
Сварочный трактор для сварки под флюсом
Сварочный трактор для сварки под флюсом каталог, описание, цены, отзывы, характеристики, купить.
- 1
- 2
- 3
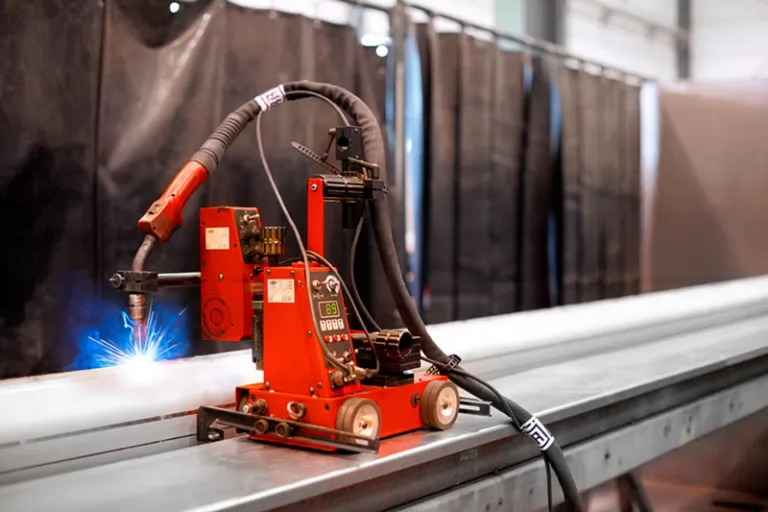
Сварочный трактор SAW для сварки под флюсом – это разновидность сварочного автоматизированного оборудования, посредством которого выполняется сварка под флюсом. С помощью этих установок реализуется процесс сваривания деталей на производстве и в местах, где есть опасность для нахождения человека. Применение сварочного аппарата увеличивает скорость дуговой сварки в десятки раз, а величина себестоимости одного метра шва снижается в 2-3 раза.
Использование тележки на колесах, возможность установки трактора не рельсы, применение дистанционной системы управления полностью автоматизирует процесс дуговой сварки, исключив потребность присутствия человека в зоне работ.
Технология сварки
При SAW-сварке дуга загорается между сварочной проволокой и поверхностью основного металла. Под действием высокой температуры дуги флюс и металл детали с проволокой начинают плавиться, заполняя сварочную ванну. Благодаря флюсу вокруг зоны сваривания образуется тонкая пленка, которая защищает ее от доступа молекул воздуха и исключает процесс окисления. По мере смещения дуги, расплавленный металл в сварочной ванне кристаллизируется, формируя сварочный шов. Расплавленный флюс некоторое время находится в жидком состоянии на поверхности шва и затем застывает, формируя шлаковый нарост.
Область применения
Автоматизированная сварка под флюсом SAW используется в основном на производстве, где нужно выполнять большие объемы работ. Применение трактора целесообразно для длинных швов и нерентабельно для коротких.
С помощью SAW-сварки соединяют конструкции из низкоуглеродистой стали, легированной и высоколегированной стали, титана, никеля, меди, алюминия и их сплавов. Соединения, которые получены этим способом, отличаются высокой прочностью и хорошо работают в условиях высоких и низких температур, в агрессивной среде.
Сварочное оборудование, особенности использования
Для SAW-сварки используется 2 типа техники:
- устройства, поддерживающие постоянную скорость подачи проволоки, независимо от величины напряжения дуги – их применяют для электродов с диаметром не более 3 мм;
- устройства с автоматической регулировкой величины напряжения дуги, в зависимости от которой подбирается скорость перемещения проволоки – применяются для электродов, диаметр которых более 3 мм.
Для сварочных узлов с постоянной величиной скорости подачи электрода нужны источники электроэнергии с жесткими вольтамперными характеристиками (ВАХ). Такого рода источники позволяют компенсировать увеличение/уменьшение величины дуги за счет корректировки величины тока сварки. Благодаря этому процесс сварки происходит непрерывно.
