
Воронение нержавеющей стали в домашних условиях
Воронение нержавеющей стали в домашних условиях
У меня на форуме завёлся клон! Не поленился даже стырить одну из моих аватарок! https://forum.guns.ru/forummis. ername=Landqraf
Будьте аккуратны, если Вам кто-то пишет в РМ якобы от моего имени, не поленитесь проверить личность отправителя, кликнув на его профайл.
В связи с накоплением опыта у покупателей, хочу возобновить тему про мой «авторский» метод «тёплого» воронения стали. Обращаю Ваше внимание, что согласно правилам раздела вопросы покупки-продажи, цены, доставки, и т.д. в данном топике НЕ ОБСУЖДАЮТСЯ. Для этого перейдите по ссылке в «связанные» темы https://forum.guns.ru/forummessage/189/2581676.html или https://forum.guns.ru/forummessage/392/2285108.html или https://forum.guns.ru/forummessage/120/2052738.html .
Итак, набор состоит из пакета с порошком и пробирки с сиропообразной жидкостью. Применение простейшее — выливаем в ёмкость (ванну для воронения) с отмеренным количеством воды содержимое пробирки, туда-же высыпаем содержимое пакета с порошком, и доводим до начала кипения. Всё, раствор готов к погружению деталей.
Процедура оксидирования не сложнее и не опаснее, чем сварить пачку пельменей. Можно заниматься воронением хоть рядом с детской кроваткой (хотя, такие эксперименты я бы не рекомендовал проводить).
Надо только поддерживать температуру раствора на грани закипания (около 95 градусов по Цельсию), и периодически, раз в пару минут (можно и чаще), «перемешивать» детали внутри раствора.
Критически важные, влияющие на качество покрытия, моменты — тщательная очистка деталей от загрязнений, окалины, масла, поддержание температуры в районе 90-95 градусов (не допуская бурного кипения), периодическое (хотя-бы раз в пару минут) «перебултыхивание» деталей внутри раствора.
При плохой очистке деталей раствор не сможет прореагировать со стальной поверхностью, в отличии от щелочного воронения мой рецепт не едкий, и не способен самостоятельно растворить загрязнения.
При бурном кипении на поверхностях деталей оседают пузырьки газа, препятствующие работе раствора, покрытие получится «в крапинку» (пузырьки газа «отпечатаются» на воронении). При понижении температуры раствор замедляет свою работу вплоть до полной остановки процесса воронения.
Без периодического переворачивания и «прополаскивания» деталей в растворе на обращённых вверх поверхностях деталей из раствора выпадает осадок, который может вызвать разводы на покрытии, чтоб этого не случилось, и нужно периодически переворачивать, перемешивать, прополаскивать детали внутри ванны для воронения. Можно даже иногда вынимать их из раствора, и щёткой или кистью сметать осадок с деталей, но это не обязательно, обычно «полоскание» внутри раствора вполне достаточно. Избежать образования осадка невозможно, раствор специально сделан перенасыщенным, чтоб он мог работать при температуре ниже 100 градусов, плюс в процессе выварки часть воды испаряется, что ещё больше увеличивает концентрацию раствора. Ещё бултыхание деталей внутри ванны важно потому, что раствор не кипит бурно, и сам не перемешивается, то есть перемешивание деталей способствует более равномерной выработке раствора.
По стойкости покрытие сравнимо с горячим щелочным воронением (некоторые пользователи даже говорят, что мой рецепт более стОйкий), но мой рецепт лишен известных недостатков горячего щелочного воронения — состав не едкий, не ядовитый, рабочая температура всего 90-95 градусов, никаких едких брызг, испарений, запахов, и т.д. при работе нет, состав имеет практически нейтральный Ph (слегка кислотный, содержание кислоты в растворе менее 0,2%, даже меньше, чем в Кока Коле), не вредит закалке, паяным швам, цветным металлам и сплавам, и т.д.
Соответственно, можно воронить блоки стволов двудулок, детали с припаянными планками/мушками, мелкие детали, пружины и подкаленные детали, а также неразъёмные узлы из комбинации разных материалов, один из которых — сталь (например, стальная заклёпка в алюминиевом шарнире). Раствор не повредит ничему, что способно выдержать кипячение в подсоленной воде.
Опасные факторы при воронении — температура ванны и раствора 90-95 градусов, а также незначительное выделение водорода, поэтому лучше не курить и не пользоваться открытым огнём над ванной в процессе работы.
Ванна (кастрюля) может быть использована любая — алюминиевая, стальная, нержавеющая, оцинкованная, эмалированная, состав им вреда не нанесёт, только разве что чисто стальную заворонит изнутри. Время обработки — 30-50 минут, в зависимости от сорта стали и массы загруженных деталей (для разной массы деталей требуется разное время на прогрев детали и раствора), превышение времени обработки не повлечёт никаких проблем, хоть три часа можно вываривать, реакция оксидирования всё равно остановится автоматически, как только вся поверхность детали покроется плотным оксидным слоем.
Получающийся оксидный слой можно полировать с применением мелкозернистых паст типа ГОИ и войлочного круга для улучшения блеска.
Никаких дополнительных операций после выварки не требуется — вынуть деталь из ванны, промыть водой от остатков раствора, протереть насухо, после полного высыхания протереть с маслом — деталь готова к эксплуатации.
Из инструментов и расходников нужны:
1) ванна,
2) пригодная для питья вода (чем менее жёсткая, тем лучше, если вода жёсткая, то её надо или умягчить/пропустить через умягчающий фильтр, или использовать самую дешевую бутилированную питьевую не газированную не минеральную, либо дистиллированную воду),
3) проточная вода или ёмкость с чистой водой для промывки после воронения,
4) чистая зубная щётка (можно старую, но отмытую от остатков зубной пасты) или небольшая жёсткая кисть для смахивания с деталей осадка,
5) пара-тройка кусков толстой медной или алюминиевой проволоки (для опускания-вынимания и переворачивания деталей внутри раствора),
6) чистая мягкая ветошь для обтирки после воронения и промывки,
7) и немного любого машинного масла для финишного смазывания деталей после воронения.
Термометр не требуется, температура раствора легко контролируется по признакам начала закипания.
Деталь перед воронением должна быть очищена от ржавчины, окалины, масла и прочих загрязнений, обезжирена (можно даже средством для мытья посуды типа Фейри, но лучше бензином-Калошей, изопропиловым спиртом, уайтспиритом, или другими аналогичными обезжиривателями или растворителями). Если на детали присутствуют остатки старого воронения, то их лучше удалить, чтоб не было «перепадов» оттенка и текстуры воронения.
Некоторые сорта стали могут не поддаться воронению, обычно это стали с высоким содержанием хрома, молибдена, нержавейка, и т.д., проверить это можно только опытным путём. Как правило, если сталь не воронится «холодным» воронением и горячим щелочным — то и моим способом она не заворонится. Также, моим способом невозможно получить «красное» воронение.
Обычно расфасовано наборами на 1 литр раствора.
Одного литра раствора хватает, чтобы как минимум три раза заворонить полный набор деталей пистолета ПМ (про ножи не смогу сказать, не ножевик, прикидывать надо по площади поверхности, думаю, комплект деталей от одного ПМа в данном случае примерно «равняется» трём-четырём ножам).
Возможна поставка в другой расфасовке, на любое кол-во раствора, по договорённости с заказчиком.
В сухом виде набор сохраняет пригодность не менее года (главное, чтоб порошок не насосался влаги, я запаиваю в пакет на упаковочном станке, но мало ли), теоретически, при нормальном хранении (без нагреваний, солнечного света и влаги) работоспособность может сохраняться неограниченное время. В разведённом водой виде (или после использования) работоспособность раствора сохраняется как минимум месяц (это я проверял на практике).
Инструкция:
По результатам использования, которые мне сообщали покупатели (за что им ОГРОМНЕЙШЕЕ СПАСИБО!), я решил дополнить состав комплектов, теперь на каждый литр раствора будет прилагаться две пробирки. Для воронения обычных сталей достаточно использовать одну пробирку из комплекта, если же сталь попалась легированная, и результат с обычной рецептурой неудовлетворительный (слой оксидирования слабый, серый или серовато-коричневатый), то надо добавить в раствор вторую пробирку — это повысит кислотность раствора, и позволит заворонить некоторые легированные сорта стали. Не все, но некоторые позволит.
И инструкция к наборам была дополнена и уточнена, по результатам вопросов от покупателей. Надеюсь, обновлённая комплектация наборов будет удобнее для тех, кому приходится воронить всякие хитрые сорта сталей.
С завтрашнего дня пойдёт уже новая партия, в новой комплектации, с новой инструкцией. Скан новой инструкции:
Как сделать воронение стали в домашних условиях. В селитре, маслом, средством «Клевер»
Воронение или оксидирование – это способ поверхностного покрытия (отделки) металлических изделий в синий, черный, сине-черный цвет или цвета побежалости с помощью воздействия на них химическим и термическим способом.
Оно используется с целью коррозионной защиты изделий из металлов, а также придает поверхности привлекательную тонировку. Существует много способов поверхностной тонировки металлов. Основной – это создание оксидной пленки.
Самыми распространенными являются химическое (щелочное и кислотное) и термическое воздействие на поверхность. В результате такой обработки изменяется химический состав и структура поверхностного слоя. Внешне это проявляется образованием пленки в виде оксида металла.

