспечивающим качественное выполнение газовой сварки сталей высокоуглеродистой категории, является предварительный нагрев соединяемых частей до температуры не ниже 3000.
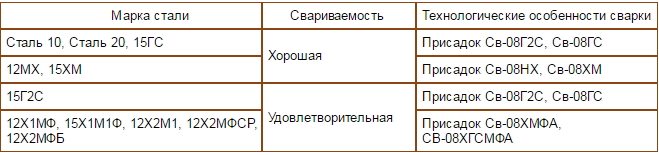
Если говорить об общих рекомендациях для обеспечения высокого качества сварных соединений деталей, изготовленных из углеродистых сплавов (всех вышеперечисленных категорий), то для этого следует правильно выбирать электроды для сварки углеродистых и низколегированных сталей, сварочную проволоку, тип и мощность пламени, а также строго следовать технологическим рекомендациям.
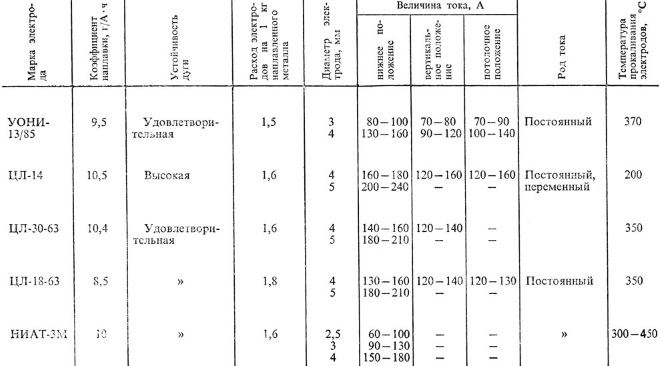
Типы и марки сварочных электродов
Ниже, по возможности, приводятся наиболее распространенные марки электродов для сварки, сгруппированные по типам.
Электроды для сварки углеродистых и низколегированных сталей
Для сварки кипящих сталей (низкоуглеродистая сталь, выпускаемая из печи слабораскисленной) используют электроды с любым покрытием.
Для сварки полуспокойных сталей (сталь, полученная при раскислении жидкого металла менее полно, чем при выплавке спокойной стали, но большем, чем при выплавке кипящей стали) при больших толщинах следует применять электроды с покрытиями основного или рутилового видов.
Сварка конструкций из спокойной стали, работающих при низких температурах или при динамических нагрузках, должна выполняться электродами с основным покрытием.
Стабильность горения дуги влияет на качество швов и на возможность сварки переменным током. Наиболее стабильно дуга горит у электродов с целлюлозным, кислым и рутиловым покрытиями. Это позволяет использовать сварочные трансформаторы. Для электродов с основным покрытием требуются только источники постоянного тока.
В нижнем, вертикальном и потолочном положениях шов лучше формируется у электродов с целлюлозным покрытием, так как мелкокапельный перенос электродного металла и высокая вязкость шлака обеспечивают качественное ведение сварки. Хуже формируется шов у электродов с основным покрытием.
При сварке толстостенных конструкций многослойными швами отделяемость шлака является существенным показателем. Электроды с рутиловым, целлюлозным и кислым покрытиями обеспечивают лучшую отделяемость шлака по сравнению с основным покрытием.
Сварка электродами с основным покрытием требует тщательной очистки кромок от ржавчины, масла, грязи во избежание порообразования. Кроме того, электроды с основным покрытием склонны к порообразованию в начальный момент сварки и при сварке длинной дугой.
Электроды для наплавки
Все они имеют основное покрытие. Это обеспечивает лучшую сопротивляемость образованию трещин при наплавке деталей из стали с повышенным содержанием углерода и при высокой жёсткости конструкции.
В зависимости от условий работы конструкций с наплавленными покрытиями, электроды для наплавки могут быть условно разделены на 6 групп.
Электроды для сварки и наплавки чугуна
Электроды для сварки цветных металлов
Электроды для сварки алюминия. Основная трудность при сварке алюминия и его сплавов — наличие окисной пленки. Температура её плавления 2060°С, тогда как температура плавления алюминия 660°С. Плотная тугоплавкая пленка может нарушить стабильность процесса сварки и таким образом повлиять на качество формирования шва, вызвав появление внутренних дефектов в наплавленном металле. Для удаления окисной пленки в состав покрытия электродов вводят хлористые и фтористые соли щелочных и щелочно-земельных металлов. Эти вещества и обеспечивают качественную сварку.
Электроды для сварки меди и ее сплавов. При сварке меди основная проблема — образование пор в металле шва из-за высокой ее активности при взаимодействии с газами, особенно с кислородом и водородом. Чтобы этого избежать, применяют только хорошо раскисленную медь и тщательно прокаленные электроды. Сварку выполняют по зачищенным до металлического блеска кромкам.
