
Оборудование сварочного поста для ручной дуговой сварки
ОБОРУДОВАНИЕ СВАРОЧНОГО ПОСТА ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ
Стационарный сварочный пост для ручной дуговой сварки
Рабочее место сварщика — это сварочный пост, который оснащен необходимым инструментом и оборудованием для выполнения работ. Сварочные посты могут быть оборудованы как в производственном помещении, таки на открытой производственной площадке (строительномонтажные условия работы). В зависимости от условий работы сварочные посты могут быть стационарными или передвижными.
В зависимости от характера выполняемой работы и размеров свариваемых конструкций сварочный пост может располагаться в специальных сварочных кабинах или непосредственно на конструкции.
В кабинах в качестве источников питания размещаются наиболее распространенные однопостовые сварочные трансформаторы типа ТДМ для сварки на переменном токе или сварочные выпрямители типа ВД или ВДУ для сварки на постоянном токе. Применяются также и многопостовые источники питания на несколько независимых постов. При питании сварочных постов от многопостовых источников сварочный ток разводят по кабинам с помощью токоподводящих проводов или шин. В кабине устанавливают рубильник или магнитный пускатель для включения сварочного тока.
Сварочные кабины размерами 2000×2000 или 2000×3000 мм используют при сварке небольших изделий. Стены кабин изготавливают из несгораемых материалов и окрашивают огнестойкой краской, поглощающей ультрафиолетовые лучи. Стены имеют высоту 1800—2000 мм, а для лучшей вентиляции подняты над полом на 200—300 мм. Дверной проем в кабине закрывают брезентом, пропитанным огнестойким составом. Пол настилают из огнеупорного материала — кирпича или бетона. Кабины должны освещаться естественным или искусственным светом (80—100 лк), вентилироваться (воздухообмен 40 м 3 /ч) и иметь местные отсосы, поглощающие газы и пары из зоны сварки.
Внутри кабины устанавливают металлический сварочный стол высотой 500—600 мм для работы сидя или около 900 мм для работы стоя (площадью около 1 м 2 ) со стальными болтами для крепления токоподводящего провода от источника сварочного тока и для провода заземления стола. С боковой стороны стола имеются гнезда для хранения электродов или присадочной проволоки (рис. 1.1).

Рис. 1.1. Сварочная кабина:
- 1 — источник питания; 2 — ящик для электродов; 3 — ящик для инструмента; 4 — стеллажи для деталей и готовых сварных узлов; 5 — стул сварщика;
- 6 — стол сварщика; 7 — электропечь для прокалки электродов

Для выполнения сварочных работ сварщику требуется определенный набор инструментов и принадлежностей. Сварщики обеспечиваются средствами личной защиты, спецодеждой.
Электрододержатель — приспособление для закрепления электрода и подвода к нему тока. Среди всего многообразия применяемых электрододержателей наиболее безопасными являются пружинные, изготавливаемые по требованиям и классификации ГОСТ 14651—78Е: I типа — для тока до 125 А; II типа — для тока 125—315 А; III типа — для тока 315—500 А. Эти электрододержатели выдерживают без ремонта 8—10 тыс. зажимов. Время замены электрода не превышает 3—4 с. По конструкции различаются винтовые, пластинчатые, вилочные и пружинные электрододержатели (рис. 1.2). Электрододержатель (ГОСТ 14651—78Е) должен быть легким (массой не более 0,5 кг), с надежной изоляцией, не нагревающимся при работе и обеспечивающим быстрое и надежное закрепление электрода (рис. 1.3). В зависимости от способа крепления электродов различают пассатижные (ЭП и ЭД), винтовые, эксцентриковые (ЭУ и ЭДС) и другие виды электрододержателей (табл. 1.1).

