Муфтовая сварка полиэтиленовых труб технология
Электромуфтовая сварка полиэтиленовых труб
Автор: Игорь
Дата: 17.08.2017
- Статья
- Фото
- Видео
Электромуфтовая сварка полиэтиленовых труб – это тип соединения труб ПНД, отличающийся применением электромуфты. Метод дорогой в использовании, однако при выполнении определённого перечня работ, где невозможно использовать стыковый метод, он является незаменимым. В материале пойдет речь о сфере применения электромуфтовой сварки, а также о её технологических особенностях.

Электромуфтовая сварка трубы
Общая характеристика 

Сварка полиэтиленовых труб муфтами применяется для труб ПНД разных габаритов во время выполнения работ по обустройству узлов трубопровода из полиэтилена, монтажу дренажных систем, канализаций с самотечной системой или во время постройки уже возведенных трубопроводов. Главное преимущество использования этого типа труб – это высокая скорость работы, а также минимальные запросы пространства.
Для проведения работ нужно отдельно закупать технику со встроенным микропроцессором. Интеллектуальная работа позволяет производить контроль над сваркой, при этом такие параметры как температура, время регулируются в автоматическом режиме в связи с потребностями производства. Также сварочные аппараты отличается высокой степенью производительности. При условии возникновения внештатных ситуаций, на дисплее устройства появится соответствующе сообщение.
Суть технологии
Работа аппарата происходит по следующему алгоритму:
- Спираль из металла, находящаяся в муфте из полиэтилена, нагревается до после подачи тока.
- Когда температуры до 137°С (температура правления ПНД), металл проникает в муфту.
- В результате получается крепкий сплав металлов.

Процесс электромуфтовой сварки ПЭ труб
Особенности использования муфтовой сварки
Во время процесса сваривания элементы не должны двигаться, поэтому рекомендуется применять специальные позиционеры. Для устранения овальности труб применяется механическая скругляющая накладка, что состоит из двух складок. Без применения накладок существует шанс образования зазоров (впоследствии это приводит к протечкам в местах, где была закреплена муфта).
Сварщику необходимо воспользоваться сканером аппарата для считки маркировки фитинга для получения всей необходимой информации, которая включает:
- марку;
- уровень напряжения;
- продолжительность сварочных работ.

