
Для чего нужна углекислота при сварке полуавтоматом?
Работа полуавтоматической сваркой с углекислым газом (диоксид углерода или СО2)

В настоящее время полуавтоматическая сварка с помощью углекислого газа используется как специалистами, так и сварщиками — новичками.
В этой статье Вы почерпнете для себя много полезного о работе с углекислотой, о её достоинствах, таких как защита сварного шва от негативного воздействия частиц в воздухе, повышения качества выполненной работы, и не только.
- Что такое сварка полуавтоматическим сварочным аппаратом в среде СО2?
- Достоинства сварки на углекислом газе
- Компоненты для углекислотного сваривания
- Выводы
Что такое сварка полуавтоматическим сварочным аппаратом в среде СО2?
Итак, давайте же узнаем, как же работает способ сваривания полуавтоматом с углекислотой. Воздействие высокой температуры в процессе сварки способствует частичному распаду углекислого газа на кислород и углерод.
Такой химический процесс благоприятно влияет на итоговый результат, защищая сварочное место (так называемая сварочная ванна) от различных вредных примесей в воздухе в вашей рабочей зоне.
Еще стоит отметить отличное взаимодействие этих трёх газов с железом, что еще больше увеличивает качество сварочного шва.
Основной недостаток углекислого газа – его свойство окислять свариваемый металл, тем самым ухудшая качество проделанной работы.
С этим недостатком достаточно просто и эффективно бороться добавляя в состав проволоки для сварки полуавтоматом большое количество кремния и марганца.
Здесь начинают действовать положительные химические свойства оксидов этих элементов, выделяющиеся в процессе сварки. Их взаимодействие с поверхностью металла способствует формированию надежного сварочного соединения, устойчивого к оксидированию.
Для сварки углекислотой используйте полуавтоматический сварочный аппарат, при этом выбирать его режим работы вы можете сами, опираясь на свой опыт, либо пользуясь рекомендуемыми параметрами из таблицы 1.
Из нее видно, что основной критерий выбора режима работы – толщина свариваемого металла.
Таблица 1 – Параметры настройки полуавтоматического сварочного аппарата с углекислотой:

Достоинства сварки на углекислом газе

Итак, мы уже узнали принцип сварки полуавтоматом с углекислотой, а также как справляются с его главным недостатком.
Теперь давайте посмотрим на основные достоинства этого метода по сравнению с его конкурентом – флюсовой сваркой:
- качество сварного соединения выше, даже у начинающих осваивать эту деятельность;
- скорость работы быстрее в 2-3 раза благодаря равномерному тепловому рассеиванию от сварочной дуги, а следовательно производительность труда намного выше;
- возможность варить даже тонкий металл, не боясь ухудшить качество шва;
- на месте сваривания полуавтоматом не остается остатков флюса и шлака, на случай многослойной сварки металла, это преимущество придется как нельзя кстати;
- отсутствие флюса, а значит ничего не мешает визуальному контролю сварочной дуги;
- качество наплавки с использованием углекислого газа выше, чем с флюсом;
- вы можете проводить паяльные работы в любом пространственном положении, любой сложности (в том числе работы на весу и под углом) без использования планок, подставок, подкладок и пр.;
- экономичность метода и огромная выгода с точки зрения капиталовложения;
- не надо приобретать оснащение для удаления и подачи флюса во время сварочного процесса;
- в два раза дешевле себестоимость металла, используемого под наплавку, в сравнении с другими методами;
- сама по себе углекислота имеет относительно низкую цену, что также уменьшает общую стоимость работ.
Полуавтоматическая сварка на углекислотном газе нашла свое место в судовом строении, машиностроении, при сварке систем отопления и водопровода, в производстве изделий из легированной стали или термостойких металлов, в случаях труднодоступности места сваривания и когда необходимо провести быстрый ремонт и наплавку.
Проще говоря, этот метод применяется в серийной промышленности и производствах, а не только в условиях гаражной самодеятельности.
Сваривание полуавтоматом в углекислоте заслуженно получила такую популярность благодаря совокупности своих преимуществ, но теперь давайте разберем в каких материалах она нуждается.
Компоненты для углекислотного сваривания

