Норма расхода электродов при сварке труб
Нормы расхода электродов при сварочных работах

При выполнении сварочных работ из всех материалов больше всего расходуется электродов. Необходимое их количество можно рассчитать приблизительно для каждого этапа работ непосредственно перед началом. Расход варьируется в зависимости от нескольких факторов:
- марки присадочной проволоки или электрода;
- вида сварки;
- сечения стыка.
Площадь сечения шва определяется по-разному в зависимости от типа соединения: тавровое, стыковое, угловое. Далее приведена таблица с соответствующими формулами:

Здесь: b – расстояние между кромками; S – толщина детали; а e и g – ширина и высота заготовок.
- Норма расхода электродов на 1 стык трубы
- Норма расхода электродов на 1 метр шва
- Расчет количества электродов на 1 метр шва
- Коэффициенты
- Поправочные коэффициенты

Норма расхода электродов на 1 стык трубы
Ведомственные строительные нормы (разделы ВСН 452-84 или ВСН 416-81) содержат информацию о норме расхода электродов на 1 стык трубопровода и на 1 метр шва. Показатели разделены в зависимости от вида сварки:
- ММА – ручная дуговая;
- TIG – ручная аргоновая;
- автоматическая с использованием флюса и другие.
Далее приведена часть таблицы с примером утвержденных нормативов для соединения типа С8:

Норма расхода электродов на 1 метр шва
Количество электродов на выполнение определенного вида работ можно определить самостоятельно. Она суммарно включает наплавленный слойи непродуктивные потери: огарки, шлак, разбрызгивание. На первом этапе вычисляется масса наплава. Результат определяется по формуле:
масса = площадь сечения шва поперечная * плотность свариваемого металла * длина сварного соединения

Показатель плотности металла берется из справочной литературы. К примеру, эталонная плотность стали углеродистой будет составлять 7,85 г/см куб., а никельхромовой стали составит 8,5 г/см куб. поле этого используется вторая формула, позволяющая определить суммарное количество электродов, необходимых для выполнения сварочных работ:
расход = масса наплава * коэффициент
Коэффициент расхода для используемых марок электродов разный. Необходимые данные можно найти в нормативной литературе. Если требуется узнать расход электродов в кг/м, то длина шва в первой формуле подставляется не в сантиметрах, а в метрах.

Расчет количества электродов на 1 метр шва
Коэффициенты
| Коэффициент | Марки электродов |
|---|---|
| 1,5 | АНО-1, ОЗЛ-Э6; ОЗЛ-5; ЦТ-28; ОЗЛ-25Б |
| 1,6 | АНО-5, АНО-13, ЦЛ-17, ОЗЛ-2, ОЗЛ-3, ОЗЛ-6, ОЗЛ-7, ОЗЛ-8, ОЗЛ-21, ЗИО-8, УОНИ-13/55У |
| 1,7 | ОЗЛ-9А, ГС-1, ЦТ-15, ЦЛ-9, ЦЛ-11, УОНИ-13/НЖ, УОНИ-13/45 |
| 1,8 | ОЗС-11, ОЗЛ-22, ОЗЛ-20, НЖ-13, ВСЦ-4, К-5А |
| 1,9 | АНЖР-2, ОЗЛ-28, ОЗЛ-27 |
Поправочные коэффициенты
Для уточнения расчетов требуются корректирующие коэффициенты. В таблице ниже приведены примеры поправок в зависимости от типа задач:
Сваривание поворотных стыков
| Тип сварки | Тип электрода | Коэффициент |
|---|---|---|
| MMA-сварка | для покрытых электродов | 0,826 |
| TIG-сварка | для электрода плавящегося | 0,93 |
| для электрода вольфрамового неплавящегося | 1 |

Вваривание патрубков, которые располагаются под углом по отношению к основной трубе. Если не указано иное, то угол по умолчанию составляет 90 градусов.