Считывание марки сканером
Сварка ПЭ труб муфтами проводится в автоматическом режиме, что применяются даже для работы с минимальными величинами образцов. После выполнения работ элементы нужно закрепить в неподвижном состоянии, чтобы они остыли.
Сфера применения
Сварка труб пнд электромуфтовым методом используется везде, где применяются полиэтиленовые трубы низкого давления. Часто такой в системах водо- или газоснабжения способ сварки является единственный методом соединения элементов.
- Водоснабжения
ПНД низкого давления способен использоваться на протяжении 50 лет, при условии, что температура воды не будет выше 25 °С, а давление будет умеренным. Также важно обеспечить конструкции защиту от безпосредственно воздействия солнечных лучей.
- Газоснабжение
В связи с повышенной взрывоопасностью к устройству газовых проводов устанавливают высокие требования. Муфтовая сварка полиэтиленовых труб, которая обеспечивает высокую надежность конструкций, осуществляется под жестким контролем многих инстанций. В сфере водоснабжения для сварки труб большого диаметра может использоваться обычный стыковой метод, но обустройство газопроводов требует ювелирной работы, что объясняет повсеместное применение электромуфтовой сварки.
Еще один сфера, где используется электрофузионный метод, – это сварка безнапорных полиэтиленовый трубопроводов. При разработке водосточных систем на одной из этапов робота проходит на высоте, что делает невозможным использование стыковой сварки. Таким образом, обеспечивается безопасность работы и безупречное качество узловых соединений.
Достоинства электрофузионной сварки
- Универсальность
Метод можно применять для монтажа труб любых габаритов и разных марок. Допускаются размеры от 0,4 сантиметра до 8 сантиметров. Как было указано в начале статьи, этот тип технологии используется для огромного количества видов работ.
Сварщику достаточно свести трубы и поднести к ним нагревательный элемент, когда спираль нагрелась до нужной температуры под действием электротока. Далее сварка производится автоматически, а обновления на дисплее сварочного аппарата.
- Долговечность
Неопровержимым плюсом работы муфтовой сварки считается качество соединение труб. Результат не определяется профессионализмом сварщика, но обязательно должен производиться контроль над качеством соединений. Сваренные элементы имеют такую же прочность, как и остальные участки полиэтиленового трубопровода. Трубопроводы, сваренные с помощью электрофузионной технологии, при условии соблюдения всех технологических требований могут прослужить хозяевам несколько десятилетий.
- Экономичность
Несмотря на свою внушительную стоимость (цена сварочного аппарата достигает 140 тысяч рублей), устройство не занимает много места, а также потребляет мало электричества.
Этапы сварки
- Для начала нужно подготовиться к выполнению сварочных работ: почистить трубы от грязи и пыли, удалить оксидный слой при помощи специальных зачистных устройств. Применение зачистного ножа возможно только для труб с небольшим диаметром.
- Далее применяется позиционер, позволяющий зафиксировать элементы в правильном положении (о нем шла речь выше статье). На этом же этапе применяется скругляющая насадка.
- Обезжиривание поверхности – это обязательное условие при проведении муфтовой сварки.
- Проводить работу под дождем нельзя, поэтому при плохих погодных условиях необходимо поместить под навес. Если проигнорировать этим правилом, то соединения труб могут получиться недостаточно прочными.
- Теперь, когда все подготовительные работы подошли к концу, работник непосредственно приступает к сварке элементов. Муфта помещается на одну из труб (для этого используется обычный молоток).
- Далее делается отметка на половине второй трубы, после чего нужно надвинуть муфту до сделанной отметки.
- Провода, что будут передавать ток к муфте, необходимо подключить в клеммы.
- После считки сканером штрих-кода фитинга сварка труб из сшитого полиэтилена начнется в автоматическом процессе.
- Когда из клемм начнут литься капли ПНД, процесс сварки завершается.
- Теперь осталось дать всем элементам возможность остыть.
В заключение стоит сказать, что электромуфтовая сварка труб ПНД – это практичный и долговечный метод, единственным недостатком которого является сравнительно высокая стоимость.
Технология муфтовой сварки и стыковой сварки
полиэтиленовых труб ПНД.
Информация по полиэтиленовым Трубам ПНД.
Полиэтиленовые трубы ПНД (Полиэтилен Низкого Давления) все чаще набирают широкое распространение благодаря своим преимуществам:
— отсутствие коррозии, биообрастания, и значительных отложений;
— высокая химическая стойкость, это значит полиэтилен не боится кислот и щелочей;
— небольшая цена на трубы ПНД;
— простота при транспортировке;
— вес полиэтиленовой трубы во много раз меньше стальной трубы;
— легкость монтажа;
— труба ПЭ имеет хорошую гибкость, что может пройти поворотность и изгиб без особых усложнений;
— имеет герметичность и срок службы не менее 50 лет;
— у полиэтиленовой трубы гладкая поверхность как снаружи так и с внутренней стенки трубы, а это повышенная пропускная способность;
— труба ПНД имеет устойчивость к динамическим и статическим нагрузкам, это значит не боится подвижек грунта;
— не нуждается в электромеханической защиты трубопровода, в т.ч. от блуждающих токов.
Используется данная труба для прокладки газо- и водопроводов, ливневой канализации, для защиты кабеля в виде футляра и других технических целей.
Хорошо подходят для внутренних коммуникаций, наружных и с подземной укладкой в траншеи. Все зависит от поставленных целей и потребностей.
Полиэтиленовые трубы могут быть напорными, с давлением до 16 атмосфер, и безнапорными для технических нужд.
Последние применяются для канализационных стоков, футляров для прокладки кабеля и т.д.
Соединяются полиэтиленовые трубы тремя способами:
1. Разьемное соединение — это компрессионными фитингами и фланцевое соединение с применением компрессионного фланцевого соединения.
2. Неразъемное соединение — это сварка полиэтилена специальным оборудованием:
— электромуфтовая сварка фитингами с закладными электро-нагревателями , в фитинги впаяна спираль для прогрева полиэтилена как в самом фитенге так и трубы ПНД;
— Стыковая сварка методом нагрева концов трубы и литых фитингов или сварных (сегментных) фитингов и последующим соединением стык в стык под определенным давлением.
Данные сварные соединения являются наиболее надежными и прочными. Швы герметичны и устойчивы к воздействию химически агрессивных сред.
Небходимый подготовительны процесс перед свариванием труб ПНД.
Существуют подготовительные работы непосредсвенно перед началом работ по сварке ПНД труб которые необходимо провести.
— Комплектация материалом и оборудованием для выполнения данных работ. Это купить и привезти трубу пнд необходимого метража, так же расчитать и привезти необходимую фасонину — фитинги литые , сварные , электросварные (муфты, отводы, тройники, переходы и другие соеденительные детали) необходимого диаметра;
— очистить на рабочей площадке необходимое пространство для работ от постаронних предметов и для установки сварочного оборудования;
— проверить визуально качество привезенного материала это Трубу ПНД, фитинги ПНД и другие соеденительные детали.
Проверка сварочного оборудования для сварки полиэтиленовых труб заключается в следующем:
1. Муфтовой сварочный аппарат проверяют следующим образом:
— целостность кабелей, как сетевого кабеля так и кабель на подачу контактов для соединения со спиралю фитинга;
— целосность самих адаптер-насадок и их необходимый диаметр;
