Что такое плазменная сварка прямого действия?
Виды и особенности плазменной сварки

Плазменная сварка является достаточно молодым методом соединения деталей. Несмотря на то, что он появился относительно недавно, уже набрал большую популярность за счет своих преимуществ и возможностей. Рассмотрим более подробно, что такое плазменная сварка, в чем она заключается и чем отличается от других видов сварок.
Сущность плазменной сварки
Плазмой называется состояние газа, в которое оно переходит под воздействием электрической дуги. Образуется она в специальном наконечнике, который называется плазмотрон (это как горелка в газовой сварке). Плавление плазмой – это такая техника, при которой для образования плазмы применяются горелка, в которой находится вольфрамовый электрод, сопла плазмы и труб подачи газа и водяного охлаждения. Данный вид незаменим для обработки изделий из металла высокой прочности и толщины (до 9 мм). Он немного схож с методикой дуговой сварки, но в отличие от электрода, который обеспечивает нагрев до 5-7 тысяч градусов, воздействует на изделие сверхвысокой температурой – до 30 тысяч градусов. От этого данный способ часто называют «плазменно-дуговая сварка». Выполнять работы таким аппаратом можно в любом пространственном положении изделия.
Плазменная сварка металла, благодаря высокой температуре воздействия на изделие позволяет обрабатывать широкий спектр металлов – бронза, титан, нержавейка, углеродистая сталь, латунь, чугун, алюминий. Такой способ применяется в разных отраслях производств – приборостроение, машиностроение, пищевая промышленность, изготовление медицинского оборудования, ювелирное дело, химическое производство и многие другие. Плазменная сварка и резка металлов необходима и незаменима практически в каждом производстве.
Плазменная сварка и резка металлов бывает двух видов:
- Плавление металла дугой, которая возникает между изделием и неплавящимся электродом
- Сварка плазменной струей, которая образуется благодаря дуге горит между наконечником плазмотрона и неплавящимся электродом.
В качестве материалов для образования плазмы чаще всего применяется воздух, кислород, аргон и азот. Величина тока в плазме может быть разной, и различают три подвида:
- Микроплазменная сварка, которая реализуется на малом токе до 25 А
- Работа на средних токах – до 150А
- На больших токах, свыше 150А.
Говоря простыми словами, суть данного способа состоит в ионизации рабочего газа, который под давлением переходит в состояние плазмы и обеспечивает высокую температуру, используемую для расплавления металлов для резки или соединения.
Технология плазменной сварки делится на две разновидности:
- плазменная сварка прямого действия;
- плазменная сварка косвенного действия.

Плазменная сварка прямого действия
Это самый распространенный вид соединения металлов в данной технике исполнения швов. Он реализуется за счет электрической дуги, которая возбуждается между электродом и рабочим изделием.
Плазменная сварка алюминия должна проводиться крайне осторожно, так как этот плавиться при температуре 660,3 градуса. Важно контролировать весь процесс, чтобы не допустить пропал. В инструкции к аппаратам есть таблица, в которой указана рекомендованная сила тока для каждого вида металла. Например, плазменная сварка нержавейки проводится на среднем токе, а стали – на высоком.
В дуге прямого действия изначально возбуждается дуга на малых токах, между соплом и заготовкой, после касания плазмой свариваемого изделия возбуждается основная дуга прямого действия. Питание дуги может выполняться переменным и постоянным током прямой полярности, а ее возбуждение осуществляется осциллятором.

Плазменная сварка косвенного действия
В данном случае плазма образуется похожим способом, как и в плазменной сварке прямого действия. Отличие состоит в том, источник питания подключен к электроду и соплу, в результате чего образуется дуга между ними, и как следствие, на выходе из горелки — плазменная струя. Скорость выхода потока плазмы контролируется давлением газа. Основной секрет кроется в том, что газ, переходя в состояние плазмы увеличивает свой объем в 50 раз, за счет чего буквально вылетает из аппарата струей. Энергия расширяющегося газа совместно с тепловой энергией, сообщаемой струе газа, делает плазму мощным источником энергии.
Этот метод не так широко применяется, как первый, хотя имеет достаточное количество преимуществ. Во-первых, он обеспечивает бесперебойную работу даже при микроплазменной сварке (на малых токах). Во-вторых, он позволяет экономить газ (который стоит немало). В-третьих, за счет высокого давления практически нет разбрызгивания. Таким способом можно и варить и резать металл, но для резки не потребуется инертный газ, так как его функция – защищать сварочную ванну, а при разрезании металла она не образуется.

