
Цементация это насыщение поверхностного слоя стали
Цементация стали
Цементация металла – это вид термической обработки металлов с использованием дополнительного химического воздействия. Атомарный углерод внедряется в поверхностный слой, тем самым его насыщая. Насыщение стали углеродом, приводит к упрочнению обогащенного слоя.

Процесс цементации
Целью цементация стали является повышение эксплуатационных характеристик детали. Они должны быть твердыми, износостойкими снаружи, но внутренняя структура должна оставаться достаточно вязкой.
Для достижения данных требований требуется высокая температура, среда, выделяющая свободный углерод. Процесс цементации применим к сталям с содержанием углерода не больше двух десятых долей процента.
Для науглероживания слоя наружной поверхности, детали нагревают с использованием печи до температуры в диапазоне 850С — 950С. При такой температуре происходит активизация выделения углерода, который начинает внедряться в межкристаллическое пространство решетки стали.
Цементация деталей достаточно продолжительный процесс. Скорость внедрения углерода составляет 0,1 мм в час. Не трудно подсчитать, что требуемый для длительной эксплуатации 1 мм можно получить за 10 часов.

Влияние на глубину слоя продолжительности цементации
На графике наглядно показано на сколько зависит продолжительность по времени от глубины наугрероживаемого слоя и температуры нагрева.
Технологически цементация сталей производится в различных средах, которые принято называть карбюризаторами. Среди них выделяют:
- твердую среду;
- жидкую среду;
- газовую среду.

Поверхностный слой, получаемый цементацией
Стали под цементацию обычно берутся легированные или же с низким содержанием углерода: 12ХН3А,15, 18Х2Н4ВА, 20, 20Х и подобные им.
Способы цементации
Цементация получила широкое распространение при обработке зубчатых колес и других деталей, работающих при ударных нагрузках. Высокая твердость рабочих поверхностей обеспечивает продолжительный срок работы, а достаточно вязкая середина позволяет компенсировать ударные нагрузки.
Разработаны множество способов науглероживания. Чаще всего используются следующие:
- в твердой среде;
- в жидкости;
- в газе;
- в вакууме.
Как происходит процесс цементации с использованием твердой среды
В качестве твердого карбюризатора берется смесь древесного угля (береза, дуб) и соли угольной кислоты с кальцием и другими щелочными металлами. Количество древесного угля может достигать 90%. Для приготовления смеси компоненты дробятся для улучшения выхода углерода. Размер частиц не должен превышать 10 мм. Так же не должно быть микроскопических частив в виде пыли и крошек, поэтому смесь просеивается.

Цементация стали в твердой среде
Для получения готовой смеси пользуются двумя способами. Первый – соль с углем в сухом состоянии тщательно перемешивается. Второй способ – из соли получают раствор. Для этого ее разводят в воде, а после чего этим раствором обильно смачивают древесный уголь. Перед помещением в печь уголь сушат. Его влажность не должна превышать 7%. Получение карбюризатора последним способом более качественно.
Смесь насыпается в ящики. После чего в них помещают детали. Для исключения оттока газа, получаемого во время нагрева, ящики подвергаются герметизации. Плотно закрывающую крышку дополнительно замазывают шамотной глиной.
Ящики подбираются в зависимости от формы детали, их количества и объема засыпанной смеси. Обычно они бывают прямоугольными и круглыми. Материалом для изготовления ящиков может служить сталь как жаростойкая, так и низкоуглеродистая.
Технологический процесс цементации стали можно представить в следующем порядке:
- Детали, предназначенные под цементацию, закладываются в металлические ящики, при этом равномерно пересыпаются угольным составом.
- Ящики герметизируются и подаются в заранее нагретую печь.
- Первоначально производится прогрев до температурных показаний порядка 700С — 800С.
- Контроль прогреваемости производится визуально. Ящики и подовая плита имеют равномерный цвет без затемненных пятен.
- Далее температуры в печи увеличивают до требующихся 850С 950С. В данном диапазоне происходит диффузия внедрения атомов углерода.
- Длительность выдерживания деталей в печи напрямую зависит от требуемой толщины слоя.
Как происходит процесс цементации в газовой среде
Цементация стали в среде газов производится при массовом выпуске деталей. Глубина цементации не превышает 2-х мм. Используемые газы – естественные или искусственные газы, содержащие углерод. Обычно используется газ, получающийся при распаде нефтепродуктов.

Цементация стали в газовой среде
Его получают в большинстве случаев нагреванием керосина. Больше половины газа подвергают модификации, его крекируют.
Активный углерод при данном способе обработки получается при распаде, и формула имеет следующий вид:
Если пиролизный газ использовался без модифицированного, то в результате обогащенный слой металла будет недостаточным. К тому же пиролизный газ создает обильную сажу.
Печи для данного способа цементации должны быть герметичными. Обычно пользуются стационарными печами, но как вариант методическими.
Цементацию стали и технологический процесс можно представить в следующем порядке:
Подвергаемые цементации изделия помещаются в печь. Температура поднимается порядка 910С — 950С. Производится подача газа в печь. Выдержка в газовой среде определенное время.
Длительность термического воздействия составляет 15 часов при температуре в 920С с получаемым слоем 1,2 мм. Для ускорения производственного процесса температуру поднимают. Уже при 1000С получить такой же науглероженный слой возможно за 8 часов.
В последнее время широкое применение нашел способ проведения процесса в эндотермической среде. Во время активного науглероживания в газовой среде поддерживается значительный потенциал углерода за счет введения природного газа (пропана, бутана или метана). На этот период концентрация газ из нефтепродуктов устанавливается на уровне 1%.
Процесс проведения цементации в жидкой среде
Жидкая среда – это расплавленные соли. В качестве солей используются карбонаты металлов, правда, металлы должны быть щелочными с низкой температурой плавления. Температура проведения цементации при данном методе составляет 850С. Процесс происходит во время погружения деталей в ванну с расплавом и выдерживании их там.

