Из какой стали делают метчики?
Метчики для нарезания резьбы, виды, применение
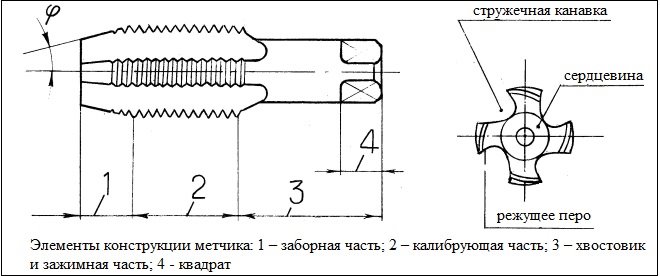
Резьбонарезные детали для получения винтовой резьбы в заранее просверленных отверстиях называют метчиком. Конструктивно инструмент поход на винт или цилиндрический валик, на одном конце которого имеются специальные заточенные кромки (режущая часть), на другом — специальный хвост некруглого сечения для закрепления в инструменте. Крепеж производят в вороток или в специальный патрон станка (это может быть цанга). Рабочая поверхность состоит из режущей и калибрующей части. Важно, чтобы профиль резьбы метчика совпадал с профилем нарезаемой резьбы. Для получения высокого качества резьбового соединения применяют несколько метчиков — черной, средний и чистовой.