Можно самостоятельно выполнять покрытие, используя более простые технологии.
Способы воронения металлов в домашних условиях и требования к их проведению
К распространенным домашним способам защиты и декорирования металлических поверхностей относятся:
- кипячение деталей в специальных химических составах, которые можно приготовить самим;
- покрытие маслом с последующей термической обработкой;
- нанесение на поверхность готового средства с помощью кисточки.
Проведение работ при химическом воронении связано с химическими операциями травления и чистки, а также с механической шлифовкой и протиркой поверхности.
Для того чтобы применять воронение в домашних условиях с помощью химических реагентов, нужно создать определенные условия:
- обеспечить рабочее помещение вентиляцией или вытяжкой;
- приготовить емкость из нейтрального материала, не разрушающуюся под действием химреактивов. Лучше всего подойдет сосуд из термостойкого стекла, фаянса или фарфора. Если требуется длительное кипячение раствора, то можно использовать емкость из нержавеющей стали;
- емкость должна иметь достаточный объем для того, чтобы деталь полностью была покрыта составом;
- запастись средствами защиты: перчатками, защитной маской или очками, фартуками.
Особенности химического воронения и рецепты некоторых составов
Перед выполнением работ поверхность металлического изделия подвергают обработке: снятию старого окисного слоя путем ошкуривания и обезжиривания растворителем.