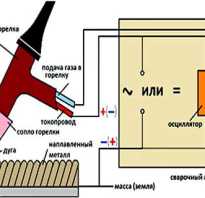
 В завершение можно отметить, что устройство горелки прямого и косвенного метода сильно не отличаются. На картинке слева указана технология образования плазменной струи. Процесс происходит следующим образом: вольфрамовый электрод 2 подключен к отрицательному заряду, а сопло 4 к положительному. За счет этого дуга образуется между соплом и электродом,что характерно при косвенном методе.
В завершение можно отметить, что устройство горелки прямого и косвенного метода сильно не отличаются. На картинке слева указана технология образования плазменной струи. Процесс происходит следующим образом: вольфрамовый электрод 2 подключен к отрицательному заряду, а сопло 4 к положительному. За счет этого дуга образуется между соплом и электродом,что характерно при косвенном методе.
На картинке справа, при прямом методе, дуга образуется между негативно-заряженным электродом и рабочей деталью, с положительным зарядом. Для поджога и возбуждения дуги используется временно подающийся ток на сопло, который после возбуждения дуги отключается.
Аппарат для работы
Аппарат воздушно плазменной сварки представляет собой небольшое техническое оборудование, весом не более 9-10 килограмм. Принцип работы его следующий: внутри находятся схемы управления, выпрямитель тока и трансформатор. Для работы к нему подключается установка с рабочими газами в баллонах – для образования плазмы и инертный газ, необходимый для защиты сварочного шва от окисления. На выходе подключается горелка с газами отдельно для резки. В связи с тем, что данный способ образует слишком высокий температурный режим, в горелке есть специальный отсек для охлаждающей жидкости. Данный аппарат по внешним признаком похож на инвертор. В продаже представлено множество моделей с различными функциями. Если говорить о самом простом, он самый компактный (около 5 кг) с минимальным количеством настроек, в которых разберется не то что новичок, а даже ребенок.

Модели, которые в цене дороже, имеют дополнительные настройки и функции, которые кроме резки и сварки могут выполнять пайку, воронение, оксидирование и закалку металла. Самыми простыми изделия считаются с минимально мощностью до 12А. Их стоимость колеблется в пределах 30 тысяч русских рублей. Оборудование на класс выше и мощнее, до 150А стоят от 40 и до 150 тысяч, зависимо от производителя и дополнительных функций. Самые дорогие модели имеют мощность от 150А, а их стоимость может даже превышать миллион рублей. Для профессионалов, которые постоянно занимаются сплавлением, рекомендуется приобретать качественное и дорогое оборудование. Заплатив один раз можно получить многофункциональное устройство, с помощью которого можно выполнять всевозможные процедуры по металлообработке.
Преимущества и недостатки
Плазменная сварка прямого действия и косвенного имеет свои преимущества и недостатки, как и другие виды сварки. Основными плюсами, что делают этот метод незаменимым для использования во многих промышленных отраслях, являются следующие:
- высокий коэффициент полезного действия и высокая скорость выполнения работ;
- высококачественная резка металла оставляет гладкие кромки и не требует дополнительной их обработки;
- возможность варить и резать изделия, толщиной почти в сантиметр;
- при работе нет шлаков и отходов;
- контроль глубины провара металла, что позволяет избежать пропалов и деформации;
- простота в использовании аппарата.
Кроме положительных моментов, можно отметить несколько недостатков:
- дороговизна оборудования и высокая стоимость работ;
- в сфере профессионального использования высокие требования к мастеру;
- необходимость постоянного контроля над охлаждением, из-за высокой рабочей температуры.
В принципе, все эти минусы, можно превратить в плюсы, если посмотреть на это с другой стороны. Профессиональный мастер, имеющий качественное оборудование может работать в любой сфере и при этом зарабатывать хорошие деньги.
Советы от профессионалов
- перед началом соединения деталей подготовить рабочее место и форму для мастера;
- проверить исправность аппарата и давление в баллонах;
- плазменная сварка алюминия должна производиться на низком токе;
- плазмотрон для сварки необходимо прочищать (продувать) перед началом процесса;
- микроплазменная сварка – идеальный вариант для осваивания данной техники начинающим;
- технология плазменной сварки выбирается самим мастером, так как оба способа имеют свои преимущества.
Принцип работы плазменной сварки, доступные способы
Развитие современной промышленности неразрывно связано с возникновением новых способов обработки и соединения различных материалов. Сварочное дело в этих случаях — одно из наиболее надежных. Технология сварки также развивается и совершенствуется. Одним из молодых и перспективных направлений является плазменная сварка. Этот метод значительно упрощает и облегчает работу, что заслуживает более подробного рассмотрения.

