Самодельный аппарат точечной сварки своими руками
Мини аппарат для точечной сварки с напряжением питания 12V

Здравствуйте. В этой статье я расскажу, как изготовить простой аппарат для точечной сварки с питанием от 12V. Большинство деталей необходимых для сборки устройства можно достать из неисправных импульсных блоков питания или плат старых телевизоров и мониторов.
Материалы и инструменты:
— макетная плата или фольгированный текстолит;
— ферритовое кольцо;
— два полевых транзистора IRF3205 или аналогичные;
— два резистора 5,6 кОм;
— два резистора 470Ом 2 Вт;
— два стабилитрона на 6,2V;
— два ультрабыстрых диода HER108;
— конденсатор 0,68мкФ;
— металлопорошковое кольцо для дросселя;
— обмоточный провод диаметром 0,4-0,7 мм;
— обмоточный провод диаметром 1-1,5 мм;
— припой;
— канифоль (либо другой флюс для пайки радиокомпонентов);
— монтажные провода;
— кусачки;
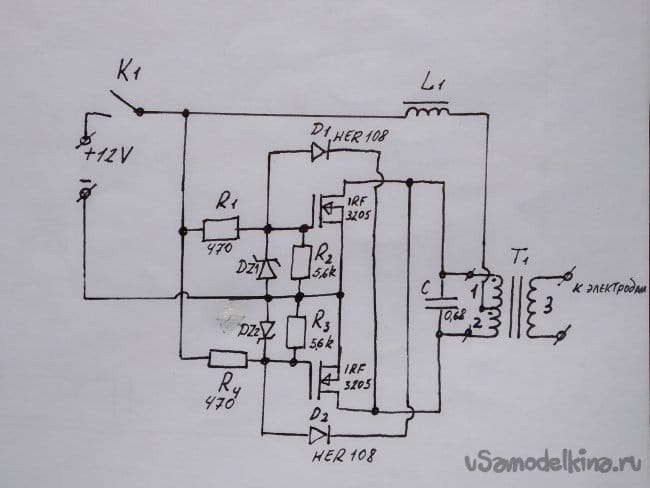


На схеме можно видеть два диода D1 и D2 это ультрабыстрые диоды, как следует из названия, их отличие состоит в гораздо большей скорости срабатывания, чем у обычных выпрямительных диодов. Я использовал диоды HER108, но их можно заменить аналогами UF1004, UF1007, HER308 или д.р. При выборе диодов следует обратить внимание на такой параметр как время восстановления этот показатель должен быть меньше 100 нс.
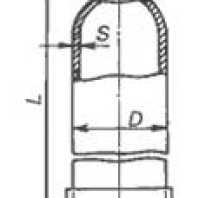
Сборку устройства можно начать с намотки трансформатора. В качестве сердечника использованы два ферритовых кольца М2000НМ1-Б габаритами 31х18,5х7.




Количество витков может быть меньше (но желательно не менее семи), а сечение провода больше это зависит от остальных элементов схемы. В случае если в готовом устройстве дроссель сильно нагревается во время работы, следует увеличить сечение провода и/или уменьшить количество витков.
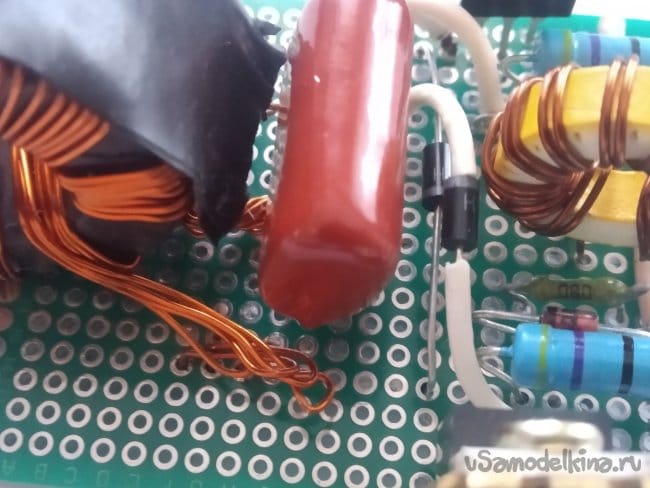
Далее следует перейти к сборке схемы на плате. Сборку схемы лучше производить от центра платы к краям. Чтобы уже установленные детали не мешали установке последующих.