Сварка латуней сложна и опасна для здоровья из-за интенсивного выгорания цинка.
Сварка бронз доставляет трудности ввиду высокой хрупкости и недостаточной прочности в нагретом состоянии.
Электроды для сварки никеля и его сплавов. Сварка никеля и его сплавов затруднена из-за большой чувствительности к растворенным в сварочной ванне газам: азоту, кислороду и водороду, что вызывает образование горячих трещин и пор. Для предупреждения появления этих дефектов необходимо применять основной металл и сварочные электроды высокой чистоты и качественно их подготавливать.
Электроды для резки металла
Электроды для сварки легированных теплоустойчивых сталей
Для конструкций, работающих при температурах до 475°С, используют молибденовые электроды типа Э-09М, а при температурах до 540°С — хромомолибденовые электроды типов Э-09МХ, Э-09Х1М, Э-09Х2М1 и Э-05Х2М.
Для конструкций, работающих при температурах до 600°С, применяют хромомолибденованадиевые электроды Э-09Х1МФ, Э-10Х1М1НБФ, Э-10Х3М1БФ.
Электроды Э-10Х5МФ с повышенным содержанием хрома предназначены для сварки конструкций из сталей с повышенным содержанием хрома (12Х5МА, 15Х5М, 15Х5МФА и др.), работающих в агрессивных средах при температурах до 450°С.
Для сварки теплоустойчивых сталей чаще используют электроды с основным покрытием, обеспечивающие прочность наплавленного металла при повышенных температурах, а также малую склонность к образованию горячих и холодных трещин.
Электроды для сварки высоколегированных сталей
При выборе электродов для сварки таких сталей необходимо обеспечить следующие свойства металла шва: стойкость против атмосферной коррозии и в слабо агрессивных средах, жаростойкость до температуры 650°С и жаропрочность до температуры 550°С. Этим требованиям удовлетворяют электроды типа Э-12Х13 марок ЛМЗ-1, АНВ-1 и др., которые обеспечивают химический состав, структуру и свойства металла шва, близкие характеристикам основного металла.
Для сварки сталей с пониженным содержанием углерода и дополнительно легированных никелем рекомендуются электроды типа Э-06Х13Н марки ЦЛ-41.
С увеличением количества хрома возрастает коррозионная стойкость и жаростойкость высокохромистых сталей. Содержание 17-18% дает коррозионную стойкость в жидких средах средней агрессивности. Такие стали относятся к кислотостойким: 12X17, 08X17Т, 08Х18Т и др. Если количество хрома достигает 25-30%, то возрастает жаростойкость — стойкость против газовой коррозии при температурах до 1100°С. Это жаростойкие стали: 15Х25Т, 15X28 и др. Для серосодержащих сред пригодны стали и электроды, в которых не менее 25% хрома.
Выбор электродов для сварки высокохромистых сталей зависит от количества хрома в свариваемых сталях. Так, для сварки сталей с 17% хрома, к которым предъявляются требования по коррозионной стойкости в жидких окислительных средах или по жаростойкости при температурах до 800°С, рекомендуются электроды типа Э-10X17Т марок ВИ-12-6 и др.
Для сварки сталей с 25% хрома следует применять электроды типа Э-08Х24Н6ТАФМ, придающие металлу шва после отпуска высокие пластичность, ударную вязкость и стойкость против межкристаллитной коррозии.
Сварку высокохромистых сталей следует выполнять при умеренных режимах с уменьшенной погонной энергией. После каждого прохода рекомендуется охлаждать металл околошовной зоны до температуры ниже 100°С, что обеспечивает минимальный рост зерна.
Высокохромистые стали на основе 13% хрома с дополнительным легированием молибденом, ванадием, вольфрамом и ниобием относятся к жаропрочным. Они способны противостоять механическим нагрузкам при высоких температурах. При выборе электродов для этих сталей основное требование — обеспечить необходимый уровень жаропрочности металла шва. Это достигается за счет получения химического состава швов, близкого основному металлу. Такому условию наиболее полно удовлетворяют электроды типов Э-12Х11НМФ марки КТИ-9А, Э-12Х11НВМФ марки КТИ-10, Э-14Х11НВМФ марки ЦЛ-32.
Какие электроды использовать для сварки для стали?
Время чтения: 5 минут
С развитием металлургической промышленности человечеству удалось открыть более ста марок сталей. И большинство из этих марок нашли свое применение в современном производстве. Из стали изготавливают все: от посуды до рабочих станков. Это самый востребованный материал из всех существующих металлов.

Логично, что для удовлетворения большого спроса на стальные изделия нужно привлекать на работу сварщиков, которые умеют качественно варить сталь. Если вы только начинаете обучаться сварке и хотите начать со стали, то вам понадобится наша статья. В ней мы расскажем, какие электроды использовать для ручной дуговой сварки сталей.