Проволока для сварки полуавтоматом. Применяется как электрод. Для каждого случая, в зависимости от того какой металл мы будем паять, проволоку необходимо выбирать индивидуально.
Отталкиваясь от толщины свариваемого металла, мощности полуавтомата и его прочих особенностей, диаметр проволоки может изменяться в диапазоне от 0.5 до 3 мм. На практике лучший результат показывает медная проволока, её мы и рекомендуем использовать.
Пускать в дело необходимо исключительно чистый материал, без следов ржавчины, коррозии, загрязнений, которая хранилась в надлежащих условиях.
В противном случае эту проволоку использовать нельзя, если вы не хотите в результате получить плохое качество соединения. Рекомендуется вымачивать проволоку в серной кислоте, а после несколько часов удерживать при высокой температуре.
Углекислый газ СО2. Собственно, наш главный гвоздь программы и самый важный компонент. Углекислота для сварки полуавтоматом безвредна для человека и бесцветна.
Перемещается и хранится СО2, как правило, под давлением в специальных черных емкостях и с одноименной маркировкой. Вот несколько практических и просто полезных советов по эксплуатации:
- для особо важных и сложных работ используйте емкость с 99%-ым содержанием диоксида углерода, в остальных случаях ёмкостей с 98%-ым содержанием будет предостаточно;
- учтите, что излишняя влага отрицательно скажется на общем качестве сваривания. Чтобы от неё избавиться, поставьте ёмкость в вертикальное положение на один час, за это время влага осядет на дно;
- перед началом сварки полуатоматом выпустите немного газа из ёмкости, чтобы избавится от, вредных для сварки, примесей азота, содержащиеся в ней.
Выводы
Итого, сварка полуавтоматическим сварочным аппаратом в среде СО2 – это набор сплошных преимуществ, например повышение производительности труда, расширение ваших профессиональных умений, а результатом работы вы будете всегда довольны.
У новичков на первых этапах освоения конечно могут наблюдаться проблемы с чрезмерным расходом газа, но и этот недостаток нивелируется его достаточно низкой ценой, а с приобретенным опытом, когда вы освоите принципы работы этого метода, такая проблема исчезнет вовсе.
Немного терпения, опыта в сварочном деле, наличие полуавтомата, углекислоты, всех необходимых материалов и Вы полностью готовы к покорению этого метода.
Профессиональный опыт приобретается на практике, поэтому экспериментируйте и тренируйтесь сами с разными режимами работы, набивая руку, а не уповайте на табличные данные, этот опыт очень важен, если вы хотите стать профессиональным сварщиком.
Спрашивайте советов у профессионалов — сварщиков и не забывайте соблюдать технику безопасности. Желаем успехов!
Особенности полуавтоматической сварки с применением углекислого газа

Сварка с применением углекислоты по принципу работы чем-то напоминает газовую сварку. Возможно производить соединение с защитой, так и без нее. Принцип работы такой сварки – нагнетание углекислого газа на место соединения двух частей свариваемого материала. Сварочная дуга нагревает части материала до максимальных температур; производится распад вещества на части, такие как O2 и CO. В результате мы получаем сварочный швы с устойчивостью к коррозии, окислению и ржавчине.
Чтобы углекислый газ сразу же не окислил железо и углерод, попадая на метал, рекомендуется использовать проволоку в составе которой содержится марганец и кремний. Эти примеси выбирают в себя действие углекислого газа. Сплавы, которые мы получаем в конечном итоге выходят на поверхность шва и идут в отходы. Одна ёмкость углекислого газа обеспечит работой на время до пятнадцати часов. Такая сварка используется преимущественно для сваривания труб и металла. Защитный газ имеет в себе электроды графита и вольфрама.
Сварка полуавтоматом настолько легка в эксплуатации, что подойдёт даже для новичков. При стабильном сроке электрической дуг в таком типе сварки используется обратная полярность. При смене на прямую стоит ожидать плохое качество сварочного шва. Но! Если шов надо заполнить увеличенным количеством металла, то используется прямая полярность. Диаметр посадочной проволоки прямо пропорционален напряжению дуги сварки и толщине стенок металлических деталей. Если вы утолщаете стенки металлических частей. В зависимости от дуги устанавливают интенсивность выдачи проволоки. Защитная среда от углекислого газа – вещество, не имеющее ни цвета, ни запаха, ни вкуса. Если избегать максимальной концентрации при работе, то оно не принесет вред здоровью. Не взрывоопасен при открытом огне. Имеет плотность 1.983 кг/м³.