Для сварочных аппаратов, использующих автоматический регулятор напряжения применяются источники питания со спадающими ВАХ. Если в этих устройствах меняется длина дуги, то это вызывает изменение величины скорости подачи проволоки, при которой восстанавливается нужная величина напряжения.
Для оборудования с постоянной величиной скорости перемещения электрода величина тока задается посредством подбора скорости его подачи, а напряжение подстраивается посредством изменения величины напряжения холостого хода на источнике питания. Для устройств с авторегулированием величина напряжения устанавливается на пульте управления, а сварочный ток настраивается посредством изменения крутизны внешней ВАХ.
Используемые технологии сварки
Сварочные тракторы SAW могут осуществлять сварку по разным технологиям – может использоваться одна или несколько сварочных проволок. Применение нескольких проволок позволяет получить больше расплавленного металла в сварочной ванне и сформировать более глубокий и надежный сварной шов. По отношению к направлению сварки электроды могут располагаться последовательно или перпендикулярно. В первом случае глубина проплавления шва увеличивается, а во втором уменьшается. При перпендикулярном расположении электродов можно проводить сварку при увеличенных зазорах между кромками.
При многопроволочной сварке электроды могут питаться как от отдельных источников питания, так и от одного общего. Дуги от отдельных электродов могут гореть в одну ванну или в разные. Если менять расстояние между отдельными дугами, то можно контролировать и регулировать температурный режим сварки, что является важным моментом при сваривании закаливающихся сталей.
Технические характеристики
Приобретая сварочный трактор SAW, следует учитывать его рабочие параметры. К основным из них относятся:
- скорость передвижения трактора;
- диапазон скорости подачи проволоки;
- тип проволоки и ее диаметр;
- величина питающего напряжения;
- диапазон регулирования сварочного тока;
- наличие вертикального позиционера;
- возможные углы сварки;
- функциональность системы управления;
- тип формируемых швов;
- вес и габаритные размеры.
Сварочный трактор. Автоматизация сварочного процесса

 Ручная сварка длинных поверхностей утомительна, поэтому для повышения производительности операции, условия проведения которой в ходе сварки неизменны, пользуются механизированными приспособлениями — сварочными тракторами. Особенно хорош сварочный трактор при выполнении сварки под флюсом или в среде защитных газов.
Ручная сварка длинных поверхностей утомительна, поэтому для повышения производительности операции, условия проведения которой в ходе сварки неизменны, пользуются механизированными приспособлениями — сварочными тракторами. Особенно хорош сварочный трактор при выполнении сварки под флюсом или в среде защитных газов.
Устройство и функционал
Появившись как альтернатива подвесному оборудованию, сварочные трактора сразу показали ряд своих технологических превосходств: лёгкость работы, универсальность, возможность получения качественного шва при неидеально ровной оси стыка и т. д.
Типовая конструкция агрегата включает в себя следующие узлы:
- Ходовую тележку (она может быть рельсового или безрельсового исполнения).
- Сменную катушку со сварочной проволокой.
- Механизм подачи.
- Систему направителей.
- Сварочную головку.
- Пульт управления.
Функциональность сварочного трактора увеличивается, если на его базе возможна установка дополнительных приспособлений и узлов. Это могут быть дозирующие устройства, направитель для второй катушки со сварочной проволокой, отсос излишков флюса и т. д. Непрерывно совершенствуются и системы управления: в современных конструкциях регулировка режимов сварки производится при помощи лазерной считывающей головки. Это позволяет полностью исключить человеческий фактор при мониторинге режима сварки, и обеспечить стабильность всех параметров сварного шва.

Для контроля направления движения в некоторых конструкциях предусматривают вынесенный на консоль передний ролик, который перемещается по поверхности готового сварного шва.