| Угол соединения | Коэффициент |
|---|---|
| 60° | 1,1 |
| 45° | 1,23 |
Вваривание патрубков, которые расположены снизу или сбоку по отношению к основной трубе.
| Тип сварки | Тип электрода | Коэффициент (патрубок сбоку) | Коэффициент (патрубок снизу) |
|---|---|---|---|
| MMA-сварка | для покрытых электродов | 1,12 | 1,26 |
| TIG-сварка | для сварочной проволоки | 1 | 1,35 |
Расход электродов на шов: таблица и норма расчета расхода на 1 м.
О чем данная статья?
- Основные расчетные формулы
- Вычисление дополнительных затрат (поправочный коэффициент)
- Способы экономии
- Виды электродов и их использование
Для того что бы подсчитать расход электродов на шов, необходимо привлекать знающего человека, который разбирается в сварочном деле, потому что мало применять только формулы нужно учитывать специфику работы от которой могут быть дополнительные расходы. Сварщик должен знать методику применяемую в работе и особенности оборудования. Опыт, навыки и знания мастера должны помочь составить правильную смету на работы.

Какие формулы применяются при расчете расхода электродов?
Расчет происходит исходя из нужного материала на сварку и дополнительные затраты: прихватки, правку при помощи холостых валиков. Для расчета расхода электродов на 1 м. шва берется наибольшее количество материала, требуемого в работе.
Количество материала, необходимое на прихваточные работы зависит от используемого материала и считается в процентном соотношении от общей суммы работ.
- до 12 мм — 15%
- более 12 мм — 12%
- до 8 мм — 30%
- более 8 мм — 35%
Вычисление количества электродов необходимое на шов длинной 1 метр применяется для подсчета различных нормативов: детальные, узловые, нормы на изделие или на операции. Все нормы расхода электродов на шов тесно связаны друг с другом. Некоторые конкретные типы и размеры считаются исходя из СНиП.
N=M*K
Сумма расхода(N) для 1м вычисляется умножением объема наплавленного материала(M) на величину потерь(K).
M=S*p*L
Объем присадки необходимый для 1 м. шва(M) считается перемножением поперечного сечения — его площади(S) с плотностью материала(p) и длинной шва(L)
Как вычислить дополнительные затраты (поправочный коэффициент)?
Данный коэффициент — K зависит от применяемых технологий и сложности работ, используемых материалов, режимов и методов сварки. Кроме этого учитываются затраты на угар, объем разбрызгивания и длину огарков, которые вписываются в прилагаемый к материалу паспорт.
λ = (lэ — 50)/(lэ — lо)
Затраты на огарок рассчитываются исходя из его длинны(lo) и длинны электрода(lэ). Для величин, отличных от стандартных применяют поправку.
При сварке смотрят как расположен шов, что дает понять сложность работы. Коэффициенты сложности работ следующие: 1,05 пишут, если шов находится в наклонной поверхности, 1,10 для вертикальных швов, а 1,2 потолочных. Есть стандартные данные по объему использования электродов в которых приведены значения для разных типов. Но независимо от стандартных данных на практике результаты могут отличаться от заданных.
Расход электродов на 1 м шва
Расход электродов на метр можно определить и самостоятельно. Он складывается из массы наплавленного металла и потерь (к ним относится разбрызгивание, образование шлака, огарки). Для начала вычислим массу наплавленного металла по формуле:
Масса = площадь поперечного сечения шва * плотность металла * длина шва
Значения плотности легко узнать из справочной литературы (плотность углеродистой стали — 7,85 г/куб.см, никельхромовой стали — 8,5 г/куб.см). Затем по второй формуле рассчитаем суммарный расход электродов при сварке:
Норма расхода = масса наплавленного металла * коэффициент расхода
Коэффициент расхода зависит от конкретной марки электрода. Эти данные приводятся в нормативных документах, таких как ВСН 452-84 (см. следующий раздел). Чтобы вычислить расход в килограммах на погонный метр (кг/м), нужно принять длину шва в первой формуле за 1 метр.
