
Аргонно дуговая сварка что это такое?
10 фактов о TIG-сварке


Содержание
Содержание
Сварка аргоном, также именуемая, как TIG-сварка, является универсальной. С ее помощью можно сваривать любые виды металлов. От сварщика потребуются только мастерство, умение подбирать присадки и наличие баллона с инертным газом – аргоном. Основной принцип аргонодуговой сварки – сваривание металлов и их сплавов в среде инертного газа неплавящимся электродом.
Факты о названии сварки
1. Маркировка буквами латинского алфавита
Интересно, что название данного вида сварки несколько отличается в разных странах, и незнание маркировки может ввести в заблуждение разнообразием аббревиатур. Например, в англоязычных странах аббревиатура, которой маркируется аргонодуговые сварочные инверторы – это TIG. Расшифровывается как «Tungsten Inert Gas» – сварка вольфрамовым (на шведском вольфрам – «tungsten») электродом в среде инертного газа. Именно эта маркировка часто употребляется на территории Европы и Средней Азии.
В Германии, в связи с особенностями немецкого языка маркировка состоит из букв WIG, то есть Wolfram Inert Gas. В Соединенных Штатах Америки аббревиатура GTAW или же Gas Tungsten Arc Welding, то есть сварка вольфрамовым электродом в среде защитного газа.

2. На территории Российской Федерации дуговая сварка в среде защитного газа имеет собственные обозначения
Согласно ГОСТ 14776-79, технология аргонодуговой сварки неплавящимся электродом обозначается ИН и ИНп. Маркировка ИН говорит о том, что сварочный процесс производится в среде инертного газа, при помощи неплавящегося электрода. Если же используются присадочные металлы, добавляется маленькая буква «п».
3. Как правильно говорить: «аргонно-дуговая» или «аргонодуговая» сварка?
Согласно ГОСТ 2601-84, существует единственно верное понятие аргонодуговой сварки.
Мифы о TIG-сварке
Существует ряд заблуждений и мифов, которые связаны со сварочным процессом в аргоновой среде. Важно знать, что сварочный процесс сам является опасным и вредным видом деятельности, а работа в среде защитных газов усугубляет ситуацию. В связи с этими факторами разработан комплекс обязательных мер и условий по обеспечению безопасности сварщика. Но при их несоблюдении может возникнуть целый ряд опасных ситуаций для жизни и здоровья рабочего, которые со временем превращаются в мифические утверждения о вреде и сложности сварочного процесса.
1. При сварке в аргоновой среде, аргон губительно воздействует на сварщика
Обратимся к химии. Данный газ является химически инертным и занимает третье место по объему в атмосфере планеты Земля после азота и кислорода. Аргон не обладает каким-либо характерным запахом, вкусом и цветом. Он не токсичен и не взрывоопасен.
Он весит практически в 1,4 раза тяжелее чем воздух и способен вытеснять кислород. И при работе с данным газом если не соблюдать меры безопасности он может привести к потере сознания и головокружению, если попадет в дыхательные пути человека.
Правила, которые обеспечат полную безопасность сварного при работе с аргоном:
- Работать нужно в помещениях, где установлены вытяжки в полу, или же на расстоянии 20-30 см от уровня пола. В таком случае аргон, который спускается вниз будет выводиться из помещения и будет поддерживаться оптимальный уровень кислорода в помещении.
- При осуществлении потолочных и вертикальных швов в аргоновой среде необходимо использовать средства индивидуальной защиты, например, шланговый противогаз.
- Контролировать уровень кислорода в рабочем помещении во время работы с аргоном. Ручные и автоматические измерительные приборы должны показывать, как минимум, 20% наличия O2 в помещении.

2. Аргонодуговая сварка влияет на мужское здоровье
Данный миф распространен среди учеников сварщиков и любителей. Возникновение убеждения связано с низкой осведомленностью о технологии сварки и сварочном процессе в среде инертного газа. По мнению распространителей мифа, все дело в использовании слабого радиоактивного металла – оксида тория. Он нужен для заточк вольфрамовых электродов, однако его содержание не превышает допустимого количества, поэтому мнение считается ошбочным.
Если соблюдать меры безопасности при заточке электрода – надевать респиратор, включать вытяжку и хранить не более трех килограммов ториево-вольфрамовых электродов в одном месте – все будет в порядке.

Вольфрамовая пыль, как и прочие мелкие частицы иных металлов, раздражает дыхательные пути, но радикально повлиять на здоровье человека не может. Важно учитывать, что современные технологии производства вольфрамовых электродов создают безопасные и эффективные соединения, которые не были доступны в начале и середине XX века – во время возникновения мифа.
3. TIG-сварка «капризна» в работе
В подавляющем большинстве аргоновые TIG-аппараты оснащены большим количеством надстроек и регуляторов, нежели MMA-инверторы для ручной дуговой сварки и MAG-инверторы для полуавтоматической сварки.
Поэтому сварщик, работающий с TIG, должен иметь либо специализацию на данном виде сварки, либо высший разряд. Тогда весь спектр возможностей используется, а сварное соединение будет оптимальным.