— датчик измерения наружной темпиратуры должен быть чистым, какие либо загрезнения не должны присутствовать;
— скребок для очистки верхнего слоя на трубах ПНД;
— наличие специальных солфеток для обезжиривания ПЭ труб и фитингов перед сваркой.
2. Стыковой сварочный аппарат проверяют следующим образом:
— целостность сетевых кабелей;
— ножи торцевателя проверяют на степень заточки;
— работоспасобность самого торцевателя;
— целостность гидравлических шлангов;
— проверяют наличие масла и его уровень в гидравлике;
— целостность манометров;
— работоспасобность гидравли в целом;
— работоспасобность нагревательного элемента, при загрезнение очистить;
— наличие вкладышей необходимого диаметра;
— наличие специальных солфеток для обезжиривания перед сваркой ПЭ труб.
Далее осматривают и подготавливают электрогенератор, заправляя его топливом и проводя тестовое включение.
1. Электромуфтовая сварка электромуфтами с закладными электро-нагревателями.
Для этого необходим муфтовой аппарат, взять в аренду муфтовой аппарат в Москве и Московской области можно у нас в компании КРИС ( подробнее ).
Сам процесс сваривания достаточно не трудоемкий — сварочный аппарат сам выполняет сваривание фитингов к трубе ПНД, больше времени уделяется подготовке к свариванию трубы, а это нарезать необходимой длины отрезки полиэтиленовой трубы, далее счищается верхний слой полиэтилена скребком на глубину 1 — 1,5 мм. (либо в зависимости как налазит фитинг, но вехний слой все равно нужно счистить) на растояние длины половины самого фитинга (т.е. если это муфта, то она паловинится для концов трубы), далее обезжириваются, специальными салфетками, концы труб и внутри фитинга, потом одеваем этот электросварной фитинг на эти концы труб, фиксируют всю конструкцию в позиционере, вставляеют штекеры муфтового аппарата в специальные гнезда фитинга.
Включаем аппарат, заводим данные для сварки (режим сварки, время нагрева) в муфтовой аппарат, либо сканером считываем штрих код с фитинга, далее нажимем на сварку и аппарат сам сварит данное изделие, потом нужно дать время остыть данному сварному соединению, оставляя в неподвижном состоянии данную конструкцию.
При муфтовой сварке с закладными нагревателями большого диаметра электросварных фитингов присутствует дополнительный прогреф деталей, который выполняется в первую очередь перед сваркой самой детали.
Электро-муфтовую сварку чаще применяют для ремонта ПНД труб (особенно для труб диаметром до 160 мм) и врезки в уже имеющийся действующй трубопровод седловыми отводами (седелки).
Сварные соединения, качественно проведенных работ, выдерживают давление до 16 атмосфер.
Температурный режим при сварке должен соответствовать диапазону от -10°С до +45°С., не допустима сварка в дождливую погоду, а если необходимо, то делают укрытие от паподания влаги (навес, шатер, палатка и т.д.). Так же в сильные морозы, при сварке на улице, используют палатки, где ставят нагревательный прибор и создают таким образом рабочую темпиратуру для сварки ПНД трубы.
Обратившись в нашу компанию, мы подробно сможем Вам объяснить про сварку муфтовым аппаратом и ответить на все возникшие вопросы.
Нами предоставляются услуги по сварке муфтовым аппаратом и услуга шеф-монтж .
2. Технология стыковой сварки ПНД Труб стыковым аппаратом с гидравлическим приводом.
Данный процесс сварки полиэтиленовых труб сложнее чем электромуфтовая сварка электромуфтами с закладными электро-нагревателями. Тут неоходимо иметь квалификацию сварщика и опыт работы.
В стыковой сварочный аппарат входит следующее оборудование:
— Станина (центратор) с гидравлическим приводом, в которую зажимается и фиксируется труба либо литой или сварной (сегментный) фитинг (фасонная деталь — втулка, отвод, переход и т.д.);
— Блок управления гидравликой со шлангами гидравлическими и быстросьемными соединениями, который обеспечивает постоянное давление даже при выключенном гидравлическом насосе;
— Нагревательный элемент с индикатором нагрева и его регулировкой;
— Электроторцеватель с электрическим приводом, который обеспечивает плоско-параллельность торцов после торцовки труб.
При сварке в стык образуется монолитный шов, который не нарушает гибкость конструкции.
Данным способом приваривают трубы между собой и присоединяют различные фитинги и другие полиэтиленовые детали.
Температурный режим при сварке должен соответствовать диапазону от -15°С до +45°С., не допустима сварка в дождливую погоду, а если необходимо, то делают укрытие от паподания влаги (навес, шатер, палатка и т.д.). Так же в сильные морозы, при сварке на улице, используют палатки, где ставят нагревательный прибор и создают таким образом рабочую темпиратуру для сварки ПНД трубы.
При подготовке к сварке стык в стык полиэтиленовых труб, внимательно осматривают на не допустимую овальность труб, соответствие полиэтилена свариваемых труб и фасонных деталей, а так же соответствие толщины стенок (SDR).
Сам процесс стыковой сварки ПЭ труб.
Очищают от загрязнений свариваемые концы труб и фасонные детали (пыль, грязь, влага и т.д.).
Трубы либо фасонные детали устанавливают в центратор, оставляя растояние между ними чуть больше чем ширина торцевателя, и закрепляют кольцами притягивая болтами с двух сторон поочередно, тем самым выравнивая горизонталь соединения трубы друг с другом. Далее вставляют торцеватель и выранивают торцы труб под 90°, чтобы было ровное соединение друг с другом. После этого достают торцеватель, сводят трубы гидравликой и если есть не соприкосание торцов, то по новой проводят торцевание до тех пор пока неполучим идеальное соприкосание торцов трубы.
Следующее что нужно сделать это проверить запас хода гидравлики для сжатия концов трубы после того как мы их нагреем, при необходимости ослабить с одной стороны трубу, переставить (подвинуть) ближе к другому торцу трубы на растояние не ближе 4 — 5 см. друг от друга. Снова все закрепить и проверить торцовку труб, далее еще раз очистить от грязи, пыли, влаги сварное соединение, обезжирить специальными салфетками и вставить нагревательный элемент, предворительно прогрев его до нужной темпиратуры 220°С — 225°С, и свести гидравликой концы труб к нему, прижав к нагревательному элементу. По истечение необходимого времени нагрева (взависимости от диаметра и тощины стенки трубы), раздвинуть трубы ПНД гидравликой, вытащить нагревательный элемент и тут же сдвинуть гидравликой торцы труб друг к другу под заданым давлением и оставить под этим давлением для сваривания и остывания данный шов на определенное время.
Необходимое давление и время остывание берется изходя из расчета диаметра трубы ПНД , толщины стенки труб и площади сваривания.
Важно: время между снятием нагревательного элемента, после прогрева труб, и сведения прогретых концов труб ПНД, должно быть минимальным от 3 до 10 секунд в зависимости от диаметра трубы, соответственно чем меньше диаметром труба полиэтиленовая, тем меньше дается время на данные действия.
После сведения труб, для сварки полиэтилена, должен образоваться равномерный грат как с наружи так и изнутри.
Далее он становиться герметичным швом.
По истечению необходимого времени на остывание сварного соединения полиэтиленовых труб, сбрасывается давление и ослабляется крепление труб на центраторе для следующий сварки ПЭ труб.
Технология электромуфтовой сварки труб ПНД – преимущества метода
При обустройстве пластиковых трубопроводов очень важно обеспечить надежность соединения его составных элементов. Трубы из полиэтилена могут стыковаться двумя способами – сваркой или при помощи электромуфты; что касается механического способа, то он не в состоянии обеспечить должные показатели надежности и герметичности.