Коэффициенты расхода электродов
| Коэффициент | Марки электродов |
| 1,5 | АНО-1, ОЗЛ-Э6; ОЗЛ-5; ЦТ-28; ОЗЛ-25Б |
| 1,6 | АНО-5, АНО-13, ЦЛ-17, ОЗЛ-2, ОЗЛ-3, ОЗЛ-6, ОЗЛ-7, ОЗЛ-8, ОЗЛ-21, ЗИО-8, УОНИ-13/55У |
| 1,7 | ОЗЛ-9А, ГС-1, ЦТ-15, ЦЛ-9, ЦЛ-11, УОНИ-13/НЖ, УОНИ-13/45 |
| 1,8 | ОЗС-11, ОЗЛ-22, ОЗЛ-20, НЖ-13, ВСЦ-4, К-5А |
| 1,9 | АНЖР-2, ОЗЛ-28, ОЗЛ-27 |
Поправочные коэффициенты
Для более точного расчета применяют корректирующие коэффициенты. Их полный перечень можно найти в ВСН 452-84. Приводим примеры поправок в зависимости от рабочих задач:
• При сварке поворотных стыков
| Тип сварки | Тип электрода | Коэффициент |
| MMA-сварка | для покрытых электродов | 0,826 |
| TIG-сварка | для электрода плавящегося | 0,930 |
| для электрода вольфрамового неплавящегося | 1 |
• При вваривании патрубков, расположенных под углом к основной оси трубы (по умолчанию величина угла принимается за 90°)
| Угол соединения | Коэффициент |
| 60° | 1,1 |
| 45° | 1,23 |
• При положении патрубков сбоку или снизу по отношению к основной трубе
| Тип сварки | Тип электрода | Коэффициент (патрубок сбоку) | Коэффициент (патрубок снизу) |
| MMA-сварка | для покрытых электродов | 1,12 | 1,26 |
| TIG-сварка | для сварочной проволоки | 1,0 | 1,35 |
Что поможет сэкономить средства?
Для более точного расчета сметы на работы необходимо проводить практические пробные работы, позволяющие точно сосчитать расход. Но нужно учитывать погрешность и брать запас 5-7%. Для экономии материалов нужно правильно настраивать оборудование: силу тока и его напряжение, и следовать правилам. Сэкономить иногда получается за счет наклона руки под другим углом.
Иногда используются прерывистые швы, где не нужно полного соединения. Они экономят средства и время. Экономия еще может достигаться за счет применения автоматической сварки, которая сокращает объем поперечного сечения. Можно сэкономить на 30%, если следовать вышеуказанным параметрам.
Для чего нужны те или иные электроды?
Для сварки сталей содержащих углерод и низколегированных применяют электроды: Э38, Э42, Э46, Э50, Э42 А, Э46 А, Э50 А. У данных электродов на разрыве самая высокая точка прочности — 490 МПа. Для этих работ также применяют электроды приделом прочности более 490 и до 588 МПа Э55,Э60.
для стали легированной более высокой прочности применяют электроды марок: Э70, Э85, Э100, Э125, Э15. Они более 588 МПа.
Для устойчивых к теплу сталей применяют электроды, например, Э-09 М, Э-09МХ, Э-09 Х1.
При сваривании сталей с особыми характеристиками и высокой легированностью нужны электроды Э — 12 Х 13, Э — 06 Х13Н, Э — 10 Х 17Т.
Для припления верхних слоев с нестандартными характеристиками используют 44 вида электродов, например, Э — 10 Г2, Э — 10 Г3, Э — 12 Г4.
Расчет расхода электродов на 1 метр шва: таблица и калькулятор
 Дуговая электрическая сварка деталей включает два основных компонента. Первый это соединяемые металлические изделия, второй — дополнительный металл который их соединяет.