Цементация стали в жидкой среде
Цементация в жидкой среде отличается не большим насыщенным слоем, который не превышает 0,5 мм. Соответственно времени занимает до 3 часов. Среди достоинств следует отметить: обработанные детали имеют незначительную деформацию, а также возможна закалка без промежуточного этапа.
Как происходит процесс цементации в вакууме
Недостаточное давление, создаваемое в печи, значительно сокращает время проведения обработки. Цементацию стали и технологический процесс можно представить в следующем порядке:
- При данном методе детали помещаются в холодную печь.
- После герметизации камеры нагрева в ней создается вакуум.
- Затем производят нагрев до требуемой температуры.
- Производится выдержка, которая занимает до часа по времени. За это время выравнивается температура и с поверхности нагретых деталей осыпаются загрязнения, мешающие науглероживанию.
- Затем подается в камеру углеводородный газ под давлением. За счет чего происходит активная фаза обогащения поверхностного слоя.
- На следующем этапе происходит диффузионное внедрение углерода. На этом этапе в камере опять создают вакуумическое давление.
- За короткий промежуток времени не получается требуемого науглероженного слоя, поэтому процесс повторяют до тех пор, пока не получится требуемая глубина. Обычно результат получается за три стадии.
- Охлаждение до температуры окружающей среды происходит в печи под действием инертных газов под разным давлением.

Печь для вакуумной цементации
Процесс полностью компьютеризирован. За подачей газа, температурой, давлением следит программа, отвечающая за весь технологический процесс. Среди достоинств следует отметить:
- регулирование количества углерода;
- отсутствие кислорода предотвращает образование окислов;
- газ проникает даже в отверстия минимального диаметра;
- чередование процессов происходит при равных условиях;
- полная автоматизация; сокращенные сроки.
Процесс проведения цементации пастами
При производстве разовых работ рациональнее пользоваться пастами для проведения цементации. В составе пасты находятся: сажа с пылью древесного угля. Толщина слоя наносимой пасты должна быть восьмикратно увеличена для получения требуемого насыщенного слоя.
После нанесения состав просушивается. Для процесса цементации используются индукционные высокочастотные печи. Температура проведения процесса достигает 1050С.
Как происходит процесс цементации в электролитическом растворе
Процесс во многом схож с гальваническим покрытием. В нагретый раствор электролита помещается заготовка. Подведенный ток вызывает получение активного углерода и способствует его проникновению в поверхность стальной заготовки.
Таким способом подвергают обработке детали, имеющие небольшой размер. Параметры для прохождения цементации: напряжение тока – 150-300В, температура 450-1050С.
Свойства металла после обработки
После проведения цементации твердость науглероженного слоя достигает: 58-61 HRC на легированных сталях и 60-64 HRC на низкоуглеродистых сталях. Длительное нахождение стали при высоких значениях температуры, вызывает изменение структуры металла.

Структура стали после цементации
Для исправления крупного зерна металла детали после цементации подвергаются повторному нагреву и закалке с последующим отпуском или нормализацией.
Закалка производится при температуре, не превышающей 900С. В металле происходит измельчение зерна за счет получения перлита и феррита.
Вместо закалки для легированных сталей производят нормализацию. После сквозного прогрева в середине детали образуется мартенсит. Нагрев детали зависит от марки стали, из которой она была изготовлена.

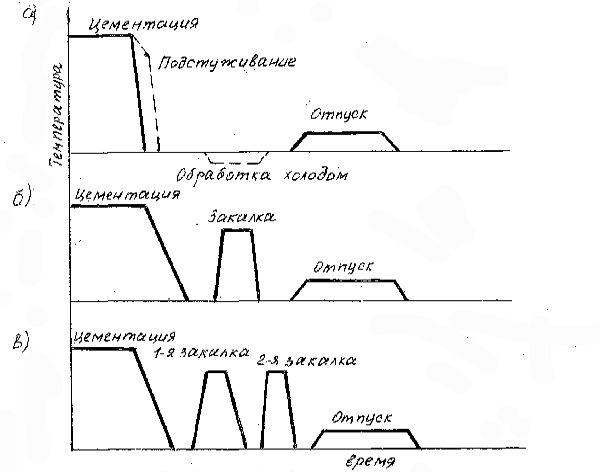
Режимы термической обработки стали после цементации
В качестве заключительной фазы проводят низкотемпературный отпуск, который позволяет устранить поверхностные напряжения и деформации, вызванные высокотемпературной обработкой.
Недостатки цементации
Как было выше сказано основным недостатком после цементации остается изменение структуры металла. В связи с этим требуется дополнительная обработка, что увеличивает время и так длительного процесса цементации.
Для проведения работ требуется обученный и высококвалифицированный персонал. Среди недостатков следует выделить необходимость подготовки карбюризатора.
В заключение стоит отметить, что цементация позволяет использовать, стали с низким содержанием углерода для изготовления ответственных деталей с длительным сроком эксплуатации, что значительно снижает конечную стоимость.
Для защиты поверхностей, не предназначенных под цементацию, пользуются пастами, намеднением или закладывают увеличенные допуски под обработку.
Сущность и назначение процесса цементации стали
Цементация стали: назначение и особенности процесса. Способы обработки поверхности металла. Возможность выполнения работ в домашних условиях. Свойства поверхности после обработки.

Цементация стали – это высокотемпературный процесс, сопровождающийся насыщением поверхности атомарным углеродом. В результате повышаются качественные характеристики верхнего слоя изделия, в частности крепость, что увеличивает стойкость к различным нагрузкам. Метод начал применяться еще с середины девятнадцатого века: сталь производили путем сквозной цементации железа.
По технологии обработки цементация схожа с азотированием, с одним отличием – вторая технология насыщает верхний слой азотом, придавая обработанным изделиям антикоррозийные свойства. Азотирование применяют при работе со сталью, содержащей такие элементы, как хром, алюминий, титан и другие. Это связано с тем, что соединения данных металлов отличаются прочностью и высокой устойчивостью к температурным воздействиям.
Существуют несколько способов цементации стали. Некоторые из них пригодны для применения в домашних условиях. Все это будет рассмотрено в данной статье.