Для осуществления сварочного процесса каждый работник должен:
- настроить сварочный TIG-инвертор и выбрать оптимальный сварочный ток;
- в зависимости от тока, а также изделия подобрать диаметр вольфрамового неплавящегося электрода;
- определить вид металла и сплава изделия и выбрать присадочные прутки;
- по возможности выбрать оптимальный вариант инертного газа, точнее его состава (может использоваться как чистый аргон и его смеси, а также гелий).
При соблюдении всех этапов, сварщик осуществляет сварочный шов на любом металлическом изделии. Причем данный вид сварки является универсальным, но используется не часто из-за большей материалоемкости. А во время сварочного процесса отсутствуют искры и шлак.
Факты о сварочных инверторах
1. TIG-инвертор имеет большее число надстроек и регуляторов нежели инверторы, работающие в среде активных газов – углекислого газа и кислорода
Данная особенность TIG-сварки обусловлена большой разновидностью углеродистых, а также высоко-, средне- и низколегированных сталей. Каждая имеет свои особенности и характеристики, на основе которых к стали должен подбираться оптимальный уровень напряжения тока. Толщина металла и наличие примесей в конструкции и изделии также требуют дополнительных настроек аппарата.
2. При аргонодуговой сварке важно контролировать целостность шлангов, которые соединяют баллон и TIG-инвертор
Наличие необходимого давления газа при работе позволит создать равномерный и хорошо проваренный шов. Также целостность шлангов подачи газа предотвратит нецелевой расход инертного газа и наступление опасной для здоровья ситуации.
3. Прототипом вольфрамового электрода для TIG-инвертора была вольфрамовая нить
В 1916 году американский ученый Ирвинг Ленгмюр опытным путем определил, что вольфрамовая нить, используемая в обыкновенной лампочке накаливания, станет лучше передавать заряд если покрыть её оксидом тория. Данное открытие стало предпосылкой для создания вольфрамовых электродов, которые используются в аргонодуговой сварке.

4. TIG-инвертор требует ухода
Как и любой сварочный инвертор, TIG-аппарат имеет множество мельчайших деталей, элементов и плат. Во время работы с металлическими конструкциями и изделиями в воздухе появляются частицы сталей и пыли, которые оседают как на внешнем корпусе сварки, так и внутри нее, попадая через вентиляционные отверстия.
Поэтому после работы с аппаратом важно очистить его от пыли и загрязнений, например, слабым потоком сжатого воздуха. Также нужно обязательно проверять исправность TIG-инвертора, рукава, горелки и массы до и после эксплуатации.
Аргонодуговая сварка WIG/TIG
Для обозначения аргонодуговой сварки могут применяться следующие названия:
- РАД – ручная аргонодуговая сварка неплавящимся электродом,
- ААД – автоматическая аргонодуговая сварка неплавящимся электродом,
- ААДП – автоматическая аргонодуговая сварка плавящимся электродом.
Для обозначения аргонодуговой сварки вольфрамовым электродом:
- TIG – Tungsten Inert Gas (Welding) – сварка вольфрамом в среде инертных газов
- GTAW – Gas Tungsten Arc Welding – газовая дуговая сварка вольфрамом
Общие характеристики аргонодуговой сварки
Аргон практически не вступает в химические взаимодействия с расплавленным металлом и другими газами в зоне горения дуги. Будучи на 38% тяжелее воздуха, аргон вытесняет его из зоны сварки и надежно изолирует сварочную ванну от контакта с атмосферой.
При аргонодуговой сварке возможен крупнокапельный или струйный перенос электродного металла. При крупнокапельном переносе процесс сварки неустойчивый, с большим разбрызгиванием. Его технологические характеристики хуже, чем при полуавтоматической сварке в углекислом газе, так как вследствие меньшего давления в дуге капли вырастают до больших размеров. Диапазон токов для крупнокапельного переноса достаточно велик, например для проволоки диаметром d = 1,6 мм Iсв = 120–240А. При силе тока Iсв больше 260А происходит резкий переход к струйному переносу, стабильность процесса сварки улучшается, разбрызгивание уменьшается. Однако такие токи не всегда соответствуют технологическим требованиям. Поэтому более рационально для обеспечения стабильности процесса использовать импульсные источники питания дуги, которые обеспечивают переход к струйному переносу на токах около Iсв ≈ 100А.
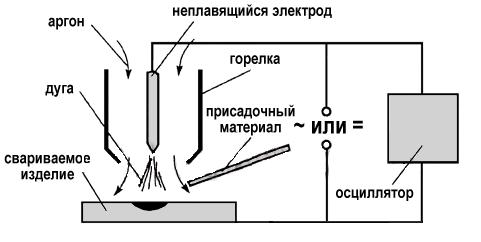
Технология аргонодуговой сварки неплавящимся электродом
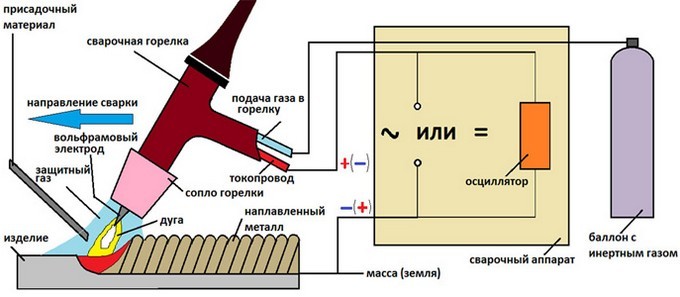
Дуга горит между свариваемым изделием и неплавящимся электродом (обычно из вольфрама). Электрод расположен в горелке, через сопло которой вдувается защитный газ. Присадочный материал подается в зону дуги со стороны и в электрическую цепь не включен.