Особенности процесса
Данный способ соединения деталей напоминает аргонодуговую сварку по причине работ с инертными газами. Однако, отличия все же имеются. Например, сварочные работы осуществляются специальным аппаратом — плазмотроном.
Плазмой называют состояние, в которое переходит газ при воздействии электрической дуги. Происходит это все при многотысячных температурах, поэтому главной особенностью сварки плазмой является высокая рабочая температура — от 5 до 30 тысяч градусов. Это позволяет работать с элементами любого состава и габаритов.

Еще одной особенностью плазменной технологии является высокое давление на место соединения. Это происходит за счет цилиндрической формы сварной дуги, которая обеспечивает прогрев и одинаковое распределение мощности по всей поверхности рабочей струи. В обычной сварке это сделать сложнее, так как дуга конической формы и равномерно распределить силу давления и прогрев весьма сложно.
И третья важная особенность работы плазмой — это работа на малых токах. Да, именно плазменная технология позволяет производить сварку, как тонких листов материала, так и в труднодоступных местах.
Указанные особенности делают плазменный метод сварки практически универсальным. Со временем появились виды и разновидности, так как помимо сварочных работ при помощи плазмы легко выполнить и резку металлов.

Плазменная сварка различается по типу обработки, величине тока и способу подключения.
По типу обработки выделяют сварку:
- Дугой, образованной между соединяемыми поверхностями и неплавким электродом.
- Струей, образовавшейся между неплавящимся электродом и наконечником плазмотрона.

Так как работа плазмой возможна при различных токовых величинах, то выделяют:
- микроплазменную обработку — осуществляется при напряжении до 25 ампер;
- работу со средними токами — производится при токе до 150 А;
- взаимодействие с токами свыше 150 ампер.
Плазмотрон и схема горелки определяют тип подключения к источнику тока:
- прямого действия;
- косвенного действия.

Каждый метод уникален и востребован в определенной сфере. Рассмотрим популярные из них.
Микроплазменный способ
Соединение деталей посредством микроплазменной технологии один из самых востребованных методов. Микроплазменная сварка позволяет скреплять тонкостенные детали и трубы, листы металла толщиной до 1,5 мм, и даже используется при производстве ювелирных украшений.
В случае использования этого метода диаметр рабочей струи плазмы не превышает обычно 2 миллиметров. Дуга мощная с высоким тепловым излучением. Газ, используемый при работе, обычно аргон, реже аргон с примесью гелия.

Подключение прямого действия
Помимо тонких работ при помощи микроплазмы схема подключения к источнику тока имеет не меньшее значение.
Этот метод считается основным в сварочных работах. Он осуществляется при помощи плазмы, образовавшейся между электродом и рабочей заготовкой. Дуга возбуждается постепенно, сначала на малом токе образуется дежурная струя, которая после контакта с рабочей поверхностью переходит в дугу прямого действия. Работа может проходить как при переменном, так и при постоянном токе.

Данный способ эффективен при резке металлов и неметаллов, сварки и наплавления. В бытовых условиях прямое действие также востребовано.
В связи с тем, что при прямом воздействии температура рабочей струи очень высока, обязательным условием является контроль нагрева сопла плазмотрона. При перегреве (что почти невозможно) желательно прекратить работу на некоторое время. Впоследствии же стоит проверить исправность оборудования, а при необходимости, устранить неисправность или приобрести новый аппарат.
Сварка косвенного действия
В этом случае дуга образуется между наконечником плазмотрона и электродом, газ выдавливает ее из сопла, в результате чего на выходе получается мощная струя плазмы.
Температура струи в данном случае намного ниже, чем при прямом воздействии. По этой причине косвенное воздействие часто применяют для соединения и резки деталей из материалов с низкой электропроводностью.

Давление газа контролирует силу выхода струи плазмы. Благодаря этому метод косвенного воздействия используется для напыления металла, прогрева заготовок.
От выбора режима работы зависит качество места соединения. При подборе режима необходимо учитывать тип подачи тока, какой материал подлежит сваривать, а главное — диаметр рабочей струи.
Плюсы и минусы
Как и любая технология, плазменная сварка имеет положительные и отрицательные стороны.
К плюсам можно определить:
- высокая скорость плавления заготовок;
- точные и качественные швы;
- отсутствие шлака;
- ровные края деталей при резке;
- экологичность;
- безопасность;
- простота в использовании;
- контроль глубины провара.