Сущность и назначение процесса цементации
Цементация металла – одна из разновидностей химико-термической обработки поверхностей наряду с азотированием, цианированием и алитированием. Сущность и ее назначение заключаются в диффузионном насыщении поверхности заготовки атомами углерода. В результате повышаются следующие характеристики:
- твердость;
- прочность;
- стойкость к механическим воздействиям.
Температуру цементации выбирают исходя из требуемой степени науглероживания заготовки. Она находится в диапазоне от 800 до 950 °C. Технологию применяют для обработки низкоуглеродистой или легированной стали. Это связано с тем, что внутренняя часть детали должна оставаться вязкой после закалки. Глубина насыщенного слоя может достигать 2,5 мм в зависимости от интенсивности воздействия.
Высокая температура необходима для активизации углерода, который играет ключевую роль в цементации. В этом случае он легко проникает в межкристаллическое пространство стали и усваивается там.
Технология отличается низкой скоростью взаимодействия стали с углеродом. Для получения слоя толщиной 0,1 мм требуется в среднем один час. Примечательно, что процесс имеет прямую зависимость: глубина цементации не влияет на время обработки.
Методы цементации металлов и сплавов
- твердая среда;
- газовая среда;
- жидкая среда;
- вакуум;
- с применением специальной пасты;
- цементация в электролите.
Вышеперечисленные методы отличаются технологией и глубиной насыщения. Рассмотрим их подробнее.
Цементация с использованием твердой среды
Для цементации стали по данной технологии используют специальные углеродсодержащие вещества, которые называются карбюризаторами.
Карбюризаторы способны отдавать углерод материалам, расположенным по соседству. Для этого необходима высокая температура.
Наибольшей популярностью пользуются следующие карбюризаторы:
- березовый древесный уголь;
- дубовый древесный уголь.
Иногда применяют их смесь. Для работы уголь дробится на фракции, размер которых не должен превышать 10 мм. После этого он смешивается с солью угольной кислоты из любого металла щелочной группы. Массовая доля угля в составе, как правило, достигает 88–90%. Перед применением смесь просеивают с целью удаления наиболее мелких фракций вроде пыли и крошек.
- Сухой. В этом случае соль и уголь тщательно перемешивают. В противном случае результат будет некачественным: на поверхности будут видны необработанные участки стали.
- Мокрый. Уголь поливают водным соляным раствором, после чего высушивают. Уровень влажности рабочей смеси не должен превышать 6–7%.
Последний способ считают наиболее эффективным для качественной модификации стали.
Процесс насыщения поверхности углеродом выглядит следующим образом:
- Рабочую смесь насыпают в ящики, изготовленные из термостойкого материала. Форма и размеры зависят от типа обрабатываемых деталей.
- Объекты для цементации помещают в ящик. Угольная смесь должна быть равномерно распределена по внутренней поверхности.
- Во избежание утечек производят герметизацию емкости, обрабатывая закладную часть шамотной глиной.
- Ящик помещают в печь, которую прогревают до 700 °C.
- На данном этапе осуществляют визуальный контроль процесса: все нагреваемые элементы должны иметь ровный цвет без темных пятен на поверхности.
- Температуру в печи повышают до рабочего уровня: 800–950 °C. Начинается процесс активного освобождения углерода и его проникновения в межкристаллическую решетку стали.
- Время обработки зависит от требуемой глубины цементации стали.
Процесс цементации в газовой среде

Для получения газа используют керосин ввиду неустойчивости углерода в его составе. Часть газа подвергают модификации для увеличения глубины проникновения.
Как и в предыдущем способе, для обработки используют специальные, герметично закрытые печи.
Технология отличается длительным процессом обработки. Для получения насыщенного слоя стали глубиной 1,2 мм необходимо 15 часов при 900 °C. Для ускорения реакции необходимо повысить температуру.
Современные предприятия проводят обработку с применением горючих природных газов, которые поддерживают углеродный баланс внутри печи.
Проведение цементации в жидкой среде
- Соляной раствор наливают в специальную емкость.
- В жидкость опускают детали.
- Раствор нагревают до рабочей температуры, которая составляет 850 °C.
- Заготовку выдерживают заданное время. Обычно оно не превышает 3 часов.
Достоинства данного метода – высокая скорость реакции и равномерное покрытие поверхности стали. Недостатком является глубина проникновения углерода – до 0,5 мм.
Цементация в вакууме

- Стальную заготовку помещают в камеру.
- Из корпуса выкачивают весь воздух, создавая вакуум.
- Печь нагревают до рабочей температуры.
- Деталь выдерживают определенное время.
- В камеру подают углеводородный газ под давлением.
- Под действием вакуума углерод активно внедряется в кристаллическую решетку.
- Науглероживание стали выполняют в несколько этапов в зависимости от требуемой глубины проникновения.
- В камеру подают инертный газ, охлаждая температуру.
Из достоинств необходимо выделить полное отсутствие кислорода, что повышает качество обработки.
Способы цементации пастами
В электролитическом растворе
Данный метод обработки стали имеет сходство с гальванизацией. Процесс проходит в растворе электролита, в котором под действием электричества образуются свободные атомы углерода. Температуру и напряжения устанавливают в зависимости от необходимой глубины проникновения.
Можно ли цементировать сталь в домашних условиях