Последовательность работы сварочного трактора заключается в следующем. Устройство выставляют вдоль оси будущего сварного соединения (для массивных деталей с этой целью может быть использована свободная площадь на самих изделиях). Сварочный трактор подключается к ближайшему сварочному посту, после чего при помощи направителя устанавливается требуемая траектория движения сварочной проволоки от катушки к сварочному мундштуку. Одновременно регулируется интенсивность подачи сварочного флюса. Все исходные параметры работы агрегата должны соответствовать требованиям ГОСТ 8713-79.
При необходимости более сложных перемещений (например, по кругу) применяют сварочные трактора с рельсовыми путями. Конструктивно в подобном оборудовании изменяется лишь форма колёс, которые должны иметь направляющие реборды.

Технологические режимы сварки с применением тракторов
Кроме стандартного режима автоматической сварки рассматриваемая техника может выполнять также сварку одновременно двумя электродами с подачей сварочной проволоки от общей катушки, а также так называемую тандемную сварку, когда на одной тележке устанавливаются две автономных сварочных головки, питание каждой из которых производится от своего источника.
Источники питания для сварочных тракторов могут быть двух типов: тиристорные или инверторные. Последние отличаются компактностью, однако не рассчитаны для выполнения длинных сварных швов, и более требовательны к стабильности тока и напряжению в сети. Тиристорные приводы имеют повышенную мощность, поэтому их применяют при сварке габаритных и толстостенных изделий.

В зависимости от конструкции передвижной рамы сварочные трактора могут выполнять следующие виды сварки:
- Стыковую;
- Внахлёст;
- Обычную угловую;
- «В лодочку», когда стыки располагаются под углом меньше 45°;
- Боковую (в этом случае оборудование оснащается боковыми роликами, а перемещение сварочного трактора выполняется по двутавровым балкам).
Независимо от способа сварки, трактора оснащается механизмом управления режимами сварки, которое действует по принципу обратной связи: скорость перемещения тележки согласовывается с интенсивностью расхода флюса и сварочной проволоки. Критериями служат диаметр сварочной проволоки, энергетические характеристики разряда, глубина шва, способ поджига дуги и полярность процесса.
Применение тракторов позволяет:
- Обеспечивать стабильность механических характеристик сварного шва независимо от его сложности, состояния торца сварочной проволоки и иных факторов.
- Стабилизировать условия поджига сварочной дуги.
- Свести к минимуму все подготовительные работы по настройке сварочной проволоки и режима подачи флюса.
- Производить перепрограммирование параметров процесса сварки при изменении толщины свариваемых изделий, направления сварного шва и т. д.

Применение сварочных тракторов оправдано в условиях массового выполнения сварочных операций, поскольку такое оборудование – габаритное, и отличается соответственно более высокой ценой.
Выбор типоразмера сварочного трактора выполняется с учётом желаемой производительности (одномоторные агрегаты более лёгкие и компактные, но имеют меньшую мощность, чем двухмоторные). Кроме того, стоит помнить, что каждая конструкция оптимизирована производителем под определённые условия сварки (количество одновременно работающих дуг может быть от одной до трёх).

Наиболее распространённые модели сварочных тракторов
Сварочные трактора конструкции Института электросварки им. Патона (Украина) ТС-16 и ТС-17 выпускаются одномоторного исполнения, когда общий двигатель питает и механизм подачи проволоки, и самоходную тележку. Компактность устройства обеспечивается применением для несущих элементов лёгких сплавов. Имеется возможность для присоединения дополнительных узлов. Оборудование может работать с дугой как переменного, так и постоянного тока. Предельная сила тока (для ТС-17) составляет 1200 А, скорость сварки 16…126 м/ч, диаметр используемой проволоки 1,6…5,0 мм.