Рис. 1.2. Типы электрододержателей: а — вилочный; б — щипцовый; в — завода «Электрик»; г —с пружинящим кольцом

Рис. 1.3. Электрододержатель серии ЭП:
- 1 — защитный колпачок пружины; 2 — пружина; 3 — рычаг с верхней губкой; 4 — теплоизоляционная защита;
- 5 — нижняя губка; 6 — конус резьбовой втулки
Технические характеристики различных марок электрододержателей для ручной электродуговой сварки плавящимся электродом
Допустимая сила сварочного тока, А
Диаметр металлического стержня электрода, мм
Площадь сечения сварочного кабеля, подсоединенного к держателю, мм 2
Размеры, мм: длина
Щитки и шлемы изготавливают в соответствии с ГОСТ 12.4.035—78 из токонепроводящих материалов — фибры или пластмассы (табл. 1.2). Масса щитка не превышает 0,48 кг, шлема — 0,6 кг. Они имеют гладкую матовую внутреннюю поверхность черного цвета. Щиток состоит из корпуса со смотровым окном и ручки, имеющей круглое поперечное сечение и длину не менее 120 мм. Шлем представляет собой защитное приспособление, надеваемое сварщиком на голову и обеспечивающее два фиксированных положения корпуса: опущенное (рабочее) и откинутое назад.
Для защиты глаз от вредного излучения щитки и шлемы снабжены светофильтрами типа С темно-зеленого цвета, которые выпускают вместо светофильтров типа Э. Они подразделяются на 13 классов для сварочного тока силой 13—900 А.
Защитные щитки и шлемы электросварщика
Размеры светофильтра, мм
Наголовный щиток с непрозрачным корпусом
Наголовный щиток с непрозрачным корпусом
Ручной щиток с непрозрачным корпусом
Наголовный щиток, монтируемый на защитной каске, с открывающимся светофильтром и подвижной рамкой
Ручной щиток с непрозрачным корпусом
Класс (номер) светофильтра выбирается в зависимости от величины сварочного тока:
Класс (номер) С-3 С-4 С-5 С-6 С-7 С-8
Сила сварочного 15-30 30-60 50-150 150-275 275-350 350-600
Защитные светофильтры (затемненные стекла), предназначенные для защиты глаз от излучения дуги, брызг металла и шлака, изготавливаются 13 классов или номеров по ГОСТ 12.4.080—79. Номер светофильтра подбирается в зависимости от индивидуальных особенностей зрения сварщика. Однако следует учитывать некоторые объективные факторы: величину сварочного тока, состав свариваемого металла, вид дуговой сварки, защиту сварочной ванны от воздействия газов воздуха. Размер светофильтра 52×102 мм. При сварке покрытыми электродами следует ориентироваться на применение светофильтров различных номеров в зависимости от силы сварочного тока: 100 А — № С-5; 200 А — № С-6; 300 А — № С-7; 400 А — № С-8; 500А — № С-9 и т.д. При сварке плавящимся электродом тяжелых металлов в инертном газе следует пользоваться светофильтром на номер меньше, а легких металлов — на номер больше по сравнению со светофильтром при сварке покрытыми электродами.
При сварке в углекислом газе применяют следующие светофильтры: до 100 А — № С-1; 100-150 А — № С-2; 150-250 А — № С-3; 250—300 А — № С-4; 300—400 А — № С-5 и т.д. Светофильтры вставляются в рамку щитка, а снаружи светофильтр защищают обычным стеклом от брызг металла и шлака. Прозрачное стекло периодически заменяют. Для защиты глаз сварщика применяются светофильтры на жидких кристаллах типа «Хамелеон».
От сварочных аппаратов к рабочим местам сварочный ток поступает по гибкому проводу марки ПРГ, АПР или ПРГД с резиновой изоляцией, длина которого не превышает 40 м. К электрододержателю подключают гибкий медный провод марки ПРГД длиной не менее 3 м. В таблице 1.3 приведены данные по выбору сечения гибких сварочных проводов. Температура их нагрева не должна превышать 70 °С.
Токоподводящий провод соединяется с изделием через специальные зажимы. В сварочном поворотном приспособлении должны быть предусмотрены специальные клеммы. Закрепление провода должно быть надежным. Самодельные удлинители токоподводящего провода в виде кусков или обрезков металла не допускаются. Некоторые виды зажимов приведены на рис. 1.4. Проводящий провод впаивают высокотемпературным припоем или закрепляют механически.
Площадь сечения проводов в зависимости от силы сварочного тока
Оборудование сварочного поста для ручной дуговой сварки
Рабочее место сварщика — это сварочный пост (рис. 20), который оснащен необходимым инструментом и оборудованием для выполнения работ. Сварочные посты могут быть оборудованы как в производственном помещении, так и на открытой производственной площадке (строительно-монтажные условия работы). В зависимости от условий работы сварочные посты могут быть стационарными или передвижными. Сварочные посты необходимо размещать в специальных сварочных кабинах. В кабинах в качестве источников питания размещаются наиболее распространенные однопостовые сварочные трансформаторы типа ТДМ для сварки на переменном токе, или сварочные выпрямители типа ВД или ВДУ для сварки на постоянном токе. Применяются также и многопостовые источники питания на несколько независимых постов.