Стойкое вороненое покрытие в основном образуется в кипящем растворе на протяжении всего цикла окрашивания. Для получения прочной пленки процесс должен длиться от 30 минут до полутора часов, поэтому кипящий раствор периодически доливают, чтобы обеспечить полное покрытие детали.
После окончания процесса деталь тщательно моют с использованием моющих средств, а затем смазывают маслом.
Для домашних работ используют в основном щелочной способ окисления. Рассмотрим некоторые варианты химического оксидирования металлов в щелочной среде.
Способ №1:
- В емкость (фарфоровую), соответствующего размера заливается вода и в ней растворяется натриевая селитра (нитрат натрия) и каустическая сода (гидроксид натрия) в соотношении: на 100 мл 30 г натрия и 100 г соды.
- Смесь нагревается до 140 – 160оС, и в нее помещается обрабатываемая деталь, которая находится там не менее 30 минут.
При правильно проведенном процессе получится глубокое черное покрытие, иногда с синеватым оттенком.
Способ №2:
Синеватый оттенок пленки можно получить, используя кипящий насыщенный щелочной раствор, в котором растворен гидроксид калия или натрия в большой концентрации. В 1 литре воды растворяется не менее 700 грамм химического вещества.
Эти рецепты приведены в качестве примера. Существует множество других химических составов с использованием нитритов и нитратов.

Оксидирование в кислотной среде проводят при более низких температурах. Например, при использовании кислотного раствора, состоящего из:
- азотнокислого кальция – 30 ч,
- ортофосфорной кислоты – 1 ч,
- диоксида марганца – 1 ч.
Проводят оксидирование, выдерживая заготовку в растворе не меньше 30-45 минут при 100оС.
Средства для воронения металлов
К простым способам покрытия, которые можно использовать дома, относятся технологии поверхностного нанесения масла, селитры и готового средства «Клевер».
Эти средства для воронения доступны в использовании и позволяют проводить работы дома без особой подготовки.
Рассмотрим способы создания пленки с помощью каждого из них.
Покрытие маслом
Технология создания защитной пленки с помощью масла является наиболее распространенной для применения дома.

Осуществляется она так:
- ошкуренное и обезжиренное изделие покрывается машинным или подсолнечным маслом;
- затем его помещают в духовку и нагревают до 350 – 400оС;
- после остывания поверхность детали приобретает коричневый или черный цвет;
- остатки масла с детали нужно удалить тряпкой;
- для получения более насыщенного цвета процесс следует повторить несколько раз.
Использовать можно разное масло, например, оружейное, льняное или оливковое. Наносить его можно кисточкой или путем окунания детали в масляный состав.
Если требуется провести чернение на каком-либо участке детали, то для этого лучше использовать обжиг с помощью паяльной лампы. В процессе такого обжига хорошо просматривается цветовое изменение поверхности заготовки. При достижении насыщенного коричнево — черного цвета термообработку можно прекратить.
Использование селитры
Хороший результат химического воронения дает классический раствор с использованием селитры в дополнении к приведенным ранее. В результате вываривания детали в растворе натриевой селитры при температуре 130 – 150оС получается прочное оксидное покрытие блестящего черно-синего оттенка.
Рецепт состава с селитрой:
- Вода дистиллированная – 1 литр;
- Натриевая селитра (NaNO3) – 500 г;
- Едкий каустик (NaOH) – 500 г.
В продаже имеются готовые комплекты с селитрой для оксидирования.
Посмотреть процесс воронения в селитре можно в видеоролике:
Поверхность при такой обработке выглядит гладкой и не требует дополнительного полирования.
Обработка поверхности средством «Клевер»
Проводить обработку металлической поверхности можно готовым средством «Клевер». Оно имеет гелеобразную консистенцию и продается в небольших емкостях по 50 мл.

