Электроды для сварки оцинкованных труб
Как варить оцинкованные трубы
Стальные трубы с цинковым покрытием часто используются для прокладки теплосетей, системы водоснабжения и канализации. При монтаже трубопровода необходимо учитывать ряд нюансов, связанных с разницей температуры плавления цинка и стали. Если соединять защищенный металл обычными методами, пострадает качество покрытия.
Пары цинка очень вредны, при работе ими легко отравиться. Счищать защитное покрытие – тоже не вариант, в месте швов магистраль начнет ржаветь, при сварке оцинкованных труб необходимо это учитывать.
Можно ли сваривать оцинкованные трубы
ГОСТом предусмотрены правила сборки водоводов. Взамен традиционным методам сваривания предусмотрены другие, не нарушающие защитное цинковое покрытие в процессе монтажа. Защитный слой вскипает при 906°С, а сплав должен прогреться до 1200°С. Как сварить оцинкованную трубу в этом случае:
- Ускорить время сварки, чтобы цинк не успел испариться. Для этого нужно увеличить температуру в зоне расплава, регулируя токи. Если сталь быстро дойдет до кондиции, покрытие не пострадает.
- Осуществлять сварку с применением флюса – специального защитного состава, способного сохранить целостность цинкового покрытия. Флюсы должны отвечать определённым требованиям, не содержать вредных компонентов, способных растворяться в воде.

Методы сварки
Существует две технологии сборки магистралей: варить оцинкованные трубы можно электродуговым аппаратом и газовой горелкой.
- Для электродугового метода используют специальные электроды с основным или рутиловым покрытием. Трубы со стенкой до 3 мм сваривают сразу, если толщина больше, края трубы притупляют, снимают фаску, оставляя провариваемую толщину. На месте шва оставляют зазор 2–3 мм. Сварку осуществляют, выдерживая ток в диапазоне от 100 до 160 А. При более высоком ампераже возможно прожигание деталей, при низком – непровар. Предварительно прихватывают две или три точки стыка двух труб, чтобы не повело зазор во время формирования шва. Электросварку поверхности с цинковым покрытием производят способом наплавки с отрывом. Начинают каждую следующую точку с большой задержкой в ванне предыдущей, важно, чтобы выгорел цинк. Для долговечности шва валик наплавленного металла должен превышать толщину трубы на ¼. Чтобы соединить начало и конец сварного шва, сбивают окалину, а затем снова проваривают место соединения так, чтобы образовался валик, чуть больше остального шва. Сварка оцинкованных труб электродами заканчивается зачисткой шва щеткой по металлу: соединение хорошо прочищают, наносить на него защиту не нужно.
- Основным методом сборки трубопровода в городских условиях считается газовая сварка. Она производится с использованием флюсов и сплавов для пайки. Для этого используют сплав UTP 1, он сочетается с флюсом HLS-B, растворяющимся в воде без образования вредных соединений.
Особенности сварки оцинкованных труб состоят в правильном подборе номера горелки и техники формирования соединения. Процесс пайки заключается в расплаве припоя в зоне шва, пламя направляется на припой, жидкий металл равномерно заполняет зону стыка, не повреждая слой цинкового покрытия, покрытого флюсом.
Толщина припоя для стыков со стенкой до 10 мм равна половине толщины плюс 1 мм, если стенка толще, припой равен ½. За один проход проваривается стенка до 4 мм, если они толще, делается двойной провар.
Выбор электродов
К электродам для сварки оцинкованных труб предъявляются особые требования:
- они не должны сильно разбрызгиваться, чтобы повреждать защитное покрытие;
- легко зажигаться;
- образовывать качественный шов, обладающий низкой ударной вязкостью.
Марка покрытия электрода выбирается по типу стали: для углеродистых нужно рутиловое, для низколегированных – основное. В рутиловом покрытии содержится до 50% оксида титана, наиболее популярные марки: ESAB-SVEL OK 46.00, Electric Omnia 46, ОЗС-12, МР-3, УОНИ 13/55. Из электродов с основным покрытием для сварки применяют ТМЛ, ТМУ-21, ЦУ-5, ЦЛ-20; ЦЛ-39, в их состав входит фосфор и кальций. Диметр подбирается по специальным таблицам в зависимости от толщины свариваемой трубы и толщины стенки, он должен соответствовать СНиП 3.05.01-85.
