Марка электродов для сварки нержавеющей стали
Электроды для сварки нержавейки

Нержавеющая сталь относится к числу наиболее востребованных материалов из-за полной инертности по отношению к влаге. Материал не подвержен коррозии, что значительно расширяет сферу его применения. В дополнение к этом – отличные эстетические характеристики, не требующие дополнительного декора или окрашивания. Недостатком металла является его плохая свариваемость. Соединить две заготовки можно только при помощи специальных электродов для сварки нержавеющей стали.
При этом необходимо учитывать ряд особенностей, которые проявляются в процессе сваривания двух заготовок из нержавейки:
- Материал обладает меньшей теплопроводностью по сравнению с другими марками стали. По этой причине нужно дольше греть зону сварки или же прибегнуть к другому приему, увеличив силу тока.
- Между толстыми заготовками из нержавеющей стали зазор должен быть больше, чем в случае соединения металлов других марок. Так удается сократить до минимума количество трещин, которые появляются в результате термического воздействия.
- Нержавейка обладает сильным коэффициентом сопротивления. Во время сварки ее поверхность сильно нагревается. Поэтому следует использовать только специальные электроды.
- Технология сварки нержавеющей стали
- Марки электродов по нержавейке
- Электроды ОЗЛ-6
- Электроды ЦЛ-11
- Электроды НЖ-13
- Другие популярные марки электродов для нержавеющей стали
- Советы и рекомендации по сварке нержавейки
Технология сварки нержавеющей стали
Специалисты выделяют три основных момента, на которые следует обратить внимание начинающим сварщикам:
- Сварка деталей с толщиной стенок до 1,5 миллиметра выполняется в инертной среде. Требуются вольфрамовые неплавящиеся электроды. Способ сваривания может быть любым: мануальным, автоматическим или полуавтоматическим.
- Заготовки со стенками 1,5-3 мм соединяются с использованием электродуговой сварки.
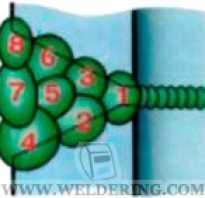
- Сварка металла с толщиной от 3 мм выполняется с использованием электродуговой сварки со струйным переносом металла от электрода к наплавляемой поверхности.
Максимум внимание необходимо уделить операциям с аргонной сваркой. Нельзя допускать попадания вольфрама в расплав. В этом случае будут резко уменьшены прочностные характеристики сварочного шва. Чтобы избежать подобного, необходимо разжигать дугу бесконтактным методом или же на отдельной графитовой пластине. И только после этого можно перенести сварочный процесс на свариваемые поверхности из нержавеющей стали.

Марки электродов по нержавейке
Ассортимент электродов для сварки нержавеющей стали включает большое количество марок продукции. Но наибольшей популярностью пользуются три – ЦЛ-11, ОЗЛ-6 и НЖ-13.
Электроды ОЗЛ-6
Расходные материалы данной марки применяются в случаях, когда изготовленная конструкция будет эксплуатироваться в условиях с высокой температурой: до 1000 градусов Цельсия включительно. Для проведения работ необходим постоянный ток. Основные преимущества электродов:
- высокая прочность сварочного шва;
- отличная ударная вязкость;
- пластичность соединения;
- внутри не происходят коррозийные процессы;
- нет брызг при сварке;
- ровный и аккуратный шов.

Электроды ЦЛ-11
Электроды предназначены для работы с металлами, которые характеризуются большим содержанием никеля и хрома. Именно эти два компонента определяют уровень устойчивости сплава к коррозии. Требования к сварочному шву данных металлов достаточно жесткие. Работы выполняются при температуре расплава +450 градусов Цельсия от источника постоянного тока. Обмазка электрода представляет смесь карбоната и фтористых компонентов. Преимущества электродов идентичны расходным материалам марки ОЗЛ-6.

Электроды НЖ-13
Электроды применяются в сварке заготовок из пищевой нержавеющей стали. Как показывает практика, расходные материалы с маркировкой НЖ-13 отлично справляются с задачами соединения металлов, содержащих не только никель и хром, но и молибден.

Другие популярные марки электродов для нержавеющей стали
- ЗИО-8. Используются в производстве конструкций из жаростойкой нержавейки. Электроды с основной обмазкой предназначены для работы в сети постоянного тока с обратной полярностью. Допускается любой способ формирования шва: горизонтальный, вертикальный, нижний или верхний;
- ЭФ400/10У. предназначены для работы с нержавеющей сталью аустенитного класса. Готовые конструкций из такого материала предназначены для эксплуатации в условиях агрессивной среды с температурой до +350 градусов Цельсия;
- НИИ-48Г. Универсальный расходник с основным покрытием, который отлично зарекомендовал себя в работе с низколегированной и специальной сталью. Допускается любое положение электрода. Необходим источник постоянного тока, подключение – с обратно полярностью;
- ОЛЗ-17У. специально разработан для ручной дуговой сварки нержавеющего металла, который без проблем будет контактировать с фосфорной и серной кислотой. При сварке допускается любое положение, кроме вертикального сверху вниз. Необходим постоянный ток, полярность – обратная. Важно обеспечить исключительную чистоту соединяемых кромок;
- ЭА. Очень широкий модельный ряд электродов. Рекомендованы для использования в сборке конструкций из высоколегированной стали, для которых важна прочность. По окончанию сварочного процесса не требуется финальная обработка шва.