Особенности стыковой сварки
Сваривание полиэтиленовых труб встык – это простое нагревание торцов пластикового трубопровода. За цель ставится сообщение всем свариваемым частям состояния вязкости и текучести, в определенных пределах. После этого происходит соединение концов полиэтиленовых изделий под давлением.
Чтобы эта работа была проведена качественно, важно надежно зафиксировать изделие. По ходу соединения любые сдвигания или другого рода смена положения труб недопустима. Тот же самый режим должен сопровождать и процедуру остывания сваренных заготовок.
Для данной технология характерна простота, однако применять ее можно далеко не всегда. Стыковая сварка возможна лишь в тех случаях, когда соединяемые трубы имеют идентичный диаметр и изготовлены с аналогичной марки полиэтилена. Категорически запрещается сваривание пластиковых изделий, имеющих различные характеристики.

Сварка труб ПНД встык может быть реализована при следующих условиях:
- Трубы должны иметь толщину стенок не менее 4,5 мм.
- Температурный диапазон проведения сварки – от -15 до +45 градусов.
- Данный способ соединения характеризуется незначительным уровнем энергопотребления.
- Сваривание полиэтиленовых труб не предусматривает наличие сложных приспособлений.
- Реализация метода возможно только при наличии возможности надежно фиксировать концы сваренных труб.
Сложные, труднодоступные участки не подходят для стыковой сварки: в таком случае приходится использовать электромуфтовую сварку труб ПНД. Подобным образом выполняется и врезка в ПНД трубу, но там есть свои нюансы.
Сильные стороны применения электромуфты
Обычно электромуфты применяются в тех случаях, когда сваривать полиэтиленовые трубы встык не удобно или не практично. Чаще всего это бывает в канализационных колодцах, узких и неудобных каналах, монтажных шурфах в основании и стенах домов. Строго говоря, электромуфты приходят на выручку в тех случаях, когда стыковую сварку использовать невозможно.
Еще одно достоинство данного способа стыковки полиэтиленовых труб является его удобство в случае аварии или повреждения трубопровода. Как правило, такие ситуации требуют очень быстрого устранения возникших неполадок. Сварка ПНД труб электромуфтами характеризуется значительной простотой реализации – какие-то особые знания в этом случае не понадобятся.