Рис. 20. Сварочный пост для ручной сварки: 1 — сеть
электрического питания; 2 — рубильник или магнитный пускатель; 3 — источник питания; 4 — сварочные провода; 5 — электрододержатель; 6 — зонд местной вытяжки воздуха
Кабина сварочного поста должна иметь размеры: 2(1,5) или 2(2) м и высоту не менее 2 м. В кабине устанавливается металлический стол, к верхней части кабины подводится зонд местной вытяжки воздуха от вентиляционной системы. В столе предусматриваются выдвижные ящики для хранения необходимого инструмента и приспособлений. Сварочный пост комплектуется источником питания, электрододержателем, сварочными проводами, зажимами для токонепроводящего провода,
сварочным щитком с защитными светофильтрами, различными
зачистными и мерительными инструментами. Сварщики обеспечиваются средствами личной защиты, спецодеждой. Электрододержатель — приспособление для закрепления электрода и подвода к нему тока (рис. 21). Среди всего многообразия применяемых электрододержателей наиболее безопасными являются пружинные, изготовляемые в
соответствии с существующими стандартами: I типа — для тока до 125 А; II типа — для тока 125—315 A; III типа — для тока 315- 500 А. Эти электрододержатели выдерживают без ремонта 8 000—10 000 зажимов. Время замены электрода не превышает 3—4 с. По конструкции различаются винтовые, пластинчатые, вилочные и пружинные
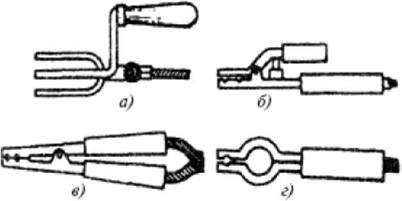
Рис. 21. Типы электрододержателей: а — вилочный; б — 111игатовый; в — завода «Электрик»; г — с пружинящим кольцом
Щитки сварочные изготавливаются двух типов: ручные и головные из легких негорючих материалов. Масса щитка не должна превышать 0,50 кг. Защитные светофильтры (затемненные стекла), предназначенные для защиты глаз от излучения дуги, брызг металла и шлака, изготавливаются 13 классов или номеров. Номер светофильтра
подбирается в первую очередь в зависимости от индивидуальных особенностей зрения сварщика. Однако следует учитывать некоторые объективные факторы: величину сварочного тока, состав свариваемого металла, вид дуговой сварки, защиту сварочной ванны от воздействия газов воздуха. Размер светофильтра 52×102 мм. При сварке покрытыми электродами следует ориентироваться на применение светофильтров различных номеров в зависимости от величины сварочного тока: 100 А — №С5; 200 А-№С6; 300 А-№С7; 400 А-№С8; 500 А -№С9 ит. д. При сварке плавящимся электродом тяжелых металлов в инертном газе следует пользоваться светофильтром на номер меньше, а легких металлов — на номер больше по сравнению со светофильтром при сварке покрытыми электродами. При сварке в среде С02 применяют следующие светофильтры: до 100 А-№С1; 100-150 А-№С2; 150-250 А — № СЗ; 250—300 А -№С4; 300—400 А-№С5 ит. д. Светофильтры вставляются в рамку щитка, а снаружи светофильтр защищают обычным стеклом от брызг металла и шлака. Прозрачное стекло периодически заменяют. Кабели и сварочные провода необходимы для подвода тока от источника питания к электрододержателю и изделию. Кабели изготавливают многожильными (гибкими) по установленным нормативам для электротехнических установок согласно ПУЭ (Правила устройства и эксплуатации электроустановок) из расчета плотности тока до 5 А/мм2 при токах до 300 А. Электрододержатели присоединяются к гибкому (многожильному) медному кабелю марки ПРГД или ПРГДО. Кабель сплетен из большого числа отожженных медных проволочек диаметром 0,18— 0,20 мм. Применять провод длиной более 30 м не рекомендуется, так как это вызывает значительное падение напряжения в сварочной цепи. Рекомендуемые сечения сварочных проводов для подвода тока от сварочной машины или источника питания к электрододержателю и свариваемому изделию приведены в (табл. 2).
Сварочный пост и его виды
Что такое электро- или газосварочный пост? Если просто, то это рабочее место сварщика, которое полностью оборудовано необходимыми приборами, аппаратами, инструментами и расходными материалами. Здесь же должна быть вытяжка для удаления всевозможных газов, которые сопровождают сварочный процесс, это требования безопасности. Обязательно наличие верстака, стула и других атрибутов мастерской.