Технология сварки газовой горелкой
Размер горелки выбирается по диаметру трубы и толщины стенки: номера 1–2 подходят для труб диаметром до 250 мм со стенкой до 6 мм; №№ 3–4 – свыше указанных размеров. Концентрацию кислорода увеличивают, чтобы кремний, содержащийся во флюсе, полностью окислялся до оксида, образуется термоизолирующая пленка, при высокой температуре цинк уже не вскипает. Пламя должно поддерживаться постоянно, чтобы не было непроваров.

Подготовительные работы
До начала работы трубы необходимо подготовить:
- если стенка толще 3 мм, необходимо сделать скос под углом раскрытия 80°, притуплением 1-1,5 мм;
- торцы очищают от грязи, пыли, очищают от заусениц обрезную кромку;
- укладывают трубы встык с 3 мм зазором;
- обезжиривают поверхность в зоне соединения специальным составом, для этого используют мягкую ветошь;
- на 2 см с концов наносят флюс – пастообразную массу, толщина слоя не менее 2 мм.
Процесс сварки
- включают горелку и сначала прогревают трубу на расстоянии до 30 см от торца;
- нужно нагреть флюс, пока он из желтого не станет полностью прозрачным;
- при сварке присадочную проволоку прижимают к поверхности стыка, между фасками, под пламенем горелки она расплавляется, заполняя пустое пространство (у толстостенных труб полностью заполняется вся кромка);
- горелку направляют на присадочную проволоку, температура его плавления не выше 950°С. Как варить шов, не принципиально, но чаще припой во время работы располагается перед пламенем, используется техника «влево», горелку удобней держать в нижнем положении. Максимальный угол наклона горелки при варке – 75°, для заполняющего повторного шва – от 15° до 30°.
Завершающие работы
В конце работы проводится смывка флюса, зачистка шва. После этого проводится обработка зоны сварки антикоррозионной краской с большой концентрацией цинка. Для защиты от коррозии можно применять другие составы на основе эпоксидной смолы, каучука.
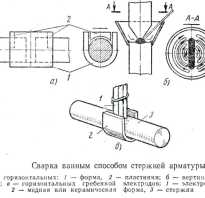
Сварка оцинкованных труб
Содержание:
- Проблемы при сварке
- Технология
- Выбор электродов
- Методы сварки
- Интересное видео
Оцинкованная труба — это металлическая труба, покрытая цинком. Стальные трубы покрывают цинком, который играет роль защитного элемента. При таком покрытии значительно возрастает срок их службы. Такой вид труб применяется при прокладке теплосетей, канализации и водоснабжения. Не имеет место размышление — можно ли сваривать оцинкованные трубы. Конечно можно, однако надо брать в расчет, что сварка оцинкованных труб обладает своими особенностями и нюансами.

Проблемы при сварке
Пары цинка, получаемые при испарении, являются вредными для дыхания производителя работ. При попадании в дыхательные пути они могут вызвать задержку дыхания или даже его остановку. Испаряться цинковое покрытие начинает уже при температуре немногим больше, чем 900 градусов. Поэтому требования безопасности являются повышенными. Работу желательно проводить на свежем воздухе.
Если сварка осуществляется в помещении, то дополнительно можно применять респиратор. К обязательным мерам предосторожности относится наличие исправной вентиляции. Еще одна проблема состоит в том, что наличие цинка ухудшает качество стыкового соединения. Это происходит, потому что цинк смешивается с основным металлом, и, выстраиваясь в кристаллическую решетку, способствует ее ослаблению.
Вследствие интенсивного испарения покрытия из цинка происходит образование таких дефектов, как полости, пузырность, неоднородность шва. Если удалять оцинковку локально в месте расположения стыка, то это приведет к быстрому изнашиванию состыкованных деталей.