Среди мастеров своего дела популярны электроды, производимые шведской компанией ESAB:
- ОК 61.30. Универсальный расходный материал с небольшим содержанием углерода. Обладают рудно-кислой обмазкой; легким розжигом, формируют ровный приятный шов. Работают от сети переменного или постоянного тока с прямой полярностью. Относительно поверхности можно размещать в любом положении, за исключением вертикального по направлению сверху вниз;
- ОК 61.35. Предназначены для создания конструкций с особыми условиями эксплуатации: от -165 до 400 градусов Цельсия. Нередко используются при строительстве трубопроводов для теплотрасс и другого предназначения. Предназначены для подключения к сети постоянного тока с прямой полярностью. Основная обмазка;
- ОК 67.45. Имеет двойное предназначение: для работы с нержавейкой и наплавки материалов с ограниченной свариваемостью. Накладывается на шов только как первый слой. После этого наплавляются износостойкие сплавы и металлы. Шов легко обрабатывается, выдерживает высокие температуры и легко переносит трение;
- ОК 63.30. Универсальный продукт, который показывает отличные результаты при сварке любых марок нержавеющей стали.
Следует учесть, что все перечисленный выше марки электродов для сварки нержавейки перед использованием следует прокаливать. Температурный режим свой для каждого продукта.
Советы и рекомендации по сварке нержавейки
Профессионалы делятся опытом. Их советы помогут новичкам избежать вовсе необязательных ошибок:
- Когда при сварке металла температура достигает 500 и больше градусов, то существует вероятность образования кристаллизационных трещин. Из-за это прочность и надежность соединения сильно пострадает.
- Пластичность металлической заготовки снижается при сваривании в температурном диапазоне от 350 до 500 градусов Цельсия. Материал становится более хрупким.
- Качество сварного шва будет намного лучше, если заготовки предварительно нагреть до 1200 градусов и дать остынуть естественным путем. По времени это займет около трех часов.
- Идеально, если получается соединить заготовки быстро. Перегрев отрицательно влияет на сам металл и стык. В случаях, когда нужно положить несколько слоев, рекомендуется после каждого этапа дать заготовкам остыть до 100С и только после этого наплавлять следующий слой.
- В случаях, когда для выравнивания заготовок применяются «прихватки», то желательно расстояние между ними делать небольшим, а сами «прихваты» — длинными.
Какие марки электродов применяют при сварке нержавейки?
Сварка стали нержавеющего типа представляет собой достаточно трудоёмкий процесс, который связан с особенностями структуры материала. Электроды по нержавейке позволяют получать надёжные, прочные, однородные сварные швы. Предназначены соединения нержавеющих конструкций, механизмов.
 Упаковка электродов для сварки нержавейки
Упаковка электродов для сварки нержавейки
Свойства нержавейки
Нержавейка имеет низкий коэффициент проводимости тепла. Поэтому во время сварных работ требуется прогрев локальной области для формирования равномерного шва. Чтобы добиться требуемых технических характеристик, нужно на сварочном аппарате устанавливать токи большой величины.
Чтобы не допустить перегрева или окалин, требуется при стыковке деталей делать увеличенный зазор, чем в случае сваривания стальных заготовок. Шов воспринимает значительные деформационные нагрузки в процессе остывания, за счёт чего основные конструктивные элементы сохраняют геометрию.
Электрод для сварки со специально подобранным составом под конкретные сплавы позволяет избегать перегрева основного стержня. То есть сопротивление металлов примерно совпадает, за счёт чего процесс перегрева отсутствует.
Методы сварки
Технологии, в которых допустимо применение сварочных электродов для конструкций из нержавеющей стали:
- импульсно-дуговая для приваривания конструктивных элементов толщиной менее 0,1 мм, требуется применение электродов для сварки с определённым составом покрытия;
- короткодуговая для приваривания конструкций, толщина которых составляет менее 3 мм;
- плазменная – универсальный метод позволяющий сваривать нержавейку любых составов;
- струйная дуговая – используется для соединения крупных деталей с подводом плавящейся проволоки.
Сварщик самостоятельно должен подбирать электроды в зависимости от толщины соединяемых заготовок, их состава, а также особенности эксплуатации сварных конструкций.
Рекомендации по сварке:
- если перегревать металл выше +500 0 С, то растёт вероятность появления кристаллизационных трещин;
- при прогреве нержавейки в диапазоне +350 0 С — +500 0 С наступает охрупчивание детали, что может привести к потере прочностных свойств;
- получение качественного сварного шва гарантировано при прогреве заготовки до +1200 0 С с последующим охлаждением в течение 180 минут;
- длительный прогрев нержавеющей стали не рекомендуется, так как она частично теряет свои свойства;
- при послойной наварке необходимо каждый предыдущий слой доводить до +100 0 С;
- для схватывания двух конструкционных элементов нужно уменьшить зазор между ними.
Сварка нержавейки в большинстве случаев проводится в защитной газовой атмосфере. При выборе состава покрытия электрода требуется учёт его толщины, прочности, свойств.
При формировании шва не нужно резко перемещать электрод вдоль поверхности. Обычно в результате неправильных действий могут возникать внутри него деформации, трещины или другие дефекты, а также формироваться окислы.
Важно придерживаться следующих правил:
- недопустимо проникновение в сварную ванну вольфрама или соединений на его основе, для этого дуга зажигается отдельно;
- шов следует защитить струёй аргона.