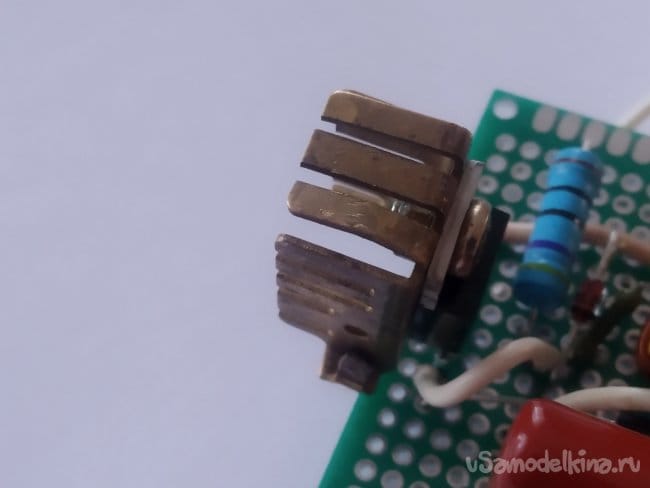
Важно помнить, что металлическая подложка транзистора, к которой крепится радиатор, представляет собой единое целое со стоком транзистора. Поэтому при использовании общего радиатора для обоих транзисторов необходимо между корпусом полупроводникового прибора и радиатором устанавливать изолирующую подложку в противном случае произойдёт короткое замыкание. Так же даже используя раздельные радиаторы, следует следить, чтобы радиатор не соприкоснулся с дорожками на плате или выводами других элементов.
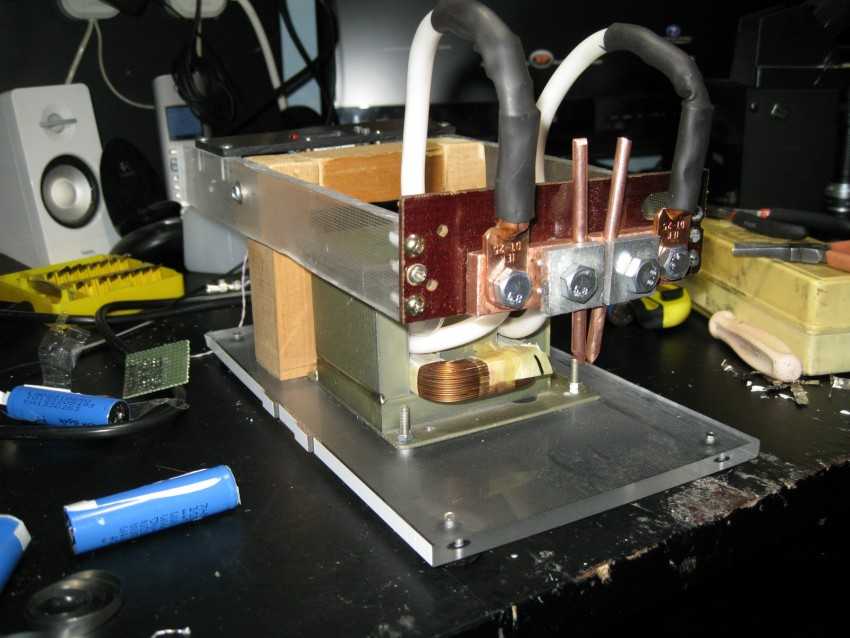
Далее можно перейти к изготовлению вторичной обмотки трансформатора. Она состоит из одного витка тремя жилами обмоточного провода диаметром 1 мм. От количества витков и сечения провода во вторичной обмотке, зависит выходной ток и напряжение. Поэтому я специально не стал закреплять вторичную обмотку при помощи эпоксидного клея или изоленты, для того что бы в случае необходимости иметь возможность легко изменить количество витков или сечение провода, изменяя выходные характеристики устройства. На выводы обмотки установлены винтовые зажимы.
Точечная сварка своими руками: как делается самодельный аппарат для контактной сварки
В бытовом применении точечная сварка используется реже, чем дуговая. Бывают случаи, когда без нее трудно обойтись, но если брать во внимание цену подобных устройств, то целесообразность ее приобретения ставится под сомнение. В данном случае можно найти другой выход, и разобрать пример, как сделать точечную сварку своими руками. Для радиолюбителя в домашних условиях сконструировать подобный прибор не сложно. Но прежде нужно разобраться в особенностях ее работы.

Краткое содержимое статьи:
Как работает контактная сварка
Это термомеханический тип сварки. Перед началом работы, сварные детали устраивают в нужное положение. Далее каждая их часть фиксируется между аппаратными электродами, под их действием детали сжимаются.












Ток, проходящий по электродам, раскаляет детали, и в этом месте образуется сплав. Он и есть соединяющий элемент двух деталей. Аппараты подобного типа на производстве имеют высокую производительность. Они за минуту способны сделать 600 сварных точек.