Технология
Технологический процесс имеет несколько вариантов, как сваривать оцинкованные трубы. Помимо этого технология сварки оцинкованных труб включает в себя решение такого немаловажного вопроса, какими электродами варить оцинкованную трубу. Защитный слой цинка начинает закипать при температуре порядка 900 градусов, а основной металл должен разогреться до 1200 градусов.
Основные методы решения этой проблемы:
- При сваривании использовать флюс. В его составе должны быть исключены компоненты, способные растворяться в воде. Функция флюса состоит в том, что он прикрывает стык и не дает возможности цинку испариться. Цинк под флюсом расплавляется, обволакивая соединяемые детали.
- Сведение к возможному минимуму времени сваривания. Это нужно для того, чтобы цинк не успел раствориться. Чтобы процесс проходил быстрее, необходимо производить увеличение температуры путем регулирования значения тока.
Сварщик может использовать на свое усмотрение любой из этих вариантов.
Выбор электродов
Сварка стальных оцинкованных труб требует использования специальных электродов. Электроды для оцинкованных труб должны выдерживать высокое значение тока. Наиболее подходящие электроды для сварки оцинкованных труб — это имеющие рутиловое покрытие.

Особенность рутиловых электродов состоит в их особом химическом составе покрытия. Это дает следующие преимущества:
- процесс зажигания становится более легким;
- качественная сварочная дуга способствует получению хорошего шва;
- отсутствие трещин и непроваров;
- высокая устойчивость к износу;
- небольшое разбрызгивание.
В рутиловом покрытии содержится железный порошок, что способствует понижению уровня легированности стали, повышая прочность соединения. Если основная сталь является легированной, то подойдут электроды, имеющее основное покрытие. Конкретные марки электродов для сварки оцинкованных труб рекомендуется выбирать среди производителей, уже хорошо зарекомендовавших себя.
Если выбор осуществляется среди расходняков с рутиловым вариантом, то следует учитывать, что наиболее востребованы такие, как ESAB-SVEL OK 46.00, Electric Omnia 46, ОЗС-12, МР-3, УОНИ 13/55. Выбирая среди электродов с основным покрытием, предпочтение следует отдавать таким маркам, как ТМЛ, ТМУ-21, ЦУ-5, ЦЛ-20, ЦЛ-39. В состав этих моделей входят кальций и фосфор. Диаметр будет зависеть от толщины стенок и диаметров труб.
Методы сварки
Для соединения оцинкованных труб на выбор используются два метода:
- Электродуговой.
- Газовый.
Соответственно, первый способ требует применения электродов, а второй газовой горелки. При электродуговом способе немаловажную роль играет толщина труб, подлежащих сварке. Если она является значительной, то перед началом необходимо с краев труб снять фаски. Тонкостенные трубы можно сваривать без предварительной обработки.
Кроме грамотного выбора электродов качество соединения будет зависеть от квалификации сварщика и его опыта. Сварка труб с цинковым покрытием потребует работы быстрой, но аккуратной. Вначале делают состыковку оцинкованных труб с небольшим зазором. Зазор между деталями необходим для того, чтобы улучшить провар. К тому же это улучшает видимость получаемого шва и дает возможность более правильно перемещать электрод.
Для фиксации необходимо выполнить как минимум три прихватки, чтобы избежать перекоса труб во время работы. Величину тока следует немного увеличить, чтобы можно было вначале прожечь саму оцинковку, которая иначе может препятствовать возникновению дуги, после чего можно начинать спокойно сплавлять металл.
Важна скорость ведения электрода. Если процесс осуществляется слишком медленно, то возможно проявление прожига, а при быстрой сварке возникнут области непровара. Пламя горелки следует направлять не на трубы, а на припой. При сваривании необходимо поддерживать постоянное пламя, чтобы избежать непроваров.

При газовом методе используют горелку меньшую, чем для сварки черных металлов.

При использовании слишком большого сопла горелки заготовки могут перегреться, и цинк начнет испаряться. При выборе горелки с маленьким размером сопла не произойдет достаточного разогрева и может возникнуть прилипание припоя к поверхности трубы. После завершения сварки любым из предложенных методов необходима зачистка шва и покрытие места его расположения антикоррозийным составом, предназначенным специально для оцинкованных труб.