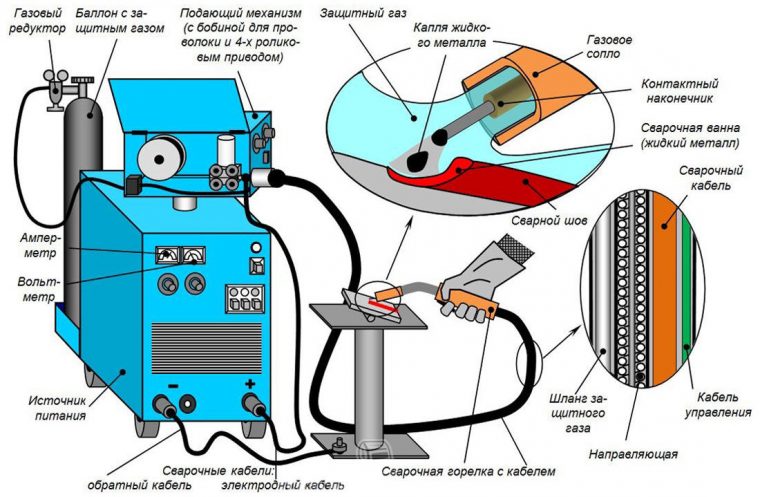
Схема полуавтоматической сварки с применением углекислого газа
Перед тем как начать сварку, баллон ставят вертикально, в результате чего скопившаяся влага оказывается на дне ёмкости. Подачу углекислого газа регулируют непосредственного газовым редактором.
После установки баллона и настройки необходимых параметров производится непосредственно сама сварка.
- Перед работы детали требуют полной очистки от любых загрязнений и всего в таком роде; снятия фаски с краёв. Для этого используют наждачную бумагу и щётки по металлу;
- Все нужные элементы закрепляют в исходное положение;
- Для начала производится пробный шов. Для него использую малое напряжение постоянного тока и наблюдают за реакцией металла. Если использовать большие напряжения сразу, то металлические детали перетерпят деформацию;
- Далее идёт настройка требуемых показателей и непосредственно сварка заготовок.
Стоит также отметить, что перед началом работы следует осмотреть и ознакомиться с приборной панелью вашего приспособления. Элементы управления:
- Переключатель тока при сварке. Регулируется в соотношении с толщиной металла;
- Отдельный переключатель тут регулирует скорость, с какой будет происходить подача проволоки;
- На некоторых машинах – таймеры включения/выключения;
- Отверстие, для сварочного пистолета.
Перед подключением сварки, стоит убедиться в наличии подходящего напряжения и мощности полуавтомата.
Существует два способа сварочных соединений:
- Металлы средней и малой толщины. Сварка производится за счет дуги, которую ведут углом вперед;
- Металлы большой толщины. Сварка производится за счёт дуги, которую ведут углом назад.
Для сварки в углекислоте используется сварочный полуавтомат. Режим работы полуавтомата выбирается исходя из толщины металла. Ниже вы можете видеть таблицу с рекомендуемыми параметрами для сварки тонких металлов.
| Толщина металла, мм | Диаметр проволоки, мм | Сила тока, А | Рабочее напряжение, В | Скорость сварки, м/ч | Расход газа, м³/мин |
| 0,8 — 1,5 | 0,5 — 0,8 | 60 — 100 | 17 — 20 | 17 — 20 | 5 — 7 |
| 1,5 — 2,0 | 0,8 — 1,0 | 80 — 120 | 19 — 20 | 16 — 20 | 6 — 8 |
| 2,0 — 3,0 | 1,0 — 1,2 | 100 — 130 | 19 — 20 | 14 — 16 | 8 — 10 |
| 3,0 — 4,0 | 1,2 — 2,0 | 120 — 200 | 20 — 24 | 16 — 20 | 12 — 16 |
Из этого мы выделим важные аспекты:
- Увеличение сварочного тока будет влиять на увеличение глубины варки;
- От длинны дуги зависит её напряжение;
- При увеличении длины дуги увеличивается напряжение –> увеличивается ширина и глубина варки;
- Качество шва ухудшается в случае ухудшения свойств дуги;
- Подбор вылета зависит от диаметра используемой проволоки.
Когда работа окончена, подачу защитного газа нельзя прекращать. Сначала следует остановить привод посадочной проволоки, затем отключить питание и только после этого перекрыть поступление углекислого газа. После процесса сварочный шов кристаллизуется. А шлаковую плёнку, при появлении её на поверхности шва, сбивают.