Важность применения специализированных электродов
Использовать электроды для нержавейки важно по следующим причинам:
- при повышенных температурах теряются антикоррозионные свойства, а состав обмазки позволяет их сохранить;
- в результате малого коэффициента расширения могут возникать внутренние напряжения или деформации внутри швов либо в соединяемых конструкциях;
- из-за низкой теплопроводности сложно равномерно прогревать металл.
От правильности выбора температурного режима полностью зависит, насколько сварной шов будет соответствовать необходимым техническим характеристикам. При прогреве сталь деформируется и велика вероятность появления межкристаллической коррозии. Специальные составы покрытий позволяют предотвратить такие негативные последствия.
Маркировка и типы электродов
Наиболее распространённые электроды по свариванию нержавейки имеют следующие маркировки:
- ЦЛ-11;
- ОЗЛ-6;
- НЖ-13.
Остальные марки электродов для сварки деталей из нержавейки менее популярны по причине узости применения, высокой стоимости или технических параметров.
 Маркированные электроды для сварки нержавейки
Маркированные электроды для сварки нержавейки
ЦЛ-11 – электроды для сварки хромоникелевой нержавейки при +450 0 С. Преимущества сварных швов:
- несклонность к кристаллизационным коррозионным процессам;
- однородность наплавляемого слоя;
- в процессе сваривания не образуются брызги расплавленного металла.
ОЗЛ-6 – электроды, применяемые для сварки нержавеющей стали, которую предполагается эксплуатировать в условиях повышенных температур до +1000 0 С. Преимущества идентичны ЦЛ-11.
НЖ-13 – марка электродов по свариванию нержавейки, применяемой в пищевой промышленности, сплавов на основе никеля, хрома, молибдена. Используются для формирования швов, которые предполагается эксплуатировать при температуре окружающей среды до +350 0 С.
Другие марки
Существуют также и другие маркировки электродов по нержавейке, которые также позволяют получать надёжные швы:
- ЗИО-8 используются для соединения жаростойких нержавеющих сталей. Выпускаются со стандартной по составу обмазкой, позволяющей проводить работы на постоянном или переменном токе.
- НИИ-48Г имеют универсальное применение, можно сваривать стали низколегированного класса. Расположение относительно поверхности допускается любое удобное.
- ОЛЗ-17У применяют для сталей, которые предполагается эксплуатировать в химически активных средах.
- ЭА для сваривания конструкционных элементов из стальных сплавов высоколегированных марок. Рекомендуется применять при короткодуговой сварке.
- ОК 63.30 – электроды для сварки нержавейки любой марки.
Для сохранения коррозионностойких свойств нужно использовать способ холодной сварки. Он позволяет предотвратить образование карбидов на основе хрома или железа.
Чем варить нержавейку ? Обзор электродов
Нержавеющая сталь всегда была востребованным материалом. И основным ее популярным качеством является полное отсутствие взаимодействия с влагой, то есть, нулевая коррозия металла. Плюс прекрасные внешние данные, конструкция из нержавейки смотрится эстетично без всякого декоративного покрытия. Но этот металл обладает плохой свариваемостью, поэтому рекомендуется использовать для сварки только электроды по нержавейке.

К тому же необходимо учитывать и некоторые особенности материала, которые проявляются в процессе соединения частей конструкции между собой.
- Нержавеющая сталь характеризуется меньшей теплопроводностью, чем другие виды сталей. Поэтому прогревать зону сварки надо дольше, или использовать для этого ток большей величины.
- При соединении толстых заготовок из нержавейки, необходимо между ними оставлять больший зазор, чем при сварке остальных видов сталей. Только так можно сократить количество микротрещин, которые могут появиться.
- В процессе сварки сварочные стержни подвергаются сильному нагреву. Это обусловлено высоким сопротивлением нержавейки сварочным процессам. Поэтому рекомендуется использовать только сварочные электроды для нержавеющей стали.
Вкратце о технологии сварки нержавейки
Есть три основных момента, которые нужно учитывать при сварке заготовок из нержавеющей стали.
- Сварка заготовок толщиною до 1,5 мм производится по технологии в защитных инертных газах с использованием вольфрамовых неплавящихся электродов. Может использоваться ручной способ, автоматический или полуатоматический.
- Толщина от 1,5 до 3 мм требует короткодуговой сварки.
- Сварка деталей с толщиной свыше 3 мм производится электродуговой сваркой, где перенос металла с электрода производится струйно.
Особое внимание необходимо уделить аргонной сварке. Очень важно, чтобы вольфрам не попал в сварочную ванну. Это резко снижает качественные характеристики сварного шва. Поэтому рекомендуется розжиг производить бесконтактным способом или зажигать дугу на угольной или графитовой пластине отдельно, после чего переносить сварочный процесс на детали из нержавеющей стали.
Электроды для нержавейки – марки и виды
Электроды для сварки нержавейки – это огромный список марок. Наибольшее распространение среди сварщиков получили три марки это ЦЛ-11, ОЗЛ-6 и НЖ-13

Эта марка электродов используется для соединения сталей, в которых большое содержание хрома и никеля. К примеру, стали марки 08Х18Н12Т или последняя буква «Б». Именно содержание этих двух металлов создают такое свойство стали, как высокая антикоррозийная стойкость. Поэтому к сварочному шву стальных заготовок этой марки предъявляются достаточно жесткие требования.
Для этого используется ручная сварка при температуре +450С с применением постоянного тока. Обмазка электрода состоит из фтористых компонентов и карбоната. Сварку можно проводить в любом положении кроме вертикального. Преимуществ у шва, сделанного этим электродом по нержавеющей стали много.