Но, чтобы поверхности раскалились, и начали плавиться, на них подают электрический ток огромной силы. Такой импульс приводит к практически мгновенному плавлению металлов. Его продолжительность зависит от вида сплавляемых металлов. Обычно временной диапазон составляет 0,01-0,1 секунды.
При этом расплавленные поверхности металлов образуют между собой сварочную каплю, которая должна застыть. Для этого сварные детали держаться сдавленными некоторое время. Расплавленная капля в этот момент образует своеобразную кристаллическую решетку.
Давление в этом процессе играет важную роль. Оно не дает расплавленной капле растекаться по площади деталей, таким образом, скрепляясь в одной точке. Силу сдавливания постепенно уменьшают, тогда лучше схватывается сварка. Данный работа требует чистых поверхностей деталей.












Поэтому перед работой предполагаемое место сварного шва обрабатывается специальным раствором. Так снимается элементы коррозии, и других оксидных пленок. В итоге получается шов высокого качества.

Конструкции самодельных устройств
Разберем устройство аппарата точечной сварки на примере. Подготовим радиоэлементы, и другие детали:
- Электрический преобразователь;
- Медный кабель, с диаметром сечения не менее 10мм;
- Электроды медного типа;
- Прерыватель;
- Несколько наконечников;
- Болты;
- Корпус.





















Сборка аппарата
Это основные детали конструкции. Теперь рассмотрим схему для изготовления аппарата точечной сварки. В интернете их встречается не мало. И каждая имеет свой набор радиодеталей. Но главная схожесть всех схем – в простоте, и малой мощности.

Поэтому самодельные устройства пригодны только для мелких бытовых работ. Они смогут сварить тонкие листы железа, или жилы проводов. Для печатной платы понадобятся элементы:
- Переменный резистор – 100Ом;
- Конденсатор – 1000мКф, от 25В;
- Тиристор;
- Пара диодов – Д232А;
- Несколько диодов – Д226Б;
- Предохранитель – F (плавкого типа).

Следующий этап сборки аппарата для сварки своими руками, заключается в конструировании трансформатора TR1. В его основе применяется железо Ш40, необходимая толщина пластин составляет 70мм. Конструкция имеет две обмотки. На обмотку первичного типа применяется проводник ПЭВ2, с сечением 0,8мм. Далее наматывается 300 витков.

Вторичная обмотка делается многожильным медным кабелем, и сечением 4мм. Число витков не превышает 10.
Для второго трансформатора TR2 ручной работы не потребуется. Его можно заменить любым слабым преобразователем мощностью 5-10В. Его вторичная обмотка должна на выходе иметь не более 5-6В. На третьей обмотке должно выходить до 15В.






Проделав данную сборку, можно получить аппарат мощностью до 500А. Длительность импульса не превысит – 0,1сек, но только в том случае, если номиналы сопротивления и конденсатора, будут совпадать с теми, что на схеме. Мощность самодельной точечной сварки позволит сваривать металлические листы толщиной не более 0,2мм, а так же стальную проволоку диаметром 0,3мм.
Виды самодельных аппаратов точечной сварки различаются в основном по мощности. Некоторые модели способны выдать силу тока до 2000А, что позволяет сваривать стальные листы толщиной до 1,1мм, и стальные провода диаметром до 3мм.
Как своими руками собрать самодельную точечную сварку — инструкция

Изготовить самодельную точечную сварку несложно самостоятельно.
Производятся похожие механизмы в нескольких вариациях:
- Портативные
- Компактные
- Габаритные
- Сварочный процесс: схема изготовления
- Сварочный аппарат в домашних условиях
- Производство сварочного оснащения: инструкция.
- Электроды для точечной сварки
Сварочный процесс: схема изготовления
При самостоятельной сборке аппарата необходимо учитывать закон Джоуля-Ленца (Q=I² Х R Х t), в котором говорится: тепловая энергия выделяется в проводниках в определённом количестве пропорционально их сопротивлению, коэффициенту силы тока во времени и в квадрате.
Специалисты советуют уделять должное внимание самодельному механизму, учитывать большую потерю энергии в тонких проводах, использовать электроцепь высокого качества.
Виды контактной сварки:
- Шовная
- Точечная
- Стыковая
В точечной сварке технология аппарата основана на тепловом воздействии тока. Это обеспечивает сварку детали как в одной, так и в нескольких точках.
Размер и особенности структуры контактной поверхности электрода имеют отличия. Это влияет на уровень прочности соединений.
Перечислим несколько существующих ступеней в технологии точечной сварки:
- Совмещаемые компоненты соединяются и размещаются между электродами устройства. Следует расположить компоненты плотно прилегая друг к другу. Это обеспечит формирование уплотняющего пояса возле расплавленного ядра, что не позволит выплёскивание раскалённого метала во время импульса.
- Следующий шаг — нагревание деталей. Они становятся термопластичны, что даёт возможность их видоизменения. Сделать сварку высокого качества возможно в домашних условиях, главное – соблюдать ключевые принципы технологии: поддерживать скорость движения электродов, постоянную величину давления и плотное соединение всех частей.
При прохождении тока образуется импульс, который обеспечивает нагревание сварочного аппарата и позволяет расплавить металл в точках соприкасания с электродами.
Затем образуется общее ядро жидкой консистенции 4-12 мм в диаметре. После воздействия тока на детали, они будут надёжно держаться до охлаждения ядра и его дальнейшей кристаллизации.
Бытовая эксплуатация самодельной точечной сварки позволяет обеспечить машинальную прочность металлических швов без больших расходов, но создать герметичные швы не позволяет.
Государственный стандарт регламентирует технику безопасности, рабочий процесс и сварочное оборудование.
Сварочный аппарат в домашних условиях