Дуговая сварка в углекислом газе
Сварка полуавтоматом в углекислом газе используется в промышленности и частных мастерских для соединения мелких деталей и заготовок. Этот метод получил свою популярность из-за ряда преимуществ:
- Сварка максимально тонких заготовок;
- Высокая производительность;
- Минимальные затраты. (Углекислый газ стоит довольно дёшево);
- Сварка металлов и сплавов с разнообразными характеристиками;
- Наличие разных режимов для сварки;
- Более стабильная электрическая дуга;
- Уменьшение рисков окисления шва в последствии реакций с внешней средой;
- Улучшение качество шва;
- Сварка полуавтоматом считается одной из самых безопасных для жизни и здоровья человека: как рабочего, так и потребителя;
- Повторное наполнение газом использованных баллонов.
Материалы используемые в углекислоте
Для сборки с углекислотой используют в основном два вида аппаратов:
- Выпрямители для газовой/газозащитной сварки. Машина образует постоянный ток из переменного. Используют для различных работ с электродами в составе которых содержится вольфрама и графит;
- Источниками электрических дуг выступают инверторы. Образуют устойчивую дугу из сетевой энергии.
В сварке полуавтоматом рекомендуется использовать проволоку, в составе которой содержится марганец и кремний. Подбирают проволоку в зависимости от размера и толщины заготовок, а также от параметров самой сварки. Углекислый газ вступает в реакцию именно с этими добавками.

Сам углекислый газ, как упоминалось ранее, не имеет цвета, запаха и вкуса; на человеческое здоровье и, тем более, жизнь никак не влияет. Тару для этого вещества красят в чёрный цвет, чтобы можно было отличить его от других смесей. Давление внутри баллона с газом может достигать 60 кгс/см². На выходе после работы получается O2 и CO. Чтобы избавиться от лишней влаги рабочие используют медные, алюминиевые или силикагелевые осушители.
Сам сварочный шов защищён до появления на нём кристаллов. Количество расхода углекислого газа регулируется на самой сварке. С помощью редуктора подача понижается до 0.5 ат., результатом чего является защита металлов от окисления.
Предостережение! При процессе сварки выделяется CO (угарный газ), который является опасным для здоровья и жизни человека. Главная опасность состоит в том, что он не имеет запаха, но при этом очень токсичен. Газ блокирует поступление кислорода в клетки, в следствии чего рабочий может потерять сознание. Поэтому настоятельно советуется иметь при работе плотные перчатки и одежду, а также респиратор.
Итак, что мы имеем?
Сварка полуавтоматом с использованием углекислого газа считается одной из самых эффективнее и распространённых. Лидер в сварке ультратонких частей, заготовок и деталей. Именно благодаря этой особенности газовая сварка используется при ремонте кузова машин, ведь минимальная толщина их составляет 0.5 мм
Дуговая сварка может проводится разными способами: ручная/полуавтомат/автомат. Но наибольшей популярностью, особенно среди автослесарей пользуется именно сварка полуавтомат. Это наиболее удобный метод сварки, который включает в себя регулировку скорости выброса проволоки.
Сварка с использованием углекислоты обеспечивает на выходе идеальный шов, для любой толщины свариваемых частей, который не окисляется и имеет прекрасные технические свойства.
Как правильно вести сварку полуавтоматом с углекислотой – особенности сварочного процесса