Дуговая электрическая сварка деталей включает два основных компонента. Первый это соединяемые металлические изделия, второй — дополнительный металл который их соединяет.
При этом важно определить оптимальный расход электродов на 1 м шва калькулятор для расчета, которого сегодня можно найти в сети интернет.
Причина здесь не только финансовая, но и технологическая. Вес соединительного металла утяжеляет готовое изделие, и эта величина может доходить до 1,5% от ее начального веса.
Если для статических элементов это не принципиально, то для движущихся механизмов может оказаться существенными, даже критическими.
От чего зависит?
Затраты на электроды, сварочную проволоку и т.п. используемых при соединении элементов конструкции, потребление электрической энергии, главным образом влияет сечение сварочного шва.
В свою очередь этот показатель зависит от того, каким именно образом выполняется сварка, какую толщину имеет металл, качество подготовки деталей.
[stextbox Даже небольшое увлажнение электродов резко повышает расход, снижает качество шва, затрудняет работу. Храните материалы исключительно в сухом месте, в упаковке предотвращающей попадание воды.[/stextbox]
Как правило, основную характеристику — катет шва, от которого зависит его сечение, задает проект. Отсюда определяется нужный диаметр сварочного материала, сила сварочного тока и пр.
Если мы внимательно рассмотрим процесс электросварки, то убедимся, что далеко не весь вносимый металл используется. Часть его испаряется пламенем дуги, часть разбрызгивается, знакомыми всем сварочными искрами.
Какое-то количество металла связывается в покрывающем шов шлаке, образованном расплавленной обмазкой и окислами. Эти потери определяют словом «угар».

Наконец, сама технология процесса предполагает удерживание электрода. Соответственно часть его остается неиспользованной. Такой кусочек техническом языком называют «огарок», длина его около 50 мм.Часть этих расходов зависит от расположения и длины шва. Так же потери выше, когда приходится варить множество отдельных участков, к примеру, при сварке арматуры, чем один длинный шов.
Практический и теоретический расчеты
Рассчитать расход можно двумя способами:
- теоретическим;
- практическим.
В первом случае, используют нормативные данные с той или иной степенью приближения. Самым простым вариантом будет воспользоваться ведомственными нормами расхода зависящих от вида конструкции (табл. 1). Расчет приводится к тонне готовых изделий.

Метод используют его с практическими целями, для приблизительного расчета расходных материалов для изготовления той или иной конструкции.
Более точные данные дают строительные нормы ВСН 416-81. Нормы представляют сборник эмпирических данных, сведенных в таблицы. Они составлены для большинства применяемых видов стыка трубы, формы шва, вида расходных материалов.
Не менее точный результат дает расчет с использованием формул, куда вводят различные поправочные коэффициенты.
Суть практического метода — полевые замеры реальной работы. Сюда входит качество расходников, тип и возможности сварочного оборудования, квалификация работников и т.д. Метод требует не одного часа затрат труда и материалов. При этом результаты его подходят деталям, близко соответствующим образцам.
Погрешности
Сами вычисления не могут быть неточными. Но вот исходные данные — вполне.
- Табличные значения принимают по усредненным показателям, практически могут отличаться в разы.
- Данные, вводимые в формулы, определяются замерами. При этом, возможны как погрешности самих приборов, так и методов измерения.
- Данные образцов не совпадают. Это вызвано разной точностью подготовки, отклонениями размера шва и т.п.
Все перечисленные отклонения способны накапливаться и на практике доходят до 5-7%. Именно это количество сварочного материала рекомендуется иметь как резерв.
Формулы, используемые при расчетах. Поправочные коэффициенты
Формула, которая применяется для расчета нормы расхода выглядит следующим образом:
где НЭ – сам расход, который нужно определить; GЭ – удельная норма; LШ – длина шва в метрах.