На большую мощность самодельного аппарата точечной сварки располагать не стоит: устройство может работать с металлической проволокой 0,3 мм в диаметре; со стальным листом 0,2 мм в толщину.
Конфигурация позволяет приварить наиболее тонкие составляющие из фольги и совершать сварку термопар.
Производят электрод из пистолета с лёгким усилием, что необходимо для прижима объектов небольших габаритов.
Технология производства самодельной точечной сварки не сложная: электрод подключается податливым кабелем ко вторичной трасформаторной обмотке, при этом к нижнему концу следует подключить наиболее массивную часть.
Здесь потребуются выпрямительные мосты, тиристор подключается ко второй детали моста. Открытие первой детали благоприятствует достаточному напряжению у трансформатора к первичной обмотке.
Сварочные клещи заменяются пистолетом, и первый элемент соединяется с концом вторичной обмотки на трансформаторе. При этом второй конец надёжно крепится к аппарату.
Однофазный или трёхфазный ток питает клещи, что позволяет им функционировать. Трансформатор, питающий клещи, снабжает током в несколько кА.
Управляется тиристор нажатием кнопки на рукоятке пистолета. Конденсатор заряжается при подключении к сети добавочного источника (выпрямительных мостов или трансформаторов).
Тиристор закрывается, механизм включается и остаётся открытым до тех пор, пока конденсатор не разрядится.
Отрезок времени, за который конденсатор может разрядиться, регулируется переменным резистором. Кнопка нажимается — формируется следующий импульс и конденсатор заряжается. При повторном нажатии кнопки процесс запускается сначала.
Продолжительность процесса в самодельном устройстве не превышает 0,1 секунду из-за номинала резистора и конденсатора, сила сварочного тока —300-500 Ампер, при этом мощность невелика — 5-10 Ватт. Этих параметров хватит для работы с объектами небольших габаритов.
Самодельная точечная сварка может быть создана из стального трансформатора с толщиной набора 70 мм. При первичной обмотке используется провод ПЭВ-2 0,8 с 300 витками, при вторичной — многожильный провод 4мм в диаметре.
Производство сварочного оснащения: инструкция.