Отличительной чертой полуавтоматической сварки является автоматизированная подача присадочного материала, в качестве которого выступает сварочная проволока. Ниже рассмотрим, как правильно вести сварку полуавтоматом с углекислотой, и почему применение защитного газа повышает качество шва.
Что нужно знать о сварке полуавтоматом
Прежде чем узнать, как правильно вести сварку с углекислотой на полуавтомате, необходимо более подробно разобраться в самой технологии.
Сварочный процесс при помощи данного оборудования достаточно прост. Проволока подается непрерывно с определенной скоростью, а через сопло в рабочую зону поступает углекислый газ, либо другая газовая смесь. Такие агрегаты очень удобны в эксплуатации и позволяют производить работы даже непрофессионалам, поэтому пользуются большой популярностью в быту и на небольших частных предприятиях.

Изображение процесса сварки полуавтоматом
Одним из основных достоинств подобной технологии является возможность работать как с тонкими изделиями (до 0,5 мм), так и с большими толщинами. Кроме того, общая стоимость работ сравнительно небольшая.
Преимущества использования углекислоты
Во время работы с полуавтоматом желательно использовать защитный газ, благодаря которому результат получается более качественным. Информацию о нем можно почерпнуть в статье: сварочная смесь или углекислота – выбираем защитный газ для сварки.
Применение СО2 имеет неоспоримые преимущества:
- узкая зона термического воздействия позволяет сваривать даже сверхтонкие детали;
- производительность аппарата увеличивается в несколько раз;
- дуга становится стабильнее (в сравнении со сваркой без защитных газов), а разбрызгивание металла уменьшается;
- шов получается высокого качества, даже без дополнительной подгонки деталей;
- углекислота является более доступным газом, чем современные сварочные смеси.
Но CO2 имеет и ряд недостатков:
- дуга недостаточно стабильна по сравнению с использованием надежных защитных газовых смесей;
- разбрызгивание металла все равно остается большим по сравнению с защитными газовыми смесями;
- увеличивается время на процесс зачистки;
- увеличивается расход на присадочные материалы.

Качество швов, полученных с использованием углекислоты и сварочной смеси
Иногда нет смысла использовать дорогие защитные смеси, если работа не требует особой точности, и отличного качества шва. Но идеальные швы сделать не получится, либо же потребуется масса усилий.
Изучить, как правильно вести сварку полуавтоматом с углекислотой, на самом деле не так сложно. Тем более, что применение газа несколько упрощает рабочий процесс, добавляя ему стабильности, и уменьшая трудоемкость. Конечно, заправка газового баллона требует дополнительных финансовых вложений, однако, в итоге, сварщик получает ряд преимуществ, которые быстро окупают затраты. А прочитать подробнее про другие технические газы вы можете в этом разделе.
Как правильно вести сварку с углекислотой на полуавтомате своими руками
Чтобы шов получился качественным даже на сложной детали, необходимо иметь определенные навыки, а также придерживаться инструкций.

Соблюдайте инструкции для безопасного и правильного процесса сварки
На начальном этапе главная задача заключается в настройке аппарата. Следует убедиться, что источник настроен правильно, а характеристика выходного тока соответствует паспортным данным.
Для каждой толщины металла выбирается своя сила тока. Не следует забывать и о скорости подачи электрода, которая регулируется электрическим (переменным сопротивлением) или механическим (заменой шестерен) способом.
Держатель располагается так, чтобы наконечник находился в рабочей зоне. Одновременно с нажатием кнопки «Пуск» необходимо «чиркнуть» электродом по металлу для загорания дуги. Во время сварочного процесса наконечник ведется с оптимальной скоростью без резких движений, при этом, сварщик должен постоянно контролировать его положение и наклон.