В случае необходимости можно цементировать металл в домашних условиях. Как правило, для этих целей выбирают технологию обработки в твердой среде. Время насыщения может занимать несколько часов, поэтому основная сложность кустарных работ – поддержание заданной температуры на протяжении всего цикла.
Качество домашней обработки значительно ниже, чем в условиях промышленных установок. Кроме того, рентабельность работ может обеспечить только большое количество обрабатываемых деталей, что не всегда возможно.
Свойства металла после обработки
В результате насыщения углеродом твердость верхнего слоя может достигать 64 HRC. Интенсивное температурное воздействие изменяет структуру после цементации.
Для нивелирования этих свойств заготовку подвергают повторной обработке и закалке с последующими нормализацией или отпуском в зависимости от типа стали.
Во время закалки благодаря образованию феррита происходит измельчение зерновой структуры.
Во избежание поверхностных деформаций на завершающем этапе проводят низкотемпературный отпуск стали.
Цементацию стали применяют для получения высокопрочной поверхности, которая способна выдерживать значительные нагрузки, что увеличивает срок эксплуатации. А вы когда-нибудь пробовали обрабатывать детали по данной технологии в домашних условиях? Расскажите о качестве полученного продукта в комментариях.
Что такое цементация стали и как ее сделать в домашних условиях?
Накоплено множество методов обработки металлических конструкций. Одним из них является цементация стали; что это, как сделать в домашних условиях, можно понять, изучив основные технологические приемы процесса.
- Общие сведения
- Газовая цементация
- В твердом карбюризаторе (твердая)
- Графитом
- В пасте
- В растворе электролита
- Цементация в кипящем слое
Общие сведения
В старину топоры из сырого железа помещали в герметичный глиняный горшок, наполненный углем, и ставили в печь на несколько суток. Внешние слои насыщались углеродом под действием жара. Инструмент получал твердую поверхность, сохраняя мягкую, пластичную сердцевину. Сущность технологии сохранилась, прием получил развитие, стал распространенным и разделился на несколько ветвей.
Цементации подвергают детали, работающие на истирание, испытывающие при работе вибрацию и удары. Назначение такой термообработки в том, чтобы изменить (усилить) некоторые характеристики поверхностного слоя металлического изделия:
- Слой укрепляется, улучшаются такие его свойства, как твердость и износостойкость; при этом более глубокие слои сохраняют свои первоначальные свойства (вязкость и упругость). Поверхность хорошо сопротивляется истиранию, сердцевина способна выдерживать динамические нагрузки.
- После обработки предмет приобретает твердость, аналогичную с полученной по методу классической закалки (огнем и механическим воздействием).
Выделяют следующие особенности метода:
- При организации процесса цементации важно выдерживать временные и температурные интервалы. Оптимальная плотность атомарного углерода появляется при поддержании температуры от 850 до 950°C.
- Диффузное насыщение идет с малой скоростью; в этом заключается его особенность. Поглощение поверхностью атомов газа течет со скоростью 0,1 мм/час (значение может немного меняться в зависимости от среды и температуры). Учитывая, что ожидаемая толщина слоя начинается от 0,8 мм, нетрудно подсчитать, что полезные свойства деталь приобретет минимум через 8 часов.
- Метод признан эффективным для легированных (инструментальных) и низкоуглеродистых сталей, где доля углерода в составе ограничена 0,2-0,25%, и они способны поглотить дополнительное количество атомов газа. Допускаются машиностроительные, строительные и арматурные стали марок 20х, 40х. Углеродистые стали таким способом не обрабатываются.
- Технология цементации допускает использование нескольких сред. Разработаны приемы закалки в присутствии твердого и газового карбюризатора (углеродистого вещества, способного делиться углеродом). Поверхностное науглероживание возможно в кипящем слое, в растворах электролитов и в пастах.