К отрицательным же моментам относятся:
- высокая стоимость оборудования;
- контроль охлаждения плазмотрона.
Несмотря на то, что минусы у плазменной технологии существуют, они незначительны. Да и стоимость оборудования окупается довольно быстро, особенно квалифицированным мастером.
Про оборудование
Работа с плазмой невозможна без соответствующего оборудования. Сварочный аппарат для плазменной сварки довольно компактный, обычно его вес не превышает 10 килограммов (самый компактный около 5 кг). Для образования плазмы требуется подключить к аппарату установку с газом для работы. Защитить сварное соединение от окислов поможет инертный газ, также подключаемый к аппарату. Ну и конечно горелка, она подключается на выходе аппарата.
Вспомним о том, что плазменная сварка производится при очень высоких температурах, а это требует охлаждения сопла плазмотрона. В любом аппарате для плазменной сварки имеется отсек с охлаждающей жидкостью.
Оборудование для плазменной сварки действительно дорогое — аппарат малой мощности с минимальным набором функций стоит около 30 тысяч рублей. Соответственно, чем больше настроек (пайка, закалка), тем дороже агрегат.

Рекомендации
Не всегда со сварочным аппаратом работает профессионал, часто встречается и самоучка. Для подобной категории людей квалифицированные специалисты дают несколько рекомендаций:
- перед работой проверить исправность оборудования, давление газа в установке;
- прочистить плазмотрон до начала сварки;
- подготовить и очистить от посторонних предметов рабочую зону;
- алюминиевые детали сваривать (или резать) на низких токах.

Плазменная сварка — современная технология соединения и резки не только металлов, но и других материалов. Сварка плазмой востребована и у профессионалов, и у любителей — проста в работе и приносит хороший заработок независимо от сезона. Несмотря на высокую стоимость, необходимое для работы оборудование пользуется спросом, ведь потратив деньги однажды, можно стать обладателем замечательного агрегата с множеством дополнительных функций.
Сварка плазменной струей
Одним из сравнительно новых видов соединений металлов и сплавов является плазменная сварка. Этот вид, схожий с вариантом аргонодуговой сварки неплавящимся электродом, позволяет получать более качественный результат гораздо быстрее. Технология плазменной сварки заключается в использовании электрической дуги, горящей в среде полностью или частично ионизированного газа. Газ называется плазмообразующим.

Особенности и характеристики процесса
Главной особенностью плазменного метода является очень высокая температура в зоне сваривания вследствие принудительного уменьшения размеров сечения дуги и увеличения ее мощности.
В результате происходит сварка, так называемой, плазменной струей, температура которой может доходить до 30000 °C, в отличие от 5000-7000 °C при обычной аргонодуговой сварке.
Кроме этого, дуга приобретает цилиндрическую форму, в отличие от обычной конической, что позволяет сохранять одинаковую мощность по всей ее длине. На практике это успешно используется для более глубокого и точного прогрева металла.
Давление дуги на поверхность свариваемых деталей при плазменной сварке очень велико, что позволяет воздействовать практически на любые металлы и сплавы.
Технологический процесс плазменной сварки позволяет использовать ее при малых токах величиной всего 0,2 — 30,0 А.
Все эти особенности делают плазменную сварку практически универсальной. Она может с успехом использоваться в труднодоступных местах, при соединении тонких алюминиевых листовых заготовок без опасения их прожига.
Незначительное изменение расстояния между электродом и деталью не оказывает сильного влияния на прогрев, а значит и на качество шва, как при других видах сварки.
Большая глубина прогрева деталей позволяет обходиться без предварительной подготовки их кромок. Допускается сваривание металлов с неметаллами.
В результате повышается производительность работ, уменьшается температурная деформация шва, то есть деталь не «ведет». Используя технологию плазменной сварки, плазменной струей можно быстро и качественно резать металлы и неметаллы практически в любом положении.
Как это работает
Для реализации идеи плазменной сварки, в конструкции горелки используется устройство (горелка), именуемое плазмотроном. Он представляет собой коническое сопло, внутри которого находятся охлаждающая жидкость.