Легкость установки приспособления обеспечивается наличием на нем специальных отверстий. Для определение оптимального для стыковки температурного режима на современных сварочных аппаратах предусмотрена функция считывания требуемой информации напрямую с штрих-кода, которым оснащаются электромуфты. Процедура соединения реализуется самыми простыми инструментами – устройством для зачистки торцов трубы, электромуфтой и сварочным аппаратом.
Порядок выполнения электромуфтовой сварки труб ПНД
Технология сварки полиэтиленовых труб муфтами электрического типа:
- В процессе реализации подготовительных мероприятий потребуется зачистить поверхности стыкуемых заготовок. С них убирают оксидный слой и грязь. Для этого можно использовать нож, скребок или специальное механизированное приспособление. Его стоимость довольно значительна, однако, когда требуется соединить трубы большого диаметра, одним ножом управиться достаточно проблематично.
- Одевают муфту при помощи специального позиционера, который гарантирует правильность положения всех соединяемых частей. Для сглаживания некоторой овальности изделия применяют специальную округляющую накладку.
- Процедура обезжиривания является обязательной для всех свариваемых поверхностей. Это касается как внутренних, так и наружных полостей трубы.
- В случае дождя или снега на улице нужно переместить все составные части, трубы и муфты под навес, после чего продолжить сварочные работы уже в укрытии. Это правило является обязательным к исполнению: в противном случае, достичь надежного соединения вряд ли удастся.
- По окончанию подготовительных мероприятий начинают сварку полиэтиленовых труб. Электромуфту следует поместить на конец одной заготовки: для совмещения торцов трубы и муфты применяется обычный молоток. Далее конец второй трубы оснащается пометкой, до ее половины. При совмещении торцов соединяемых труб соблюдают соосность. Муфту же следует надеть до нанесенной пометки. Для зажимания проводов сварочного аппарата на муфте имеются клеммы. Сам процесс сваривания реализуется автоматически. На современных сварочных аппаратах для сваривания труб из пластика предусмотрена специальная функция настройки температурного режима работы через считывание штрих-кода, содержащегося на этикетке электрической муфты.
- Для простоты определения того, что процедура сварки завершена, электромуфту оснащают серией одинаковых отверстий. Когда из них начинает вытекать полиэтилен, это свидетельствует о готовности соединения. После этого нужно обязательно вытащить провода сварочного аппарата из клемм муфты.
- Завершающим этапом стыковки полиэтиленовых труб является полное остывание готового участка. Пока это происходит, очень важно не прикасаться к нему и не смещать трубы, иначе вся процедура пойдет насмарку. В тех случаях, когда по неосторожности смещение все-же произошло, потребуется обрезать сваренные заготовки на расстояние 10-20 мм от расплавленных концов, и провести всю процедуры сначала.

Благодаря простоте реализации этого метода для стыковки полиэтиленовых трубопроводов ПВД, соединение электромуфтой и сваркой приобрело значительную популярность. Его берут на вооружение не только домашние мастера, но и профессиональные сантехники.
Для соединений данного типа характерен высокий уровень прочности и надежности – протечки и другие дефекты по месту стыковки обычно не возникают. Смонтированный подобным образом полиэтиленовый трубопровод способен эффективно использоваться почти сто лет. Однако, чтобы достичь такого результата, в процессе работы необходимо неукоснительно соблюдать все рекомендации для обеспечения качественного соединения.
Назначение электросварных муфт и необходимые инструменты для соединения полиэтиленовых труб
Мероприятия по электромуфтовой сварке труб проводятся при прокладке полимерных линий. С их помощью формируются неразъемные соединения, обладающие высокой прочностью и герметичностью.

Сварка труб ПНД муфтовым способом проводится в полевых и внутрицеховых условиях. Рекомендуемая температура окружающей среды — от -15 до +45 градусов.
Работая с тонкостенными сетями, важно корректно подобрать сварочный режим. Ошибки приведут к деформации полиэтиленовых деталей, уменьшат надежность узла.
Преимущества электромуфтовой сварки
Соединение труб посредством муфт позволяет получить массу преимуществ.
- Качественный шов. Торцы деталей из полиэтилена сплавляются равномерно. Это обеспечивает высокую прочность соединения, исключает непровары и воздушные поры.
- Низкие трудозатраты. Прокладку магистрали из ПНД осуществляет бригада из двух человек. Работы проводятся в сжатые сроки.
- Умеренное потребление электроэнергии. Проведение сварочных работ обходится дешевле в сравнении с монтажом металлических линий.

Применение труб в бухтах и катушках ускорит процесс: сокращается количество стыков, упрощается обход существующих препятствий.
При электромуфтовой сварке соединяются трубы равного диаметра.
Изготовление электросварной муфты
Электросварную муфту изготавливают, используя такой метод, как инжекционное литье под высоким давлением. Процесс производства занимает совсем немного времени, но требует предварительной подготовки форм, чтобы отлить муфты определенной конфигурации и размера. Раздаточный модуль заполняется необходимым количеством расплавленного полимера. Форсунка под давлением впрыскивает расплавленную массу в подготовленную форму. Остывшая полимерная масса принимает заданные размеры и конфигурацию, превращается в готовое соединение для трубопроводов.
Изготовленную таким образом муфту помещают в полиэтиленовую упаковку, дополненную штрих-кодом. Его могут вложить в пакет в виде отдельной карточки или наклейки, закрепленной непосредственно на муфте. Штрих-кодом фиксируется важная информация о параметрах сварки для специального аппарата электромуфтовой сварки, задающая программу его работы.
Важно знать! Для запуска аппарата понадобится сканер или считывающий карандаш.
Особенности сварки труб ПНД муфтовым способом
При электромуфтовой сварке полиэтиленовых труб используется оборудование, обеспечивающее позиционирование, нагрев и смыкание заготовок.
Выравнивание стыкуемых поверхностей осуществляет торцеватель. С его помощью удаляются дефекты, препятствующие формированию сварного шва.

Сварка муфтовым способом выполняется в несколько этапов.
- Первичная подготовка. Трубы очищаются от грязи и пыли. Их поверхность протирается ветошью, затем обезжиривается. При удалении засохших отложений могут использоваться скребки.
- Установка. Элементы магистрали фиксируются посредством муфты и позиционера.
- Фиксация токоведущих кабелей. Аппарат подключается к сети, кабели закрепляются в пазах муфты.
- Калибровка. Мастер выставляет режим сварки, проверяет готовность устройства.
- Сварка. Подача напряжения активирует нагревательные элементы муфты. Они сплавляют торцы труб, формируя неразъемное сварное соединение.
Трубы остывают в естественной среде. После нормализации температуры стыки проходят проверку качества.
Сварочный аппарат отключается автоматически.