- Прочность шва.
- Его пластичность.
- Немалая ударная вязкость.
- Внутри шва не образуются процессы по кристаллизации коррозии.
- Шов получается аккуратным и ровным.
- В процессе проведения сварочных работ не присутствует разбрызгивание металла сварочного стержня.

Этот электрод для сварки нержавеющей стали используется в тех случаях, если соединяемая конструкция будет эксплуатироваться в условиях с высокой температурой – до 1000С. При этом все достоинства этой марки в точности совпадают с предыдущим видом. Сварку проводят только постоянным током.

Электроды по нержавейке этой марки используются для соединения деталей из пищевой стали. Практика так же показала, что расходники данного типа прекрасно варят заготовки не только сплавов, где присутствуют хром и никель, но и с участием в сплаве молибдена.
И еще несколько популярных марок.
- ЗИО-8 используется для соединения жаростойких нержавеющих сталей. Обмазка – основная, варить можно постоянным током, полярность – обратная. Способ сварки – любой (нижний, верхний, вертикальный).
- ЭФ400/10У используется, когда надо сварить заготовки из нержавейки аустенитного класса. Обычно детали из такого металла используют в агрессивных средах жидкого типа, в которых температура поднимается до +350С.
- НИИ-48Г. Это универсальный электрод, который применяется для сваривания ответственных конструкций из специальных и низколегированных сталей. Имеет основной вид покрытия. Режим сварки: ток – постоянный, полярность – обратная. Положение электрода – любое.
- ОЛЗ-17У. Применяются для ручной электродуговой сварки нержавеющих сталей, которые работают в средах, где используется фосфорная или серная кислота. Варить можно в любых положениях, кроме вертикального сверху вниз. Ток – постоянный, полярность – обратная. Сварочный процесс этим электродом требователен к чистоте сварных кромок. Особое внимание свариванию деталей большой толщины, где необходимо проводить двустороннюю разделку сварных кромок.
- ЭА. У этой марки достаточно широкий модельный ряд. Но практически все они рекомендованы для проведения сварки ответственных конструкций, которые собираются из легированных сталей высокой прочности. После использования электродов по нержавейке этой маркировки обработка шва не требуется. Сваривание необходимо проводить короткой дугой.
Большой популярностью среди профессионалов пользуются электроды для сварки нержавеющей стали от шведской компании ESAB.
- ОК 61.30 – универсальная модель, в которой углерод содержится в небольших количествах. Легкий поджиг (даже повторный), шов получается ровным, шлак отделяется от металла легко. Обмазка – рудно-кислая. Можно варить переменным током или постоянным (полярность – прямая). Пространственное положение электрода – любое, кроме сверху вниз.
- ОК 61.35 используется для сваривания ответственных конструкций, которые будут эксплуатироваться при перепаде температур от -196С до +400С. Часто его применяют для сварки трубопроводов разного назначения. Обмазка – основная. Ток – постоянный, полярность – прямая.
- ОК 67.45. Электрод двойного назначения. То есть, может использоваться для соединения нержавеющих сталей и применяться в процессе наплавки металлов с ограниченной свариваемостью. Проходит в качестве первого слоя, далее на полученный шов наплавляются металлы износостойкого типа. Шов из такого электрода прекрасно переносит трение и высокие температуры, легко поддается обработке.
- ОК 63.30 – это электрод общетехнического назначения, то есть универсальный. Используется для сварки почти всех марок нержавеющих сталей.
Внимание! Все вышеописанные электроды перед сварочным процессом должны пройти прокалку. Правда, у каждой марки свой температурный режим.
Полезные советы
Несколько рекомендаций от профессионалов.
- Если температурный режим сварочного процесса повышается более +500С, то высока вероятность, что на участке сварного шва появятся трещины кристаллизационного типа. А это сильно ослабит прочность и надежность конструкции.
- В диапазоне температурного режима сварки от +350С до +500С показатель пластичности сплава снижается, что обязательно приведет к хрупкости металла.
- Чтобы качество сварного соединения было высоким, нужно предварительно нагреть заготовки из нержавейки до +1200С, после чего охладить их естественным способом. Длительность охлаждения – 3 часа.
- Оптимально, если сам сварочный процесс проводить быстро. Нельзя подвергать нержавейку длительному нагреву. Если сварка проводится послойно, то рекомендуется каждый нанесенный слой охлаждать до +100С до нанесения последующего слоя.
- Если до нанесения основного слоя свариваемого металла необходимо провести прихватку двух заготовок, то расстояние между ними лучше сократить. Идеальный вариант, если прихватки будут длинными.
При правильной сварке нержавейки выбору электрода нужно уделять не меньше внимания чем подбору режима сваривания и выбору самого аппарата.
Какими электродами варить нержавейку
Нержавеющая сталь – сплавы особого рода. Они содержат повышенное количество легирующих элементов (хрома, молибдена, никеля и других – в зависимости от марки), что придает материалу специальные свойства. Первое и общее – высокая стойкость к коррозии. Второе – жаростойкость, антикоррозийная устойчивость в условиях высоких температур и агрессивных сред. Третье – жаропрочность, способность сохранять свои механические свойства при очень высоких температурах. Поэтому такие стали требуют при сварке ММА применения специальных материалов. Чем это обусловлено и какие электроды по нержавейке используются в таких случаях – об этом речь далее.