Сварочный трактор АДФ-1000 конструкции НПФ ИТС (Россия) отличается несколько меньшей мощностью (реализуемый ток – только постоянный, силой до 1000 А), но зато позволяет производить также и многослойную наплавку поверхности. Агрегат оснащён системой управления перемещением сменных колёс, а также цифровым регулирующим блоком. При диаметре используемой проволоки 2,0…5,0 мм обеспечивает скорость сварки в пределах 12…120 м/ч. Модификация АДФ-1002 позволяет работать в различных климатических условиях.

Сконструированный ЦНИИТМАШ сварочный трактор УТ-1250-3 работает по двухмоторной схеме. Агрегат рассчитан на токи до 1250 А, имеет возможность регулирования скорости подачи электродной проволоки. При диаметре проволоки 1,6…6,0 мм обеспечивает скорость сварки 10…80 м/ч.
Сварочные трактора модельного ряда ESАB (США) оснащаются различным количеством сварочных головок. В линейке такого оборудования имеются и типоразмеры с аккумуляторным питанием, что повышает мобильность техники. Реализуемые сварочные токи 600…800 А, при диаметре электродов 1,6…4,0 мм, и скорости сварки 60…100 м/ч. Работают только в паре с фирменными блоками питания.
Сварочные тракторы
Флагманская модель SAW-инвертора компании «Сварог» с названием MZ1250 (М310) позволяет в полностью автоматическом режиме выполнять разные типы сварочных соединений с идеальным качеством шва и минимальными затратами. Передвижная надежная каретка оснащена панелью управления, бункером для флюса и современным роликовым приводом для непрерывной подачи проволоки.
Многофункциональный инверторный источник тока MZ1000 (M308) предназначен для полностью автоматической SAW-сварки под слоем флюса. При этом доступно использование как стальной сплошной проволоки, так и порошковой проволоки с самозащитным покрытием.
Аппарат для автоматической сварки под флюсом, ручной дуговой сварки, наплавки и строжки металла. Комплект поставки состоит из источника питания, передвижной каретки бункер с флюсом и блок управления.
Мощный инверторный источник питания Fubag SW 1250 для автоматической сварки под слоем флюса. Имеет широкий диапазон настройки сварочной дуги и длительный цикл продолжительности включения, что обеспечивает непрерывность процесса сварки металла любой толщины.
Сварочные тракторы TW являются составной частью аппарата и предназначены для сварки под флюсом изделий плоских пространственных типов с разделкой или без разделки кромок.
ASAW 1000 II – относятся к последнему поколению высокоэффективного, энергосберегающего инверторного оборудования, с микропроцессорной системой управления и контроля сварочных параметров производства компании AOTAI.
ASAW 1250 II – относятся к последнему поколению высокоэффективного, энергосберегающего инверторного оборудования, с микропроцессорной системой управления и контроля сварочных параметров производства компании AOTAI.
Сварочный трактор является составной частью автоматов МС-1001А1 и МС-1251А1 и предназначен для сварки под флюсом изделий различного типа (как плоских пространственных, так и при сварке «в лодочку») с разделкой или без разделки кромок.
Сварочный трактор КЕДР AlphaTRAC-1 и его модификации в сочетании с источником тока AlphaSAW-1250 представляют собой высокотехнологичный комплекс оборудования для автоматизированной сварки под слоем флюса.
Аппарат обеспечивает автоматическую сварку под флюсом, ручную дуговую сварку и воздушную дуговую строжку угольным электродом.
Аппарат обеспечивает автоматическую сварку под флюсом, ручную дуговую сварку и воздушную дуговую строжку угольным электродом.
Сварочный трактор является составной частью автоматов МС-1001А1 и МС-1251А1 и предназначен для сварки под флюсом изделий плоских пространственных типов с разделкой или без разделки кромок.
Сварочный трактор является составной частью автоматов МС-1001А1 и МС-1251А1 и предназначен для сварки под флюсом трубных изделий с разделкой или без разделки кромок.
Аппарат обеспечивает автоматическую сварку под флюсом, ручную дуговую сварку и воздушную дуговую строжку угольным электродом.