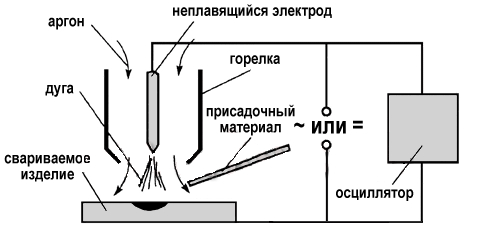
Рисунок. Аргонодуговая сварка неплавящимся электродом, схема процесса
Аргонная сварка может быть ручной, когда горелка и присадочный пруток находятся в руках сварщика, и автоматической, когда горелка и присадочная проволока перемещаются без непосредственного участия сварщика.
При этом способе сварки зажигание дуги, в отличие от сварки плавящимся электродом, не может быть выполнено путем касания электродом изделия по двум причинам. Во-первых, аргон обладает достаточно высоким потенциалом ионизации, поэтому ионизировать дуговой промежуток за счет искры между изделием и электродом достаточно сложно (при аргонной сварке плавящимся электродом после того, как проволока коснется изделия, в зоне дуги появляются пары железа, которые имеют потенциал ионизации в 2,5 раза ниже, чем аргона, что позволяет зажечь дугу). Во-вторых, касание изделия вольфрамовым электродом приводит к его загрязнению и интенсивному оплавлению. Поэтому при аргонной сварке неплавящимся электродом для зажигания дуги параллельно источнику питания подключается устройство, которое называется «осциллятор».
Осциллятор для зажигания дуги подает на электрод высокочастотные высоковольтные импульсы, которые ионизируют дуговой промежуток и обеспечивают зажигание дуги после включения сварочного тока. Если аргонная сварка производится на переменном токе, осциллятор после зажигания дуги переходит в режим стабилизатора и подает импульсы на дугу в момент смены полярности, чтобы предотвратить деионизацию дугового промежутка и обеспечить устойчивое горение дуги.
При сварке на постоянном токе на аноде и катоде выделяется неодинаковое количество тепла. При токах до 300А 70% тепла выделяется на аноде и 30% на катоде, поэтому практически всегда используется прямая полярность, чтобы максимально проплавлять изделие и минимально разогревать электрод. Все стали, титан и другие материалы, за исключением алюминия, свариваются на прямой полярности. Алюминий обычно сваривается на переменном токе для улучшения разрушения оксидной пленки.
Для улучшения борьбы с пористостью к аргону иногда добавляют кислород в количестве 3–5%. При этом защита металла становится более активной. Чистый аргон не защищает металл от загрязнений, влаги и других включений, попавших в зону сварки из свариваемых кромок или присадочного металла. Кислород же, вступая в химические реакции с вредными примесями, обеспечивает их выгорание или превращение в соединения, всплывающие на поверхность сварочной ванны. Это предотвращает пористость.
Область применения и преимущества аргонодуговой сварки
Основная область применения аргонодуговой сварки неплавящимся электродом – соединения из легированных сталей и цветных металлов. При малых толщинах аргонная сварка может выполняться без присадки. Способ сварки обеспечивает хорошее качество и формирование сварных швов, позволяет точно поддерживать глубину проплавления металла, что очень важно при сварке тонкого металла при одностороннем доступе к поверхности изделия. Он получил широкое распространение при сварке неповоротных стыков труб, для чего разработаны различные конструкции сварочных автоматов. В этом виде сварку иногда называют орбитальной. Сварка неплавящимся электродом – один из основных способов соединения титановых и алюминиевых сплавов.
Аргоновая сварка плавящимся электродом используется при сварке нержавеющих сталей и алюминия. Однако объем ее применения относительно невелик.
Недостатки аргонодуговой сварки
Недостатками аргонодуговой сварки являются невысокая производительность при использовании ручного варианта. Применение же автоматической сварки не всегда возможно для коротких и разноориентированных швов.
Что такое аргоновая сварка
Нередко возникает потребность сварить материалы, которые при обычных видах сварки не соединяются, к примеру, алюминий, медь, титан и так далее. Поэтому, чтобы создать прочную неразъемную конструкцию из этих металлов, применяется сварка аргоном. Что такое аргонная сварка, как она работает? На эти и другие вопросы ответы в этой статье.

Особенности аргонной с варки
Процесс – аргонодуговая сварка происходит в среде инертного газа аргона, отсюда и название сварочного процесса. Использование аргона в сварке при соединении двух металлов – это защита от окисления, которая может произойти за счет соприкосновения с кислородом в воздухе. То есть, аргон покрывает зону сварки и не дает кислороду проникнуть в зону сопрягаемых поверхностей.