Особенности нержавеющих сталей
 Значительное количество никеля или хрома задает материалу ключевые характеристики – в зависимости от назначения. Небольшие процентные доли титана, марганца, магния и других металлов позволяют улучшить их технологические показатели. Однако в целом для всей нержавейки характерна плохая свариваемость. Факторы, которые ее обуславливают:
Значительное количество никеля или хрома задает материалу ключевые характеристики – в зависимости от назначения. Небольшие процентные доли титана, марганца, магния и других металлов позволяют улучшить их технологические показатели. Однако в целом для всей нержавейки характерна плохая свариваемость. Факторы, которые ее обуславливают:
- Низкая (в сравнении с углеродистыми сталями меньше в 2 раза) теплопроводность. Из-за этого проплавление металла происходит гораздо быстрее, поэтому силу тока следует уменьшать на 15–20%.
- Коэффициент расширения выше, чем у других сталей. В процессе сварки происходит растягивание металла, при остывании – стягивание. Если свариваются разнородные стали, второй металл с меньшим аналогичным коэффициентом оставляет микротрещины в зоне соединения.
- Появление межкристаллитной коррозии – в случае, если нержавейка нагревается до температуры 500°С и выше. Это резко снижает антикоррозионные качества металла.
Все перечисленные факторы обуславливают то, что ММА сварка по нержавейке выполняется только специальными электродами с обмазкой основного типа при точно подобранном сварочном режиме. Обычные стержни с обмазкой используются только в крайних случаях и исключительно в быту – для изделий, рассчитанных на минимальные нагрузки.
Каким током варить при ММА?
 Для работ может быть использован как переменный (трансформаторный), так и постоянный (инверторный) ток, в зависимости от условий работ, наличия оборудования, выбора электродов.
Для работ может быть использован как переменный (трансформаторный), так и постоянный (инверторный) ток, в зависимости от условий работ, наличия оборудования, выбора электродов.
- На постоянном токе. Оптимальный вариант, поскольку инвертор позволяет в точности подобрать все параметры для качественной сварки. Количество разбрыгиваемого металла – минимально. Получают ровный прочный шов. Минус – высокая стоимость оборудования.
- На переменном токе. Преимущество – гораздо меньшая цена сварочной техники. Опытный сварщик получает не менее качественный шов. Однако объем разбрызгиваемого металла, как правило, больше. Несколько выше и расход используемых электродов.
Оба варианта сегодня повсеместно используются в промышленном масштабе. В зависимости от способа выбирают те или иные специальные электроды.
Какими электродами варить нержавейку инвертором?
Сварка изделий выполняется постоянным током обратной полярности. Наиболее часто используемые электропроводники:
- ЦЛ-11 – универсальная, повсеместно используемая марка. Хорошо подходит для сталей 12Х18Н9Т, 08Х18Н12Т, 12Х18Н10Т, 08Х18Н12Б и других. Позволяет получить очень стойкий к межкристаллитной коррозии шов.
- НЖ-13 – хорошо варит по сталям с высоким содержанием не только хрома или никеля, но и молибдена. Один из лучших вариантов для соединения деталей (труб и т. д.) из пищевой нержавейки.
Также для ручной дуговой сварки инвертором используются марки: ОЗЛ-17У (для сталей, рассчитанных на работу в условиях высокоагрессивных сред), НИИ-48Г, ЗИО-8 (для жаростойких сталей).
Сварка нержавейки переменным током
 Качественный сварной шов можно получить и с использованием трансформаторов. Наиболее востребованные марки электродов в этом случае:
Качественный сварной шов можно получить и с использованием трансформаторов. Наиболее востребованные марки электродов в этом случае:
- ОЗЛ-14;
- ОЗЛ-14А;
- Н-48;
- ЦТ-50;
- ЭА-400;
- ЛЭЗ-8;
- АНВ-36.
Среди зарубежных аналогов широко используется продукция ESAB, марки: ОК 61.30 (возможна работа с деталями разной толщины), ОК 63.20 (позволяют варить тонкостенные трубы).
Как приварить нержавейку к нержавейке электродом
Расскажем, как приварить нержавейку к металлу электродом на примере инверторной сварки. Для начала на аппарате задаются нужные параметры – толщина детали, диаметр стержня, сила тока. В соответствующем порядке это:
- 1,5 мм – d 2 мм – 40–60 А;
- 3 мм – d 3 мм – 75–85 А;
- 4 мм – d 3 мм – 90–100 А;
- 6 мм – d 4 мм – 140–150 А.
Далее порядок действий таков:
- поверхность соединения на детали обязательно зачищается металлической щеткой.
- для лучшего проплавления (при толщине от 4 мм) напильником или болгаркой разделываются кромки.
- при соединении тонкостенных изделий (до 2 мм) предварительно выполняются прихватки.
- при большой (от 7 мм) толщине зона соединения предварительно прогревается до 150 ⁰C.
- путем легкого дотрагивания до металла активируется электрод и поджигается дуга.
- металл сваривается на короткой дуге.
- по завершении сварки делается «замок» во избежание появления свищей и трещин.
- изделие должно остыть (не менее 5 минут).
Затем молотком (путем легкого постукивания) удаляется оставшаяся шлаковая корка. Также возможна зачистка железной щеткой.
Какими электродами варить нержавейку с черным металлом
 У нержавеющих и черных сталей, а также чугуна разная структура металла, разный коэффициент расширения, что требует при сварке соблюдения ряда условий. Следует учитывать их свариваемость – способность образовывать качественные неразъемные соединения в принципе. Необходимо знать и химический состав металлов. От этого зависит выбор сварочных материалов.