Быстрая, медленная и нормальная подача проволоки и скорость сварки
Чтобы хорошо усвоить, как правильно вести сварку с углекислотой на полуавтомате, лучше вначале потренироваться на опытном образце. Таким образом, можно подобрать правильный режим работы аппарата, выбрать необходимую скорость подачи электрода, и определить оптимальный расход газа. Когда дуга станет устойчивой, а количество флюса будет выдаваться согласно норме, можно приступать к основному процессу.
Советы по выбору полуавтомата
От выбора аппарата для полуавтоматической сварки во многом зависит качество и эффективность работ. Ниже приведены основные особенности, на которые следует обращать внимание при покупке данного оборудования:
- чем выше мощность, тем более толстые детали можно сваривать;
- инверторные аппараты намного проще в эксплуатации;
- желательно выбирать устройства со съемными держателями;
- инструкция должна быть удобной и понятной даже непрофессионалу.
Если вы планируете использовать защитный газ, следует позаботиться о заправке баллонов. Полную информацию о данном процессе читайте в статье: углекислота: где заправить – вопрос не праздный.
Также можете посмотреть видео о сварке полуавтоматом:
В компании «Промтехгаз» можно осуществить заправку баллонов качественной защитной смесью. Большой ассортимент продукции позволит подобрать правильный газ для разных целей и материалов.
Сварочные работы полуавтоматом в защитной среде углекислоты
Сварка полуавтоматом в углекислоте относится к качественным и вместе с тем сравнительно недорогим способам соединения металлических заготовок Полуавтоматическая сварка в среде углекислого газа чаще всего используется в тех случаях, когда возникает потребность в надёжном сочленении металлических частей изделий различной толщины.
Кроме того, этот вид сварочных процедур востребован в ситуациях, когда тщательная зачистка соединяемых деталей невозможна по тем или иным причинам.
Преимущества и минусы
Согласно ГОСТ сварка полуавтоматом в углекислоте предполагает использование постоянного тока прямой полярности, поскольку при обратном показателе стабильность дуги получить не удаётся.
Прямой ток подходит и для случая, когда сварка осуществляется методом наплавления металла, обеспечивая при этом большую эффективность процедуры.