По мнению экспертов, в качестве основы оборудования следует выбрать трёхфазный понижающий трансформатор.
С катушки снимаются вторичные обмотки, первичные провода и сердечник оставить в первостепенном виде, среднюю проводку обвернуть тем же материалом с 8-10 витками на выходе.
Для самостоятельного производства сварочного оборудования нужен кабель 25 м, медная труба 10-12 мм в диаметре, диск по металлу и болгарка.
Необходимо обеспечить заполнение обоих катушек, находящихся по краям, осторожно намотав вторичную обмотку, используя силовой многожильный трёхфазный кабель. Гибкий провод проводит намотку без надобности разборки оборудования.
Параметры проводов в кабеле — 6-8 мм в диаметре. Один из них должен быть более тонким, но с хорошей изоляцией и устойчивым к мощности тока. Для производства устройства 25 м кабеля. По надобности его можно поменять на провода с меньшим сечением.
Эту работу эффективнее проделывать вдвоём: один человек займётся протягиванием провода, второй – укладкой витков. Для изготовления клеммы нужна труба из меди длиной 30-40 мм и 10-12 мм в диаметре.
Одна её часть разнимается, что образует пластину, в которой проделывается отверстие до 10 мм в диаметре; в другую часть вставляются заранее зачищенные провода. Эксперты советуют обжать провода молотом.
Контакт улучшится, если на наружной стороне трубы проделать несколько насечек.
Новые крепёжные элементы с резьбой М10 заменяют имеющиеся в верхней части трансформатора винты и гайки, к которым далее прикрепляются клеммы от вторичной обмотки.
В текстолитовой плате необходимо проделать 11 отверстий (не более 6 мм в диаметре) для винтов с гайками и шайбами; и основательно прикрепить её к поверхности трансформатора. Данные составляющие обеспечат вывод первичной обмотки.
Электродержатель производится из ¾ трубы 25 см в длину. По углам необходимо сделать выемки, а к держателю приварить кусочек проволоки из металла небольшого размера.
На обратной стороне проделывается отверстие и присоединяется отрезок кабеля, как при вторичной обмотке. Затем нужно изолировать трубу резиновым шлангом.
Электроды для точечной сварки
Сделанная в домашних условиях самодельная точечная сварка годится для небольшого объёма работы. Аппарату рекомендуется дать остыть поработав с 10-14 электродами.
Отличие многоточечного оборудования от его аналогов –работа с металлическими заготовками определённой формы и размера.
Многоточечные аппараты встречаются редко, но универсальны для контактного спаривания элементов. Переналадить его под силу только экспертам.
Контактное сваривание деталей невозможно при отсутствии электродов из сплавов, имеющих высокий уровень теплопроводности.
Электроды благоприятствуют сжатию металлов и проводят ток на поверхность элементов. Уровень концентрации тепла зависит от наконечников – тонкие механизмы спешно изнашивают себя и нуждаются в постоянной подточке.
Имеется несколько форм выпускаемых наконечников.
Продолжить срок наконечников возможно, следуя нижеперечисленным советам:
- Электроды подбирают, соответствуя критериям используемого в
работе металла; - Максимально обеспечить их сохранность;
- Для тяжёлой сварки использовать более массивные
наконечники; - Использовать водяную рубашку.
Эксперты советуют не подпиливать наконечники по причине возникновения неровностей, что в целом отрицательно повлияет на качество работы.
Контактная точечная сварка своими руками
Аппараты для точечной сварки не так часто используются в быту, как дуговые, но иногда без них невозможно обойтись. Учитывая, что стоимость такого оборудования начинается от $450-$470, рентабельность его покупки вызывает сомнения.
 Бытовой аппарат для точечной сварки CBA-1,5AK
Бытовой аппарат для точечной сварки CBA-1,5AK
Выход из такой ситуации – контактная точечная сварка своими руками. Но, прежде чем рассказать, как самостоятельно сделать такое устройство, давайте рассмотрим, что представляет собой точечная сварка и технологию ее работы.
Кратко о точечной сварке
Данный тип сварки относится к контактным (термомеханическим). Заметим, что к такой категории также относят шовную и стыковую сварку, но их реализовать в домашних условиях не представляется возможным, поскольку для этой цели понадобится сложное оборудование.
Сварочный процесс включает в себя следующие этапы:
- детали совмещают в необходимом положении;
- закрепляют их между электродами аппарата, которые прижимают детали;
- производится нагрев, в результате которого за счет пластического деформирования детали прочно соединяются между собой.
Производственный аппарат точечной сварки (такой как показан на фото) способен в течение минуты совершить до 600 операций.
 Оборудование для машинной точечной сварки
Оборудование для машинной точечной сварки
Технология процесса
Чтобы нагреть детали до необходимой температуры, на них подается кратковременный импульс элетротока большой силы. Как правило, импульс длится в от 0,01 до 0,1 секунды (время подбирается исходя из характеристик металла, из которого изготовлены детали).
При импульсе металл расплавляется, и между деталями образовывается общее жидкое ядро, пока оно не застынет, свариваемые поверхности необходимо удерживать под давлением. Благодаря этому, остывая, расплавленное ядро кристаллизируется. Рисунок, иллюстрирующий процесс сварки, показан ниже.
 Иллюстрация процесса точечной сварки
Иллюстрация процесса точечной сварки
Обозначения:
- A – электроды;
- B – свариваемые детали;
- С – ядро сварки.
Давление на детали необходимо для того, чтобы при импульсе по периметру ядра расплавленного метала образовался уплотняющий пояс, не позволяющий вытекать расплаву за пределы зоны, где происходит сварка.
Чтобы обеспечить лучшие условия для кристаллизации расплава, давление на детали снимается постепенно. Если необходимо «проковать» место сварки с целью устранить неоднородности внутри шва, усиливают давление (делают это на финальной стадии).