Электрическая дуга в плазменной сварке возбуждается при помощи сварочного аппарата со встроенным осциллятором. Она горит внутри плазмотрона, и во время горения к ней подается плазмообразующий газ.
Как правило, это аргон с малыми примесями водорода или гелия. Газ подается под небольшим давлением, но внутри горелки он нагревается и, увеличиваясь в объеме до 30 раз, создает на выходе из сопла мощную струю.
Сама конструкция сопла наделяет газ высокой кинетической энергией, которая и реализуется в мощный поток, имеющий высокую температуру. Это и есть плазма.
Так как возбуждать дугу между электродом и свариваемой деталью затруднительно, конструкция горелки предусматривает постоянное поддержание «дежурной» дуги между электродом и соплом. Она преобразуется в рабочую при касании горелкой соединяемых изделий.
Защитный газ, а это, как правило, тоже аргон, подается в зону сварки по отдельному каналу и, как бы обволакивает струю и разогреваемую ею область металла. При этом защитный газ, вытесняя воздух из будущего шва, не допускает окисления материала соединяемых деталей и присадочного материала вплоть до образования прочного однородного шва.
Способы подключения
В зависимости от конструкции горелки и схемы подключения к источнику тока, различают два способа плазменной сварки:

- дугой прямого действия;
- дугой косвенного действия.
Первый способ подключения заключается в подаче тока от источника питания на электрод из вольфрама и свариваемую деталь.
В этом случае дуга устойчиво горит между электродом и металлом, а ее характеристики усиливаются и доводятся до нужных значений струей плазмообразующего газа внутри сопла, которое является электрически нейтральным относительно всей системы. Способ прямого действия применяют для резки металлов, наплавки и непосредственно сварки. Его часто применяют в быту.
При втором способе ток подается на электрод и сопло. В этом случае дуга образуется между электродом и корпусом сопла, а плазмообразующий газ выдувает ее, превращая в мощную струю плазмы.
Температура дуги в косвенном методе сварки меньше, чем в прямом. Косвенный способ применяют для напыления металла, нагрева деталей. Им можно варить и резать материалы, не проводящие электричества.
При плазменной сварке и резке необходимо учитывать правильность выбора режима. Режимы должны учитывать правильную подачу тока, типы свариваемых материалов, их толщину, диаметр сопла плазмотрона. При резке разных материалов используются и разные газы.
Требования к соблюдению технологии
При кажущейся простоте процесса плазменной сварки, он очень требователен к точному соблюдению технологии и к содержанию оборудования. Основными ошибками являются:
- запоздалая замена сменных элементов плазмотрона;
- использование некачественных или дефектных деталей;
- использование некорректных режимов, которые сокращают срок службы элементов;
- отсутствие контроля за параметрами плазмообразующего материала;
- высокая или низкая скорость резки в сравнении с предусмотренной режимом;
Для успешного осуществления работ при помощи плазменной сварки необходим сварочный аппарат, обеспечивающий необходимые характеристики сварочного тока.
Понадобиться также специальная горелка с неплавящимся электродом, комплект шлангов для подачи или циркуляции охлаждающей жидкости, баллоны с аргоном и комплект газопроводных шлангов.

Как сделать плазмотрон своими руками
Ручной аппарат для плазменной сварки можно изготовить из обычного сварочного аппарата инверторного типа. Основной задачей является изготовление непосредственно самого плазмотрона, так как в остальном весь процесс схож с обычной аргонодуговой сваркой.
Анод и сопло
 Для плазмотрона понадобится бронзовая заготовка, которую предстоит обрабатывать на токарном станке. Из этой заготовки необходимо выточить две детали околоцилиндрической формы, которые, вставив одна в другую, необходимо спаять вместе, чтобы внутри образовалась полость по принципу термоса.
Для плазмотрона понадобится бронзовая заготовка, которую предстоит обрабатывать на токарном станке. Из этой заготовки необходимо выточить две детали околоцилиндрической формы, которые, вставив одна в другую, необходимо спаять вместе, чтобы внутри образовалась полость по принципу термоса.
Эта полость будет использоваться для прокачки охлаждающей жидкости. Это будет анод горелки. Он может быть и соплом в плазменной сварке. Диаметр сопла должен быть 1,8-2,0 миллиметра. Можно сделать сопло из более тугоплавкого материала и вкрутить его в анод, предварительно предусмотрев устройство резьбы на обеих деталях.
Охлаждение
Циркуляцию охлаждающей жидкости можно осуществить путем подключения через систему шлангов обычного автомобильного омывателя ветрового стекла. То есть не самого омывателя, а только бачка с перекачивающим насосом. Питание насоса напряжением постоянного тока 12 В организуется от аккумулятора или через подходящий блок питания.
Катод
Для катода можно использовать заточенный под конус стержень, изготовленный из вольфрамового электрода. Диаметр стержня должен быть 4,0 миллиметра. На тыльной стороне стержня необходимо предусмотреть резьбовое устройство, позволяющее осуществлять контролируемый ввод стержня в корпус плазмотрона.
Корпус
Сам корпус можно выполнить из неметаллического твердого тугоплавкого материала. Внутри необходимо предусмотреть возможность подачи плазмообразующего и защитного газа, для чего необходимо впаять патрубки подходящих размеров.
Возбуждение дуги
От основного источника питания, который теперь можно называть плазменным инвертором, подводится положительный заряд. Минимальная величина тока в 5-7 А должна будет поддерживать горение дежурной дуги.