Интересное видео
Электроды для сварки оцинкованных труб
Автор: Игорь
Дата: 13.07.2017
- Статья
- Фото
- Видео
Применение оцинкованной стали получило распространение благодаря антикоррозийным свойствам цинка, входящего в ее состав. Оцинкование стали позволяет на долгое время замедлить процесс коррозии на металле. Другое преимущество такой стали в том, что в отличие от ее аналога (нержавеющей стали) ценовая политика в отношении оцинкованных материалов отличается большей демократичностью. Такая сталь активно используется при производстве и сварки водопроводных труб. Особое значение имеют выбираемые электроды для сварки оцинкованных труб, их марка, соответствие ГОСТу и характеристики. Они имеют свои особенности, как и электроды для подводной сварки.

Сварка оцинкованной трубы электродом
Общая информация 

Оцинкование обеспечивает хорошее сцепление применяемого цинка и железа. Металл имеет высокую температуру плавления, составляющую 910 0 С. Расплавленный цинк хорошо ложится на стальную поверхность и формирует на ней защитный слой, препятствующий распространению коррозии.
Нанесение слоя цинка на стальные поверхности происходит 3 методами:
- методом напыления;
- гальваническим методом;
- методом горячего оцинкования.
При первом методе защитный слой цинка распыляется на всей поверхности изделия при помощи пистолета.
При гальваническом способе в специальной ванне помещается обрабатываемое изделие и подключается к противоположному электроду. В это время ионы цинка начинают осаждаться на поверхности изделия, образуя слой защиты.
При горячем оцинковании вся труба окунается в расплавленную ванну с цинком, после чего с нее удаляется избыточный слой защиты.
Перед любой процедурой обрабатываемое изделие должно тщательно обезжириваться.»
Отдельным моментом является сварка поверхностей. Имеют электроды для сварки оцинкованных труб ГОСТ. Для сваривания как не оцинкованных, так и оцинкованных труб мастер должен руководствоваться требованиями ГОСТа 12.3.003-75.
Особенности сварки оцинкованных труб электродами
Трубы, покрытые слоем цинка, рекомендуется сваривать методом традиционной сварки. Это связано с тем, что под действием высоких температур цинк начинает испаряться в окружающее пространство. Цинковые пары вредны для здоровья человека и могут вызывать сильное удушье при работе с ним. При испарении цинк попадает в сварочную ванну, в результате чего страдает сварочный шов. В нем могут образовываться поры и трещины. Из-за них сильно страдает качество сварки. Каждый раз требуется счистка цинкового слоя с поверхности свариваемых изделий. Не каждый знает, как правильно варить сваркой электродами покрытые цинком конструкции.
В целях предотвращения образования трещин в свариваемых изделиях применяется способ нанесения флюса на место, в котором соединяются части труб. Он должен быть расплавленным и наноситься равномерным слоем на место стыка. Благодаря тому, что флюс находится в расплавленном состоянии, не происходит его выгорание. Он возникает внутри трубы и растворяется после помещения изделия в воду. Флюс препятствует развитию коррозии в трубе и отличается минимальным вредом для здоровья сварщика. Такой способ применим при сваривании водопроводных изделий.
Отдельным моментом служит то, какими электродами варить оцинкованную трубу.
Виды используемых электродов
При сваривании оцинкованных трубных изделий для предотвращения появления пор и трещин в стыках и углах швов эффективно уменьшать скорость сварки и увеличивать силу тока. При этом необходимо выбирать такие электроды для оцинкованных труб, которые способны выдерживать действие сильного тока, не повреждая при этом покрытие свариваемых изделий.
К электродам применяются следующие требования:
- они должны привести обрабатываемые изделия к требуемым характеристикам в течение как можно меньшего промежутка времени;
- обеспечить безопасность процесса сваривания изделий;
- предотвратить процесс испарения цинка.
Могут применяться следующие электроды для сварки оцинкованных трубопроводов:
- с рутиловым покрытием;

Электроды с рутиловым покрытием
- имеющие основное покрытие.