GЭ рассчитывают по формуле (2): GЭ = kр * mн. Здесь: kр – поправочный табличный к-т, учитывающий потери за счет угара, устройства «холостых валиков» (поправочная наплавка), огарки, предварительные прихватки и пр. Зависит его величина от группы и марки расходников (таблица 2)

(3) mн = ρ * Fн, Где ρ – удельная плотность стали. В зависимости от типа расходников ее принимают:
Величину mн – вес (массу) наплавленного металла, определяют по формуле:
- 7,5 гр/см 3 (7500 кг/м 3 ) при использовании сварочной проволоки, тонкопокрытых или голых стержней;
- 7,85 гр/см 3 (7850 кг/м 3 ), для толстопокрытых электродов.
Fн – поперечное сечение наплавленного металла шва см 2 . Значение вычисляют по табличным данным из ГОСТ 5264-80, либо с помощью самостоятельных замеров.
Сколько размещается в 1 кг?
Как правило вес пачки точно не регламентируется, однако обычно, эта величина составляет 1, 5, 6 или 8 кг. Точный вес указан на самой упаковке.
В зависимости от диаметра стержня, пачка содержит разное количество изделий. Если эта величина не указана в этикетке, ее можно посчитать исходя из веса одного стержня.
При отсутствии под рукой таблицы, сориентироваться можно следующим образом. Умножаем длину (обычно 45 см) на площадь сечения, определяемую по формуле площади круга: S=πR 2 . Полученный результат перемножаем с объемным весом стали 7,85 гр/см 3 .
Вес электрода диаметром 4 мм составит около 61гр. Разделив 1 кг, на 0,06 получим 16 шт.
Расход на тонну металлоконструкции
 На практике нередко нужен расход электродов на 1 тонну металлоконструкций при этом калькулятор онлайн может оказаться недоступен.
На практике нередко нужен расход электродов на 1 тонну металлоконструкций при этом калькулятор онлайн может оказаться недоступен.
Крайне приблизительно ее можно принять, как 0,9 — 1,2% массы изделия. Более точные данные нам даст таблица 1 (см. выше).
Достаточно точные данные получают расчетом. Для этого, необходимо посчитать все сварные швы конструкции, а затем воспользоваться формулой, приведенной ранее (1).
Но самый надежный метод — по фактическим затратам. Он применим, когда выполняется изготовление серии однотипных сварных изделий.
При этом, самое первое изделие изготавливают, максимально соблюдая технологические нормы:
- оптимальный сварочный ток;
- диаметр электрода;
- подготовку места сварки, включая снятие фаски под нужным углом.
Одновременно ведут точный учет расхода стержней (или проволоки). Полученные данные делят на вес конструкции и соотношение используют далее, как эталон.
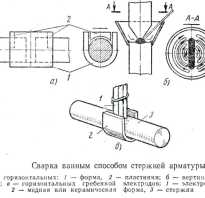
При сварке труб
Определить сколько нужно электродов на 1 м шва при сварке резервуаров, трубопроводов, других криволинейных поверхностей выполнить сложнее, чем для ровных швов. Для получения данных в таких расчетах, на практике используют таблицы ведомственных норм ВСН 452-84.
Здесь приведены данные о массе наплавляемого металла с учетом формы шва, толщины стенки трубы, а также группы электродов.
Как выглядит такая таблица можно увидеть на рисунке (таблица 3)

Снижение затрат
Для небольших бытовых работ затраты на расходники при дуговой сварке составляют относительно небольшие суммы. Поэтому, увеличение по какой-либо причине количество затраченных материалов мало что меняет.
Другое дело, когда речь о сварочных работах на крупной стройке, или ремонтном цехе. Здесь перерасход в доли процентов оборачивается тысячными убытками.
Мероприятия, направленные на снижение расходов при сварочных работах, ведут по следующим направлениям:
- Повышение квалификации персонала
- Качество сварочного оборудования, своевременное его обслуживание, ремонт и регулировка при необходимости.