Несмотря на то, что по своим защитным свойствам углекислый газ заметно уступает другим газам (аргону, в частности) – он, тем не менее, прекрасно подходит для обработки большинства типовых промышленных металлов.
Объясняется это не только низкой стоимостью углерода, позволяющей рассматривать этот вариант сварки как бюджетный, но и более безопасными условиями хранения и непосредственного использования материала.
К другим преимуществам полуавтоматической сварки в среде углекислого газа следует отнести:
- высокое качество полученных соединений (с минимумом брака), сочетающееся с низкой стоимостью расходного материала и высокой производительностью работ;
- возможность сваривать заготовки в подвешенном состоянии (без подкладки);
- допустимость сплавления изделий небольшой толщины;
- более эффективное в сравнении с аргонодуговой сваркой использование энергии сварочной дуги.
Все перечисленные достоинства углекислого газа должны учитываться наряду с проблемными местами, связанными с послойным способом формирования шва и его пористостью при некачественном сплавлении. У такой сварки низкая оперативность.
У такой сварки низкая оперативность. Она объясняется тем, что работа в среде углекислого газа требует длительной подготовки оборудования к запуску.
Углекислым газом категорически запрещается пользоваться в плохо проветриваемых или замкнутых помещениях, поскольку его пары в воздухе могут привести к асфиксии (удушью).
Области применения
Дуговая обработка металлов в углекислоте и используемый при этом сварочный полуавтомат преимущественно востребованы, когда нужно получить простые соединения заготовок. Технология сварки в углекислом газе находит широкое применение в следующих областях:
- при сооружении капитальных объектов (мостов, эстакад и подобных им сооружений, монтируемых на основе каркасных металлоконструкций);
- в заводских условиях и в цехах, профиль работы которых связан с изготовлением металлических изделий или их ремонтом (на станциях техобслуживания, в частности);
- при строительстве сварных ферменных сооружений сельхоз назначения;
- в дачном и частном хозяйствах (при изготовлении заборов, ворот, калиток, капитальных теплиц).
Иными словами, сравнительно простой и надёжный метод сварки в газе, а также сам углекислотный полуавтомат востребованы везде, где нужно качественно и быстро обработать металлические изделия самого различного профиля.
Расход углекислоты
 Несмотря на то, что количество расходуемого при сварке углекислого газа нормируется с учётом множества различных факторов – все они могут быть сведены к нескольким пунктам.
Несмотря на то, что количество расходуемого при сварке углекислого газа нормируется с учётом множества различных факторов – все они могут быть сведены к нескольким пунктам.
Эта величина зависит от скорости перемещения проволоки в полуавтомате, которая в свою очередь определяется параметрами самого расходного материала.
На расход оказывает влияние качество используемого флюса и давление, под которым газ подаётся к месту его непосредственного применения. В зависимости от этих факторов величина расхода может варьироваться в пределах от 3-х до 60 литров в минуту.
Приблизительный расчёт расходного показателя может быть проведён самостоятельно с учётом ряда обстоятельств. Во-первых, следует принимать во внимание, что расход углекислоты только на этапе подготовительных работ составит не менее 10% от общего показателя.
Во-вторых, необходимо знать удельное значение расходования для углекислого газа (объём, приходящийся на подготовку одного шва). Помимо этих факторов при расчетах должны быть учтены как толщина плавильной проволоки, так и соответствующий параметр обрабатываемых металлических заготовок.
Добавим к этому, что в стандартный баллон вмещается порядка 25 килограмм, и что из каждого кило газа после химической реакции образуется примерно 500 литров газа (указано в ГОСТ 8050-64).
На основе исходных данных после суммирования получается, что одного баллона с углекислым газом вполне хватает для работы без остановок в течение приблизительно 15-ти часов.
Нередко при работе с полуавтоматом сварщику приходится использовать специальную порошковую проволоку, содержимое которой заменяет углекислый газ. В этом случае соответствующие расчёты проводятся по совсем другим методикам.
Расчетные данные можно посмотреть в таблице.
Как правильно сварить полуавтоматом с углекислотой?
Сварка в среде нейтрального газа является надёжным и прочным соединением заготовок в одно целое. Стоимость углекислоты по отношению к аргону и гелию значительно ниже и это улучшает соотношение цены и качества работы. Необходимо знать, как правильно варить полуавтоматом с углекислотой, добиваясь при этом хорошего качества шва. Можно варить, используя смеси газов, когда необходимо повышенное качество, а можно обучиться сварке в углекислотной среде с использованием полуавтомата и регулируемой подачи сварочной проволоки. Мы расскажем подробно об этом процессе, позволяющем сэкономить немалые средства и добиться необходимого результата.
Способы сварки в защитной среде
Сварка с регулируемой полуавтоматической подачей проволоки в среду воздействия дуги короткого замыкания, может происходить в активном газовом составе или же в инертном, препятствующем окислению в зоне соединения заготовок. Углекислый газ изолирует сварной шов от воздействия кислорода и придаёт эластичность и прочность месту стыка деталей.
Использование полуавтоматических инверторов придало новый качественный уровень процессу соединения заготовок и большие возможности ремонта дефектных узлов и деталей. Это особенно важно при сварке различных сплавов алюминия, титана и нержавеющих и легированных сталей.
Итак, как варить полуавтоматом и какие методы при этом используются в наше время? Наиболее популярными способами соединения металлов в инертной газовой среде являются схемы с использованием защитной оболочки, которая препятствует окислению, свариваемых металлов или сплавов.
В настоящее время используются наиболее активно следующие способы:
- соединение металлов и сплавов методом TIG с применением чрезвычайно тугоплавкого вольфрамового электрода в среде инертного газа и ручной подачей необходимой присадочной проволоки в сварочную ванночку;
- метод MIG/MAG, позволяющий осуществлять полуавтоматическую, регулируемую подачу сварочной проволоки в зону дуги короткого замыкания под действием защитного газа.
Нужно отметить, что метод TIG более дешёвый, но менее технологичный, поскольку при нём необходима ручная подача сварочной проволоки в ванночку тогда, как при способе MIG/MAG подразумевается полуавтоматический процесс. Инверторы MIG/MAG позволяют сваривать огромное количество материалов с помощью устройства автоматической, регулируемой подачи сварочной проволоки различного состава в зону действия дуги короткого замыкания. Этот процесс происходит с помощью протяжки проволоки со встроенного барабана через еврорукав и горелку непосредственно в зону сварки.
Эта совершенная схема позволяет задействовать электрическую цепь задержки подачи импульсного тока на проволоку, являющуюся электродом, после подачи защитного газа. Горелка снабжается насадками, которые позволяют подавать проволоку разного диаметра в зону воздействия сварочного тока с необходимой скоростью.
Преимущества и недостатки сварки в углекислотной среде
У сварки этим методом, как и всяким другим, есть свои преимущества и недостатки, которые облегчают выбор в пользу наилучшего варианта по цене и качеству работы. Чтобы понять, как правильно варить полуавтоматом с углекислотой, необходимо оценить перспективы использования именно этого метода, заключающиеся в следующем:
- стоимость углекислоты ниже стоимости аргона или смеси инертных газов;
- качество сварки сравнимо с использованием инертных газов;
- производительность и узкая зона температурного воздействия позволяет сваривать тонкий листовой металл и всевозможные сплавы;
- примеси приводят к образованию шлака, который легко удаляется после застывания шва.
- отсутствие чувствительности ко многим загрязнениям заготовок;
- высокая чистота углекислого газа до 99%, что обеспечивает высокое качество сварочного шва;
- подача проволоки необходимого для сварки состава в зону плавления с регулируемой скоростью;
- после очистки от шлака имеется возможность повторного прохождения шва с целью увеличения его прочностных характеристик.
Как и у каждого метода, у углекислотной сварки имеются и некоторые недостатки, прежде всего связанные с химическим составом среды, в которой происходит соединение металлов, они заключаются в следующем:
- углекислотная сварка уступает по качеству работе в среде инертных газов;
- шов получается более пористым и требует дополнительной очистки;
- подача газа требует экспериментальной настройки;
- выбор проволоки корректируется к условиям сварки в углекислоте.
Химический состав проволоки зависит от реакций, происходящих в зоне горения дуги короткого замыкания, и требует особо тщательного согласования состава свариваемых заготовок с составом присадочного материала. Но недостатки носят временный характер и обусловлены привыканием к неоднозначному процессу. В целом подбор проволоки типа СВ-08 ГС или же СВ-08ХГСМФ полностью решает проблему свариваемости заготовок. В дальнейшем процесс зависит от скорости сварки, величины тока и согласования состава деталей и проволоки, подаваемой в зону плавления металла. А это приходит только с опытом и обучением, как и подбор вылета проволоки в сварочную ванночку.