У нержавеющих и черных сталей, а также чугуна разная структура металла, разный коэффициент расширения, что требует при сварке соблюдения ряда условий. Следует учитывать их свариваемость – способность образовывать качественные неразъемные соединения в принципе. Необходимо знать и химический состав металлов. От этого зависит выбор сварочных материалов.
Как правило, для сварки используются электроды из высоколегированных сталей:
- ОЗЛ-25Б – для соединения черных металлов и жаропрочных сталей;
- НИАТ-5 – для аустенитных сталей;
- ЦТ-28 – для соединения с черным металлом сталей с большой долей никеля.
В случае, если опознать химический состав не представляется возможным, могут быть использованы электроды ОЗЛ-312. В данном случае ММА – лишь один из способов соединения таких металлов. Также широко используются неплавящиеся вольфрамовые стержни и сварка в газовой (аргоновой) среде.
Электроды по нержавейке производства МЭЗ
Широкий ассортимент электродов по нержавейке выпускает наш Магнитогорский электродный завод. По доступным ценам вы можете купить на сайте материалы для ММА-сварки по нержавеющим сталям. Стоимость определяется маркой изделий и материалом покрытия. В ассортименте – сварочные материалы для коррозионностойких (в том числе жаропрочных и жаростойких) сталей и сплавов, высокое качество которых подтверждено сертификатами.
Электроды для сварки нержавейки: варим нержавеющую сталь правильно
Сварка деталей, изготовленных из нержавеющих сталей, представляет собой непростой процесс, требующий от его исполнителя наличия соответствующих знаний и навыков. Для выполнения такой процедуры, кроме всего прочего, необходимы специальные электроды по нержавейке, которые могут иметь диаметр 3,4 или 5 мм.
Электроды AS P-309L турецкого производства применяются при сварке нержавеющих и жаропрочных сталей
Почему важно использовать специальные электроды для сварки нержавейки
Нержавеющая сталь с момента ее появления на рынке активно используется для изготовления отдельных изделий и конструкций различного назначения. Высокая популярность стальных сплавов данной категории объясняется не только их исключительной коррозионной устойчивостью, но также целым перечнем других достоинств – твердостью, прочностью, долговечностью, привлекательным внешним видом изделий из нержавейки и др. Между тем одним из наиболее значимых недостатков нержавеющих сталей является плохая свариваемость, что несколько затрудняет выполнение монтажных работ с этим материалом.

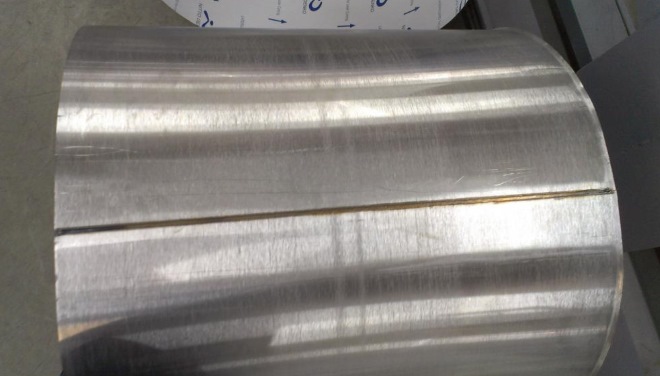
Сварка этих листов из коррозионностойкой нержавеющей сталей была выполнена электродом ЦТ-15
Причины того, что нержавеющие стали обладают плохой свариваемостью (под которой понимают возможность создания надежных неразъемных соединений при помощи сварки), заключаются в следующем.
- Стали, относящиеся к категории нержавеющих, обладают меньшей (в два раза) теплопроводностью, чем обычные углеродистые стальные сплавы. Нержавейка в процессе выполнения сварки хуже отводит тепло и сильно перегревается, поэтому выполнять такой технологический процесс следует на меньших значениях сварочного тока (на 15–20%), чем при соединении деталей из обычных стальных сплавов.
- При сварке массивных изделий, изготовленных из нержавеющих сталей, между ними следует оставлять достаточно широкий зазор. Если пренебречь этим требованием, то в структуре основного металла, прилегающей к зоне сварного шва, могут образоваться микротрещины, значительно снижающие качество и надежность полученного соединения.
- Из-за сильного электрического сопротивления, создаваемого в зоне сварки, электроды, при помощи которых она выполняется, сильно нагреваются. Именно поэтому выполнять сварочные работы со сталями данной категории следует, используя специальные электроды для нержавейки. Выбрать такие электроды можно по маркировке.
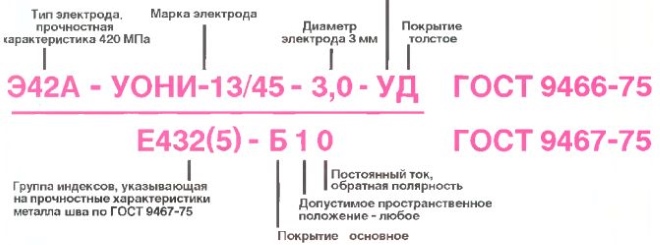
Пример расшифровки маркировки электродов
Неправильный выбор электродов, режимов выполнения сварки изделий, изготовленных из нержавеющих сталей, а также непрофессиональное использование сварочного оборудования может привести к межкристаллитной коррозии. Это явление значительно ухудшает коррозионную устойчивость металла шва и основного металла в прилегающей к сварному соединению зоне и выражается в том, что в структуре металла при нагреве свыше 5000° формируются карбиды железа и хрома. Такие карбидные включения, появляясь на границах кристаллической решетки металла, делают его очень хрупким и уязвимым к коррозии, что и становится причиной значительного снижения надежности сварного соединения.