Электроды с основным покрытием
Микроэлектроды с рутиловым покрытием применяются при дуговой ручной сварке и эффективны при сваривании углеродистых сталей. В остальных случаях можно применять микроэлектроды с основным покрытием. Это касается изделий, выполненных из низколегированной стали.
Рутиловые электроды имеют преимущества, среди которых:
- при сваривании образуют сварочную дугу, имеющую прочные и герметичные швы;
- быстро воспламеняются и зажигают сварочную дугу за счет содержащегося в них оксида титана;
- не разбрызгивают расплавленные металлы (имеют невысокий коэффициент разбрызгивания).
Некоторые рутиловые микроэлектроды имеют в своем составе железный порошок, за счет которого значительно снижается концентрация углерода в слое цинка. Благодаря этому трубные изделия в меньшей степени становятся подвержены появлению трещин.
ГОСТ и СНиП 3.05.01-85 устанавливают требования к толщине электрода. Слишком толстый электрод прожигает изделие, а тонкий не обеспечивает нужной прочности свариваемым изделиям. При стандартной толщине стенок изделий в 1,6-4,9 мм рекомендуется выбирать микроэлектрод диаметром 2-3 мм.
Имеется зависимость между скоростью движения микроэлектрода по изделию и итоговым качеством соединительного шва. Быстро движущийся электрод делает шов ненадежным и менее прочным, а при медленном его движении имеется риск прожигания трубного материала.
В качестве альтернативы допустимо применение электродов, в состав покрытия которых входит кальций с фтором.
Используемые марки микроэлектродов
Имеет значение при выборе таких элементов как электроды для сварки оцинкованных труб, марка. Популярными марками являются:
- ОЗС-12 диаметром 3 мм;
- УОНИ 13/55;
- ЦУ-5;
- ЦЛ-20;
- ЦЛ-39;
- ТМУ-21;
- ТМЛ.
Заключение
Помимо выбора марки и вида, необходимо помнить, что должны иметь в обязательном порядке электроды для сварки оцинкованных труб сертификат. В нем указывается выдавший его орган, наименование микроэлектрода, его соответствие ГОСТу и какие протоколы испытания с ним проводились.
Технологии сварки оцинкованных труб
Стальные трубы без защитного покрытия быстро корродируют и выходят из строя. Поэтому была разработана технология нанесения защитного цинкового слоя, который увеличивает срок службы материала почти в десять раз.
Оцинкованные трубы сегодня используются повсеместно, они дешевле изделий из нержавейки и по техническим характеристикам им не уступят. Но есть негативный момент, связанный с температурой плавления цинка и другими свойствами этого металла.
Трудности сваривания
 Когда производится сварка оцинкованных труб, то температура в зоне сваривания достигает +1200 ℃. Происходит выгорание цинкового слоя. Этот металл начинает закипать уже при +906 ℃. То есть, получается, что на участке стыка двух труб образуется зона без защиты. Но и это не все отрицательные стороны сварки оцинкованных труб.
Когда производится сварка оцинкованных труб, то температура в зоне сваривания достигает +1200 ℃. Происходит выгорание цинкового слоя. Этот металл начинает закипать уже при +906 ℃. То есть, получается, что на участке стыка двух труб образуется зона без защиты. Но и это не все отрицательные стороны сварки оцинкованных труб.
Газообразный цинк вредное для человека вещество. Попав в дыхательные пути, он приводит к удушью. Поэтому сварка в помещениях без организации хорошо действующей вентиляции запрещена. К тому же по техники безопасности сварщик должен надеть под маску респиратор.
При высокой температуре цинк начинает интенсивно испаряться, что приводит к образованию внутри стали раковин и пор. А это снижение качества места соединения и прочности стыка двух оцинкованных труб.
Какие технологии применяют
Учитывая все выше упомянутые минусы сваривания оцинкованных труб, были разработаны две специальные технологии, в которых процесс сварки проводится так, чтобы оцинковка не разрушалась.
В первой технологии зона сварки обрабатывается специальным материалом – флюсом, который закрывает собою стык и не дает цинку выгорать, то есть, переходить в газообразное состояние.