Сам режим сварки может производиться ручным способом, полуавтоматическим и автоматическим. Существует классификация режимов, которые зависят именно от вышеописанных способов и вида электрода, участвующего в процессе сварки. Два вида электродов: плавящийся и неплавящийся. Ко второму виду относится вольфрамовая проволока, с помощью которой можно гарантировать прочное и надежное соединение двух металлов, даже разнородных.
Итак, классификация режимов сварки аргонодуговой:
- Ручная сварка аргоном, где используется неплавящийся электрод – его маркировка РАД.
- Аргоновая сварка автоматическая, где применяется неплавящийся элемент – ААД.
- Аргонно дуговая сварка автоматического типа, где используется плавящийся электрод – ААДП.
Техника сварки аргоном
Знание некоторых правил облегчит проведение процесса сварки аргоном и позволит добиться высокого качества сварного шва.
- Чем длиннее сварочная дуга, тем шире шов и меньше его глубина, что снижает качество шовного соединения. Поэтому рекомендуется неплавящийся электрод держать как можно ближе к стыку свариваемых деталей.
- Чтобы создать узкий и глубокий шов, необходимо придерживаться только продольного движения электрода и горелки. Отклонения в сторону (поперечные движения) уменьшают качество сварочного соединения. Поэтому при сварке аргоном необходима аккуратность и внимание сварщика.
- Присадочная проволока и неплавящийся электрод должны находиться только в зоне сварки, прикрытыми аргоном. Это не даст возможности кислороду и азоту проникнуть внутрь зоны.
- Подача присадочной проволоки должно проводиться плавно и равномерно. Резкая подача – это разбрызгивание металла в большом количестве. Процесс подачи не самый простой, все приходит с опытом.
- Есть такой показатель – проплавленность. В аргонной сварке он определяется самим сварочным швом. Если он имеет округлую и выпуклую форму, то это говорит о низком его качестве. Проплавление поверхности было проведено недостаточно.
- Присадочная проволока подается перед горелкой с неплавящимся электродом. К тому же ее подача производится под углом. Эти требования обеспечивают ровность сварочного шва и его небольшую ширину. Просто так удобно контролировать сам сварочный процесс.
- Нельзя начинать и заканчивать сварку аргоном резко, потому что это открывает доступ кислорода и азота в зону сваривания. Поэтому рекомендуется сварку начинать после 15-20 секунд, как будет начата подача в стык соединения двух металлов инертного газа. И заканчивать (убирать присадочную проволоку) до того, как будет выключена горелка. На это обычно дается 7-10 секунд.
Внимание! Заканчивать сварочный процесс нужно снижением силы тока при помощи реостата, который входит в состав сварочного аппарата. Просто отводить горелку – это значит, открыть доступ в зону сваривания азота и кислорода.
Стыки свариваемых металлических деталей перед началом работ необходимо очистить и обезжирить.
Режимы аргонной сварки
Сварка аргоном пройдет качественно, если правильно выбрать оптимальный режим проведения процесса.
- От свойств свариваемых металлов будет зависеть выбор полярности и направления тока. Так со стальными конструкциями в аргонной сварке используется постоянный ток прямой полярности. Для сваривания алюминия или бериллия применяется постоянный ток обратной полярности.
- Сила свариваемого тока выбирается на основе трех составляющих: диаметра используемого электрода, типа металла свариваемых деталей и их толщины, полярности. Взаимосвязь всех параметров определяется табличными значениями. Некоторые мастера выбор делают с учетом собственного опыта. Вот одна из таблиц, которая определяет режим работы аргонодуговой сварки титана.
| Толщина металла, мм | Диаметр вольфрамового электрода, мм | Сила тока, А |
|---|---|---|
| 0,3-0,7 | 1,6 | 40 |
| 0,8-1,2 | 1,6 | 60-80 |
| 1,5-2,0 | 2 | 80-120 |
| 2,5-3,5 | 3 | 150-200 |
- Как уже было сказано выше, чем короче сварочная дуга, тем качественнее получается шов. Та же самая зависимость напряжения дуги и ее длины.
- Расход инертного газа зависит от показателя силы и равномерности его потока, выходящего из горелки. Специалисты рекомендуют создавать поток ламинарного типа. То есть, газ подается без пульсаций.
Правильно подобрать определенный режим – дело непростое. Поэтому еще в процессе обучения нужно изучать теорию и овладевать практическими навыками.
Преимущества и недостатки
К преимуществам аргонодуговой сварки можно отнести:
- Невысокая температура нагрева, что сохраняет размеры и форму двух свариваемых изделий.
- Газ аргон является инертным, то есть, он тяжелее и плотнее воздуха, что обеспечивает максимальную защиту зоны сваривания.
- Тепловая мощность дуги достаточно высокая, что позволяет сам процесс сварки проводить за короткий промежуток времени.
- Сам процесс прост, поэтому научиться ему несложно.
- Этот сварочный процесс позволяет соединить разные виды металлов, которые другими вилами сварки не состыковать.
- При сквозняках и ветре часть аргонной защиты улетучивается, что снижает качество сварочного шва. Поэтому рекомендуется весь процесс проводить в закрытых помещениях с хорошей вентиляцией.
- Сварочное оборудование достаточно сложное, к тому же непросто провести настройку режимов сварки.