Обратим внимание, что для обеспечения надежного соединения, а также качества шва, предварительно необходимо обработать поверхности деталей в местах, где будет происходить сварка. Это делается для удаления оксидной пленки или коррозии.
Когда требуется обеспечить надежное соединение деталей толщиной от 1 до 1,5 мм, применяют конденсаторную сварку. Принцип ее действия следующий:
- блок конденсаторов заряжают электротоком небольшой силы;
- разряд конденсаторов производится через соединяемые детали (силы импульса достаточно для обеспечения необходимого режима сварки).
Такой тип сварки применяется в тех сферах промышленности, где необходимо соединить миниатюрные и сверхминиатюрные компоненты (радиотехника, электроника и т.д.).
Говоря о технологии точечной сварки следует отметить, что с ее помощью можно соединять между собой разнородные металлы.
Примеры самодельных конструкций
В интернете есть много примеров создания аппаратов, производящих точечную сварку. Приведем несколько наиболее удачных конструкций. Ниже показана схема простого устройства для точечной сварки.
 Пример принципиальной схемы аппарата
Пример принципиальной схемы аппарата
Для реализации нам понадобятся следующие радиодетали:
- R — переменное сопротивление номиналом 100 Ом;
- С – конденсатор, рассчитанный на напряжение не менее 25 В с емкостью 1000 мкФ;
- VD1 – тиристор КУ202, буквенный индекс может быть К, Л, М или Н, можно также использовать ПТЛ-50, но в этом случае емкость «С» необходимо понизить до 1000 мкФ;
- VD2-VD5 – диоды Д232А, зарубежный аналог – S4M;
- VD6-VD9 – диоды Д226Б, их можно заменить зарубежным аналогом 1N4007;
- F – плавкий предохранитель на 5 А.
Необходимо сделать отступление, чтобы рассказать, как изготовить трансформатор TR1. Он изготавливается на базе железа Ш40, с толщиной набора 70 мм. Для первичной обмотки потребуется провод ПЭВ2 Ø0,8 мм. Количество витков в обмотке – 300.
Чтобы сделать вторичную обмотку, понадобится медный многожильный провод Ø4 мм. Его допускается заменить шиной, при условии, что ее сечение будет как минимум 20 мм 2 . Количество витков вторичной обмотки – 10.
Видео: контактная сварка своими руками
Что касается TR2, то для него подойдет любой из маломощных трансформаторов (от 5 до 10 Вт). При этом на обмотке II, используемой для подключения лампы подсветки «H», должно быть выходное напряжение в пределах 5-6 В, а обмотки III – 15 В.
Мощность изготовленного аппарата будет относительно не высокая, в пределах от 300 до 500 А, максимальное время импульса до 0,1 сек (при условии, что номиналы «R» и «С» будут такими же, как на приведенной схеме). Этого вполне достаточно для сварки стальной проволоки Ø0,3 мм или листового металла, если его толщина не превышает 0,2 мм.
Приведем схему более мощного аппарата, у которого сварочный электроток импульса будет в пределах от 1,5 кА до 2 кА.
 Схема аппарата с силой импульса до 2 кА
Схема аппарата с силой импульса до 2 кА
Перечислим используемые в схеме компоненты:
- номиналы сопротивлений: R1-1.0 кОм, R2-4.7 кОм, R3-1.1 кОм;
- емкости в схеме: С1-1.0 мкФ, С2-0,25 мкФ. Причем, С1 должен быть рассчитан под напряжение не менее 630 В;
- VD1-VD4 диоды – диоды Д226Б, допускается замена на зарубежный аналог 1N4007, вместо диодов можно поставить диодный мост, например, КЦ405А;
- тиристор VD6 – КУ202Н, его необходимо поместить на радиатор, площадью не менее 8 см 2 ;
- VD6 – Д237Б;
- F — плавкий предохранитель на 10 А;
- К1 – это любой магнитный пускатель, у которого имеется три пары рабочих контактов, а обмотка рассчитана на
220 В, например, можно установить ПМЕ071 МВУХЛЗ AC3.
Теперь расскажем, как сделать трансформатор ТR1. За основу взят автотрансформатор ЛАТР-9, такой, как показан на фотографии.
![]() Используемый за основу автотрансформатор
Используемый за основу автотрансформатор
Обмотка в этом автотрансформаторе насчитывает 266 витков, сделана она медным проводом Ø1,0 мм, ее мы будем использовать в качестве первичной. Аккуратно разбираем конструкцию, чтобы не повредить обмотку. Вал и прикрепленный к нему передвижной роликовый контакт демонтируем.
Дале нам необходимо изолировать контактную дорожку, с этой целью очищаем ее от пыли, обезжириваем и покрываем лаком. Когда он просохнет дополнительно, изолируем всю обмотку, используя лакоткань.
В качестве вторичной обмотки используем медный провод с площадью сечения как минимум 80 мм 2 . Важно, чтобы изоляция этого провода была термостойкой. Когда все условия соблюдены, делаем им обмотку из трех витков.
Настройка собранного устройства сводится к градированию шкалы переменного резистора, регулирующего время импульса.
Рекомендуем перед тем как приступать к сварке, установить опытным путем оптимальное время для импульса. Если длительность будет излишней, детали будут прожжены, а если меньше необходимой — прочность соединения будет ненадежной.
Как уже писалось выше, аппарат способен выдать сварочный электроток силой до 2000 А, что позволяет сваривать стальной провод Ø3 мм или листовую сталь, толщина которой не превышает 1,1 мм.
Аппарат точечной сварки своими руками из старого телевизора
Время чтения: 8 минут
У многих из нас в гараже, на балконе или на даче есть старые ламповые телевизоры советского производства. Не спешите выбрасывать их. Ведь если телевизор вышел из строя, это еще не значит, что его детали тоже не нужны. Из старого телевизора вполне можно смастерить какие-нибудь приборы. Например, аппарат для точечной сварки. Точечный сварочный аппарат может понадобиться любому умельцу. Наш самодельный прибор способен сваривать металл толщиной до 0.8 мм. Так что вы сможете выполнять несложный ремонт, в том числе кузовной.
У самодельного аппарата для точечной сварки много преимуществ перед заводскими моделями. Он прост и надежен, его ремонт не отнимет много времени и средств. Он неприхотлив к хранению и долго служит, если сделать все правильно при сборке. К тому же, его себестоимость существенно ниже покупного аппарата. Даже, если вы не найдете у себя многих деталей и вам придется их покупать.