Виды сварочных постов
В классификацию сварочных постов входит два вида: стационарный и передвижной (переносной). Последний можно перевозить на разные объекты. Особенность деятельности в стационарном посту – это заготовка приносится к сварщику. В передвижном варианте сварщик приезжает к заготовке.
Стационарный сварочный пост
Размеры сварочного поста определяются объемом выполняемых сварщиком работ. Но высота кабины обычно не меньше 2 м. Пол, потолок и стены изготавливаются из негорючих материалов. Это требования безопасности.
Освещение рабочего места не должно быть меньше 80 Люкс. Идеально, если будет комбинация искусственного освещения с дневным. Подключение всех видов электрического оборудования к системе заземления здания цеха обязательно. Пост для ручной дуговой сварки стационарного типа должен оборудоваться хорошо работающей вентиляцией. Основное к ней требование – это воздухообмен в пространстве поста 40 м³/ч.
Поверхность рабочего верстака – это чугунная плита толщиною 20-25 мм. При этом ее поверхность должна находиться на высоте 50-70 см над уровнем пола. Внутри каждой рабочей кабины должен устанавливаться рубильник и магнитный пускать, обеспечивающие включение и отключение сварочного трансформатора.
Внимание! Сварочное оборудование может устанавливаться как внутри помещения, так и снаружи. При этом максимальное расстояние от него до сварного аппарата не должно превышать 15 м.
Передвижной сварочный пост