Преимущества электросварных муфт
Распространение фитингов подобного типа связано с присущими им значимыми достоинствами, к которым следует отнести:
- долговечность (они могут прослужить более пятидесяти лет);
- относительно невысокую стоимость (если сравнивать с соединениями, выполненными из других материалов);
- неподверженность коррозии;
- способность не утрачивать с течением времени стойкости к гидравлическим ударам и расширениям;
- многообразие конфигураций и размеров;

Подобные фитинги выпускаются в различных размерах и конфигурациях, что обуславливает их широчайшее применение
- возможность применения при соединении труб как разного диаметра, так и изготовленных из разных материалов (особенно при соединении металлических труб с полиэтиленовыми);
- легкость установки, не требующая профессиональных навыков;
- невероятную быстроту монтажа;
- недоступную для аналогичных соединений, выполненных из других материалов, возможность установки в самых сложных местах трассы трубопровода. Они совершенно незаменимы, когда требуется соединение на повороте, разветвлении, присоединениях арматуры.
Требования к соединениям, полученным при электромуфтовой сварке труб ПНД
В рамках сварки ПНД труб электромуфтами предусмотрены контрольные мероприятия. Ключевые требования к соединениям:
- отсутствие осевого смещения, превышающего толщину стенок более чем на 10%;
- качественный, равномерный шов, проходящий вдоль всей поверхности стыка;
- отсутствие температурных деформаций на поверхности муфты и магистрали;
- сохранение герметичности узла при работе трубопровода под номинальным давлением.

Сварной стык проверяется визуально. В отдельных случаях используются профильные инструменты.
При выявлении дефектов производится демонтаж участка. Сварочные работы выполняются повторно.
Аппарат для сварки. Порядок проведения сварочных работ
Установка электросварочный муфты требует специального оборудования – аппарата для сварки электросварных муфт пнд. Аппарат используется прямо на месте, где непосредственно ведутся работы. Он весит менее 20 кг, и не требует наличия высококвалифицированного специалиста для обслуживания. Сварочное оборудование посредством сканера или считывающего карандаша получает требуемую информацию для запуска программы работы. Контроль над процессом запрограммирован, вмешательство сварщика излишне. Работы ведутся в следующем порядке:
- Монтируемая труба, не имеющая значительной кривизны, обрезается строго перпендикулярно ее оси. Торцы соединяемых труб очищаются с использованием скребка на всю длину соединения. После чего их тщательно обезжиривают, пропитав ветошь или салфетку в ацетоном или изопропиловым спиртом.
- Детали, предназначенные для сваривания, тщательно фиксируются в позиционере. При этом обращается внимание на имеющиеся по центру внутренней части муфты технологические бортики, специально установленные для того, чтобы в них уперлись концы соединяемых свариванием труб. Недопустимо, чтобы зазор между соединяемыми трубами внутри муфты превысил толщину их стенки.
- Клеммы сварочного аппарата (трансформатора-выпрямителя) подсоединяются к контактам муфты. По считывании информации с имеющегося на ней штрих-кода начинается автоматический процесс сварки.
- По окончании сварочных работ, когда соединение остынет, проверяется его герметичность. Для этого на место стыка наносится мыльный раствор, а в трубопроводную систему подают сжатый воздух.
Оборудование для электромуфтовой сварки полиэтиленовых труб
- Электромуфты. Соединительные модули, состоящие из полимерного корпуса, электроконтактных подключений и нагревательного элемента. Муфты различаются диаметром и геометрией, подбираются с учетом параметров магистрали.
- Сварочный аппарат. Профильные установки, ориентированные на работу с электромуфтами, различаются габаритами, функционалом, особенностями использования. Цена устройств определяется их маркой и эксплуатационными параметрами.
- Накладки. Вспомогательные элементы, сохраняющие геометрию линии при сварке. Изделия имеют металлический корпус, крепятся при помощи слесарного инструмента либо штатных ручек.
- Позиционеры. Механизмы для соосной фиксации труб и муфт. При покупке позиционеров учитывается диаметр линии и специфика формируемых сварных соединений.

Для реализации нетиповых проектов закупаются дополнительные изделия, способствующие решению поставленных задач.
Где применяют электросварные муфты
Легкость изготовления и установки электросварных муфт в сочетании с невысокой стоимостью и достаточной надежностью конструкции из полимерных материалов обусловили их широкое применение.