Он на себя оттягивает часть тепловой энергии, а внутри под флюсом цинк расплавляется и становится вязко-жидким. Этот металл обволакивает собою соединение двух оцинкованных труб, равномерно покрывая их концы. Защитный слой, таким образом, не нарушается.


Во второй технологии используют специальные электроды, которые могут выдерживать ток большой силы. В основе этого метода лежит позиция сокращения времени сварки, в течение которого цинк не успевает испаряться.
То есть, процесс сварки производится настолько быстро и без снижения качества соединения, что защитное покрытие не успевает превращаться в газ.
Эти технологии сегодня используется повсеместно, когда дело касается сварки именно оцинкованных труб. И не только тех, которые собираются в трубопроводы для газа или в несущие конструкции в строительстве.
В водопроводе под действием проточной воды цинк растворяется и частично выводится наружу. Так что для здоровья человека он опасности не несет.
Выбор электродов
 Как уже было сказано, процесс сварки сопровождается выделением тепловой энергии, поэтому цинк начинает интенсивно испаряться. Есть большая вероятность, что этот металл попадет в сварочную ванну и смешается со сталью.
Как уже было сказано, процесс сварки сопровождается выделением тепловой энергии, поэтому цинк начинает интенсивно испаряться. Есть большая вероятность, что этот металл попадет в сварочную ванну и смешается со сталью.
А это приведет к образованию пор и трещин на уровне кристаллизации стали, и, как следствие, к снижению качества стыка соединяемых изделий. Поэтому основное требование к сварке оцинкованных труб – это удаление цинкового слоя в зоне соединения.
Если нет возможности удалить защитное покрытие, тогда для соединения оцинкованных труб используются именно специальные электроды. В принципе, сварка оцинкованного изделия практически ничем не отличается от такого же процесса соединения обычной стали. Но есть и свои нюансы.
Во-первых, сам электрод для сварки представляет собой металлический стержень, покрытый порошком. Именно разновидность порошкового слоя влияет на то, какие металлы можно варить.
В случае со сваркой оцинкованных труб используются электроды или с рутиловым покрытием или с основным. Первый используется, если трубы изготовлены из углеродистых сталей (к примеру, сталь 20), второй, если изготовлены из низколегированной стали (С345).
Рутиловое покрытие
 Применяются электроды с рутиловым покрытием. Рутил – это минерал в виде оксида титана. Он в порошковом покрытии применяется в виде концентрата с содержанием более 50%. В состав также входят алюмосиликаты и карбонаты.
Применяются электроды с рутиловым покрытием. Рутил – это минерал в виде оксида титана. Он в порошковом покрытии применяется в виде концентрата с содержанием более 50%. В состав также входят алюмосиликаты и карбонаты.
Получаемый при сварке шлак имеет высокую щелочность, поэтому металл соединения обладает такими показателями, как высокая ударная вязкость и повышенная защита от образования горячих трещин.
Единственное требование к рутиловым электродам для сварки оцинкованных труб – это перед началом процесса просушить их в течение часа при температуре +200 °C. Но использовать расходники можно лишь через сутки.
Основное покрытие
 Могут использоваться электроды с основным покрытием. Этот порошковый слой имеет сложную рецептуру, куда входит большое количество разных химических веществ: магний, кальций, шпат плавиковый и ферросплавы.
Могут использоваться электроды с основным покрытием. Этот порошковый слой имеет сложную рецептуру, куда входит большое количество разных химических веществ: магний, кальций, шпат плавиковый и ферросплавы.
При сгорании внутри зоны сваривания порошок выделяет углекислый газ и окись углерода, которые защищают расплавленный металл от воздействия кислорода и водорода. Два последних снижают качество сварки. Обычно этими электродами проводят сварку трубопроводов из труб с толстой стенкой.
Нюансы процесса
Что касается самого процесса сварки, то в его основу ложится толщина стенки трубы. Если этот показатель не превышает 3 мм, то концы труб соединяются электродом без предварительной подготовки, оставляя между ними зазор 2-3 мм.
Конечно, чистота поверхностей (и внешней, и внутренней) должна быть идеальной, поэтому их очищают от загрязнений и обезжиривают спиртом или растворителем.