Марки электродов для сварки стали
Раз существуют десятки типов сталей, значит для них разработано столько же электродов. Чтобы варить сталь электродами необходимо иметь навыки ручной дуговой сварки, выбрать подходящие электроды и знать особенности самого металла. Обо всем этом мы и расскажем далее.
Чаще всего на прилавках магазинов можно встретить электроды для сварки углеродистых сталей. А все потому, что этот металл используется чаще всего. Поэтому любой более-менее крупный производитель выпускает электроды для сварки углеродистой стали. Самые распространенные марки — МР, УОНИ, ОЗС и АНО. Давайте подробнее разберемся, какие именно разновидности этих марок используются для стали.
Марка МР
Начнем с марки МР. Зачастую для сварки сталей используются МР-3 или МР-3С. Это любимая марка всех новичков и домашних любителей. С такими электродами легко работать, они легко поджигаются, а металл во время сварки практически не разбрызгивается. Чтобы варить МР-3, не нужно иметь высокую квалификацию.
Марка УОНИ
Далее УОНИ, а точнее их разновидности УОНИ 13/45 и УОНИ 13/55. Это электроды для мастеров с опытом. Они обеспечивают стабильное горение дуги и малую разбрызгиваемость металла. Шлак отделяется легко. Но для поджига этих электродов нужно иметь сноровку.

Марка ОЗС
Представлена разновидностями ОЗС-4, ОЗС-6 и ОЗС-12. Позволяют сформировать очень качественные эстетичные швы. Шлак отделяется так же легко, как и в случае с УОНИ. Требуют опыта для их использования.
Марка АНО
Марка АНО представлена АНО-21. Эти электроды хорошо подходят для сварки сталей. У них легко поджигается дуга, в том числе повторно. Металл практически не разбрызгивается в процессе сварки.
Это марки, которые чаще всего используются для сварки сталей. Их можно легко найти в магазинах и купить по демократичной цене. Перед покупкой запросите у продавца сертификат качества, чтобы убедиться в подлинности покупаемых электродов и их качестве.
Также в продаже есть электроды для низколегированной стали, электроды для сварки высоколегированных сталей, электроды для сварки конструкционных сталей, электроды для высокоуглеродистых сталей и так далее. Лучше, если вы при покупке будете знать саму марку стали. Ведь для сварки стали 20х13, стали 40х13 и стали 65г могут понадобиться совершенно разные типы электродов. Ровно как сталь 09г2с и сталь 20 может вариться по-разному.
В этой статье мы не будем перечислять электроды для всех типов сталей, поскольку это невозможно сделать в рамках небольшого материала. Но описанной выше информации уже достаточно для сварки большинства стальных изделий.
Особенности сварки
Чтобы обеспечить достойное качество швов вам необходимо знать некоторые нюансы сварки сталей. Разумеется, мы не сможем их все перечислить, но вы узнаете основы основ, которые упростят вашу работу.
При сварке высокоуглеродистой стали рекомендуется предварительно прогреть металл до температуры не более 650 градусов. Для сварки применяйте контактную, газовую или дуговую технологию. Желательно использовать флюсы и присадочную проволоку. Состав проволоки должен быть идентичен составу стали.
Для сварки аустенитных сталей применяйте технологию контактной сварки, используя пониженное значение плотности сварочного тока.
Разнородные стали
Что касается сварки разнородных сталей, то и здесь есть свои особенности. Разнородными считаются те металлы, которые принадлежат к разным классам. Например, аустенитная сталь и перлитная сталь разнородны. Также разнородными считаются высоколегированные и низколегированные стали. Для подобных работ при РДС сварке нужно использовать специальные электроды для сварки разнородных сталей.
Но РДС сварка все же не рекомендуется. Желательно варить такие металлы не электродуговой сваркой, а лазером или плазмой. Такие технологии предполагают малую глубину плавления металла. Поэтому качество швов намного лучше, чем при дуговой сварке.
Специально для сварки перлитной и аустенитной стали была придумана отдельная технология. Суть этой технологии проста. На деталь из перлитной стали наплавляется небольшой слой аустенитной стали. Затем подогреваются кромки и обе детали свариваются вместе. При этом нужно выбирать тот режим сварки, который подойдет для аустенитной детали.
Применяйте электроды с низким содержанием водорода, если варите разнородные стали. Ведь при избыточном количестве водорода у деталей начинают образовываться трещины в их начальной стадии. Также при избытке водорода увеличивается вероятность образования пор.
Рекомендации для новичков
Как вы видите, сварка стали сопряжена с множеством нюансов, о которых нужно знать. Новички часто боятся браться за сварку стали, думая, что не смогут выполнить такую сложную работу. Но, поверьте, чем больше ваш опыт — тем выше ваши профессиональные навыки. А значит проще и сама работа.