По сути, это рабочее место электро- или газосварщика на открытом воздухе. Поэтому к данному месту не такие жесткие требования безопасности. Здесь нет системы вентиляции, из поверхностей лишь потолок, который является крышей навеса, закрывающего пространство от природных осадков.
В основном используется дневное освещение, но каждый верстак снабжен локальной осветительной системой, которая работает независимо от других объектов. Но, как и на стационарном посту, на переносном также организуется система заземления. Некоторые переносные сварочные кабины закрываются со всех сторон защитными панелями. Но есть к его обустройству одно требование – между панелями должен всегда оставляться зазор в пределах 50 см. Это и будет своеобразная система вентиляции сварочного поста.
Что касается оборудования сварочного поста для ручной дуговой сварки или газосварки (имеется в виду передвижного типа), то кроме верстака и стула устанавливаются тумбы, в которых хранится инструмент и расходный материал для проведения работ.
Существуют передвижные сварочные посты, которые организуются на автомобильных шасси. Это по-настоящему передвижной объект. В его конструкции обычно размещают до трех сварных агрегатов. Такую машину подгоняют к объекту, и работают на нем сразу три сварщика.
Обшивают большую машинную конструкцию тонким листовым железом, тем самым соблюдая требования безопасности. Внутри устанавливают один длинный верстак, здесь же располагаются тумбы, печь для прокалки электродов, ящики для складирования кабелей и шлангов. В общем, это мобильная установка, с помощью которой можно выполнять большой объем работ.
Такие сварочные посты для газовой сварки или электросварки могут располагаться не на автомобильных шасси, а на полозьях. В верхней части его каркаса по углам делаются проушины, за которые всю конструкцию поднимают с помощью крана и переносят на необходимый участок. Или грузят на машину и перевозят на другие объекты.
Оснащение
Так как существует несколько видов сварки, соответственно и рабочее место придется оснащать по-разному. Неизменным лишь остаются заземление, требования безопасности к сварочному посту, освещение и вспомогательные приспособления для удобства работы сварщика.
- Сварка неплавящимися электродами в защитных газах требует организации места для баллонов с газом или компрессора.
- Механизированная сварка или резка металлов – это дополнительный агрегат для подачи расходника или режущего инструмента.
- Использование трехфазного напряжения – это установка контактора необходимой величины.
- Рабочее место электросварщика, работающего на переменном токе, дополнительно оснащается осциллятором. Его назначение – стабилизация электрической дуги.
Оснащение места работы газо- или электросварщика – дело серьезное и ответственное. Здесь действует основное и важное правило – обеспечить максимальную безопасность ведения сварочных работ. Поэтому таким системам, как вентиляция, заземление и освещение, уделяется повышенное внимание.
Грамотное обеспечение сварочного поста для ручной сварки – это не только уменьшение риска заболевания работника, а значит, и сохранение его здоровья, что очень важно. Это повышение качества работы, плюс сокращение сроков выполнения заказа.
Организация сварочного поста
Сварка относится к категории работ повышенной опасности. Поэтому для ее выполнения обустраивают сварочный пост. Это небольшая зона, которая размещается внутри или вне помещения. В зависимости от вида работы пост оснащается соответствующим оборудованием и инструментами.

Виды сварочных постов
В сущности, сварочные посты это рабочие места, на которых созданы условия для безопасной и удобной работы. В зависимости от источника энергии они бывают газо- и электросварочного вида. К рабочим местам для газовой сварки предъявляются повышенные требования по воздухообмену. На электросварочных постах обеспечивают надежную защиту от поражения электротоком.
Классификация по конструкции подразделяется на стационарные и передвижные виды. Первые оборудуют на отведенном месте для сварки заготовок небольшого размера, так как площадь столешницы верстака ограничена. Вторые делают в виде каркасов на колесах с установленным оборудованием. Мобильность рабочего места удобна для сварки сложных объектов.
Оборудование поста электросварщика
При оборудовании сварочного поста (стационарного или передвижного) для электросварки должны соблюдаться следующие условия:
- заземление подключается к рабочему столу и корпусам оборудования;
- хорошая освещенность поверхности рабочего стола (допускается сочетание искусственного света с естественным);
- пол из огнестойкого материала;
- крышка стола из стали или чугуна, толщиной не меньше 20 мм, с подключенным кабелем массы;
- ящики или карманы для хранения инструмента, электродов, технической документации;
- табурет с сидением из изоляционного материала для сварки сидя;
- наличие на полу возле стола резинового коврика.
Когда сварка проводится на открытом воздухе, рабочее место накрывают навесом или тентом из водонепроницаемого материала для защиты от дождя, снега, солнца.
Стационарный
Сварочные посты стационарного типа делают в виде кабинок без верхнего перекрытия.