- Улучшение качества используемых материалов, подготовки мест соединений.
- Использование новых технологий, замена, где это возможно, ручной сварки автоматической и полуавтоматической.
[stextbox В. сварщик со стажем 22 года: «Опытный сварщик даже на худшем оборудовании, сырыми электродами израсходует их меньше, чем новичок. Разумеется, это не исключает необходимость соблюдения технологии».[/stextbox]
Заключение
 Расчет количества электродов при сварке лишь малая часть задач, которые приходится решать при сварочных работах. Если подход к делу не формальный, а профессиональный, результатом будет высокое качество при оптимальных затратах.
Расчет количества электродов при сварке лишь малая часть задач, которые приходится решать при сварочных работах. Если подход к делу не формальный, а профессиональный, результатом будет высокое качество при оптимальных затратах.
Главное, чтобы мероприятия по снижении расходов не выполнялись за счет ухудшения условий работы. Практика показывает, что такая экономия в конечном итоге оборачивается лишь убытками.
Норма расхода электродов при сварке труб
 Расход электродов при сварке влияет и на продолжительность, и на производительность рабочего процесса. Ведь отработавший свое штучный электрод нужно заменить новым источником присадочного материала. Поэтому опытные сварщики держат под руками достаточное количество электродов.
Расход электродов при сварке влияет и на продолжительность, и на производительность рабочего процесса. Ведь отработавший свое штучный электрод нужно заменить новым источником присадочного материала. Поэтому опытные сварщики держат под руками достаточное количество электродов.
Причем электроды еще нужно приготовить, прокалив в сушилке не менее полутора-двух часов. И в этой статье мы расскажем вам, как определяется это «достаточное количество».
Вводные параметры
В качестве вводных данных при расчете количества расходуемых электродов фигурируют следующие параметры:
· Масса наплавки – вес металла, заполняющего стыковочный шов. Точный расчет наплавки приводится в технологической карте процесса сварки. А согласно грубым расчетам масса наплавки равна 1-1,5 процентам от общего веса металлоконструкции.
· Габариты сварочного шва, а точнее его длина. Ее измеряют с помощью рулетки по длине стыка. Причем результаты измерения нужно умножить на количество швов в разделе. Ведь глубокие стыки заваривают двумя-тремя швами, которые накладываются последовательно или параллельно.
· Нормы расхода на один погонный метр сварочного шва. Этот параметр определяется, исходя из множества критериев. Поэтому подробную методику определения норм мы приведем ниже по тексту.
Норма расхода электродов на сварку

Норма расхода – это масса наплавки в сварочном шве длиной в один метр.
Причем существуют следующие нормы расхода:
· Операционная, которая вычисляется в зависимости от типа сварочной операции.
· Детальная, которую вычисляют по массе наплавки в процессе сварки одной детали.
· Узловая, которую вычисляют по массе наплавки в процессе сварки конкретного узла металлоконструкции.
То есть, на конкретную норму расхода влияет и технология сварки, и форма сварочного шва и общее количество швов в металлоконструкции, и многое другое. Поэтому конкретные нормы расхода нужно определять либо по теоретическим выкладкам (формулам), либо по практическим наблюдениям.
Расход электродов при сварке труб – теоретические расчеты
Теория процесса расчета расхода электродов заключается в вычислении нормы расхода на один метр шва и делении этой величины на вес одного электрода. В итоге мы получаем норму расхода не в килограммах наплавки, а в поштучном исчислении количества электродов. После этого поштучная норма умножается на метраж, и результат округляется до целого значения (в большую сторону).

Норма расхода в килограммах определяется по массе наплавленного металла: объем раздела длинной в один метр умножается на плотность металла. Причем для упрощения расчета объем раздела можно вычислить, как объем цилиндра с диаметром, равным большей (внешней) стороне стыка.