В этой статье мы подробно расскажем, что из себя представляет точечная сварка и как смастерить аппарат точечной сварки своими руками в домашних условиях. Вам понадобится набор простых деталей, которые несложно найти у себя в гараже или купить с рук. В статье приведены все необходимые схемы и чертежи, которые могут понадобиться для сборки как силовой части, так и блока управления.
Общая информация
Прежде чем вы приступите к сборке аппарата, необходимо разобраться в технологии самой точечной сварки. Точечная сварка — это метод соединения металлов, когда сварной шов формируется благодаря множеству так называемых сварных точек. Сварная точка формируется в тот момент, когда детали помещаются между двумя металлическими электродами, и они сжимают металл, одновременно нагревая его. Весь процесс занимает секунду, если использовать ручной аппарат. Промышленные аппараты способны сформировать несколько сотен точек в минуту.

Прочность сварного шва при точечной сварке напрямую зависит от размера точки и ее формы. Чем больше сварная точка и чем больше их количество, тем прочнее соединение. Также на прочность шва влияет сила сжатия и температура нагрева. Точечная сварка может применяться как для сварки ультратонких деталей, так и для работы с толстыми металлами. Но это справедливо по отношению к профессиональным аппаратам.
Наша самодельная точечная сварка не обладает такими впечатляющими характеристиками. Но она способна варить любой тонколистовой металл. Это может быть стальная бочка, кузов авто или тонкостенная труба.
Естественно, не стоит предъявлять к такому аппарату много требований и надеяться, что сварная точка не будет уступать по качеству заводскому шву. Также учитывайте, что самодельный аппарат не очень производителен. Скорость его работы будет напрямую зависеть от вас. Не стоит ожидать много от самодельного прибора. Он точно не заменит профессиональный аппарат в мастерской. Зато станет отличным и недорогим помощником в быту.
Как сделать точечную сварку
Чтобы сделать наш самодельный аппарат точечной сварки, понадобится время и терпение. Контактная сварка своими руками из подручных материалов потребует от вас силовых трансформаторов типа ТС-270, которые как раз и можно достать из телевизора. Трансформаторов нужно не менее 6 штук. Также вам понадобятся петли размагничивания кинескопа.
Если у вас нет нужных трансформаторов, их можно найти на онлайн-досках объявлений. Стоят недорого, только раскупают очень быстро. Есть даже отдельные объявления с покупателями, которые готовы скупить все трансформаторы типа ТС-270. Подробнее о необходимых деталях мы расскажем чуть позже. Пока сконцентрируемся на конструктиве аппарата.
Эскиз аппарата
Ниже вы можете видеть эскиз нашего самодельного аппарата. Мы можете нарисовать свой эскиз, необязательно использовать указанный нами.

Каркас и вторичная обмотка
Каркас мы будем делать из гетинакса. Возьмите листы толщиной 2.5 миллиметра и соберите каркас на основе чертежа ниже. После на каркас намотайте провода из 3-4 проводов. Их диаметр должен быть 0.9 мм. Провода можно взять от сетевых обмоток трансформаторов.