При обустройстве учитывают требования нормативных документов:
- Площадь не ниже 3 м², стенки высотой от 2 м. На входе навешивают ширму из брезента или негорючего пластика.
- От пола до нижнего края стенок оставляют вентиляционные зазоры размером не меньше 50 мм. При работе с инертным газом промежуток увеличивают до 300 мм. Зазоры закрывают металлической сеткой с мелкими ячейками.
- Устанавливают стол со столешницей не меньше 1 м². Для работы в положении сидя его высота 60 — 70 см, для сварки стоя от 85 см.
- Стенки делают из листового железа, асбоцементных плит или негорючих материалов, обработанных огнеупорным составом.
- Над столом устанавливают светильник.
- Стенки покрывают краской светло-серого цвета, обладающей способностью поглощения ультрафиолетового излучения (составы на цинковой основе или титановые белила).
- Устанавливают вытяжку или при организации сварочного поста в цеху подключают к централизованной системе приточно-вытяжного воздухообмена.
- Пол заливают бетоном или закладывают кирпичом.
- Внутри кабины устанавливают рубильник для быстрого отключения электрооборудования, если возникнет нештатная ситуация.

Передвижной
При оборудовании передвижных сварочных постов для ручной сварки не требуется организация воздухообмена, соблюдение размеров рабочего места. Однако требования ПБ, которые предъявляются к стационарному типу, должны соблюдаться. Тележка для перемещения оборудования должна быть с удобными колесами, обеспечивающих перевозку поста без приложения чрезмерных усилий.

Для проведения сварки используют переносной сварочный аппарат с комплектом кабелей, который перемещают вдоль объекта. Для защиты от непогоды передвижной пост комплектуется щитами для установки навеса. Инструменты и электроды хранят в тумбах и креплениях. Чтобы защитить находящихся рядом людей от светового излучения, рабочее место огораживают переносными щитами. При прокладке протяженных трубопроводов передвижные сварочные посты обустраивают в небольших вагончиках на колесах от автомобилей с автономным электрогенератором.
Организация газосварочного поста
Основной комплект оборудования газового поста состоит из следующих элементов:
- генератора ацетилена или баллона со сжиженным метаном, пропаном или бутаном;
- баллона с кислородом;
- горелки;
- шлангов, редукторов для регулирования давления кислорода и газа, контрольных манометров.
На передвижном посту обустраивают место с креплениями для установки баллонов. Двухколесную тележку для перемещения оборудования делают из труб. После прибытия к месту работы оператор раскручивает шланги на требуемую длину, открывает вентили на баллонах, приступает к сварке.

Стационарный газосварочного пост оборудуют:
- металлическим столом;
- приточно-вытяжной вентиляцией;
- светильником.
По правилам пожарной безопасности генератор ацетилена необходимо размещать на расстоянии не меньше 10 м от места проведения сварочных работ. Для хранения газовых баллонов должно быть выделено помещение или вместительный металлический шкаф с замками. Их переносят на пост к началу сварочных работ.
Требования к сварочным постам
При организации сварочного рабочего места необходимо выполнять не только требования техники безопасности, но также соблюдать санитарные нормы. Чтобы были хорошо видны мелкие детали, нужно обеспечить освещенность не ниже 80 лк с условием, что свет не будет раздражать глаза. Светильники размещают так, чтобы на рабочем столе не было теней.
Поскольку при сварке выделяются вредные для здоровья газы, организация вентиляции должна быть выполнена в строгом соответствии со всеми требованиями. По санитарным нормам вытяжка должна действовать на территории радиусом 4 м, обеспечивая воздухообмен не меньше 40 мᶾ/час. Если объем сварочных работ невелик эти условия выполнит естественная приточно-вытяжная вентиляция.