Если толщина более 3 мм, тогда на концах оцинкованных труб делают фаску с притуплением 1,5-2 мм в зависимости от толщины стенки. Пространство между фасками в процессе варки заполняют расплавленным металлом от электродного стержня.
 Важно правильно подобрать силу тока на сварочном аппарате и диаметр электрода. Большой ток приведет к прожиганию соединяемых изделий.
Важно правильно подобрать силу тока на сварочном аппарате и диаметр электрода. Большой ток приведет к прожиганию соединяемых изделий.
То же самое касается электродов с большим диаметром. И наоборот, если ток небольшой величины или мал диаметр расходника, то произойдет непровар. А это снижение качества стыка.
Многое будет зависеть и от скорости движения электрода вдоль сварочной зоны. Здесь, как и в предыдущих случаях, медленное движение – это вероятность прожигание стали и оцинкованного слоя.
Большая скорость – это все тот же непровар. Подходящая скорость сварки приходит с опытом. И чем чаще приходится варить оцинкованные трубы, тем качественнее получается шов.
Последующая обработка стыка
После окончания сварки рекомендуется стык двух оцинкованных труб обработать антикоррозионным составом. Оно должно иметь три основных качества:
- хорошо скрепляться с металлической поверхностью;
- быть устойчивым к коррозионным процессам, хотя бы на уровне цинкового покрытия;
- легко наноситься без использования специального оборудования или инструментов.
Популярностью для покрытия стыка пользуется специальная краска, в состав которой входит более 94% цинковой пыли. По сути, это цинк в виде пыли, в который вносятся неомыляемые связующие компоненты.
Поэтому краска легко наносится кисточками или валиками на любые поверхности: горизонтальные, вертикальные или наклонные, где она хорошо держится и не стекает.
Применение газовой горелки
 Соединить две оцинкованные трубы можно с помощью газовой горелки. Все чаще используют технологию под маркировкой «UTP», которую в свое время изобрели немцы.
Соединить две оцинкованные трубы можно с помощью газовой горелки. Все чаще используют технологию под маркировкой «UTP», которую в свое время изобрели немцы.
Для этого они использовали флюс марки «HLS-B», защищающий цинковое покрытие от выгорания. Сегодня предлагаются по этой технологии стержни марки UTP-1 – это медно-цинковый припой в виде прутка толщиною 2 мм. С его помощью можно варить не только изделия из оцинковки, но и медные сплавы, чугун.
Подготовка и пайка
Подготовка к процессу идентично той, которую применяют для сварки оцинкованных труб электродами. Но есть определенные особенности и нормы, которые устанавливают ГОСТы и СНиПы.
Номер грелки выбирается на 1-2 позиции меньше, чем при сварке обычных стальных труб.
В ацетиленовое пламя добавляется больше кислорода. Это делается для того, чтобы кремний, который является компонентом припоя, соединялся с кислородом и образовал оксид.

Именно последний является главным защитным ингредиентом в процессе сдерживания испарения цинка. При этом пламя должно быть стабильным, оно не должно скакать, что приведет к перепадам температурного режима в зоне сварки.
Предварительно концы труб нагреваются на ширину до 5 см.
Что касается номера горелки, то здесь зависимость прямая от диаметра трубы:
- диаметр до 250 мм при толщине стенки 2-6 мм – номер горелки 1 или 2;
- больше 250 мм при той же толщине – номер горелки 3 или 4.
Сама пайка – это внесение прутка припоя в зону соединения, где он нагревается горелкой и расплавляется. При этом очень важно направлять огонь не на концы соединяемых оцинкованных труб, а на припойный стержень.
Для такой технологии лучше использовать сварку на себя, когда пруток движется перед горелкой. Кстати, она должна подноситься к месту стыка под углом 40°.
Нанесение флюса
Но перед сваркой место соединение двух оцинкованных труб заполняется флюсом «HLS-B». Это пастообразное вещество, которое наносится на концы так, чтобы им заполнился участок с каждой стороны стыка длиною не меньше 2 см.
При этом надо учитывать, что толщина слоя флюса должна быть в два или три раза больше, чем при пайке обычных труб.