Самыми распространенными в циклах производства являются газовые и твёрдые карбюризаторы.
Газовая цементация
В машиностроении распространена технология насыщения верхнего слоя стальных изделий углеродом в атмосфере углеродосодержащих газов. Известно, что такое производство удобно для массовой обработки деталей, так как:
- Допускается регулирование плотности газов; тем самым формируется углеродистый слой с заданными свойствами.
- Полный цикл термообработки (цементация, закалка, промывка и отпуск) проходит в одном месте — в шахтной (цементационной) печи.
- Процесс экономичен, механизирован и автоматизирован.
- Коробы с карбюризатором не нуждаются в прогреве, что сокращает время протекания цементации.
- Скорость науглероживания деталей возрастает в 2 – 3 раза (сравнивая с другими методами), однородность слоя выше.
- Температуру газовой смеси углеводородов (метан и окись углерода), доводят до 900-950°С.
- После цементации технологическую цепочку завершает отпуск (закаливание).
В твердом карбюризаторе (твердая)
В качестве среды-донора углерода используют древесный уголь; как вариант — торфяной кокс, каменноугольный полукокс. Смесь дополняют активизаторами (углекислый натрий, барий или кальций).
Для качественного насыщения уголь измельчают до частиц размером 3-10 мм, а затем просеивают, чтобы избавиться от пыли. Активизаторы также измельчают и просеивают, стремясь придать солям вид мелкого порошка.
Процесс цементации стали проходит в несколько этапов:
- Предметы, очищенные от эмульсии и масла, загружают в ящик из стали, с карбюризатором, который должен полностью их покрывать. Нельзя допустить их касания стенок ящика и друг друга.
- Емкость помещается в печь. Ее герметичность обеспечивается притертой крышкой, глиной или песчаным затвором.
- Начав с предварительного прогрева, температуру повышают до технологических 900-950°C.
- Возможен ускоренный вариант (при 980°C), сокращающий время насыщения в 2 раза, но вызывающий образование карбидной сетки (возникающей из-за слишком высокого углеродного насыщения). Для ее устранения и исправления структуры проводят дополнительную многоэтапную обработку (нормализацию).
Это условие вполне достижимо в домашней мастерской. Несмотря на очевидные преимущества, у метода есть и недостатки: трудоемкость и низкая производительность.
Перед обжигом готовится твердая смесь (карбюризатор). Она состоит из смеси древесного угля с углекислыми солями бария, натрия или кальция. Соли предварительно измельчают до порошкообразного состояния, а затем просеивают, чтобы добиться однородности. Доля древесного угля в смеси — 70-90%, остальное приходится на соли.
Смесь создается одним из двух способов:
- Соль и древесный уголь тщательно перемешиваются. Если смесь будет недостаточно однородной, во время цементации разные участки поверхности детали будут поглощать разное количество газа. В результате на изделии образуются пятна, сигнализирующие о недостаточной концентрации углерода; качество поверхности будет неравномерным.
- Уголь пропитывают солью, растворенной в воде. Затем его подсушивают до получения смеси, влажность которой не превышает 7%. Такой состав получается однороднее и лучше подходит для использования дома.
Этапы цементации в твердой среде:
- Изделие очищается от загрязнений и укладывается в металлический короб, засыпается твердым карбюризатором (порошковой смесью). Необходимо следить, чтобы между стенками и ним сохранялся промежуток в 2-2,5 см. Размер ящика должен соответствовать форме предмета; это сократит время прогрева и улучшит качество цементированного слоя.
- Короб накрывается подогнанной крышкой, ее края промазываются глиной для герметичности (от утечки газов).
- Емкость помещают в предварительно прогретую печь. Цементация запускается при температуре 850-920°C.
- Атомы углерода поглощаются раскаленным верхним слоем.
Твердая цементация стали допускает неоднократное использование карбюризатора. Для повторного отжига к отработанному карбюризатору достаточно добавить до 30% свежей смеси.
Для большинства ответственных машинных деталей (валы, поршневые пальцы, зубчатые колеса, лемехи, шпиндели) достаточной считается глубина цементированного слоя от 0,6 до 2 мм. Время выдержки для приобретения достаточной твердости может варьироваться от 6 до 20 часов.
Изделия после цементации в твердом карбюризаторе получаются прочными, но хрупкими. Чтобы избавится от нежелательного свойства, детали подвергают термообработке (закалке) с нагревом до 840-850°С, с последующим отпуском (нагревом до 780-800°С), снимающим внутренние напряжения.
Графитом
Цементацию стали в домашних условиях можно проводить несколько иным способом, без нагревания в печи.
Для домашних условий применим способ цементации металла с использованием графитового порошка, как вещества с хорошей электропроводимостью. При закалке в графите нагрев идет только по режущей кромке.
Для организации рабочего места потребуется:
- Графитовый порошок, измельчённый в пыль (даёт мельче искры).
- Источник питания (понижающий трансформатор); для комфортной работы графитовым электродом достаточно 6-12 В.
- Провода достаточного сечения.
- Металлическая подложка (поддон, уголок или кусок профиля).
- Предмет, на котором предварительно желательно убрать зазубрины (мелкой шкуркой).
- На металлический поддон насыпается графитовый порошок (его можно получить, сточив графитовую щетку от электродвигателя или из батарейки)
- К подложке подсоединяется плюсовой контакт, к предмету, требующему закалки — отрицательный провод.
- На трансформатор подается напряжение.
- Предмет (лезвие) необходимо перемещать над слоем графита плавными движениями; при этом цепь замыкается и между лезвием и порошком проскакивают небольшие искры.
- Лезвие в процессе нагревается; оно не должно касаться подложки. При контакте с поддоном короткое замыкание (дуга) может прожечь кромку.
- Трудно достичь равномерного прогрева в порошке, и, следовательно, приемлемого качества для изделия заметных размеров. Науглераживание детали углеродом графита подходит для цементирования режущей кромки садового инструмента (лопат) и ножей. Для ответственных деталей метод не рекомендуется.
- Теоретически качественная цементация идет со скоростью около 0,1 мм/час. Скорость можно увеличить, увеличив температуру, но это также становится причиной итоговой хрупкости.
Таким способом можно цементировать лопату, косу, сверло, отвертку, ножи газонокосилки.
Цементация проводится и в менее распространенных карбюризаторах.
В пасте
Способом можно пользоваться дома. Пасту необходимо нанести на предмет и дать ей подсохнуть. После предмет помещается в печь и выдерживается при 900-950°С расчетное время. Таким методом можно добиться толщины науглероженного слоя в 0,7-0,8 мм.
Паста состоит из:
- сажи, 55 %;
- кальцинированной соды (желтая соль), 30 %;
- щавелевокислого натрия, 15%.
Составляющие размешиваются в воде до пастообразного состояния.
В растворе электролита
Метод базируется на анодном эффекте и подходит для небольших предметов.
- Предмет погружается в печь-ванну с раствором, предварительно разогретым до рабочей температуры (от 450 до 1050°С, в среднем — 850-860°С). Необходимое напряжение составляет 150-300 В.
- За 1,5-2 часа поверхность металла насыщается углеродом на глубину 0,3-0,4 мм.
Стандартный раствор содержит:
- соду 75-85 %;
- хлористый натрий 10-15 % ;
- карбид кремния 6-10 %.
Видео: цементация (закалка).
Цементация в кипящем слое
Промышленный метод, протекающий в специальной установке (печи кипящего слоя). Основа метода — получение псевдожидкого состояния сыпучего вещества (корунда) в смеси раскаленных газов (в экзогазе). Температура распределяется равномерно по всему объему печи, что уменьшает деформацию предметов и их коробление.
Обработку изделия не заканчивают цементацией; рекомендуется провести термообработку (отпуск) или отшлифовать его. Чтобы достичь необходимого уровня прочности при цементации и закрепить его твердость, необходимо правильно соблюдать условия технологического процесса.
Цементация металла
Чтобы на поверхности металла образовался твердый износостойкий слой, прибегают к методу цементации. Завод металлоконструкций ЧЗМК выполняет различные виды обработки стали.
Сущность и назначение процесса цементации
Эта технология еще называется науглероживанием. Классическая цементация металла предполагает обработку при повышенной температуре в среде, богатой углеродами. Изначально это были твердые вещества, но сегодня используют и другие методы. Чтобы закрепить эффект, в конце необходима закалка с низким отпуском.
Цементацию называют эффективным видом химико-термической обработки, а применяют в отношении нескольких видов металла:
- низкоуглеродистой стали, в которой уровень содержания углерода колеблется в пределах 0,1% – 0,18%;
- низкоуглеродистых легированных сплавов;
- металлов, в которых углерода содержится в объеме 0,2% – 0,3%, то есть среднеуглеродистых, при условии, что это крупногабаритные детали.
К цементации стали прибегают, четко рассчитывая, насколько глубоко необходимо насыщение углеродом. Хотя условно этот слой называют поверхностным, глубина воздействия разнится, в зависимости не только от вида металла, но и от размера изделия. В среднем насыщение углеродом при цементации затрагивает толщину до 0,5 – 2 мм. Однако для очень мелкой и тонкостенной детали границу уменьшают – вплоть до 0,1 – 0,3 мм. При цементации крупного и массивного изделия из металла углерод может проникать и в глубину, превышающую отметку в 2 мм.