- Если в процессе соединения необходима высокоамперная дуга, то нужно продумать дополнительное охлаждение стыкуемых металлов.
Принцип работы сварочного оборудования
В состав сварочного оборудования входят:
- Сварочный аппарат любого типа для дуговой сварки, у которого напряжение холостого хода: 60-70 вольт.
- Контактор силовой, с помощью которого напряжение будет подаваться от сварочного аппарата на горелку.
- Осциллятор. Этот прибор преобразует сетевое напряжение 220 вольт и частотой колебания 50 Гц в напряжение 2000-6000 вольт с частотой 150-500 кГц. Эти параметры электрического тока позволяет легко зажечь дугу.
- Устройство обдува зоны сварки аргоном.
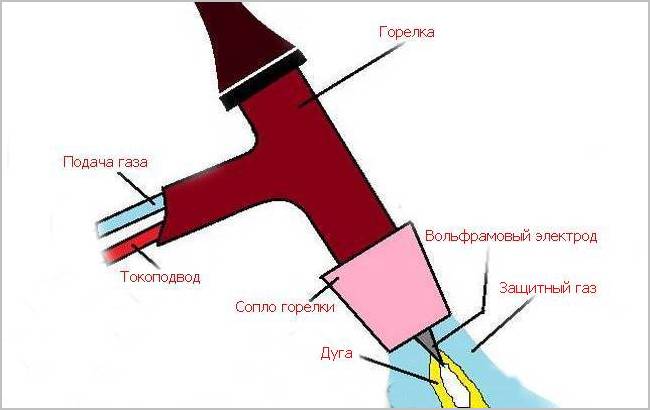
- Горелка керамическая.
- Баллон для аргона, он с горелкой соединяется через редуктор и шланг.
- Электрод неплавящийся и присадочная проволока.
Как работает аргонная сварка, можно посмотреть видео, но принцип таков. Сначала производится настройка сварочного режима и очистка соединяемых металлов. В правую руку берется горелка, в левую присадочная проволока, она не подключена к электроэнергии. На рукоятке горелки есть специальная кнопка, с помощью которой можно подавать защитный газ в зону сваривания. Включается подача газа за 20 секунд до начала производства сварочных работ.
Горелку нужно опустить так, чтобы между неплавящимся электродом и свариваемыми поверхностями осталось маленькое расстояние – в пределах 2 мм. Кстати, электрод вставляется в горелку таким образом, чтобы из нее торчал конец длиною не более 5 мм. Внутри горелки есть защелка, в которую вставляется электрод любого диаметра.
Включается сварочный аппарат, и напряжение подается на электрод. Между ним и стыкуемыми металлами возникает дуга. Из сопла горелки в это время подается аргон, который собой покрывает зону сваривания. Сварщик в сварочный стык подает присадочную проволоку, которая под действием электрической дуги расплавляется и покрывает собой зазор между деталями. При этом производится медленное движение вдоль шва.
Нельзя зажигать электрод при помощи соприкосновения его со свариваемыми металлами. Для розжига специально используется осциллятор, как это показано на видео.
Виды сварочного оборудования
Для аргонной сварки используются четыре вида оборудования.
- Ручная (показана на видео) – это когда сварщик собственными руками держит и горелку, и присадочную проволоку.
- Механизированный вариант – сварщик держит горелку, а проволока подается механизированным способом.
- Автоматическая сварка аргонодуговая – сварщик отсутствует, его заменяет оператор, который следит за процессом, потому что и подача горелки, и подача присадочной проволоки происходит в автоматическом режиме.
- Роботизированный сварочный процесс. Задается программа, которая полностью отвечает за проводимый процесс.
Самое важное достоинство аргонодуговой сварки – это возможность сваривать детали тех металлов, которые другими способами соединить невозможно. И в быту такие ситуации встречаются нередко, к примеру, стыковка труб из нержавейки. Обязательно посмотрите видео на этой странице сайта.
Что такое аргонодуговая сварка? Принцип технологии
Нас всю жизнь в быту сопровождают вещи из разных сплавов и цветных металлов.
Вспомните, как вы много раз искали способ, чтобы соединить вместе, разбитую на несколько частей:
- антикварную вещицу;
- лопнувшую емкость из нержавейки;
- прохудившуюся кастрюлю любимой тещи;
- и многое другое.
Аргоновая сварка — поможет вам решить эти житейские вопросы. Конечно, сварка аргоном, выполненная у профессионалов, будет отменного качества. Но, высокая стоимость подобной услуги, приостанавливает ремонт необходимой утвари до лучших времен.
Вот тут-то у обывателя и появляется вопрос, а можно ли дома использовать аргонодуговую сварку и что для этого понадобится?! Да друзья, это вполне по силам домашнему мастеру и если имеется опыт проведения работ дуговой сваркой, то и с аргоном не будет проблем.
Общие понятия
Аргонодуговая сварка — что это?! В технологии используется электрическая дуга и газ. Этакий гибрид — электро-газовое соединение металлов.

С электродугой понятно: она плавит свариваемые кромки материала и соединяет их.
А вот аргон призван защищать место сварки от вредных примесей и газов, т.е. он вытесняет кислород из рабочей ванны и изолирует место сварки от воздействия атмосферы.