Источник тока AlphaSAW-1250 и его модификации в сочетании с сварочным трактором КЕДР AlphaTRAC-1 представляют собой высокотехнологичный комплекс оборудования для автоматизированной сварки под слоем флюса.
Промышленный многофункциональный сварочный аппарат для сварки под флюсом изделий из углеродистых, низколегированных, нержавеющих сталей больших толщин, от 4 до 50 мм. Сварочные процессы: автоматическая сварка под флюсом SAW, ручная дуговая сварка (ММА), воздушная строжка (Googing). 100 % продолжительность работы.
ASAW 630 II – относится к последнему поколению высокоэффективного, энергосберегающего инверторного оборудования, с микропроцессорной системой управления и контроля сварочных параметров производства компании AOTAI.
Промышленный многофункциональный сварочный аппарат для сварки под флюсом изделий из углеродистых, низколегированных, нержавеющих сталей больших толщин, от 4 до 50 мм. Сварочные процессы: автоматическая сварка под флюсом SAW, ручная дуговая сварка (ММА), воздушная строжка (Googing). 100 % продолжительность работы.
Сварочный трактор АДФ-1000 предназначен для автоматической однослойной и многослойной сварки и наплавки электродной проволокой под флюсом на постоянном токе.
Выпрямитель ВДУ-1000 предназначен для комплектации сварочных автоматов.
Выпрямитель для дуговой сварки Пионер — А 1000 с универсальными внешними характеристиками предназначен для различных видов сварки.
Выпрямитель сварочный ВДУ-1250 предназначен для комплектации автоматов для сварки и наплавки под слоем флюса и в среде защитного газа.
Выпрямитель сварочный ВДУ-1001 предназначен для комплектации автоматов для сварки под слоем флюса и в среде защитного газа изделий из стали.
Трансформаторы ТДФЖ-2002 являются источником переменного сварочного тока для автоматической сварки под слоем флюса малоуглеродистых и низколегированных сталей.
Трактор сварочный ТСФ-101 с плавным регулированием скорости подачи электродной проволоки и скорости сварки, предназначен для автоматической электродуговой сварки однопроходных и многопроходных соединений внахлестку, угловых, тавровых, а также стыковых соединений с разделкой и без разделки кромок.
Выпрямители сварочные Пионер — А 1200 предназначены для комплектации автоматов для сварки и наплавки под слоем флюса и в среде защитного газа.
Трактор сварочный ТС-16-1 предназначен для сварки и наплавки электродной проволокой под флюсом изделий из малоуглеродистых сталей со ступенчатой регулировкой скорости подачи электродной проволоки и ступенчатой регулировкой скорости перемещения тележки
Выпрямитель сварочный ВДУ-1202 предназначен для комплектации автоматов для сварки под слоем флюса и в среде защитного газа изделий из стали.
Сварочный автомат АДГ-630 предназначен для автоматической однослойной, многослойной сварки и наплавки электродной проволокой в среде защитных газов изделий из малоуглеродистых и низко-легированных сталей на постоянном токе.
Выпрямитель ВДУ-1204 в комплекте со сварочным автоматом предназначен для сварки под слоем флюса изделий из углеродистых и легированных сталей, а также может быть использован для воздушно-дуговой резки (строжки) угольным электродом в режиме падающей внешней характеристики.
Компактный минитрактор АДГ-500 с электроприводом, предназначен для механизации процесса сварки плавящимся электродом в среде защитных газов (MIG/MAG) в горизонтальном, наклонном и вертикальном положениях.
Многопостовые сварочные выпрямители постоянного тока могут применяться для ручной, механизированной сварки, а также ручной дуговой строжки металла.
Сварочная головка СГФ-1000 в комплекте с источником сварочного тока предназначена для дуговой сварки кольцевых швов с разделкой кромок. Сварка осуществляется на постоянном токе плавящимся электродом под слоем флюса.