Методы цементации металлов и сплавов
Выделяют несколько способов достижения вышеупомянутой цели. В первую очередь для цементации стали необходим карбюризатор. Это углеродосодержащие вещества, которыми и производят обработку металла при высокой температуре. Протекают процессы цементации и твердой, и в жидкой, и в газовой среде. Благодаря современным технологиям метод совершенствуется. И цементация металла теперь выполняется даже в специальных вакуумных печах.
Цементация с использованием твердой среды
Эта технология – одна из древнейших из числа химико-термических обработок металла. Считается, что ее начали использовать еще в 12 веке, если не раньше. Для цементации необходимы два ключевых условия:
- Погружение детали в карбюризатор.
- Поддержание высокой температуры.
В качестве карбюризатора для такого процесса цементации используют несколько видов веществ. Это может быть торфяной кокс либо каменноугольный полукокс. Но к ним добавляют активизаторы. Также возможно применение древесного угля в зернах, поперечник которых составляет в пределах 3.5 – 100 мм.
Процесс цементации начинается в того, что детали помещают в специальный ящик из стали. Важно, чтобы он запирался герметично – традиционно используется песчаный затвор. Важно правильное погружение изделий в карбюризатор – для достижения желаемой цели все стороны металла должны контактировать с углеродосодержащим веществом. Но при этом избегают контакта детали с деталью, как и со стенками ящика.

Выполнив подготовительные работы, переходят непосредственно к цементации. Это значит, что ящик отправляют в печь, где поддерживается высокая температура. Как правило, прогрев достигает 900 – 950 градусов. Ящик с изделиями из металла выдерживают при нужной температуре в течение определенного времени. Сколько именно выполнять цементацию, рассчитывают индивидуально.
Как правило, внутреннее содержимое доходит до нужной температуры за один час. После этого цементацию продолжают из расчета – 1 час на 0,1 мм цементированного слоя. Соответственно, для насыщения углеродом металла на глубину до 1 мм понадобится 10 часов.
Цементацию в твердом карбюризаторе выполняют и в ускоренном темпе. Главное условие этого способа – повышение температуры в печи до 980 градусов. Тогда и скорость насыщения изделий углеродом повышается. Например, проникновение на глубину 1 мм возможно всего за 5 часов. Но ускоренную цементацию при повышенной температуре используют реже. Дело в том, что процесс сопровождается формированием так называемой цементитной сетки. В результате обработка металла становится более длительной и трудозатратной: предстоит многократно пройтись по поверхности изделия, выполняя нормализацию – нагрев до определенной температуры, выдержку и охлаждение.
Процесс цементации в газовой среде
На современных заводах поставленной цели чаще добиваются, используя газовую углеродосодержащую среду. Благодаря новым решениям удается ускорить и упростить процесс. Принципиально он отличается от цементации в твердом карбюризаторе тем, что заготовки не нужно погружать в ящик, распределяя равномерно среди древесного угля или другого вещества. В целом все так же необходимо подержать изделия в печи при высокой температуре.
Цементацию в газовой среде удается выполнить ускоренными темпами благодаря специфике процесса. Ее выбирают для обработки заготовок большими партиями. Процедуру отличают следующие достоинства:
- Можно максимально точно задать концентрацию углерода в поверхностном слое металла.
- Так как нет необходимости в предварительном прогреве ящика, сокращается время выполнения операции.
- Процессы по максимуму автоматизированы и механизированы.
Цементацию в газовой среде фактически совмещают с последующими этапами обработки изделий. Например, закалка осуществляется из цементационной печи.