А зачем это нужно ? При соединении цветных металлов и легированных сталей, кислород плохо влияет на качество шва, а алюминий даже возгорается. Вот для решения таких проблем и применяют газ аргон, который тяжелее воздуха на 38%.
Подача газа происходит заблаговременно, перед зажиганием дуги и прекращается после завершения сварных действий.
Аргон из-за отсутствия реакции в районе рабочей зоны, получил название — инертный.
Сварка аргоном выполняется плавящимся или неплавящимся — вольфрамовым электродом. Недаром, в старых электропечах для приготовления пищи использовали вольфрамовую спираль, ввиду её тугоплавкости.
Электроды производятся разных диаметров и материалов под каждый вид свариваемых металлов.
Разновидность сварочной технологии делится на 3 вида:
- РАД — ручная аргонно дуговая сварка неплавящимся электродом;
- ААД — автоматическое соединение неплавящимся электродом;
- ААДП — автоматизированный процесс с плавящимся электродом.
Оборудование
Если вы надумали все сделать своими руками, то здесь одним аппаратом не обойтись. Необходимое оборудование:
- горелка;
- сварочный трансформатор;
- осциллятор для поджига дуги;
- регулятор времени обдува аргоном;
- баллон с редуктором;
- электроды;
- присадочная проволока;
- очки и перчатки сварочные;
- другие вспомогательные приборы.
В конструкцию горелки входит: вольфрамовый электрод, выступающий за пределы керамического сопла на 3-4 мм, форсунка для аргона, токо-газоподводящий узел и кнопка включения газа.
Осциллятор вырабатывает высоковольтные импульсы, которые подаются на электрод для зажигания дуги. При простой сварке — это достигается касанием электрода о свариваемую поверхность. А вольфрамовый электрод без осциллятора загрязняется.
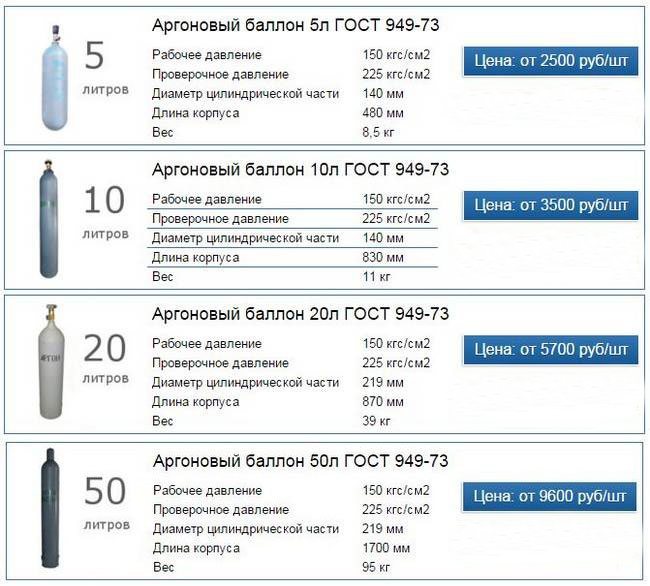
Сейчас можно легко приобрести новые и б/у аргоновые баллоны со стандартным рабочим давлением 150 АТМ. Цена за баллон 40л на 2016 год от 4 000 рублей.
Таблица технических характеристик:
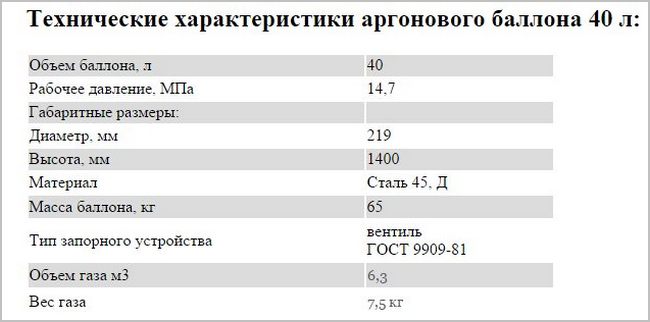
Также, на рынке есть баллоны на 5, 10, 20 и 50 литров. Цены и характеристики смотрите в таблице:
Самый простой вариант — это купить аргонно дуговой аппарат TIG полной комплектации и баллон с газом.
Оборудование TIG различается по своим возможностям. Например, для сварки алюминия подходит аппарат образующий переменный ток (АС). А для стальных изделий берут прибор постоянного тока (DC). Лучше приобретать универсальный агрегат, совмещающий оба режима и подходящий под ваше рабочее напряжение сети.
Смотрите полезное видео, что такое TIG сварка и где она применяется:
Выбирайте аргоновый сварочный аппарат под себя — цены начинаются от 14 000 рублей. Есть возможность оформить товар в кредит.
Видео-обзор аппарата аргонно-дуговой сварки Tesla TIG MMA 250 (отзывы хорошие):
Итак, перечень необходимого оборудования для аргоновой сварки:
- источник тока (аппарат TIG);
- газовый баллон с редуктором и шлангом;
- горелка;
- электроды — диаметр подбирается от толщины свариваемых изделий;
- присадочная проволока — пруток, материал аналогичный свариваемому;
- маска и специальные перчатки.