Используют его при небольших коррозионных повреждениях металла. Чтобы получить максимальное окрашивание изделия, обрабатывать «Клевером» нужно два — три раза. Перед его нанесением деталь нужно ошкурить и обезжирить.
Средство наносят кисточкой и выдерживают 2 минуты. При появлении беловато — желтого налета его нужно смыть теплой водой, а поверхность протереть насухо тканью.
Преимуществом этого средства является простота использования, поэтому его часто применяют для покрытия оружия. На стали, содержащие больше 3% Cr, оно не оказывает действия.
Холодное воронение в домашних условиях
Использование средства «Клевер» не требует дополнительного подогрева заготовки, поэтому способ такой обработки относят к холодному. Кроме него для холодного воронения в домашних условиях используют другие средства, которые также наносят на обработанную поверхность с помощью кисточки.
Например, используют отечественный препарат «Ворон-3М».

При нанесении его на металлическую поверхность образуется плотная черная пленка. Поэтому такое покрытие называют чернением металла.
Популярно также импортное средство «парижский оксид», в состав которого входит селен.

Препарат включает три флакона. Один состав предназначен для предварительной обработки поверхности, второй – действующий состав, а третий обеспечивает защиту образованного покрытия.
Раствор наносится на изделие также с помощью кисточки, после получения окраса остатки смываются с поверхности теплой водой.
Холодная обработка применяется для деталей небольших размеров. Особенно с помощью такого способа хорошо проводить воронение ружья, так как к нему нельзя применять способ горячего кипячения в химических растворах.
Воронение стали в домашних условиях
Вопрос, как сделать воронение стали в домашних условиях, интересует многих.
Большая часть деталей, которые подвергают воронению, относится к изделиям из стали. Поэтому, описанные выше способы обработки поверхности металла путем оксидирования и покрытия масляной пленкой в основном применяют для стальных сплавов.
Многие марки стали подвержены образованию ржавчины. Покрытие для стальных изделий, прежде всего, служит защитой от коррозии и одновременно придает им привлекательный вид. Степень защиты и цвет окраски оксидной пленки зависит от толщины слоя и используемых реагентов. Толщина может меняться от 1 до 10 мкм.

При воронении стальных изделий химическим способом к выбору компонентов раствора при использовании нагрева до высоких температур следует подходить с осторожностью. Например, существует запрет на такую обработку закаленных деталей, а также сталей, которые подвергать нагреву до высоких температур нельзя. Это может привести к ухудшению их технологических свойств.
Именно по этой причине при необходимости высокой термообработки рекомендуют применять растворы щелочного характера. Они более щадящие.
Оксидирование в кислотных составах проводят при более низких температурах. Например, при использовании кислотного состава, состоящего из:
- азотнокислого кальция – 30 ч,
- ортофосфорной кислоты – 1 ч,
- диоксида марганца – 1 ч,
- проводят окисление при температуре 100оС, выдерживая деталь в растворе не меньше 30-45 минут.
Чернение металла
При нагревании стальных заготовок в кислотной или щелочной среде на поверхности может образоваться пленка разного оттенка. Воронение включает все цвета, свойственные побежалости. Они меняются по мере увеличения толщины пленки от желтого, бурого, фиолетового, далее в серый, синий и черный цвет.
Поэтому, воронение не тождественно чернению. Получить нужный оттенок поверхности можно, используя разные режимы термообработки стальных заготовок и используя различные химические компоненты раствора.

Например, можно добиться нужного оттенка при использовании азотнокислой меди, которая является солью, в количестве 70 г и 30 г спиртового денатурата. Соль подогревают до расплавления и добавляют денатурат. Смесь наносят на стальную деталь и нагревают горелкой. Останавливают процесс нагрева после достижения нужного оттенка.
Чернение стальных заготовок можно осуществить с помощью масла. Достаточно обмазать изделие маслом, воском или жиром животного происхождения и хорошенько его прокалить на огне. В итоге на поверхности появится стойкое черное покрытие.
Способы воронения металла в домашних условиях
Воронение металла в домашних условиях проводится разными способами, которые не требуют особых умений или опыта. Достаточно лишь знать технологию выполнения этого процесса.
Воронение также называют оксидированием. Это давно известный метод обработки металлов, который изначально использовался для защиты от коррозии. Сейчас оно больше выступает в качестве декоративного покрытия — изделия приобретают привлекательный вид.
Особенности процесса воронения металла
Выполнив воронение в домашних условиях, можно неплохо сэкономить на оплате таких же услуг в металлообрабатывающей фирме. Все, что нужно сделать — это нанести специальный состав на поверхность. Он выполнит чернение и образует защитную пленку.
Перед проведением воронения металл обрабатывается — его нужно зачистить и обезжирить. Когда все готово, остается выбрать подходящий способ и действовать по схеме.