В цехах, где одновременно работают несколько сварщиков, устанавливают централизованную приточно-вытяжную систему, к которой подсоединяют каждое рабочее место. Для регулирования интенсивности воздухообмена вентиляционные рукава оснащают заслонками. При работе внутри замкнутого пространства (цистерны, емкости для хранения жидкостей и пр.) приточный воздух подают под маску.
Если на рабочем месте установлено однофазное оборудование, в его составе должен быть осциллятор. Для трехфазного напряжения наличие магнитного контактора обязательно. Если по технологии требуется резка металла нужно выделить место, где будет размещаться режущий инструмент.
Если часто приходится заниматься ремонтом металлических изделий на дому пост для сварочных работ не будет лишним в хозяйстве. Однако, чтобы работа была комфортной и безопасной необходимо выполнение всех требований. Особенно к вентиляции.
Сварочный пост для ручной дуговой сварки
 От того, насколько рационально и удобно обустроено рабочее место сварщика, зависит производительность его работы и качество получаемых сварных соединений. Рабочее место, на котором сварщик выполняет всю свою работу, называется сварочным постом.
От того, насколько рационально и удобно обустроено рабочее место сварщика, зависит производительность его работы и качество получаемых сварных соединений. Рабочее место, на котором сварщик выполняет всю свою работу, называется сварочным постом.
Сварочный пост для ручной дуговой сварки по своему обустройству заметно отличается от рабочего места сварщика, проводящего автоматическую сварку. Об особенностях размещения необходимых инструментов и оборудования пойдет речь далее.
- Устройство поста для ручной дуговой сварки
- Стационарный сварочный пост для ручной сварки
- Передвижной пост для ручной сварки
Устройство поста для ручной дуговой сварки
В обязательном порядке на каждом сварочном посту должны находиться все необходимые материалы, инструменты и сварочное оборудование. Короче, все то, что необходимо сварщику для работы. Это сварочный аппарат нужного типа, электроды и держатели для них, средства заземления, источник питания, а также минимальный комплект металлической мебели.
Сварочный пост может быть стационарным или передвижным, в зависимости от своего назначения и места нахождения.
Стационарный сварочный пост для ручной сварки
Это рабочее место, которое обустроено на постоянной основе. Его габариты зависят от размеров свариваемых изделий. Как правило, сюда входят металлический стол и стул, который регулируется по высоте. Питание подводится непосредственно к столу, а сварщик  работает, не вставая из-за стола. Все изделия подаются к нему на рабочее место. Вместо стола часто используется специальный кантователь, позволяющий легко перемещать и поворачивать детали так, как это нужно сварщику.
работает, не вставая из-за стола. Все изделия подаются к нему на рабочее место. Вместо стола часто используется специальный кантователь, позволяющий легко перемещать и поворачивать детали так, как это нужно сварщику.
Если приходится варить крупногабаритное изделие, то сварщик может вставать из-за стола и передвигаться на расстояние, равное длине сварочного кабеля. Перемещение осуществляется в разумных пределах, так как увеличение длины кабеля приводит к изменению напряжения на электроде в меньшую сторону.
Для стационарного поста обычно изготавливают металлический бокс, стены которого имеют высоту не менее 2 м.
Очень важно делать подобные боксы не глухими, а вентилируемыми. Для этого их стены приподнимают над уровнем пола на высоту около 50 см.
В качестве материалов для стен также могут использоваться любые негорючие материалы, например, листы асбестоцемента. Вход в каждый бокс завешивается брезентовыми шторками, которые пропитаны огнезащитным составом.
Также огнезащитными свойствами должен обладать и пол стационарного поста.
Передвижной пост для ручной сварки
Пост, который способен перемещаться в пределах какого-то объекта, называется передвижным постом. Такое рабочее место популярно на различных стройках, когда сварщику приходится перемещаться на определенные расстояния, выполняя работу по сварке габаритных изделий или изделий, которые невозможно доставить к стационарному посту.
Передвижной пост изготавливается из тонких стальных листов, закрепленных на металлическом каркасе. В такой кабинке также находится все необходимое сварочное оборудование. Такие передвижные кабинки можно перемещать по стройплощадке краном или по рельсам.
В некоторых случаях оборудуются мобильные сварочные места, которые не имеют металлических стенок. Обязательным условием их использования является расположение их под навесами. В случае если сварочный пост находится на высоте более 2 м, обязательным является наличие вокруг него лестниц и заграждений.