Для того чтобы избежать такого негативного явления, как межкристаллитная коррозия, следует правильно подбирать режимы сварки и электроды для ее выполнения, а также обеспечивать быстрое охлаждение зоны сформированного сварного соединения.
Основные технологии сварки
На качество сварки, используемой для соединения деталей из нержавеющих сталей, оказывает влияние множество факторов. К наиболее значимым из них следует отнести квалификацию сварщика, выполняющего работы, правильность выбора режима сварки и электродов для ее осуществления. Любому, кто соберется варить нержавейку, важно также знать, в чем заключаются отличия этого металла от обычных углеродистых сталей.
Варить нержавейку, в зависимости от особенностей соединяемых деталей, можно по различным технологиям. Одной из наиболее распространенных технологий, при помощи которых выполняют соединение изделий из нержавейки с толщиной от 1,5 мм, является сварка в среде защитных газов.

Сварка нержавеющей стали вольфрамовым электродом
Такая сварка, выполняемая неплавящимся вольфрамовым электродом, используется преимущественно для соединения:
- корпусных деталей оборудования и приборов различного назначения;
- других изделий, для изготовления которых используется листовая нержавейка;
- трубопроводов из нержавейки, предназначенных для транспортировки различных сред.
В зависимости от используемого сварочного оборудования и требуемой производительности процесса выполняться такая сварка может ручным, полуавтоматическим и автоматическим способами.
При сварке изделий, изготовленных из нержавейки, можно использовать и плавящиеся электроды – металлические стержни с нанесенным на них покрытием либо специальную проволоку, отличающуюся высоким уровнем легирования. К таким методам сварки относятся:
- импульсно-дуговая, используемая для соединения деталей толщиной до восьми десятых миллиметра;
- короткодуговая, выполняемая в среде инертных газов, – для нержавейки толщиной от восьми десятых до трех миллиметров;
- дуговая струйная, применяемая для соединения листового материала толщиной свыше трех миллиметров;
- дуговая, выполняемая под слоем флюса, – для изделий, толщина которых превышает десять миллиметров;
- плазменная, которая является универсальным способом соединения деталей из нержавейки любой толщины.
Технологию плазменной сварки используют для соединения любых металлов и сплавов
При использовании для выполнения сварочных работ такого оборудования, как инвертор, процесс можно выполнять и постоянным, и переменным током.
Чтобы варить изделия из нержавейки и получать при этом качественные и надежные соединения, важно учитывать несколько важных нюансов.
- При использовании электрода из вольфрама им не следует совершать резких колебательных движений, как это делается при формировании сварного шва на обычных сталях. Такие движения могут привести к тому, что электрическая дуга, сформированная электродом, разрушит защитную пленку на основном металле, а это станет причиной значительного ухудшения его антикоррозионных свойств.
- Чтобы избежать попадания в область формируемого сварного шва вольфрама, из которого изготовлен неплавящийся электрод, зажигать сварочную дугу следует не на самих соединяемых изделиях, а на специальной графитовой пластине (или использовать для этого опцию бесконтактного розжига дуги).
- На обратную сторону сварного шва также желательно подавать струю аргона, который защитит сильно разогретый основной металл и формируемый сварной шов от окисления.
Популярные марки электродов для сварки нержавейки
Достаточно часто сварку нержавейки выполняют при помощи плавящихся штучных электродов, поэтому вопрос правильного выбора таких расходных материалов является очень актуальным. Металл, из которого изготовлены стержни таких электродов, должен:
- обладать высокой устойчивостью к такому явлению, как термическая ползучесть;
- отличаться небольшим показателем теплового расширения;
- иметь повышенную упругость;
- отличаться высокой износоустойчивостью и теплопроводностью.

Области применения электродов
На выбор электрода, при помощи которого можно варить изделие из нержавейки, решающее влияние оказывает марка свариваемой стали. Так, в зависимости от данного параметра современные специалисты применяют электроды следующих популярных марок:
- ОЗЛ-8 и ЦЛ-11 – для нержавейки, используемой в пищевой промышленности;
- ЭА400/10У, НЖ-13, ЦТ-15 (редко) – для нержавеющих сталей, отличающихся повышенной устойчивостью к коррозии;
- ОЗЛ-6 – для жаропрочных сплавов, в химический состав которых входит нержавеющая сталь;
- КТИ-7А, ЦТ-28 – для нержавейки, из которой изготавливаются различные инструменты;
- АНЖР-1, АНЖР-2, ЭА395/9 – для нержавейки другого назначения.