Трактор сварочный двухголовочный 2ТС-16 в комплекте с источниками сварочного тока предназначен для автоматической сварки под слоем флюса тавровых соединений, приварки трапециевидного профиля двумя наклонными электродами.
Трансформаторы ТДФЖ-1250 являются источником переменного сварочного тока для автоматической сварки под слоем флюса малоуглеродистых и низколегированных сталей.
Сварочный автомат ТС-16 (сварочный трактор) применяется для автоматической электродуговой сварки электродной проволоки под слоем флюса
Автоматический аппарат MZ 630 (J38) — мощный сварочный инвертор для полностью механизированной сварки под слоем флюса для быстрого и качественного соединения металлических изделий с протяженностью шва от нескольких метров и толщиной кромок до 30 мм.
Профессиональный SAW-аппарат MZ 1000 (J58) – мощный инверторный источник тока, который предназначен для интенсивной и высококачественной сварки под слоем флюса с полностью автоматизированным циклом. Мощная система охлаждения и современная инверторная технология гарантируют высокий КПД и ПН.
Промышленный аппарат MZ 1250 (J40) для автоматической сварки под слоем флюса с питанием от сети 380 В позволяет сваривать большинство металлических изделий из разных марок сталей, цветных или черных металлов. Высокая мощность, полностью механизированный процесс сварки обеспечивают идеальный шов с оптимальной глубиной проплавления и без необходимости доработки кромок.
Самоходные автоматы тракторного типа для сварки стыковых, нахлёсточных и тавровых швов внутри колеи и вне колеи
Самоходные автоматы тракторного типа для сварки стыковых, нахлёсточных и тавровых швов внутри колеи и вне колеи
Сварочный трактор KEMPPI MagTrac F 61 — это быстрый и простой способ перехода от ручной сварки MIG/MAG к эффективной механизации.
Сварочный трактор АДФ-630 в комплекте с источником сварочного тока предназначен для автоматической сварки под флюсом изделий из малоуглеродистых и низколегированных сталей.
Малогабаритный сварочный автомат для дуговой сварки и наплавки АДФГ-305 (исполнение для сварки и наплавки в среде защитных газов)
Трансформаторы ТДФЖ-1002 являются источником переменного сварочного тока для автоматической сварки под слоем флюса малоуглеродистых и низколегированных сталей.
Мобильный и функциональный сварочный трактор FD12-200T предназначен для автоматической сварки под слоем флюса.
Сварочный трактор является составной частью аппарата и предназначен для сварки под флюсом изделий плоских пространственных типов с разделкой или без разделки кромок.
Мощный источник питания КЕДР MZ -1250 предназначен для автоматической сварки под слоем флюса.
Сварочный трактор используется для высокопроизводительной сварки под флюсом.
Сварочные тракторы
Гибкая модульная конструкция сварочных автоматов является основой для отдельных системных решений с широким спектром технологических применений. Сварочные тракторы представляют собой мобильные устройства, которые можно легко транспортировать на любую рабочую станцию и адаптировать к различным заготовкам. Модульная конструкция трактора для сварки облегчает расширение машин дополнительным оборудованием, таким как системой слежения за швов и подача порошка. Таким образом, для каждого процесса сварки могут быть оптимально изменены подходящие компоненты.
Специалисты ООО «ДельтаСвар» подберут для вас оптимальное решение для сварки. В нашем ассортименте одно- и двух-дуговые тракторы, тракторы для сварки в защитном газе и под слоем флюса, тракторы для сварки одиночной проволокой — Single, «расщепленной» дугой – Twin, двойной проволокой – Tandem. Оснащение системами рециркуляции флюса, системами слежения. Большой популярностью пользуются тракторы для сварки балки двутаврового сечения под слоем флюса в положении «сварка в лодочку».