Если аппарат имеет встроенный осциллятор, то возбуждение дуги не должно вызвать проблем. Если осциллятора нет, придется усложнить конструкцию плазмотрона, подпружинив катод таким образом, чтобы можно было осуществить кратковременное касание анода.
Именно в момент касания и будет зажигаться дежурная дуга. Пружину необходимо предусмотреть достаточно жесткую, чтобы контакт был как можно короче по времени, иначе катод может пригореть к аноду.
Нагнетание газа
При работе необходимо учесть существенный недостаток – в самодельном устройстве для плазменной сварки, расход аргона будет неоправданно высок. Поэтому при резке металлов или других материалов целесообразно использовать сжатый воздух или водяной пар. Но ими можно только резать, так как и воздух и пар не являются химически нейтральными к металлу и могут вызвать окисление шва.
 Для нагнетания сжатого воздуха используются компрессоры. Подключать компрессор к плазмотрону лучше не напрямую, а через ресивер – баллон, в котором воздух аккумулируется под некоторым давлением.
Для нагнетания сжатого воздуха используются компрессоры. Подключать компрессор к плазмотрону лучше не напрямую, а через ресивер – баллон, в котором воздух аккумулируется под некоторым давлением.
Если ресивер не использовать, то подача воздуха будет неровной и качество плазменной дуги будет низкое. Для подачи водяного пара используют различные парогенераторы.
Микроплазменные аппараты
Очень часто домашние умельцы делают аппараты для плазменной резки и пайки, в которых температура плазмы не превышает всего 8000-9000 °C. Отличительной особенностью такого микроплазменного аппарата, является то, что он использует для образования плазмы спиртоводную жидкость, которая испаряется прямо в плазмотроне.
Для этого в конструкции предусмотрен специальный резервуар. Подобные аппараты очень удобны для мелких работ ввиду своей мобильности, ведь нет необходимости транспортировать громоздкие баллоны с газом или газогенераторы.
При правильной эксплуатации сварочного оборудования и соблюдении режимов сварки, при использовании качественных расходных материалов, плазменная сварка является наиболее эффективным способом резки или соединения материалов.
В настоящее время только лазерная сварка является более технологичной, но ее стоимость и требования к оборудованию на порядок выше, чем у плазменной.
Плазменная сварка и ее особенности
Соединение металлических пластин и деталей толщиной до 10 мм с помощью плазменной сварки производят без предварительной разделки кромок. Такой метод выполняется при воздействии на соединяемые детали высокотемпературной плазменной струи. Плазма состоит из заряженных ионизированных частиц газа, способных проводить ток. Для ионизации газа используют нагревание сжатой дуги, поступающей из плазматрона температурой до 30 000º С.
Что такое плазменная сварка
Плазменная сварка надежно соединяет между собой различные металлы: тугоплавкие нержавеющие легированные стали, алюминий и другие цветные металлы, а также сплавы и чугун. Она широко используется в приборостроении, медицинской и пищевой промышленности и во многих других отраслях промышленности.

Плазма возникает при воздействии на поступаемый газ электрической дуги. Такая операция происходит в специальном устройстве — плазматроне, похожий на горелку, применяемую при газовой сварке. В плазматроне размещен вольфрамовый электрод, подсоединенный к отрицательному источнику тока, также имеется канал по которым подводится газ для получения плазмы.
На конце плазматрона расположено сопло, в зависимости от используемой технологии, оно может быть подключено к плюсу источника тока или нет. Так как температура струи плазмы очень высокая, к соплу подсоединен подвод воды для охлаждения.
После зажигания сжатой дуги в плазмотрон подается газ для образования плазмы. Происходит нагрев газа до высокой температуры, газ ионизируется и в несколько раз расширяется в объеме. Такое изменение состояние газа приводит к образованию плазмы и выхода из сопла с большой скоростью.