Слесарные работы
Фрезерные работы
Токарные работы
Координатно-пробивные работы
Основные виды метчиков
Внутренние метрические резьбы диаметром до 50 мм. нарезают метчиками. Различают следующие виды резьбонарезного инструмента:
- Ручной для производства слесарных работ. Зубья расположены по окружности и имеют все элементы для резки;
- Гаечный — резьба нарезается за один проход. Применяются только для сквозных отверстий на гайках. Конструктивно такой метчик имеет более длинный хвост и заходную режущую и калибрующую части;
- Машинный — это резьбонарезной инструмент, используемый для получения резьб различного вида в глухих отверстиях. Используют такие узлы на сверлильных станках, специальных автоматах. В данном случае канавки на метчиках используются как для отвода стружки, так и для подачи смазочно-охлаждающей жидкости;
- Станочный — узел гайконарезного станка, применяемый для нарезания сквозных резьб в различных деталях;
- Бесканавочный — сквозная нарезка резьбы за один проход. Конструктивно эти метчики не имеют на резьбовой части нет продольных канавок, при этом приемный конус достаточно короткий;
- Автоматный — узел гайконарезного автомата, применяют для получения сквозных резьб;
- Бесстружечные — для получения резьбы накатыванием (пластическое деформирование отверстия);
- Маточные или плашечные — инструмент на нарезания резьб разных видов, а также для корректировки качества резьб (например, удаление заусенцев и зазубрин). Плашки применяют для круглых резьб диаметров до 52 мм., на самой плашке имеется 8-10 витков (2-3 заборных витка) и 2-3 отверстия для отвода стружки. Плашечные метчики в отличие от гаечных имеют большой заборный конус, маточные — конструктивно отличаются наличием канавок с правой спиралью;
- Комбинированные — элементы, резьбовая часть которых разделена шейкой. Первая часть — черной метчик, вторая — чистовой, для финишной обработки резьбового соединения. Основное достоинство — экономия времени, так как в работе используется один набор инструментов;
- Сверла-метчики.
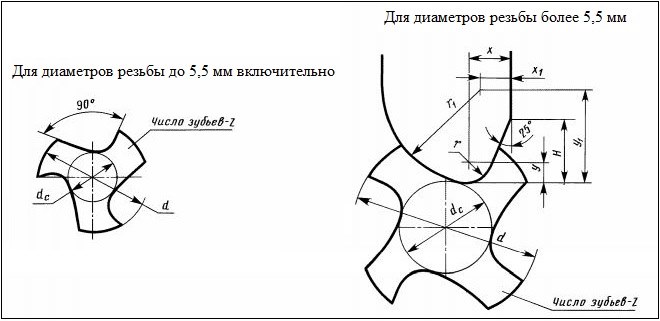
Конструктивно режущая часть состоит из резцов (выступающие части) и канавок (углубления). Канавки формируют углубления резьбы, а также служат для отвода стружки или подачи смазочно-охлаждающей жидкости. Канавки могут быть винтовыми и прямыми, при этом различают левое и правое направление углублений. Устройство ручных метчиков определяется их назначением: для диаметра до 20 мм. инструмент изготавливают с тремя канавками, диаметром 20-40 мм. — с четырьмя.
Винты для нарезания метрической резьбы маркируются буквой М и цифровой комбинацией, указывающей размер инструмента. Всего 17 видов, основной шаг составляет от 0,5 до 3,5 мм. Для нарезки резьбы на трубах используют трубный резьбонарезной инструмент для получения резьбы полдюйма, три четверти дюйма и один дюйм (обозначается G 1/2 , G 3/4, G1). Для конической резьбы на метчике в маркировку вносится буква «К».
Материалы для изготовления и характеристики
Заготовки для метчиков изготавливают из гладкотянутой инструментальной стали на токарных автоматах. В качестве исходника используют квадрат или прутки.
Метчики изготавливают из следующих материалов:
- Основной материал для изготовления ручных метчиков — это высокопрочные нетеплостойкие стали. Это объясняется тем, что резьбонарезной инструмент работает в условиях низких температур на малых скоростях. Сталь берется низкой прокаливаемости, так как инструмент работает в условиях, когда рабочая температура менее 200 градусов. Для этого подходит низкоуглеродистая сталь марки У10А, А12А. При превышении указанных пределов нагрева нетеплостойкая сталь теряет свои прочностные характеристики. Метчики изготавливаются цельными или сварными;
- Для машинных метчиков — это высоколегированная инструментальная марок и быстрорежущая сталь (например, используют сталь марок Р18, Р9, Р6М5, Р6М5К5, Р6М5К8, основные легирующие компоненты — вольфрам, молибден и кобальт). Инструмент работает на высоких скоростях в условиях быстрого нагрева — температура достигает 600-6500 градусов. В данном случае материал должен обладать высокой тепловой стойкостью, обладать такими свойствами как износостойкость, твердость и долговечность, а также активно сопротивляется пластической деформации;
- Для автоматов применяют твердые сплавы. Готовые винты проходят термическую обработку для повышения прочностных характеристик.
Выполним услугу нарезки резьбы метчиком при помощи:
- оборудования (наш станочный парк)
- слесарных работ (вручную)
- фрезерного станка (резьбофрезерные)
- токарного станка (резьботокарные)
- координатно-пробивного пресса (резьбонакатные)
Цена на нарезку резьбы метчиком вас приятно удивит.
Главной характеристикой метчиков является их производительность и качество нарезаемой резьбы во всех видах отверстий.
Все о машинных метчиках

- Конструктивные особенности
- Размеры
- Критерии выбора
- Применение
Для организации многих производств и мастерских нужно знать все о машинных метчиках, о требованиях к ним по ГОСТ, об удлиненных, комплектных и поставляемых с винтовой канавкой конструкциях. Полезно разобраться с тем, что означают М6 и М8, М10 и М12, М4 и М3, М5 и другие размеры метчиков. А также надо будет ознакомиться с нюансами отбора и практического применения таких моделей.

Конструктивные особенности
Главная специфика любого машинного метчика объясняется уже его названием. Это устройство предназначено исключительно для использования в различных станках и аппаратах. От ручных и машинно-ручных вариантов оно отличается неповторимой геометрией. Форму меняют не просто так — она рассчитана на достижение максимально высоких скоростей при обработке. Токарные приспособления создаются целенаправленно для установки в центры соответствующего типа станков; разница только в исполнении хвостовой части.

Заборный сегмент для прокладки сквозных проходов равен 5 или 6 виткам. Чтобы прорезать глухое отверстие, достаточно даже 2 витков. Этим обстоятельством активно пользуются конструкторы, чтобы сокращать до разумных пределов длину своих разработок.
Хвостовая часть может быть выполнена в формате стержня или квадрата. От структуры канавки зависит то, как эффективно станет нарезаться резьба, как полноценно удаляется стружка.