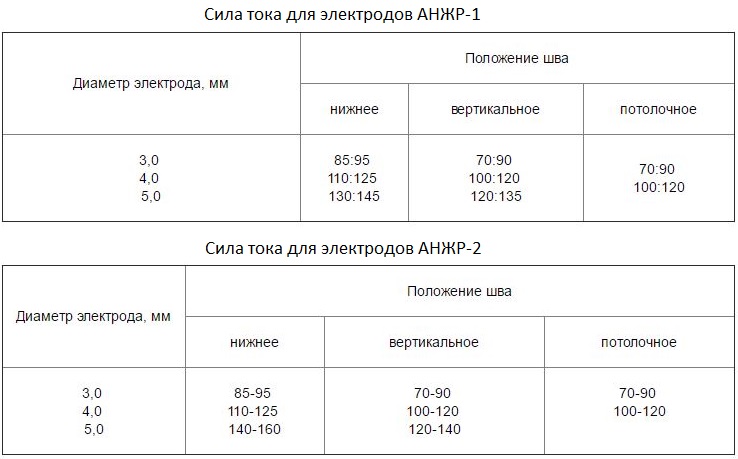
Электроды АНЖР-1 и АНЖР-2 применяются для сварки без предварительного подогрева и без последующей термообработки
При использовании штучных электродов, специально предназначенных для сварки нержавейки, следует соблюдать осторожность, так как слой остывающего шлака, сформированный в процессе выполнения сварки, отскакивает с поверхности шва самопроизвольно. Еще не до конца остывшие кусочки такого шлака, если не соблюдать осторожность, могут послужить причиной ожога.
К наиболее популярным электродам, используемым для соединения изделий из нержавейки, относятся изделия с маркировкой ЦЛ-11. На поверхность таких электродов нанесено покрытие, выполненное на основе карбонатов и соединений фтора. Они применяются при сварке сталей хромоникелевой группы (12Х118Н10Т и 9Т, 08Х18Н12Б и Т). Использование электродов данной марки позволяет минимизировать риск развития межкристаллитной коррозии у данных сплавов. За счет особенностей химического состава своего покрытия электроды ЦЛ-11 хорошо демонстрируют себя при температурах, не превышающих 450°.
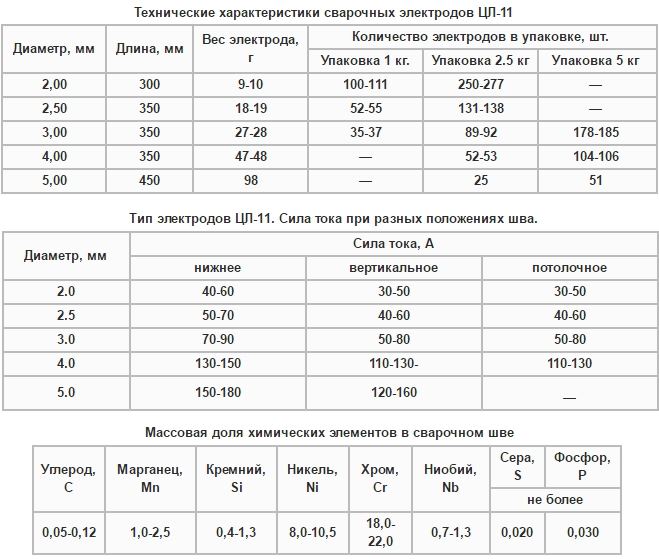
Технические параметры электродов ЦЛ-11
К наиболее значимым достоинствам электродов данной марки следует отнести:
- минимальное разбрызгивание расплавленного металла;
- хорошую ударную вязкость формируемого сварного шва;
- возможность выполнять качественный сварной шов в любых пространственных положениях;
- хорошую пластичность готового соединения;
- минимальный риск образования трещин в сварном шве, что обеспечивает высокое качество и надежность формируемого соединения.
Высокой популярностью у отечественных специалистов пользуются также электроды ОЗЛ-6 и НЖ-13. Электроды с маркировкой НЖ-13 отлично демонстрируют себя при использовании для сварки пищевой нержавейки, а также сплавов, относящихся к хромоникелевой и хромоникелемолибденовой категориям. Изделия марки ОЗЛ-6 лучше применять в тех случаях, когда сварка будет выполняться в окислительной среде или при высоких температурах (до 1000°). При использовании электродов данной марки можно получить сварное соединение более высокого качества, если выполнять его не на переменном, а на постоянном токе.
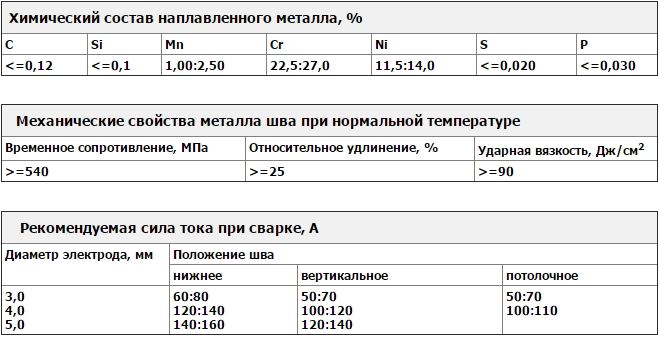
Технические характеристики электродов ОЗЛ-6
Среди достоинств электродов марки ОЗЛ-6 следует выделить:
- минимальное разбрызгивание расплавленного металла;
- высокую жаростойкость сформированного соединения;
- высокую устойчивость металла сварного шва к образованию межкристаллитной коррозии.
В отличие от изделий марки ЦЛ-11, электроды ОЗЛ-6 нельзя применять для формирования сварных швов, расположенных вертикально.
Кроме электродов известных отечественных марок, у специалистов-сварщиков большой популярностью пользуются изделия для сварки нержавейки, выпускаемые под брендом ESAB.

Электроды ESAB выпускаются и на российских предприятиях в том числе, соответствуют требованиям ГОСТа и международных стандартов
Наиболее популярными марками электродов от данного производителя являются:
- ОК 61.30;
- ОК 61.35;
- ОК 63.30;
- ОК 67.45.
Так же, как и изделия других производителей, электроды ESAB в зависимости от их марки могут быть использованы для выполнения качественной сварки нержавейки различных категорий.