При наматывании считайте витки. Их должно быть около 150. Не забывайте класть бумагу от трансформаторов между слоями. Когда будете наматывать последние витки, кладите сразу несколько слоев бумаги.
Далее нужно сделать вторичную обмотку. Для этого разберите петли размагничивания и намотайте 350 проводов. Провода можно брать от того же трансформатора. В конечном итоге нужно, чтобы намотанный вами жгут имел сечение 100 кв.мм.
Затем намотанный жгут нужно обмотать тесьмой и полиэтиленом. Намотайте так же, как наматывали петли. Теперь нужно зачистить концы жгута, скрутить по 10 жил друг с другом и все спаять. Теперь этот жгут можно намотать на изготовленный заранее каркас. Достаточно 4-5 витков. Соберите трансформатор, используя стяжки от самих трансформаторов.
Блок управления
Точечная сварка из трансформаторов от телевизора еще не закончена. Вам понадобится сделать дополнительное устройство управления. Ниже его схема.

Давайте подробнее остановимся на схеме. Как видно, устройство состоит из сварочного трансформатора (T1), блока питания (Т3), VD1-VD4 на микросхеме (D6). Также есть формирователь импульса запуска (D5.2-D5.3), устройства выдержки (D4.1-D4.3, D1-D3, D5.1, D4.5).
Схема работает так. Сначала автоматом (SA4) включается питание. Напряжение подается на первичную обмотку нашего трансформатора (Т3). Затем диодный мост (VD2-VD5) выпрямляет напряжение вторичной обмотки. Обратите внимание, что фильтрующая часть разделена с помощью диода (VD6). По этой причине частота в 100 Гц подается на резистивные делитель, прямо на вход формирователя импульсов (DD4.1-DD4.3). А с формирователя подается на вход десятичного счетчика.
Если на входе ЕС и на входе R есть логический ноль, то счетчик начинает считать. Логический ноль происходит тогда, когда нажата кнопка SB1.
Чертеж платы
После того, как вы собрали устройство управления, его нужно поместить на печатную плату. Плата односторонняя, ее размер составляет 215 на 60 мм. Ниже чертеж платы.

Подробнее о деталях
Пару подробностей об используемых деталях. Как мы уже указали выше, вам понадобятся не любые трансформаторы из телевизора. Они должны быть типа ТС-270. Часто мастерам попадаются трансформаторы ТСА-270. Они не подходят, потому что у них обмотки сделаны из алюминиевых проводов, которые не годятся. Но железо от этих трансформаторов вполне может подойти.
Подобранный нами трансформатор отличается напряжением на вторичной обмотке около 20 Вольт. При этом ток потребляется крайне мало, всего около 50 миллиампер. В принципе, под эти характеристики подходит практически любой трансформатор для контактной сварки из телевизоров. Хорошо себя зарекомендовал трансформатор для точечной сварки типа ТВК-110ЛМ который можно найти во многих черно-белых телевизорах.
Также используются тиристоры без радиаторов типа VS1-VS2 , но вместо ним можно использовать Т142-50. Еще можно взять один симистор типа ТС2-80.
Трансформатор нужно намотать на кольцевой ферритовый сердечник. Подойдет марка M2000НМ. Оптимальный размер сердечника — К20х12х6. Первичная обмотка должна содержать около ста витков провода. Провод должен быть типа ПЭЛШО, а его диаметр — 0.15. Не забудьте изолировать обмотки и сердечник с помощью лакоткани.
Что касается переключателей, то мы использовали наборные, взятые из станков ЧПУ. Отлично подходят выключатели от станков ПМП-10200ПУ3, ПП10. Но не столь важно, какие именно переключатели вы будете использовать. Главное, чтобы у них была одна группа на десять позиций. В качестве кнопки (на схеме SB1) используется микропереключатель МП11. Также можно использовать КМ1-1. Также мы использовали выключатель-автомат (на схеме SA4) типа А63. Он на 20 Ампер. Часто такой можно встретить в многоквартирных домах в электрощитках.
Вместо заключения
Вот и все. Теперь вы точно знаете, как сделать аппарат для точечной сварки своими руками, используя детали из старого телевизора. Такой прибор будет полезен для дачников, домашних умельцев и тех, кто хочет сэкономить. Аппарат полноценно сваривает все типы металлов. Главное, чтобы толщина детали не превышала 0.8 мм. Сварочные точки достаточно прочные и надежные, швы более-менее долговечные. Конечно, качество работ несравнимо с заводским аппаратом. Но оно и не нужно от самодельного прибора.
Конечно, это не единственный способ, как можно сделать аппарат точечной сварки. Также возможна точечная сварка своими руками из сварочного аппарата или из старой микроволновки. В интернете есть множество схем, которые пригодятся вам при сборке самодельного аппарата. Они абсолютно бесплатны. Так что действуйте. И не забудьте поделиться своим мнением в комментариях ниже. Желаем удачи в работе!