Наибольший спрос имеют метчики с 3 или 5 канавками. Важное значение имеет передний угол изделия. Меньше всего — от 0 до 5 градусов — он должен быть для работы с чугуном. Чтобы обрабатывать сталь, нужны значения от 5 до 10 градусов. Манипуляции с цветными металлами и сплавами на их основе проще всего проводить при переднем угле не менее 10 и не более 25 градусов.

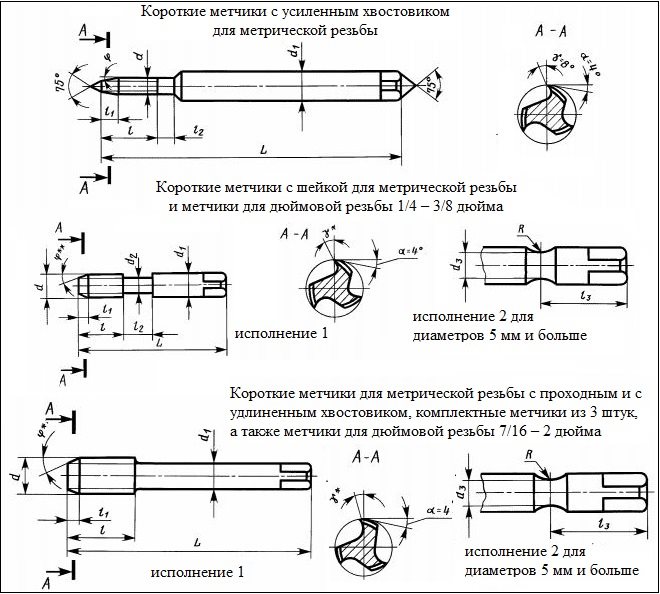
Задние углы колеблются от 4 до 12 градусов. Чаще всего канавки идут прямо. Но если критичен идеальный отвод стружки, то наклон должен составлять от 8 до 15 градусов. Модели с удлиненным хвостовиком рассчитываются обычно на получение метрических нарезов от М3 до М10 включительно. Стандарт для их разработки и производства получен путем прямого перевода глобального стандарта ИСО 8051-89.

Комплектные версии также по умолчанию рассчитываются на метрическую резьбу. Как комплектные, так и одинарные модели метчиков могут быть спроектированы с расчетом на выработку сквозных и глухих отверстий. В некоторых случаях разметочное устройство имеет длинный хвостовик, что весьма практично и удобно для серьезных работ. Что касается изделий с винтовой канавкой, то они все должны соответствовать ГОСТ 17933-72, сохраняющему свою актуальность.


В стандарте расписаны:
ориентировка самих канавок;
углы их наклона для различных случаев;
допуски по основным габаритам;
номинальные сечения резьб.


Размеры
Эти величины задаются в соответствии с ГОСТ 3266-81. Изделие категории М3 имеет главный шаг нарезки 0,5 мм. При этом оно способно пробить отверстие в 5 раз крупнее — до 0,25 см. Надо сказать, что подобные пропорции выдерживаются не всегда. Так, метчики типа М4 при шаге резьбы 0,7 мм подготавливают отверстия величиной 0,37 см (коэффициент 5,28). Для М5 соотношение составит уже 0,08 и 0,42 см (коэффициент 5,25).

Другие размерные позиции (см):
М10 — 0,15 и 0,843;
М11 — 0,15 и 0,943;
М12 — 0,175 и 1,02;
М20 — 0,25 и 1,735;


Критерии выбора
Раньше всего надо уточнить, по металлу какого вида предстоит работать. Некоторые особенности метчиков для разных видов металла охарактеризованы выше, и возвращаться к ним смысла не имеет. Зато есть другие моменты, которые также стоит учесть. Во внимание надо принять число канавок, через которые выходит стружка и поступает специальная жидкость. Это число может составлять от 2 до 6 штук, и выбирают его после тщательного технического анализа.
Стоит анализировать и профили впадин, и направление хода канавок. Прямолинейно расположенные канавки преимущественно используются в типовых универсальных метчиках.