По тексту статьи вы можете прикинуть среднюю цену оборудования аргоновой сварки.
Принцип технологии
Рассмотрим технологию РАД — руки сварщика держат горелку и присадочную проволоку.
Перед работой очищаем поверхность соединяемых изделий и крепим провод на массу. Берем горелку в одну руку, а проволоку в другую и подносим оборудование к поверхности металлов на расстояние 2-3 мм. Включаем кнопкой на горелке подачу газа на 15 секунд раньше подачи тока.
Через определенное время, появится электрическая дуга между электродом и металлом, которая плавит кромки изделий и проволоку. Медленно ведя горелку по шву и подавая присадочную проволоку, получаем красивое и надежное соединение (не всегда).
Тут без сноровки не обойтись. Проволоку необходимо держать впереди горелки под углом. С помощью проб и ошибок, технологию освоить можно!
Смотрите видео, как правильно варить аргоном:
Видео-обзор основных вариантов применения и приспособлений TIG сварки:
О сварке плавящимся электродом
Для соединений в среде аргона плавящимся электродом применяют особые установки и аппараты. Сваривание происходит при помощи спецгорелки, оснащенной маленьким электродвигателем, который подает проволоку из катушки.
Видео-обзор полуавтомата Тесла MIG MAG ММА 300 предназначенного для сварки плавящимся электродом:
Преимущества и недостатки метода
Какие плюсы и минусы имеет сварка аргоном? Недостатки:
- оборудование сложное для новичков;
- сварочные работы требуют опыта и сноровки;
- при ручном способе, низкая скорость выполнения работ.
- сварной шов защищен от воздействия атмосферы;
- нагрев металла слабый, опытное изделие не меняет форму;
- возможность соединения любых сплавов;
- сфера применения безгранична;
- редкая замена электродов.
Знайте, цена за сантиметр аргонной сварки по стране колеблется от 30 до 300 рублей и факт владения аппаратом, тоже можно отнести к плюсам.
Почему такая существенная разница в цене за см? Зависит от качества оборудования, материала и жадности фирм предоставляющих подобные услуги.
Итоги
Подведем итоги: теперь вы знаете, что это такое — аргонно дуговая сварка? И если выполнять сварочные работы вам приходится довольно часто, то приобрести такое оборудование — стоит!
Все об аргонодуговой сварке. Обзор популярных TIG-аппаратов.
Содержание:
- 1. Что же нужно для получения качественного результата работы?
- 2. Что такое TIG-сварка?
- 3. Преимущества TIG-метода
- 4. Особенности аргонодуговой сварки
- 5. Популярные модели аппаратов для TIG-сварки
- 6. Сравнительная таблица технических характеристик
Основная сфера применения TIG-метода — сварка тонкостенных изделий (до 6 мм). Он является универсальным сварочным методом: на сегодняшний день с его помощью можно сварить не только цветные, но и нержавеющие, низколегированные и углеродистые стали, причем в любом пространственном положении. Несмотря на невысокую скорость работы, при TIG-сварке получается прочный аккуратный шов. Этот способ используется, когда самый важный фактор — высокое качество, а скоростью можно пренебречь.
Что же нужно для получения качественного результата работы?
- Во-первых, обязательно необходим опыт работы в сварочном деле — все дело в том, что в процессе работы одной рукой необходимо удерживать горелку, а второй — осуществлять подачу присадочного материала (если это необходимо). Поэтому справиться с этим может человек, обладающий отточенными навыками.
- Во-вторых, кроме навыков и сноровки обязательно нужно знать суть метода и учитывать специальные рекомендации. К примеру, при работе с TIG-сваркой горелку нужно держать под углом 15-40° по направлению сварки. Не зная этой тонкости, Вы получите ненадежное и хрупкое соединение.
- И, в-третьих, немаловажную роль играет сварочный аппарат, который вы используете. Естественно, это должен быть качественный аппарат от надежного производителя, который долго Вам прослужит. Поэтому далее мы рассмотрим принцип действия аргонодуговой сварки и проведем краткий обзор популярных моделей сварочных аппаратов.
Что такое TIG-сварка?
TIG (Tungsten Inert Gas) — ручная дуговая сварка с использованием неплавящегося электрода под защитой инертных газов. Дуга инициируется между деталью и вольфрамовым электродом, из газового сопла поступает газ, который защищает сварочную ванну и электрод. Он, в свою очередь, располагается в центре сопла и не плавится. Во время работы газ должен поступать постоянно, без перерывов, иначе страдает качество шва. Если необходима подача присадочного материала в зону сварки, то это можно сделать 2 способами: вручную и автоматически.
Преимущества TIG-метода
- Высокое качество сварного шва — с его помощью можно сваривать даже детали из алюминия, металла, который наиболее трудно поддается обработке. Все дело в очень высокой теплопроводности этого металла, которая почти в 5 раз выше, чем у других, поэтому после начала сварки тепло от места контакта очень быстро распространяется по всей детали и глубина провара получается очень малой. Чтобы избежать этого, и применяются защитные газы. Вторым важным моментом при сварке алюминия является низкая температура, при которой этот материал начинает плавиться. Вся проблема заключается в том, что этот металл никак не изменяет своих качеств при достижении расплавленного состояния (не меняет цвет, как другие металлы). Вот почему так важны профессиональные навыки сварщика — только опытный оператор сможет вовремя уловить этот переход.