Чтобы не получить ожоги и другие травмы, следует придерживаться правил безопасности:
- Работать в перчатках.
- Беречь химикаты от случайного разлива, хранить в оригинальных герметичных упаковках.
- Рядом с местом работы должны находиться препараты от ожогов, чтобы оказать помощь при необходимости.
- Хорошо проветривать помещение.
- Использовать неметаллические емкости.
Для работы понадобится наждачная бумага, чтобы зачищать поверхность. Затем металл обезжиривается инертным к нему веществом. Это можно сделать любым органическим растворителем — ацетоном, бензином Б-70, перхлорэтиленом. Поверхность его к этим веществам инертна (невосприимчива).

Способы обработки металла
Они заключаются в использовании различных химикатов, которые при взаимодействии с металлом в определенных условиях дают прочную пленку. Вариант обработки выбирается в зависимости от необходимого конечного результата — некоторые придают декоративность внешнему виду, другие хорошо защищают от коррозии. Цвет изделия тоже получается разным.
Воронение щелочью
Самый часто используемый способ воронения металла – это химическое оксидирование с щелочным реагентом. В результате получается довольно качественное и стойкое покрытие, если четко следовать технологии. Метод базируется на окислительных способностях металла. Процесс проходит при высоких температурах — 135-150 градусов, при этом выделяется специфический запах.
Воронение щелочным способом целесообразнее проводить в нежилом, хорошо вентилируемом помещении или на улице.
Первым шагом идет обезжиривание и тщательная очистка поверхности металлического изделия. Оксидирование в домашних условиях не получится качественным без приготовления правильного щелочного состава. Готовится он следующим образом:
- В фарфоровую емкость наливают 100 мл чистой воды.
- Добавляют 100 гр. технической соды и 30 гр. натрия азотнокислого.
- Раствор тщательно перемешивается и нагревается до 135-150°С.
В готовый состав помещается металл на 30 минут. Затем изделие надо достать, промыть дистиллированной водой, просушить и равномерно смазать машинным маслом.
В результате металлическая деталь приобретает яркий черный цвет с синим отливом. Для получения более толстой оксидной пленки увеличивается количество используемой щелочи.
Оксидирование кислотой
Перед воронением металлической детали зачищается ее поверхность наждачной бумагой, а обезжирить можно, положив на 10-20 минут в трифосфат натрия или керосин. Пока деталь сушится, можно приготовить раствор:
- Виннокаменная и дубильная кислоты в количестве 2 грамм разводятся в 1 литре воды.
- Раствор тщательно перемешивается.
- Нагревается до 140-150°С.
В разогретую смесь металл опускается на 15 минут. После его следует промыть обычной водой или кипятком — если требуется лучше смыть раствор. Завершающий этап – погружение металла в машинное масло на 1 час. Затем деталь можно достать, вытереть и просушить — теперь она готова к использованию.
Термический способ
Этот вариант воронения металла появился раньше остальных. По технологии выполнения он самый простой, но результат дает качественный. Он основан на свойстве металла окисляться при нагревании и взаимодействии с кислородом. Интенсивность оксидирования можно регулировать силой нагрева.
Для термического воздействия потребуется:
- 500 мл машинного масла;
- емкость;
- строительный фен или газовая горелка;
- плоскогубцы;
- бумажные салфетки.
Обработка проводится на кирпичной поверхности. Можно выбрать и другое место, главное — чтобы оно было негорючим.
- Металлическую деталь держать под феном, включенным на максимальную мощность.
- Когда она прогреется, опустить в масло. Это можно сделать плоскогубцами, чтобы металл был полностью погружен.
- Достать и промокнуть изделие салфеткой.
- Эту процедуру повторить еще 3 раза подряд.
Такое простое воронение используется для образования на поверхности металла защитной пленки — она хорошо защищает от коррозии. Придать черный цвет и декоративность этим способом не получится.
Воронение металла в буром спектре
Если для декорирования поверхности металла достаточно коричневой окисной пленки, то этот способ будет самым лучшим решением. Он основан на свойствах главного ингредиента — полуторахлорного железа, или хлорида железа (III) FeCl3. Этого вещества потребуется в количестве 100 гр. Второй необходимый продукт — оливковое масло (1 кг).
После смешивания компонентов и получается паста. Металл покрывается ей равномерным слоем. Через 3-5 часов нужно отшлифовать поверхность металлической щеткой-крацовкой. Процесс следует повторить несколько раз.
Есть еще один похожий вариант, в котором немного другой состав:
- 100 гр. хлорида железа;
- 0,5 кг. оливкового масла;
- 0,5 кг. треххлористой сурьмы.