Раскаленная струя газа плавит металл, образуя при этом шов. Кроме того дополнительно отдельным каналом подается в место соединения поток защитного газа. При резке металла плазмотрон используется как резак, только в отличие от газовой горелки обрезанные края получаются ровные и нуждаются лишь в небольшой обработке.
Виды плазменной сварки
По способу воздействия дуги на металл сварка может быть двух видов:
- Соединение металлических изделий дугой, возникающей между металлом и электродом из вольфрама.
- Сварка струей плазмы вытекающей из сопла, которая появляется при горении дуги между наконечником плазматрона и электродом.
Для получения плазмы в основном используется следующие виды материалов: кислород, азот, аргон и даже воздух. Нередко применяют и смесь нескольких видов газа, а для некоторых типов сварочных аппаратов используют воду или разбавленный спирт. Величина тока зависит от толщины материала, вида свариваемого металла и скорости резания. Существуют три подвида по силе тока:
- Микроплазменная, применяется для соединения листов металла толщиной до 1 мм. Сила тока до 25 А.
- При средней величине тока до 150 А. Применяется для сварки низкоуглеродистой стали толщиной до 10 мм.
- При большой величине тока больше 150 А.
Плазменная сварка по способу подключения к источникам тока может быть прямого и косвенного действия. В зависимости от объема работы, работа может выполняться в ручном или автоматическом режиме. При ручном режиме присадочная проволока удерживается в зоне шва руками. В промышленности для различных типов свариваемых изделий разработаны специальные автоматические установки.

Сварка прямого действия
Сущность этого способа в том, что электрическая дуга создается между электродом и металлом. Один конец источника тока подключается к электроду, а другой к металлу. Такой вид наиболее широко применяется в промышленности, так как при этом экономно расходуется защитный газ, происходит стабильное без затухания горения и повышается производительность.
Начальная электрическая дуга для начала процесса ионизации газа возбуждается при малой силе тока между соплом и деталью, а после касания детали плазматроном загорается основная дуга. Плазменная струя вытекает из сопла с большим напором и температурой, происходит нагревание и сварка подготовленных изделий.
Технология косвенной сварки
К источнику тока подключается один конец к электроду, а другой к соплу. При таком подключении дуга возбуждается внутри плазматрона между электродом и соплом. Происходит изменение состояния газа и возникновение плазмы, при этом объем газа увеличивается почти в 50 раз, и на выходе из сопла плазменная струя обладает большой энергией.
Этот способ не так распространен, хотя у него есть и несомненные преимущества:
- Он позволяет проводить безотказную работу, даже если она проходит при сварке на малых токах.
- При работе нет разбрызгивания, это позволяет резать металл без использования инертного газа, который необходим для защиты места сварочной ванны.
Плазматроны для прямой и косвенной сварки внешне похожи друг на друга.
Разница заключается только в том, что у горелки прямого действия для розжига начальной дуги на сопло подается ток небольшой мощности, который затем в процессе работы отключается.
Микроплазменная сварка
Особенности такой сварки в том, что она выполняется при небольших значениях силы тока до 25 ампер. Она применяется при соединении тонких листов металла толщиной от 0,025 до 1 мм. Сварка используется в приборостроении и других отраслях где применяются тонкостенные материалы, а также для сварки пластмасс и даже тканей.
Плазменная струя из сопла выходит в виде небольшого узкого луча, при таком размере швы получаются небольшими, так как площадь нагрева маленькая и металл не деформируется. В качестве источника тока может применяться как переменный так и постоянный ток. Горение плазмы происходит непрерывно без перебоев, что позволяет качественно проводить сварку даже неопытным работникам.

Плюсы и минусы
Как и любой вид сварочных работ соединение деталей с помощью плазмы имеет ряд достоинств и недостатков. В частности к плюсам такого способа относится следующее:
- высокая производительность и КПД при производстве работ;
- хорошее качество шва, не требующее дальнейшей зачистки, и дополнительной обработки;
- отсутствие шлаков;
- можно производить резку и сварку изделий до 10 мм, без разделки кромок;
- глубокая проварка при стыковом соединении и отсутствие коробления и деформации.
Среди недостатков можно выделить следующие:
- достаточно затратная стоимость оборудования и выполнения работ;
- при выполнении масштабных работ на производстве необходима высокая квалификация обслуживающего персонала;
- для безопасности работ необходимо производить постоянную подачу охлаждения.
Но все эти недостатки не так значительны, если принимать во внимание высокое качество и надежность выполнения работ.
Применяемое оборудование
Аппараты для плазменной сварки применяются как для промышленных целей, так и для использования в домашних условиях. Для домашних целей применяется портативный плазменный комплекс «Горыныч», который работает от обычной розетки. В качестве плазмообразующей смеси используется обычная вода или спирт. Плазменная струя регулируется и с помощью аппарата можно производить и точечную сварку.