Электросварными муфтами можно монтировать газопроводы и магистрали водоснабжения, в которых разрешено применение труб ПЭ
Устанавливая электросварные муфты, следует помнить, что существуют жесткие ограничения их использования:
- температура рабочей среды не должна превышать 40º С;
- давление — не более 16 атм.
Допустимо использовать электросварные муфты:
- в канализационной системе;
- в водопроводной системе (напорной и безнапорной), для подачи и питьевой, и технической воды;
- в системе газоснабжения;
- в трубопроводах, по которым транспортируют химические вещества, не вступающие в реакцию с полиэтиленом (контакт с кислотами и щелочами должен исключаться категорически).
Полезная информация! Распространение электросварных соединений связано также с тем фактом, что они, как и трубы, изготовленные из полимеров низкого давления, способны выдерживать замерзание и таяние перекачиваемой по ним жидкости.
Кому поручить сварку ПНД труб электромуфтами?
К проведению сварочных работ стоит привлекать профильные организации. Подобное решение позволит:
- реализовать намеченные цели в установленные сроки;
- минимизировать сложности на площадке;
- оптимизировать финансовые траты;
- обеспечить качественное выполнение работ;
- получить профессиональные консультации по интересующим вопросам.
предлагает все необходимое для электромуфтовой сварки. В ассортименте расходные материалы, вспомогательные приспособления, специализированное оборудование. Продукция соответствует международным стандартам, сопровождается сертификатами и паспортами.

Помощь в оформлении заказа окажут штатные менеджеры. Они подберут подходящие изделия, примут заявку, согласуют условия доставки и оплаты.
Критерии выбора муфты
При выборе электросварных соединительных фитингов следует учитывать:
- вид соединительного элемента;
- размеры фитинга;
- компанию-производителя.
Виды электросварных фитингов
Разновидность фитинга подбирается в зависимости от особенностей соединения трубопроводной системы и в соответствии со схемой сети. Электросварные фитинги предназначаются:
- для сварки труб под разными углами;
- для соединения труб одного диаметра;
- для стяжки труб разных диаметров;
- для присоединения дополнительного отвода.

Выбор вида электросварной муфты
Разнообразие размеров
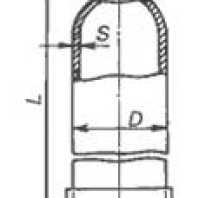
Следующий параметр – это подбор габаритных размеров соединительного элемента. Под габаритными размерами понимаются:
- внутренний диаметр (dn);
- внешний диаметр (de). ;
- длина фитинга (Z);
- длина одной составной части фитинга (L);
- расстояние до клеммы и от клеммы (f) до края муфты (а).

Основные размеры фитингов
В настоящее время выпускаются муфты диаметром от 20 мм до 400 мм. Стяжка труб будет более качественной, если технические параметры фитинга полностью соответствуют параметрам соединяемых труб.
Методы сварки для соединения полиэтиленовых труб
Трубы из полимерных материалов активно заменяют привычный металл при монтаже или ремонте бытовых коммуникаций. Трубопроводы из полиэтиленовых труб используют при устройстве отопления, канализации, водопровода, в централизованном строительстве и в частном секторе. Сварка полиэтиленовой трубы – это самый надежный способ соединения, который применяется для строительства коммуникаций, эксплуатирующихся под давлением.

Особенности монтажа труб из полиэтилена
Монтаж трубопроводов из полиэтилена осуществляют с использованием сварки или фитингов. Только в одном случае соединения получаются разборными — при сборке на обжимных фитингах. Их прочность достаточна, чтобы выдерживать нагрузки индивидуального водяного отопления, но не рассчитана на промышленное давление или гидроудары центрального водоснабжения.
Сварные соединения полиэтиленовых труб обладают большей прочностью, однако монтаж требует специального оборудования и некоторых навыков.
Способы сварки полиэтиленовых труб
Сварные соединения на полиэтиленовых трубопроводах можно получить несколькими способами:
- Раструбный метод с использованием фитингов.
- Сварка встык. Требуется специальное оборудование. Метод является наиболее применяемым при монтаже полиэтиленовых труб диаметром более 110 мм.
- Сварка экструдером. Удобно использовать для изменения направления трубопровода без дополнительных фитингов.
- Электросварка с использованием специальных фитингов.

Все перечисленные способы сварки полиэтиленовой трубы основаны на молекулярной диффузии (взаимное проникновение, смешивание) полимера при нагревании его до температуры плавления. Отсюда название методов – диффузионные.
Обратите внимание! Для качественного соединения требуются детали из одного производителя! Только это может гарантировать полную идентичность соединяемых полимеров.
Раструбный метод
Выполняется раструбная сварка полиэтиленовых труб с использованием специальных соединительных фитингов.
Инструменты для сварочных работ:
- труборез;
- фаскосниматель;
- калибратор;
- сварочный аппарат с регулируемым нагревом для полимерных материалов;
- набор соответствующих насадок для нагревания трубы и фитинга.
Обратите внимание! Если работы проводят при минусовой температуре, то время нагрева соединяемых элементов увеличивают на 1-2 секунды от норматива.
Сварка в раструб выполняется следующим образом:
- Трубу нарезают на необходимые сегменты.
- Край, который планируют соединять, обрабатывают фаскоснимателем до получения непрерывной стружки, равной по длине двум окружностям.
- Калибруют до получения идеальной окружности.
- Протирают детали и обезжиривают.
- Закрепляют сварочный аппарат на устойчивую подставку и нагревают. Температуру регулируют при помощи штрих кода фитинга. Если аппарат не оснащен подобной функцией, то температуру нагрева выставляют в 210 градусов. Когда сварочник нагреется до заданной температуры, на нем загорится индикатор.
- Одновременно на насадки электросварочного аппарата надевают трубу, соединительную муфту и нагревают.
- Снимают разогретые детали и соединяют физическим усилием.
- Фиксируют неподвижно до остывания.
Обратите внимание! Сварочное соединение враструб для полиэтиленовых материалов используют на трубопроводах с небольшим диаметром и толщиной стенки до 5 мм.
Этот метод в частном строительстве не находит большого распространения, так как затратен, требует специального оборудования. Соединение на пресс-фитингах проще и достаточно надежно для индивидуальных водопроводных или отопительных коммуникаций.
Сварка встык
Соединение встык проводят для деталей, толщина стенки которых более 5 мм Работы проводят чаще всего на магистральных трубопроводах. Оборудование для такой сварки кардинально отличается от сварки в раструб.
Для сварочных соединений методом «встык» потребуется следующее оборудование:
- Центратор – устройство для неподвижного, соосного закрепления соединяемых концов труб. Имеет два неподвижных и два передвигающихся зажима.
- Торцеватель – инструмент для обработки среза. Подготовленные срезы должны соприкасаться друг с другом полностью. Допустимый зазор составляет не более 0,5 мм, для трубопроводов большого диаметра это расстояние допустимо увеличить до 0,7 мм. Если зазор при примерке больше, то трубы вновь следует обработать.
- Сварочный аппарат для торцевой сварки. Он представляет собой нагревательную пластину, покрытую тефлоном.
- Специальный привод, который сближает и соединяет оплавленные концы трубопровода. Есть гидравлические или механические разновидности.
- Редукционные вкладыши, которые противодействуют деформации мягкой полиэтиленовой трубы.
- Блок управления, если процесс автоматизирован.