Полученное значение увеличивают в 1,4-1,8 раза (поправка на огарки от электродов). Причем каждая из шести групп электродов имеет свое значение упомянутого коэффициента. Поэтому конкретные цифры стоит поискать в справочнике.
Формула подсчетов расхода выглядит следующим образом:
Н=Мк,
Где Н – это нормированный расход на метровый сварочный шов, М — это масса наплавленного металла в шве, к — это коэффициент поправки на огарки.
Сварка электродом — расход на практике
Если вы не сторонник сложных вычислений, то наилучшим способом определения расхода электрода для вас будет следующая методика:
· Вы берете две детали из нужного вам материала и один электрод нужного вам типа.
· Детали размещаются на сварочном столе в определенном положении, которое будет характерно для реальной сварочной операции. То есть вы имитируете условия формирования нижнего, вертикального или полочного шва.
· После этого вам остается только заварить стык между деталями, используя для этих целей один электрод.
· Далее, вы промеряете длину сварочного шва, который получили с помощью одного электрода.
Полученное значение – длину шва из одного электрода – сопоставляют с общей длиной сварочных швов, выходя на рекомендуемое количество прутков с присадочным материалом.
Указанный способ работает ничуть не хуже, чем табличный расчет. А если повторить этот эксперимент три-четыре раза, то среднее значение окажется намного точнее. Но в любом случае отклонения практического способа от теоретического вычисления расхода – малозначительны.
Нормы расхода электродов
Сварка в промышленных масштабах, как и другие работы, предусматривает расчет сметы. Планируемые траты на сварочный материал должны соответствовать требованиям и значениям, которые указываются в Ведомственных строительных нормах 452-84. Точный предварительный подсчет позволит оптимизировать объемы используемой электродной продукции, а в промышленных масштабах это могут быть весьма значительные цифры.
 Актуален вопрос и для тех, кто часто выполняет сварку в быту, – вряд ли хочется переплачивать за покупку материала, если можно сэкономить в процессе использования. Как рассчитать расход электродов? Поговорим об этом в дальше.
Актуален вопрос и для тех, кто часто выполняет сварку в быту, – вряд ли хочется переплачивать за покупку материала, если можно сэкономить в процессе использования. Как рассчитать расход электродов? Поговорим об этом в дальше.
Что учитывать при расчете расхода электродов?
Существует несколько параметров, которые наиболее важны для подсчета расходуемого материала:
- масса наплавки металла на соединение – этот показатель должен быть не более 1–1,5% от веса готовой конструкции;
- протяженность сварного шва и его глубина – чем выше оба значения, тем больше нужно электродов;
- количество свариваемых деталей, частота швов (например, при соединении арматуры);
- общий вес наплавки на 1 погонный метр. Такие данные представлены в упомянутом справочном документе – Ведомственных строительных нормах 452-84;
- тип сварки – в нашем случае речь идет о ручной дуговой (ММА/РДС).
Масса наплавки на 1 м. п. – нормативный термин, используемый при выполнении работ промышленного масштаба.
Методика вычислений
На практике используется несколько способов того, как рассчитать электроды по определенным формулам.
 1. Первый теоретический расчет осуществляется по коэффициенту (ниже приведена таблица коэффициентов для разных видов и марок изделий). Формула выглядит следующим образом:
1. Первый теоретический расчет осуществляется по коэффициенту (ниже приведена таблица коэффициентов для разных видов и марок изделий). Формула выглядит следующим образом:
Н = М * К, где
М – масса всей свариваемой конструкции
К – значение коэффициента (дается в ВСН 452-84)
Н – масса расходуемых электродных стержней
2. Вторые вычисления позволяют вычислить вес наплавленного металла. Формула несколько более сложная, здесь также необходимо воспользоваться справочником и замерить соединительный шов.