Порядок действия и технология работ при сварке углекислотой
Необходимость подготовки заготовок заключается в зачистке будущего шва от оксидной плёнки, загрязнений и формирования краёв для наилучшего соединения деталей. Практически толщина металла также влияет на выбор особого режима сварки, например, при толщине металла в 1,5−2 мм диаметр сварочной проволоки подбирается в диапазоне от 0,8 до 1,2 мм.
Весь процесс крайне индивидуален и настраивается экспериментально вплоть до расхода газа и вылета проволоки в зоне действия углекислоты. Важно соблюдать следующие принципы:
- обеспечить правильный подбор силы тока для сварки в углекислотной среде;
- выставить скорость подачи соответствующей проволоки в зону сварочной ванночки;
- обеспечить подготовку заготовок для наилучшего сочленения в зоне шва;
- выставить оптимальную подачу газа в зону сварочной дуги короткого замыкания;
- проверить герметичность соединений во избежание утечки углекислоты.
После проведения этих процедур необходимо опробовать качество и скорость сварки на пробных деталях, и отредактировать параметры действия схемы сварочного процесса. При большой толщине заготовок первый шов необходимо вести с малым током, а при повторном прохождении увеличивать силу тока пропорционально скорости движения горелки.
Провар вертикального шва должен проходить снизу вверх для обеспечения последовательного затвердения нижней части соединения металла, при этом расход углекислого газа следует немного увеличить. Расход газа может колебаться в зависимости от условий процесса от 5 л/мин до 20 л/мин. Последовательность проходящего движения руки сварщика при полуавтоматическом процессе в ореоле углекислого газа должна напоминать нанесение чешуек расплавленного металла на поверхность шва.
Подводя итоги, нужно сказать, что сварка полуавтоматом в среде углекислого газа является практически полноценной заменой инертным газовым средам, но при этом обходится значительно дешевле. Практическое применение этой схемы работы вынуждает более внимательно относиться к технологическому процессу сварки деталей и узлов, которое мало отличается от сварки в среде аргона или гелия. Мы постарались максимально подробно рассказать об этом виде деятельности.