Полученным составом покрывается стальное изделие и оставляется для взаимодействия на сутки. После протереть поверхность шерстяной тканью и повторно нанести средство на 1 сутки. Когда время прошло, остается только снова протереть изделие шерстью и отполировать вощеной щеткой.
Можно сделать этот метод еще проще — задействовать в процессе только полуторахлорное железо, которое разводится воде из расчета 150 грамм на 1 литр. В такой раствор погружается метал на необходимое время, чтобы получилась антикоррозийная пленка нужного бурого оттенка.
Видео: Воронение металла в масле
Травление нержавеющей стали в домашних условиях
Наличие на поверхности изделий из нержавеющей стали окалины, оксидов, сварочных швов и других дефектов ухудшает их эксплуатационные свойства, портит внешний вид предметов. При наличии такого рода дефектов требуется дополнительная обработка. Самый популярный вид обработки – травление нержавейки в домашних условиях.
Способы обработки нержавейки
Для обработки нержавеющей стали разработан ряд методов, позволяющих придать изделиям требуемые параметры и эстетичный внешний вид. В домашних условиях можно применять следующие способы:
- травление нержавеющей стали;
- покраска;
- сатинирование (шлифовка и полировка);
- воронение;
- хромирование.





Процедура травления нержавеющей стали
Основной способ очистить поверхность нержавеющей стали – травление (химическое и электрохимическое). Этот метод используется после термообработки изделия, холодной и горячей пластической деформации, а также для удаления следов сварки. Помимо очистки поверхности, травление нержавеющей стали восстанавливает пассивный слой, предохраняющий нержавеющий сплав от разрушительного воздействия высоких температур.
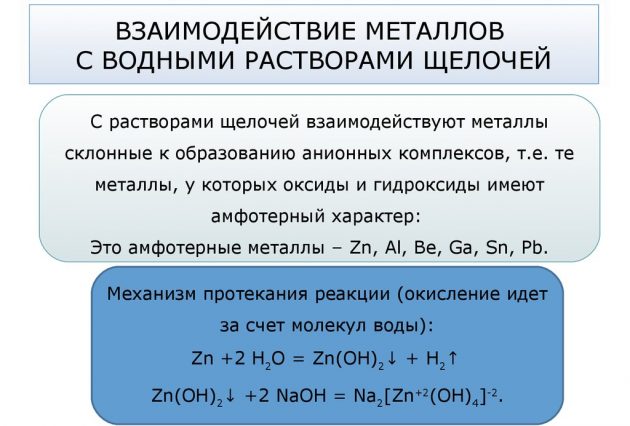
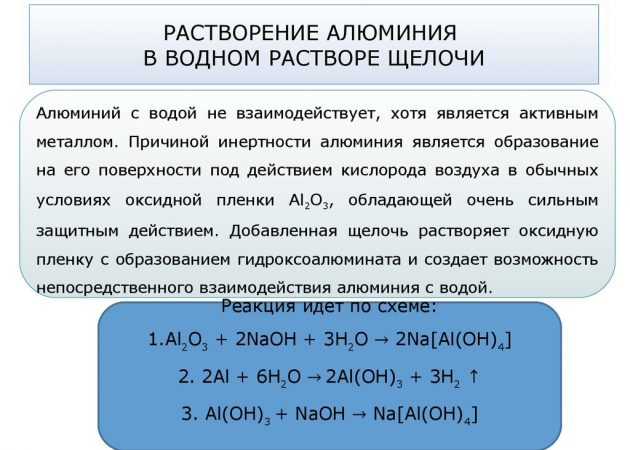
В основе метода лежит химическое взаимодействие поверхности металла с кислотами разной степени концентрации, в основном серной или соляной, расплавленных щелочных составов. Использование кислот предполагает двухступенчатый процесс: сначала обработка сернокислым раствором, затем – помещение в азотнокислую среду. При использовании щелочного метода используется раствор каустической соды.
При обработке нержавеющей стали необходим тщательный контроль над соблюдением технологических условий. Агрессивная среда, в которую помещают металл, должна воздействовать только на его поверхность, разрушая дефекты, не изменяя структуру самого предмета. Для предотвращения перетравливания применяются специальные присадки.
Электрохимическое (гальваническое) травление
Для его проведения необходимо выполнить ряд процедур.
Приготовление раствора. Подготовить водный раствор кислоты, выбранный для травления. Необходимо тщательно рассчитать его процентное содержание.