Сварку проводят в автоматическом режиме. Алгоритм операций следующий:
- концы трубопровода закрепляют в центровочной станине;
- снимают фаску и зачищают (операция выполняется одновременно);
- соединяемые концы одновременно нагревают специальным сварочным «зеркалом», глубина расплавления материала около 2 мм;
- удерживают под давлением до остывания.
В результате манипуляций должно получиться герметичное соединение с внешним наплавленным валом.
Обратите внимание! Отход от технологии грозит перегревом материала и образованием внутреннего наплыва. Это уменьшает проходимость трубопровода и считается браком в работе.
Сварка встык является недорогой (при наличии собственного оборудования) и повсеместно используется при монтаже централизованных магистралей. Для прокладки индивидуальных коммуникаций оборудование можно взять напрокат.
Сварка экструдером
Сварка с использованием экструдера (специальный инструмент для расплавления гранулированного полимера) применяется в промышленном строительстве для монтажа криволинейных трубопроводов. Это удешевляет работы, поскольку не требует соединительных фитингов.
Соединение полиэтиленовых труб экструдером схематично выглядит так:
- Трубы обрезают под необходимым углом, очищают от стружки и заусенец.
- Ветошью стирают грязь с места среза, обезжиривают раствором на спиртовой основе.
- Вручную сводят срезы встык и фиксируют в необходимом положении точечной сваркой – прихватывают.
- Тщательно проваривают шов экструдером.
Обратите внимание! Экструдер расплавляет органический полимер, что в результате может выглядеть не слишком аккуратно. Не следует трогать мягкую пластмассу руками. Следует дать ей остыть, после чего можно ножом и наждачной бумагой зачистить полученный шов.
Сварка электросварными фитингами
Монтаж при помощи электросварных фитингов требует закупки дорогостоящих комплектующих. Для работы потребуется особый сварочный аппарат без нагревающегося сегмента.
Электросварные фитинги – это детали для соединения труб из полимерных материалов, внутрь которых вмонтированы нагревательные элементы для расплавления внешней части трубы и внутренней части фитинга. Результатом является сплавление составляющих в одно целое. Для подключения к сварочному аппарату на детали есть готовые контакты.

По технологии выполнения работ монтаж трубопровода на электросварных фитингах является самым простым. Достаточно вставить концы соединяемых труб в фитинг и подсоединить его к сварочному аппарату. Процесс нагрева, расплавления материала трубы и муфты является автоматическим. Для этого на каждой детали имеется особый штрих код с информацией о температуре и времени нагрева.
Недостаток у этого метода соединения полиэтиленовых труб один – его дороговизна.
Рекомендации для проведения качественной сварки
Для того чтобы качественно сварить полиэтиленовый трубопровод недостаточно хорошего оборудования и навыков работы с полимерами. Ошибки могут быть уже на этапе закупки материалов.
Для качественной сварки полиэтиленового трубопровода следует придерживаться следующих правил:
- Трубы, фитинги следует приобретать от одного производителя. Лучше если это будут заводские материалы уже известных производителей. Расхождение в производителе чревато несовпадением диаметров труб, неоднородностью органического полимера. Несмотря на то, что полиэтилен получают одинаковыми способами, разнородность материала может быть даже у разных партий одного производителя.
- Трубы и фитинги от разных брендов могут иметь расхождение во времени нагрева. Перегрев одного из элементов оплавит деталь и сделает соединение бракованным.
- Чистота при проведении работ очень важна. Попадание в место сварочного стыка пыли, взвешенных частиц, песка или следов масляных элементов сделает соединение неспособным выносить нагрузки.
- Обязательно соблюдение полной неподвижности свариваемых деталей до их полного остывания.