Левое направление винтовой линии позволяет делать резьбу «на проход». Стружка в таком случае группируется перед самим метчиком, и нарезка не портится. Правое расположение углублений рекомендовано для глухих каналов; при таком варианте стружка отводится назад, и не спрессовывается (если бы она сдавливалась, то инструмент портился бы очень легко).
Заборный блок по форме напоминает конус. Это позволяет существенно облегчить вхождение зубьев в самый неподатливый материал. Углы наклонов могут составлять 3-20 градусов. Они определяются тем, будет ли метчик прокладывать первичную или чистовую резьбу. Надо оценивать и калибрующую часть, которая призвана понижать силу трения.

Некоторые метчики имеют короткие канавки или вовсе лишены канавок. Такими устройствами хорошо делать резьбу в алюминиевом сплаве различного состава. Подходят они также для вязких сталей с низким содержанием углерода. Но это приспособление пригодится еще и для особенно прочных сталей с высоким уровнем легирующих добавок. Винтовые канавки позволяют успешно использовать метчик как компонент обрабатывающего центра, готовя превосходную глухую резьбу.
В некоторых моделях зубья расставляются в шахматном порядке. Это означает, что на калибрующем участке они срезаются через один. При таком подходе трение оказывается меньше.
Как результат, упрощается обработка вязких материалов. Ступенчатые метчики используют, если нужно отдельные зоны обрабатывать с особой схемой формообразования.

Комбинированные устройства для разметки имеют сверлящую ступень или, проще говоря, обычное сверло. Метчиками-протяжками пользуются, чтобы нарезать резьбу произвольного сечения и шага на токарных станках. Если нужна максимальная производительность на современном станочном оборудовании, применяют метчики с внутренним каналом для подвода смазочно-охладительной жидкости. Они пригодны как для универсального, так и для специализированного станка.
Иногда ставится задача подготовить сквозную резьбу особенно крупного сечения (от 5 до 40 см). В таких случаях нужны колокольные метчики. Это сборный инструмент, разделенный на обособленные режущие сегменты. Внутрь корпуса также поступает смазочно-охлаждающая жидкость. Предусматривается 16 рабочих перьев; полезной опцией оказывается и поглощение большого количества стружки.

По виду формируемой резьбы, кроме традиционных метрических, выделяются еще и:
Метчики для нарезания резьбы – виды, таблица размеров, требования ГОСТ 3266-81
У многих технических устройств, а также у большинства предметов домашнего обихода есть резьбовые соединения, которые человечество начало использовать с древнейших времен. К основным инструментам, при помощи которых изготавливаются элементы таких соединений, относится метчик. Его применение позволяет быстро и без особых затруднений нарезать на внутренней поверхности отверстия точную и качественную резьбу.