Подготовка поверхности. Необходимо выполнить обезжиривание любым методом, чтобы защитный лак качественно закрепился на нержавейке. После обработки касаться заготовки не рекомендуется, чтобы не вызвать отслоение лака и, как следствие, неоднородную обработку поверхности.
Создание защитного слоя. Нужно нанести защитный слой на участки, не нуждающиеся в травлении. В промышленности для этого используют специальные составы, которые можно применять и при домашней обработке (при соблюдении техники безопасности). Также в домашних условиях можно сварить защитный лак, состоящий из гудрона и канифоли, растворенных в скипидаре.
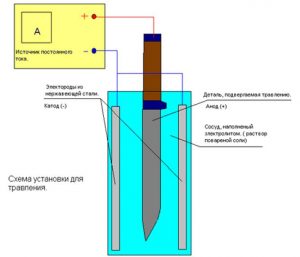
Травление. При проведении электрохимического травления нержавеющей стали заготовка опускается в ранее подготовленный раствор, после чего в созданную электрическую цепь подается напряжение. В этой цепи анодом является заготовка с подключенным положительным электродом, в качестве катода используют любую стальную пластину.
Продолжительность определяют по виду детали, внимательно наблюдая за состоянием заготовки, но не больше нескольких минут. После этого отключают напряжение, вынимают протравленную деталь из раствора и тщательно нейтрализуют кислоту с помощью реактивов.
Очистка нержавейки. Очищают нержавейку от остатков растворов специальными средствами, не влияющими на характеристики металла.
Химическое травление
Оно основано только на химических реакциях, без дополнительного воздействия электрического тока. Для травления нержавеющей стали в домашних условиях используются специально разработанные составы – травильные пасты. Они безопаснее реактивов, используемых в промышленных условиях. В состав таких паст не включается соляная кислота (из-за повышенного риска для здоровья).
От промышленных веществ домашние составы отличаются пониженным содержанием вредных хлоридов. Пасты изготавливаются на основе азотной и плавиковой (фтористоводородной) кислоты. Это жидкая желеобразная прозрачная субстанция, требующая осторожности при использовании.
Перед использованием пасты заготовку из нержавеющего сплава необходимо тщательно очистить и обезжирить. Для нанесения пасты на нержавейку используются специальные инструменты: пластиковые лопатки и кисти из кислотоустойчивых материалов.
Время выдержки пасты зависит от используемой марки, указано в инструкции к пасте. Возможный временной интервал – от 10 мин. до часа. Паста смывается большим количеством проточной воды (с соблюдением мер предосторожности).
При работе с крупными изделиями, большая площадь которых делает нанесение паст затруднительным, используют метод струйного напыления при помощи травильных спреев для обработки нержавейки.

Средства для травления
Из большого количества выпускаемых травильных паст можно выделить наиболее популярные марки.
Avesta Blue One (Швеция). Надежная травильная паста шведского производства Avesta BlueOne. Удаляет коррозийные проявления, мелкие дефекты сварки, придает блеск изделиям. Время обработки зависит от температуры окружающей среды: от 90 мин. при 100 о С до 20 мин. при 300 о С. Время травления нержавеющей стали зависит от состояния поверхности.
SAROX TS-K 2000 (Чехия). Очищает нержавейку от окалин и других дефектов, обеспечивая прекрасный вид сварочного шва. Благодаря высокой густоте гелеобразная паста эффективна даже для вертикальных поверхностей. Время обработки составляет 10 мин.
Stain Clean от ESAB (Швеция). Качественная марка, восстанавливающая антикоррозионные свойства нержавеющих сплавов. Не нуждается в перемешивании. Может применяться на вертикальных поверхностях. Отличается низким содержанием вредных азотных газов. Не применяется при t ниже +5 о С.



Другие методы обработки
Для отделочной обработки изделий из нержавеющей стали могут применяться и альтернативные способы.
Покраска
Самый доступный по цене и простой по выполнению метод, позволяющий быстро создать защитную пленку.