Для достижения необходимой цели используют такие газы, как метан и пропанбутановые смеси, к которым добавлены жидкие углеводы. Температура для успешной цементации рассчитывается исходя из характеристик заготовки и сплава. Традиционно процесс протекает в температурном диапазоне от 910 до 930 градусов. Преимущественно цементацию в газовой среде выполняют в печи шахтного типа. Длительность процедуры тоже разная – она может длиться от шести и до 12 часов.
Проведение цементации в жидкой среде
Этот способ предполагает использование специальной соляной ванны. В ее составе преобладает карбонат натрия – до 85%. К нему добавляют карбид кремния. Для поддержания процесса насыщения изделия углеродом температура поддерживается в пределах 880-900 градусов. Как правило, за полчаса удается пройти слой толщиной до 0,15 – 0,2 мм.
Процесс цементации в таком случае предполагает, что ванну приходится освежать каждые три часа. Для этого в массу вводят 0,5% карбида кремния. Еще понадобится введение углекислого натрия.
Недостаток способа заключается в том, что каждые полтора месяца такая ванна нуждается в полной замене. Кроме того, цементацию в жидкой среде нецелесообразно осуществлять, когда необходимо выполнить насыщение углеродом на глубину больше 0,2 мм. Преимущественно к ваннам прибегают, когда необходимо обработать презентационные либо тонкостенные изделия.
Цементация в вакууме
В данном случае предполагается воздействие на сплав при помощи температуры, цементационного газа в условиях пониженного давления. Для этого в печи создают газовую среду, в составе которой природный газ, чистый метан либо пропан. Газом-носителем может выступать азот.
Температура в оборудовании нагнетается до 980 – 1050 градусов. Давление колеблется от 7 до 55 пПа. Немаловажно, что газ постоянно циркулирует в печи, выполняя цементацию.
Для данного способа химико-термической обработки необходимо высокотехнологичное механизированное и автоматизированное оборудование. Поскольку оно должно неизменно удерживать давление и температуру на заданном уровне, параллельно осуществляя циркуляцию газа. Зато результат процесса превосходит все ожидания: детали выходят из печи светлыми, с чистыми поверхностями. Изделия не деформируются и не коробятся. Вакуумную цементацию выбирают, чтобы свести к минимуму потребность в окончательной доводке.

Способы цементации пастами
Вместо твердого карбюризатора, используют специальные пасты, чтобы ускорить и упростить задачу. Это масса, в которую входит древесно-угольная пыль и сажа, углекислый натрий и желтая кровяная соль. Еще в состав включают декстрин. Чтобы выполнить цементацию, необходимо развести смесь до консистенции, напоминающей густую сметану. Для этого используют раствор канцелярского клея в воде или керосине.
Детали погружают прямо в массу, но возможно нанесение состава кисточкой. Чтобы произошло насыщение поверхностного слоя углеводородом на глубину до 1 – 1,5 мм, понадобится покрытие пастой толщиной до 3-4 мм. Изделия располагают в цементационном ящике, который отправляют в печь. Там поддерживается температура в пределах 920 – 930 градусов.
В электролитическом растворе
Для повышения прочности металла и отвердения поверхностного слоя изделия погружают в многокомпонентные растворы электролитов. Способ называют скоростным, используется он применительно к небольшим деталям.
В данном случае температуру выставляют в пределах 450 – 1050 градусов. Поскольку это электрохимико-термическая обработка, используется постоянное напряжение от 150 до 300 В. Чтобы поддерживать температуру в нужных границах, анод от электролита отделен при помощи специальной парогазовой оболочки. Достижению цели способствует введение в электролит так называемых веществ-доноров. К ним относят сахарозу и глицерин, ацетон и этиленгликоль.