Завершающий этап
Если пайкой соединяют оцинкованные трубы толщиною до 4 мм, то сварка проводится за один проход. Если больше данного показателя, то за два или три. После завершения работ и остывания стыка флюс, который остался поверх соединения, удаляют водой и металлической щеткой.
Усердствовать не надо, чтобы не повредить цинковое покрытие. Внутренняя поверхность соединенных изделий промывается водой, которой заполняется трубопровод на сутки.
Сварить оцинкованные трубы не так просто, как может показаться на первый взгляд. Небольшое отступление от норм и правил приведет к серьезным дефектам, которые отразятся на качестве конечного результата.
Электроды для оцинкованных труб в Москве
Электроды для ручной дуговой сварки Wester УОНИ-13/55 3мм 1кг

Электроды для ручной дуговой сварки ЛЭЗ ЦЧ-4 4мм 5кг
Электроды для ручной дуговой сварки magmaweld ESR 11 3.25мм 2.5кг
Электроды для ручной дуговой сварки PlasmaTec Monolith РЦ 2мм 1кг
Электроды для ручной дуговой сварки СпецЭлектрод УОНИ-13/45 3мм 5кг
Электроды для ручной дуговой сварки PlasmaTec Monolith РЦ 2мм 1кг
Электрод 350 мм АНО-21 3 мм 1 кг REXANT
Электроды для ручной дуговой сварки ESAB OK 46.00 3мм 5.3кг
Электрод для ручной дуговой сварки СЗСМ Комсомолец-100 4мм
Электрод для ручной дуговой сварки СЗСМ Комсомолец-100 3мм
Электроды для ручной дуговой сварки ESAB OK 46.00 2мм 2кг
Сварочные электроды RSE S — 46 — 2,5мм, 5кг
Электроды для ручной дуговой сварки ЛЭЗ ЦЧ-4 5мм 5кг
Электроды для ручной дуговой сварки ESAB OK 46.00 2.5мм 5.3кг
Электроды для ручной дуговой сварки Weldo R-143 2мм 0.22кг
Сварочные электроды RSE S — 46 — 2,5мм
Электроды для ручной дуговой сварки PlasmaTec Monolith РЦ 3мм 1кг
Электроды для ручной дуговой сварки TIGARBO АНО-21 3мм 1кг
Электроды для ручной дуговой сварки Кедр ЦЛ-11 4мм 2кг
Электрод для ручной дуговой сварки СЗСМ ЦЛ-11 2.5мм
Электрод 450 мм АНО-21 5 мм 1 кг REXANT
Сварочные электроды RSE S — 46 — 3,2мм
Электроды для ручной дуговой сварки Wester 990-095 АНО-21 3мм 1кг
Электрод для ручной дуговой сварки СЗСМ ЦЧ-4 4мм



Электроды сварочные ЛЭЗ МР-3С (5 кг)
Электрод заземлительный, оцинкованная сталь М16 (D=16мм / L=1.5 метра)
Электрод 450 мм АНО-21 4 мм 1 кг REXANT
Электроды для ручной дуговой сварки PlasmaTec Monolith ЦЧ-4 4мм 1кг
Электроды для ручной дуговой сварки PlasmaTec Monolith РЦ 2.5мм 1кг
Электрод для ручной дуговой сварки ELITECH 0606.017100 4мм 1кг
Сварочные электроды Каменск АНО-21 D-2 мм, (вес упаковки 1 кг)
Электроды для ручной дуговой сварки РЕСАНТА МР-3 3мм 1кг
Электроды для ручной дуговой сварки РЕСАНТА ПРО-46 3мм 1кг
Электроды для ручной дуговой сварки PlasmaTec Monolith РЦ 3мм 2.5кг
Электроды для ручной дуговой сварки СпецЭлектрод МР-3C 2мм 1кг
Электроды для ручной дуговой сварки ESAB ЦЛ-11 2.5мм 2.5кг
Электроды для ручной дуговой сварки Wester эбОК-46.00 3мм 1кг
Электроды для ручной дуговой сварки Wester МР-3 3мм 3кг