При некоторой сноровки научиться работать и выполнять сварку своими руками совсем несложно, ну а для ознакомления как работает аппарат и с правилами пользования можно посмотреть на видео. Цена аппарата около 30 000 рублей.
Неплохо зарекомендовали себя и другие аппараты для применения в домашних условиях и на небольших производствах: это Мультиплаз, производства Россия, немецкий Fubag, и китайский Aurora Последний отличается также и не высокой ценой.
Для промышленных работ применяют целые комплексы оборудования, состоящие из инверторного аппарата, блока водяного охлаждения, блока поджига и других комплектующих. Один из таких аппаратов TRITON CUT 200 HF W (TR200PRO), цена его от 1 200 000 рублей, максимальный ток при резке 200 Ампер, а толщина металла до 64 мм.

Некоторые умельцы изготавливают самодельные плазменные аппараты, используя готовые схемы и детали от заводских изделий. В интернете можно также найти подробную инструкция по изготовлению такого аппарата. Такой способ обойдется конечно дешевле, ну а надежность и безотказность такого аппарата зависит от качества изготовления и умения мастера.
Плазменная сварка
Для плазменной дуги характерны крайне высокая температура (до 30000°С) и широкий диапазон регулирования технологических свойств.
По сравнению с аргонодуговой сваркой плазменная сварка отличается более высокой проплавляющей способностью. Это дает ей следующие преимущества:
- повышенную производительность;
- меньшую зону термического влияния;
- более низкие деформации при сварке;
- пониженный расход защитных газов;
- более высокую стабильность горения дуги;
- меньшую чувствительность качества шва от изменения длины дуги (ввиду её неизменной геометрии по длине (рисунок 1).

Рис. 1. Плазменная (сжатая) дуга, горящая на графит
Плазмотроны прямого и косвенного действия
Плазменную дугу получают при помощи устройства под названием плазмотрон. Есть два способа подключения плазмотрона: для генерации дуги прямого действия (рис. 2,а) и для генерации дуги косвенного действия — плазменной струи (рис. 2,б).
Плазмотроны, подключаемые для генерации дуги, называют плазмотронами прямого действия, а для генерации плазменной струи — косвенного действия. Часто плазмотроны косвенного действия конструктивно отличаются от плазмотронов прямого действия системой охлаждения соплового узла плазмотрона. У первых она более эффективна.
Принцип действия и конструкция плазмотронов
В плазмотронах прямого действия плазменная дуга возбуждается между вмонтированным в газовую камеру стержневым — как правило, вольфрамовым — электродом и свариваемым изделием. Сопло электрически нейтрально от электродного (катодного) узла и служит для сжатия и стабилизации дуги.
В плазмотронах косвенного действия плазменная дуга создается между электродом и соплом, а поток плазмы выдувает плазменную струю.
Рис. 2. Схемы плазмообразования
Для плазменной сварки металлов обычно применяют плазмотроны с дугой прямого действия.
Сжатие столба дуги происходит следующим образом: рабочий газ, проходящий через столб дуги, нагревается, ионизируется и выходит из сопла плазмотрона в виде плазменной струи.
Плазменная дуга прямого действия по форме почти цилиндрическая и немного расширяется у поверхности изделия.
Плазменная дуга косвенного действия (струя) по форме представляет собой ярко выраженный конус с вершиной, обращенной к изделию и окруженной факелом.
Слой газа, омывающий столб дуги снаружи, остается относительно холодным, образуя тепловую и электрическую изоляцию между плазменной дугой и каналом сопла. Плотность тока дуги в плазмотронах достигает 100 А/мм2, а температура — 15000–30000 °С.
Особенности дуг прямого и косвенного действия
У плазмотрона с дугой прямого действия плазменная струя совмещена со столбом дуги — в отличие от плазмотрона с дугой косвенного действия. Это значит, что для первого плазмотрона характерна более высокая температура и тепловая мощность.
Процесс возбуждения дуги непосредственно между электродом и изделием осуществить трудно. Поэтому сначала возбуждается дуга между электродом и соплом (дежурная), а когда ее факел касается изделия, происходит автоматическое зажигание основной дуги между электродом и изделием.
Дежурная дуга отключается при устойчивом горении основной дуги. Обычно дежурная дуга питается от того же источника, что и основная, через токоограничивающие сопротивления.
В плазмотронах с дугой прямого действия в изделие вводится дополнительное тепло за счет электронного тока. КПД таких плазмотронов значительно выше, чем у плазмотронов с дугой косвенного действия. Поэтому плазмотроны с дугой прямого действия лучше применять для сварки, резки, наплавки, а плазмотроны с дугой косвенного действия — для напыления, нагрева и т.п.