G = F * L * M, где
М – масса прутка в кубических сантиметрах
L – протяженность сварочного шва
F – площадь поперечного сечения
Практический расчет производится по второй формуле. При этом, чтобы сравнить его точность, сварщик выполняет пробные проходы. Испытательную сварку в этом случае рекомендуется выполнить 3–4 раза, при этом каждый раз зафиксировать:
- длину огарка;
- длину сварного соединения;
- напряжение и величину тока в процессе.
Благодаря тестам показатели будут наиболее точными как для бытовых, так и для промышленных масштабов (на тонну металлоконструкций).
Как посчитать электроды в штуках
Для этого также существует отдельная формула – она актуальна при небольших работах, когда не хочется переплачивать за лишнюю коробку. Она выглядит так:
НОП = 103ML/МЭ, где
L – длина отрезка
МЭ – масса расплава стержня в граммах (указывается в ВСН 452-84)
Масса указывается здесь только за один проход. Но так как их может потребоваться несколько, формула выглядит несколько иначе:
как НМП = (103M — m)L/МЭ, где
m – масса расплава одного стержня при формировании корневого шва.
Как добиться уменьшения расходов электродов
 Снизить затраты помогут некоторые рекомендации. Часть из них имеют универсальный характер и касаются правильного подбора относительно марки и других параметров. Другие советы актуальны для частных случаев.
Снизить затраты помогут некоторые рекомендации. Часть из них имеют универсальный характер и касаются правильного подбора относительно марки и других параметров. Другие советы актуальны для частных случаев.
- Выбор стержня оптимального диаметра и типа покрытия для конкретных сварочных работ – с учетом состава основного металла, толщины детали, пространственного положения и других показателей.
- Применение инверторов. Устройства хороши тем, что позволяют точно настроить параметры (нужную полярность, силу тока и прочее), исключив перегрев и залипание электрода и снижая разбрызгивание металла до нормативных показателей.
- Унифицированные электродержатели для РДС (ГОСТ 14651-78) – они позволяют до минимума уменьшить длину огарка и задействовать полезную длину стержня в максимальной степени.
- Использование электродов с повышенной концентрацией железного порошка в обмазке (например, таких как АНО-1). Благодаря им увеличивается проплавляющая способность электродуги, хорошо варятся стыковые соединения даже с расширенными и нерегулярными зазорами.
- Подбор, при необходимости, не универсальных, а специализированных электродов – например, в случае, когда необходимо сделать глубокий провар корневого шва.
- Использование манипуляторов (сборочных кондукторов) – актуально для сварки в нижнем положении (трубы, профиль и т. д.).
- Соблюдение условий транспортировки и хранения – обще требование, от которого зависит сама возможность выполнять качественную сварку.
- Применение автоматических или полуавтоматических сварочных аппаратов. Если потери при ручной дуговой сварке из-за разбрызгивания металла могут составлять до 5%, то автоматизация процесса позволяет снизить их в два раза. Но применение таких машин ограниченно – они имеют большой вес и габариты, поэтому не подходят, например, для монтажных работ.
- И еще один универсальный совет, который нельзя игнорировать, – покупайте только сертифицированную продукцию. Сертификат соответствия – гарантия заводского качества, которая позволить избежать не только проблемы высокого расхода материала, но и многих других.
И еще один универсальный совет, который нельзя игнорировать, – покупайте только сертифицированную продукцию. Сертификат соответствия – гарантия заводского качества, которая позволить избежать не только проблемы высокого расхода материала, но и многих других.
Образцовым качественным показателям соответствует продукция Магнитогорского электродного завода. МЭЗ предлагает высокопроизводительные сварочные электроды для ММА, которые при правильном соблюдении техпроцесса позволят оптимизировать производственные затраты не в ущерб качеству результата.
Коэффициент расхода сварочных материалов
Коэффициент расхода
Марка электрода
Виды и марки свариваемых сталей и сплавов. Особенности