Если у вас есть вопросы, смело обращайтесь к нам. Мы проконсультируем вас по вопросам подбора оборудования, проведем обучение и пуско-наладку сварочной техники на территории заказчика.
 | Автомат для сварки под флюсом KA 1-UPСварочный трактор KA 1-UP имеет разные исполнения: до 3 мм или до 5 мм – однопроволочное исполнение и также как управляемый трактор, который предназначен для сварки резервуаров и труб. Подробнее. Продукция: Kjellberg |
 | Автомат для сварки под флюсом KA 4-UPDGТрактор KA 4-UPDG, оборудованный двойным волочащимся рукавом, сваривает два угловых шва за один проход. Подробнее. Продукция: Kjellberg |
 | Автомат для сварки под флюсом KA 7-UPPТрактор KA 7-UPP для параллельной проволоки сваривает, например, плоские листы и кольцевые швы труб. Подробнее. Продукция: Kjellberg |
 | Источники тока Kjellberg для сварки под флюсомСварочные выпрямители серии GTH особенно пригодны для сварки под флюсом. Эти источники тока с горизонтальной нагрузочной характеристикой позволяют сваривать с силой тока до 1400 A. Ассортимент источников тока для сварки под флюсом расширен. Подробнее. Продукция: Kjellberg |
 | Сварочная головка для сварки под флюсом KA 2-UPKA 2-UP существует в исполнении для однопроволочной сварочной головки, также и для головки для параллельной проволоки, с системой управления для установки на сварочной колонне или портале. Подробнее. Продукция: Kjellberg |
 | Сварочный трактор A2 Multitrac с блоком управления A2 PEIУниверсальный сварочный трактор для повышения эффективности производства. Подробнее. Продукция: ESAB |
 | Сварочный трактор A2 Multitrac с блоком управления A2 PEKУниверсальный сварочный трактор для дуговой сварки под флюсом (SAW) и/или сварки в среде защитных газов (GMAW). Подробнее. Продукция: ESAB |
 | Сварочный трактор A2 Tripletrac A2TFПревосходный сварочный трактор для сварки внутренних поворотных кольцевых швов. Подробнее. Продукция: ESAB |
 | Сварочный трактор A6 Mastertrac A6TF (Single/Twin SAW)Подходит для выполнения тяжелых сварочных работ с использованием сварочной проволоки диаметром до 6 мм при постоянном или переменном токе 1500 А. Подробнее. Продукция: ESAB |
 | Сварочный трактор A6 Mastertrac A6TF TandemДля сварочных работ в тяжелом производстве с возможностью использования проволоки диаметром до 6 мм (0.24 дюйма) на постоянном или переменном токе силой 1500A. Подробнее. Продукция: ESAB |
 | Сварочный трактор A6-DKМощный двухголовочный сварочный трактор. Подробнее. Продукция: ESAB |
- ← В начало
- ← Предыдущая
- 1
- Следующая →
- В конец →
Что такое сварочный трактор?
Разновидностью автоматического сварочника является сварочный трактор, осуществляющий сварку без участия человека. Оператор задает необходимые вольт-амперные показатели рабочего тока, контролирует передвижение агрегата. В автоматическом режиме возможна сварка в облаке защитного газа или под флюсом. Разработано несколько видов автоматов на колесном и рельсовом ходу. Многие из аппаратов многофункциональные, выполняют сварку в нескольких режимах.
Назначение сварочных тракторов
По сути, тракторный агрегат – это разновидность оборудования для промышленной автоматизированной электродуговой сварки с большой производительностью. Область применения каждой из моделей ограничена функционалом. В зависимости от конструкции подвижной рамы тракторный агрегат сварочный на колесах используется для стыковой или угловой сварки, возможно соединение элементов внахлест или «в лодочку» (стыки располагают под углом менее 45°). Когда в сварочном тракторе предусмотрены боковые ролики, осуществляется боковое соединение, в этом случае движение аппарата происходит по двутавровым балкам.