Можно сколько угодно избегать сложных сварочных работ, но так вы никогда не научитесь главному. А имея надежную базу из теории и навыков вы уже можете выполнять сложную сварку. Даже не имея достаточного опыта.
Вашу работу упростит правильный подбор электродов. Варите жаропрочную сталь? Придите в магазин и четко объясните продавцу, что вам нужны электроды для жаропрочных сталей. С этого и можно начинать. В дальнейшем вы уже получите достаточно опыта, чтобы самостоятельно выбирать электроды без посторонней помощи.
Вместо заключения
Теперь вы знаете, какими электродами варить стальные детали. Конечно, мы не перечислили еще много других достойных марок электродов, поскольку это невозможно сделать в рамках одной небольшой статьи. Мы перечислили самые популярные марки, которые можно найти в любом специализированном магазине. Рекомендуем приобрести несколько типов электродов и испробовать их все.
Возможно, вы уже применяли перечисленные выше марки электродов в своей работе? Расскажите о своем опыте в комментариях ниже. Он будет полезен для всех начинающих сварщиков. Желаем удачи в работе!
Электроды для сварки


Сварочные электроды для углеродистых сталей
Сваривание углеродистых сталей имеет свои характерные особенности из-за повышенного содержания в них углерода. Неправильный выбор электродов может послужить причиной появления кристаллизационных трещин в сварочном шве и закалочных структур в зоне вокруг него. Для исключения таких явлений необходимо использовать электроды для ручной дуговой сварки с пониженным содержанием углерода, чтобы уменьшить содержание основного металла в сварочном шве.
Качество шва напрямую зависит от правильности подбора электродов по составу покрытия, включающему газообразующие, шлакообразующие, стабилизирующие и легирующие компоненты. Различный состав электродного покрытия с преобладанием тех или иных компонентов и определяет многообразие марок. Классифицируются электроды ГОСТ 9467-75, в соответствии с которым принято условное обозначение: буква Э и число после нее, показывающее минимальное временное сопротивление разрыву металла шва (в кгс/мм2). Тип покрытия соответствует типу электродов по механическим свойствам металла шва:
- кислое покрытие на основе оксидов железа, марганца и кремния: электроды Э42 и Э38 для сварки сталей с временным сопротивлением до 490 Мпа постоянным и переменным током;
- основное покрытие (фтористо-кальциевое): электроды Э42 А– Э50 А для сварки тех же сталей с повышенными требованиями по ударной вязкости и относительному удлинению, а также электроды Э55, Э60 для сварки сталей с временным сопротивлением разрыву свыше 490 Мпа (до 590 Мпа);
- целлюлозное покрытие с большим содержанием (до 50%) целлюлозы: электроды Э46, Э42, Э50 для использования при монтаже трубопроводов и конструкций с возможностью сварки на весу;
- рутиловое покрытие на основе минерала из двуокиси титана «рутила»: электроды Э42, Э46 для сварки в вертикальном и потолочном положениях, обладают такими преимуществами, как хорошая стабильность горения дуги на переменном и постоянном токе, низкое разбрызгивание металла и легкое отделение шлаковой корки.
В разделе продажи сварочных электродов с указанием их соответствия классификации ГОСТ 9467-75 можно выбрать и купить сварочные электроды для углеродистых сталей. К основным из них относятся:
- электроды УОНИ диаметром от 2 до 5 мм с основным типом покрытия, применяются при постоянном токе для сварки на постоянном токе ответственных конструкций, в том числе при пониженных температурах воздуха;
- электроды МР диаметром от 2,5 до 5 мм с рутиловым покрытием, предназначены для сварки ответственных конструкций на постоянном и переменном токе, обеспечивают перекрытие больших зазоров и высокий товарный вид шва;
- электроды ОК диаметром от 2,5 до 5 мм с рутиловым (ОК-46) и основным покрытием (ОК-48…74), используются для сварки углеродистых и низколегированных сталей, в том числе тяжело нагруженных конструкций, судовых сталей и листов с гальваническим покрытием;
- электроды ОЗН диаметром от 4, 5 мм с основным покрытием, предназначенные для наплавки на постоянном токе обратной полярности деталей, работающих в условиях трения и ударных нагрузок.
Цена сварочных электродов за 1 кг формируется в зависимости от их качественных характеристик, зависящих от химического состава покрытия. Раздел содержит изделия с разной стоимостью, позволяет выбрать подходящий вариант. На сайте можно купить сварочные электроды УОНИ, цена которых составляет всего 80 руб. за 1 кг. Компания «СВАРБИ» предлагает несколько вариантов оптовой цены в зависимости от объема закупки. Это позволяет купить электроды оптом со скидкой от 2 до 5%.
Консультанты компании предоставят детальную информацию по назначению и цене электродов при их выборе.