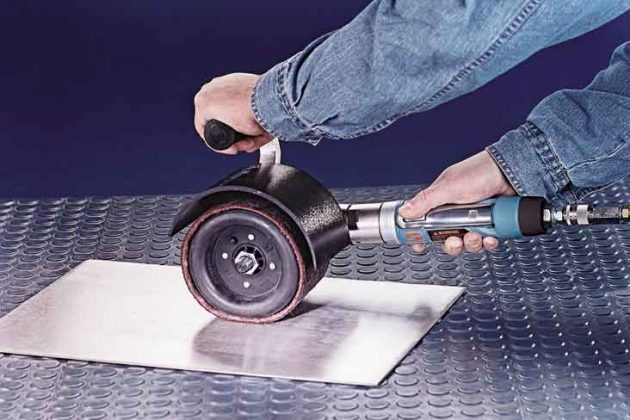
Сатинирование (полировка и шлифовка)
Этот метод обработки нержавейки сочетает практичность и эффективность. Поверхность нержавейки после обработки приобретает гладкость сатина. В домашних условиях для шлифования нержавейки используют малогабаритные инструменты: шлифовальную машинку, пневмонапильник и др. Маленькие площади сатинируются вручную, шлифовальными листами или ручным станком. Для получения качественного результата шлифовку начинают с применением листов зернистостью 180 грит, затем переходят на зерно 320, 600 грит. В заключение – полируют войлоком.
Воронение (чернение)
Поверхность нержавеющей стали покрывается защитной оксидной пленкой иссиня-черного цвета. Применяется три способа создания пленки: кислотный, щелочной и тепловой. Последний метод доступен только в промышленных условиях, когда нержавеющую сталь при температуре от 250 до 850 0 С обрабатывают одним из трех способов:
- в растопленных солях;
- в парообразном растворе спирта и аммиака;
- в перегретом пару.
В быту применяют чернение нержавеющей стали в растворах кислот либо щелочей электрохимическим или химическим методом.
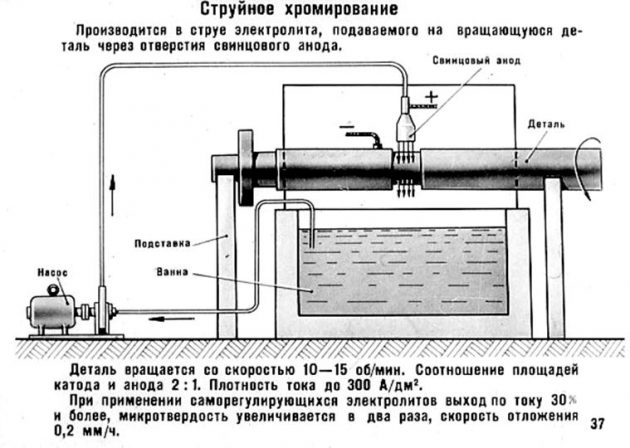
Хромирование
Этот способ обработки нержавейки надежно защищает поверхность изделий от механических и других повреждений. Но его выполнение требует знаний технологии и опыта работы. Поэтому в домашних условиях хромирование практически не применяется.
Видео по теме: Травление металла в домашних условиях
Для кого этот сайт? О чём материал?
Пару лет назад автор сайта приобрел несколько пневматических пистолетов МР-654, требующих переворонения. В поисках недорогого, но качественного способа было изучено немало форумов, интернет-статей и технической литературы, испробованы различные варианты воронения: от кустарных способов (горелка, «Крот», лимонная кислота и т.д.) до магазинных средств («Клевер», «Супер Блю»). Однако, первые не давали стабильного качества, а вторые оказались недостаточно декоративны и прочны.
К счастью, автору удалось ознакомился с изданием Военного министерства СССР «Руководство по ремонту 7,62-мм автоматов (пистолетов-пулеметов) обр. 1941 г. и 1943 г.». Оказалось, что изложенный в нём процесс воронения легко адаптируется к домашним условиям. Проведенное по руководству оксидирование пистолетов подтвердило высокое качество, простоту и дешевизну способа. Желая поделиться полученным опытом оксидирования, а также найденными в сети качественными и доступными способами химического окрашивания металлов, автор и создал сайт «Воронение стали».
Раздел «Виды покрытий»
Страничка «Способы нанесения защитных покрытий» дано краткое описание наиболее доступных способов химического окрашивания металлов, в т.ч. оксидирования (воронения) и фосфатирования металлов.
Страничка «Домашние способы воронения оружия» указаны наиболее популярные способы воронения оружия с указанием их достоинств и недостатков.
Раздел «Подготовка металла»
Известно, что без тщательной предварительной подготовки металла невозможно получить качественное защитно-декоративное покрытие на нём. На страничке «Обезжириваем, травим, активируем» даны краткие, но достаточные сведения о механических и химических способах предварительной подготовки металла к химическому окрашиванию (воронению). На остальных страничках даны рецепты растворов для обезжиривания, травления и декапирования (активирования) различных металлов.
Раздел «Щелочное воронение»
В разделе «Щелочное воронение» вниманию читателей представлена страничка « Щелочное воронение в армии» с выдержками из Руководства по ремонту 7,62-мм автоматов (пистолетов-пулеметов). На страничке « Щелочное воронение в картинках » доступным языком, схематично изображена последовательность щелочного воронения оружия. Страничка «Набор для щелочного воронения за 700 руб.» предлагает читателям, не желающим заниматься покупкой и расфасовкой необходимых реагентов, позвонить по указанным телефонам и заказать готовый набор.
Раздел «В чёрный» и «В другие цвета»
Указанные разделы заинтересуют пользователей, занимающихся изготовлением мелких изделий из стали и цветных металлов, реставрирующих металлические предметы. Нередко важной стадией такой работы является придание металлическим изделиям различной окраски, в том числе чёрного цвета. Но современная техническая литература основное внимание уделяет сложной технологии электрохимического покрытия металлов, требующей наличия дорогостоящего электрооборудования. В связи с этим, в домашних условиях доступным решением проблемы является химический способ, предусматривающий приготовление и нагрев одного или нескольких химических растворов, в которые последовательно погружаются металлические изделия. Указанный процесс, как правило, создает достаточно прочное защитное покрытие, чем выгодно отличается от холодных «чернилок».
Собранные автором из различных источников (патенты, справочники, журналы) рецепты химического окрашивания в различные цвета путём оксидирования и фосфатирования, и изложены в указанных разделах.
Раздел «Вороним ружья»
Несомненно, интересным и полезным для владельцев охотничьих ружей окажется раздел «Воронение ружей». На его страничках можно ознакомиться с рецептами воронения оружия из книг по охоте 1823 года , 1928 года и последующих годов, а также прочитать статью авторитетного ружейного мастера из США про воронение коллекционного оружия. Здесь же даны пошаговые инструкции владельцам ружей, желающим заворонить их « ржавым лаком» .
Надеюсь, что собранный на данном сайте материал будет интересен и полезен его читателям.