Самоходный автомат передвигается на колесах или по специальным рельсам. Вектор движения зависит от траектории сварного шва. Имеются мобильные агрегаты, которые без труда можно перенести в другое место. Сварочные тракторы используются при массовом производстве, некоторые модификации оснащаются дополнительными опциями:
- регулировкой подачи флюса, дозатором и отсосом излишков порошка (тракторы для сварки под флюсом обычно многофункциональные);
- лазерной настройкой контура шва (необходимая функция для выполнения швов сложной геометрии);
- направителя второй катушки сварочной проволоки;
- головкой подачи газа и сварочной проволоки (необходим для нержавеющих сталей, легко окисляемых цветных сплавов).
Тракторные сварочные механизмы отличаются высокой производительностью, низким процентом брака, хорошим качеством соединений.
Устройство
Типовая конструкция агрегата схожа у всех модификаций, включает несколько основных узлов:
- ходовая тележка бывает на колесном и рельсовом ходу (двигается по направляющим), от типа передвижения зависит тип образуемых швов;
- сменная катушка со сварочной проволокой необходима для бесперебойной подачи присадки в рабочую зону;
- механизм подачи проволоки бывает с разным числом направляющих и тянущих роликов;
- система направляющих определяет мобильность перемещения электрода; сварочная головка представляет собой тугоплавкий электрод для розжига и поддержания электродуги;
- пульт управления создан для рациональной настройки, агрегат предназначен для соединения заготовок различной толщины.

Обычно все управление размещается в корпусе тракторной тележки, иногда блок выносится отдельно для удобства пользования аппаратом.
Двигатель приводит в движение механизм подачи присадки и элементы ходовой части. С помощью редукторов изменяется частота и скорость вращения отдельных узлов. Сложность системы управления зависит от конструкционных особенностей профессиональной электротехники. Использование лазерных считывающих устройств, блоков непрерывного мониторинга полностью исключают влияние человеческого фактора на качество сварки. Аппарат способен работать дистанционно и независимо.
Классификация
Разработаны модели сварочных тракторов под все виды сварки. При выборе техники пользуются классификацией по многим признакам:
- По количеству приводов:
одномоторные оснащаются понижающими редукторами на узлах подачи присадки, модели легкие, мобильные, но с низкой производительностью, минимальным функционалом;
двухмоторные конструкции более массивные, но точность регулировки настройки существенно увеличивается, отдельно подается усилие на ходовую часть и узел подачи сварочной проволоки, устройства способны выполнять швы любой сложности.
- Агрегаты различаются по методу защиты металла от окисления, перегрева:
тракторы с открытой дугой аналогичны традиционным ручным электродуговым сварочникам;
модификации с подачей защитного газа работают с инертными смесями и активным газом, сопло расположено так, что облако создается непосредственно над ванной расплава, расход газа минимальный;
у сварочных тракторов для сварки под флюсом имеется автоматический дозатор порошка, защищающего металл от перегрева или окисления, образующего шлаковый слой.
- Количество головок у тракторов тоже бывает разным:
однодуговые предназначены для традиционной электросварки;
двух- и трехдуговые одновременно формируют несколько швов, параллельных друг другу.
- По способу перемещения выделяют:
рельсово-роликовые конструкции с параллельными или круговыми направляющими.
Специальных присадок и флюсов для трактора не требуется, используются расходники для обычной сварки.
Преимущества и недостатки
Сначала о плюсах. Главное достоинство трактора – стабильное качество, параметры поддерживаются стабильно в процессе сварки. Аппарат работает с заготовками любых размеров, толщины. Не требуется предварительной подготовки кромок, обеспечен быстрый розжиг дуги.
Из недостатков выделяют два фактора: сложность ремонта и большой вес оборудования. Еще один минус – высокая стоимость. Хотя окупаемость трактора краткосрочная, необходимо обладать финансовыми ресурсами для покупки агрегатов.
В целом при массовом производстве сварных изделий оборудование оправдывает себя за счет высокой точности швов и хорошей производительности.