- Точное поддержание глубины проплавления — очень важный аспект, особенно при работе с тонкими материалами. Это исключает как непровар деталей, и как следствие, непрочное соединение, так и прожог детали насквозь.
- Универсальность — TIG-метод можно использовать для сварки цветных металлов в различных пространственных положениях (вертикальном, горизонтальном, нижнем в «лодочку» и т.д.)
Особенности аргонодуговой сварки
На что стоит обратить особое внимание, прежде чем начинать работу, так это на выбор защитного газа. Самые распространенные, использующиеся для защиты сварочной ванны — аргон и гелий. Если металл пористый, то к аргону примешивается кислород до 3-5%. Это дает более активную защиту сварочного шва от воздействия атмосферного воздуха, исключая появления трещин и пор в шве. Но стоит помнить, что чистый аргон не защищает во время сварки металл ни от влаги, ни от грязи, которые могут попасть с присадочных материалов либо плохо очищенных кромок.
Популярные модели аппаратов для TIG-сварки
На качество аргонодуговой сварки влияют не только выбранный защитный газ или опыт сварщика, но и сварочный аппарат. К примеру, самая распространенная ошибка при выборе сварочного аппарата для работы с алюминием — не обращать внимание на способность устройства работать с переменным (АС) и постоянным (DC) током. Запомните: только на переменном токе можно работать с этим металлом.
Далее мы рассмотрим несколько моделей аппаратов, которые полностью подходят для TIG-сварки и наиболее востребованы из-за сравнительно невысокой стоимости и высокой функциональности.
Тем, кто ищет недорогой, но мощный аргонодуговой аппарат, советуем инвертор Ресанта САИ 180 АД, который значительно проще и удобнее в работе (по сравнению с выпрямителями и трансформаторами) благодаря трем функциям: ArcForce, AntiStick и HotStart. Сила сварочного тока небольшая — 180А, однако ПВ на максимальном токе составляет 70%. Это свидетельствует о высокой производительности данного аппарата, так как он может работать без перерыва 7 минут и только 3 минуты — отдыхать. Отчасти такой длительной работе без перерыва способствует туннельная система охлаждения. Другим важным преимуществом Ресанта САИ 180 АД является его работа даже при пониженном напряжении в 198В. И это еще одна причина остановить свой выбор на этой модели.
Мастерам, подыскивающим более мощное устройство, советуем обратить внимание на инвертор Сварог TIG 300S. Это профессиональный аппарат, работающий от сети 380 В, при этом сварочный процесс можно проводить даже при скачках напряжения в сети ± 15%. Сила сварочного тока регулируется плавно, что позволяет задать точные параметры для сварки, которые отражаются на цифровом дисплее устройства.
Встроенный вентилятор и эффективная система охлаждения обеспечивают продолжительную работу «сварочника» без перерыва — ПВ его на максимальном токе составляет 60%. Весит он 19 кг, а для простоты его перемещения по рабочей зоне удобной пользоваться ручкой на корпусе.
Если Вы хотите приобрести не инвертор, а выпрямитель для TIG-сварки, то советуем присмотреться к BLUE WELD KING TIG 280/1 AC/DC-HF/Lift 832201, который пользуется особым доверием покупателей. С его помощью можно сваривать такие металлы как титан, алюминий, нержавеющая сталь, медь и т.д. Этот аппарат может работать не только TIG, но и ММА-методом. Управление рабочими характеристиками очень простое — на передней панели расположен цифровой дисплей, на котором и отображаются данные.
Сравнительная таблица технических характеристик
| Технические характеристики/модель | Ресанта САИ 180 АД | Сварог TIG 300S | BLUE WELD KING TIG 280/1 AC/DC-HF/Lift 832201 |
| Мощность, кВт | 5,3 | 8,3 | |
| Min, max ток, А | 10-180 | 20-300 | 5-250 |
| ПВ на макс. токе, % | 70 | 60 | 20 |
| Напряжение, В | 220 | 380 | 380 |
| Габариты, мм | 360х135х232 | 480х205х355 | 960х340х820 |
| Вес, кг | 8,1 | 19 | 105 |
| Страна-производитель | Китай | Китай | Италия |
Эта статья была создана для того, чтобы еще раз напомнить нашим читателям: если приходится иметь дело с деталями и металлоконструкциями из цветных металлов, то для поддержания высокого качества выполняемой работы, знать правила и особенности сварочного метода и свойства обрабатываемых материалов нужно обязательно. А еще – выбирать подходящий сварочный аппарат, обладающий необходимыми функциями. В нашем интернет-магазине представлен широкий выбор сварочных аппаратов для аргонодуговой сварки с различными характеристиками — от бытовых до профессиональных. Приобрести нужную модель очень просто: позвоните по бесплатному номеру телефона 8-800-333-83-28. Опытные специалисты проконсультируют Вас и помогут сделать заказ. Кроме этого, в интернет-магазине «ВсеИнструменты.ру» вы сразу же сможете приобрести необходимые расходные материалы — вольфрамовые электроды, прутки, щетки, защитные сварочные маски и т.д.