Можно ли цементировать сталь в домашних условиях
Поскольку для успешного процесса необходимо создать весьма специфические условия, включая крайне высокие температуры, дома практически невозможно выполнить насыщение металлических заготовок углеродом. Кроме того, важен профессиональный подход, чтобы добиться четко поставленной цели, не испортив изделия, а придав металлу желаемые характеристики.
Свойства металла после обработки
Ключевое отличие такого метода химико-термической обработки – в его результате. Благодаря цементации металла в результате насыщения поверхности углеродом при высокой температуре наружный слой получается крайне твердый и прочный. Сердцевина изделия при этом остается сравнительно вязкой. С таким сочетанием характеристик металлы обретают повышенную стойкость к контактным нагрузкам. После цементации твёрдая поверхность защищает вязкую сердцевину от деформации. На Череповецком заводе металлоконструкций есть все необходимое оборудование для химико-термической обработки, а высокая компетенция сотрудников служит гарантией достижения цели.
Зачем и как делать цементацию стали
Во время обработки стали на производстве, используются различные виды оборудования и химические вещества. Одним из процессов обработки является цементация стали. Это химико-термическое воздействие, во время которого материал разогревается, и его атомная решётка перестраивается. Дополнительно к этому, в состав металла попадают необходимые вещества для изменения его свойств.
 Цементация стали
Цементация стали
Общие сведения о процессе цементации стали
Цементация стали — особый термический процесс, обладающий множеством особенностей:
- При равномерном разогревании, металл обрабатывается в жидкой, твёрдой или газовой среде. Одновременно с этим, свойства стали изменяются.
- Качество цементированного слоя улучшается благодаря тому, что во время плавного разогревания в металл проникает углерод. Повышается его прочность и износоустойчивость.
- Цементация может проводится при различных температурах. При проведении манипуляций на производстве, температура нагрева достигает 1200 градусов. При обработке в домашних условиях, оптимальной температурой считается показатель в 500 градусов.
- Поверхность металла получает идентичные характеристики, что и при повторной закалке. Это объясняется тем, что процесс равномерного разогревания изменяет атомную решётку материала.
Подведя итоги, можно сказать о том, что цементация стали похожа на процесс закалки, однако, при такой обработке металл получает более высокие эксплуатационные характеристики.
При самостоятельной обработке, не нужно надеяться на быстрый эффект. Максимальная скорость цементации, проводимой самостоятельно, может достигать 0.1 в час. Оптимальный размер упрочнения ножа для бытового использования должен составлять 0.8 мм. Следовательно, процесс займёт не менее 8 часов.
Свойства металла после обработки
После цементации увеличивается прочность используемых заготовок. На поверхности металла образуется науглероженный слой. Его твердость легированной стали не превышает 58–61 HRC, а в металлах с малым содержанием углерода — 60–64 HRC. Чтобы убрать крупные зёрна, образующиеся после термической обработки, заготовку нагревают повторно, а после этого проводят отпуск.
Дополнительная закалка для исправления недочетов должна проводиться при температуре в 900 градусов. Крупные зерна измельчаются благодаря образованию перлита и феррита. Если речь идет о легированной стали, в качестве дополнительной обработки проводится нормализация. На заключительном этапе обработки, заготовка подвергается низкотемпературному отпуску.
 Отпуск стали (Фото: Instagram / rosneftegazinstrument)
Отпуск стали (Фото: Instagram / rosneftegazinstrument)
Классификация среды в которой проходит цементация стали
Обогащение стали углеродом и изменение атомной решетки металла может проводиться в разной среде:
- твердой;
- газообразной;
- жидкой;
- электролитическом растворе.
Также возможно проведение цементирования с помощью паст.
Каждый из способов обработки требует отдельного рассмотрения, так как обладает своими особенностями.
Цементация с использованием твердой среды
Чтобы обработка прошла успешно, необходимо использовать твёрдый карбюризатор. На производстве для этого используют смесь древесного угля, полученную из дуба и берёзы. Дополнительно, к углю добавляется соль угольной кислоты, которая насыщена кальцием или другими щелочными металлами. Чтобы углерод выходил быстрее и насыщал сталь, заранее подготовленную смесь дробят до мелкой фракции. Она просеивается сквозь несколько сит, чтобы на выходе получились одинаковые крупицы размером в 10 мм.
- Когда смесь подготовлена, её помещают в ящики.
- Позже в них закладываются заготовки. Ящики герметизируются со всех сторон и разогреваются до 800 градусов.
- Температура медленно повышается до 950 градусов.
Длительность обработки будет зависеть от того, какую толщину углеродного слоя необходимо получить на выходе.
 Древесный уголь (Фото: Instagram / coalbaltic)
Древесный уголь (Фото: Instagram / coalbaltic)
Цементация в газовой среде
Обработка в газовой среде применяется при изготовлении двигателей. Сталь обогащается углеродом только на 2 мм вглубь. В качестве газов используются любые смеси, обогащенные углеродом.
- Заготовки помещаются в герметичную печь. Она разогревается до 950 градусов.
- Постепенно, в печь начинает подаваться газ, насыщенный углеродом.
- Выдерживается заготовка в течение 12 часов.
На поверхности стали нарастает слой 1,2 мм. Если нужно ускорить обработку, температуру могут поднимать свыше 1000 градусов. Благодаря этому, процесс сокращается на 4 часа.
Цементация в жидкой среде
Под словами «жидкая среда» подразумеваются расплавленные соли.
- Ванны с расплавленной солью разогревают до 850 градусов.
- В них опускают заготовки и оставляют на продолжительное время.
Чтобы получить цементируемую сталь в жидкой основе, максимальная толщина слоя должна составлять 0.5 мм. Чтобы получить такой результат, необходимо выждать 3 часа.
 Ванны с расплавленной солью
Ванны с расплавленной солью
Цементация в вакууме
Чтобы ускорить процесс обработки стали, применяется способ цементации в вакууме. Этапы обработки:
- Изначально, заготовки раскладываются в печи. Она герметизируется.
- Внутри создаётся вакуум.
- Начинается разогрев печи до определённой температуры.
- Выдержка в среднем занимает 60 минут.
- Далее, камера заполняется углеводородным газом. Верхние слои обогащаются углеродом.
- В печи повторно создаётся вакуум.
Науглероженный слой требуемой толщины получается только после трёх стадий создания вакуума и подачи углеводорода под давлением. Охлаждаются заготовки в печи, с помощью инертных газов.
Цементация пастами
Один из популярных способов цементации — обработка с помощью паст. Они состоят из пыли древесного угля. Пасты наносятся на заготовку. Состав накладывается таким слоев, чтобы он был больше в 8 раз, чем требуемая толщина углеродного слоя. Далее, заготовки помещаются в индукционную печь и разогреваются до температуры в 1000–1100 градусов.
Цементация в электролитическом растворе
Процесс обработки подразумевает под собой помещение заготовок в раствор электролита. Изначально, он нагревается до 450–1050 градусов. Далее, в раствор подаётся напряжение в 150–300 вольт. Происходит обогащение металла углеродом.
 Обработанные изделия (Фото: Instagram / zubixdetal)
Обработанные изделия (Фото: Instagram / zubixdetal)
Недостатки цементации
Помимо явных преимуществ, цементация стали обладает определёнными недостатками:
- Изменяется структура металла. Требуется финишная обработка.
- Для проведения работ требуется опыт и дорогостоящее оборудование.
Цементация стали своими руками
Чтобы провести цементацию стали в домашних условиях, нужно выбрать обработку заготовок в твёрдой среде. Он не требует покупки дорогостоящего оборудования и большого практического опыта для проведения работ.
В первую очередь, необходимо сделать карбюризатор. Для этого можно использовать две смеси:
- Смешивается одинаковое количество соли и древесного угля. Они тщательно перемешиваются между собой. Крупные части измельчаются.
- Другая смесь изготавливается из древесного угля, который требуется изначально полить солёной водой и просушить.
По технологии обработки в твёрдой среде, требуется запекать заготовки в специальных ящиках. Их нужно изготовить из жаропрочной стали. Щели и места соединений, необходимо герметизировать с помощью глины. Кроме печи, для разогрева не нужно использовать дополнительных приспособлений. Её требуется равномерно разогреть до 700 градусов. Проблемы при домашнем производстве могут возникать только с нагнетанием высокой температуры. При меньшей температуре, значительно увеличивается процесс выдержки металла в печи.
При самостоятельном проведении металлообработки, можно воспользоваться способом обработки в газовой среде. Однако, для этого требуется приобрести дорогостоящее оборудование, которое будет рентабельным только при производстве различных изделий в большом количестве.
Цементация стали позволяет не только насытить её углеродом, но и изменить атомную структуру. Заготовки становятся прочнее и долговечнее. Выполнить обработку можно в домашних условиях, однако, на производстве доступно больше способов обогащения стали углеродом.