Метчики для нарезки резьбы
Конструктивные особенности
Первые инструменты для нарезки внутренней резьбы отличались примитивной конструкцией и представляли собой четырехгранный стержень, на рабочем конце которого, заточенном под пологий конус, выпиливались режущие зубья. Резьба при использовании такого метчика нарезалась посредством его завинчивания во внутреннюю часть гайки или в предварительно подготовленное отверстие в обрабатываемом изделии. Естественно, такой инструмент обладал множеством недостатков, к наиболее значимым из которых следует отнести отсутствие на режущей части задней поверхности, а также отрицательное значение переднего угла. Со временем конструкция метчиков стала более продуманной, и сегодня они позволяют создавать точную и качественную внутреннюю резьбу.
В любом метчике для нарезания резьбы на внутренних поверхностях обрабатываемых изделий вне зависимости от его геометрических параметров и назначения есть следующие элементы:
- боковые канавки (их может быть от 2 до 6);
- коническая заборная часть;
- калибрующая часть, которая имеет цилиндрическую форму.
Канавки, расположенные на боковой поверхности инструмента, вдоль всей его длины, одновременно выполняют две функции: обеспечение отвода стружки из зоны обработки и облегчение подвода в такую зону смазывающе-охлаждающей жидкости (СОЖ). Форму, которую канавка метчика имеет в поперечном сечении, определяют две ее поверхности, одна из которых является передней гранью режущего зуба инструмента, а вторая – его спинкой. По типу профиля стружечные канавки бывают следующих видов:
- однорадиусные (с канавками такой формы производятся преимущественно метчики калибровочного типа);
- с прямолинейными передней и задней поверхностями (инструменты с канавками такой формы используются для нарезки резьбы внутри гаек);
- с прямолинейной передней и радиусной задней поверхностями (большинство метчиков производится со стружечными канавками именно такого типа).
Профили стружечных канавок метчиков
Канавки могут располагаться по-разному: различают прямолинейные, а также спиральные правые или левые. С канавками прямолинейного типа изготавливаются универсальные метчики общего назначения. Со спиральными левонаправленными канавками производятся метчики, используемые для нарезания резьбы на проход. Стружка, создаваемая таким инструментом, двигается впереди него по обрабатываемому отверстию, тем самым исключается риск порчи уже нарезанной резьбы. При использовании метчиков с правым направлением закручивания канавок стружка выводится из зоны обработки к хвостовику инструмента. Правосторонние метчики по этой причине оптимально подходят для нарезки резьбы в глухих отверстиях.
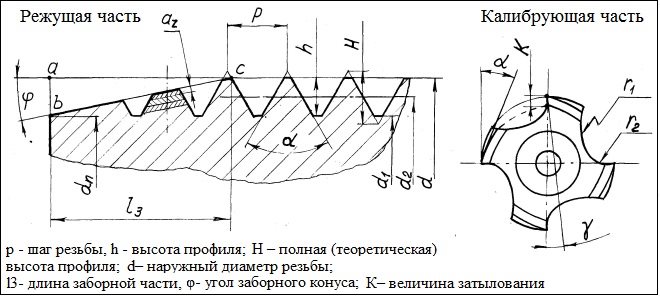
Заборная часть метчика, как уже говорилось выше, имеет коническую форму, что облегчает процесс вхождения инструмента в обрабатываемое отверстие. Конкретное значение угла наклона заборной части, который может находиться в диапазоне 3–20°, выбирают в зависимости от того, для какого типа обработки будет использоваться инструмент – черновой, промежуточной или чистовой.
Конструкции метчиков по ГОСТу
Цилиндрическая калибровочная часть выполняется с обратным занижением величиной до 0,1 мм, что необходимо для того, чтобы уменьшить силы трения, возникающие в процессе нарезки резьбы. Уменьшить силу трения между рабочей частью метчика и обрабатываемой поверхностью позволяет также затыловка задней поверхности режущих зубьев, выполняемая от их вершины на 1/3 их ширины. Таким образом, создается занижение задней поверхности режущих зубьев, величина которого для инструментов диаметром 12–30 мм составляет около 0,1 мм.
Геометрия режущей и калибрующей части метчика
Виды по назначению
Современная промышленность выпускает различные виды метчиков, которые отличаются друг от друга конструктивным исполнением и функциональными возможностями. Так, по своему назначению метчики могут относиться к одному из следующих типов.
Данные инструменты чаще всего являются ручными и используются в комплекте со специальным воротком, при помощи которого метчику сообщается вращение. Как правило, они выпускаются и используются комплектами, состоящими из двух-трех инструментов, каждый из которых снимает с обрабатываемой поверхности лишь часть припуска. Размеры метчиков, входящих в такой комплект (в частности, их рабочие диаметры), различаются. Первый из инструментов, на хвостовик которого нанесено обозначение в виде одной черточки, используется для выполнения черновой обработки, второй (с двумя черточками на хвостовике) – для промежуточной, а третий (соответственно, с тремя черточками) – для финишной обработки нарезаемой резьбы.

Метчики ручные комплектные
Это инструменты, при помощи которых резьба может нарезаться как вручную, так и на станках различного типа (токарных, сверлильных, агрегатных и др.). От слесарных такие метчики отличаются лишь несколько укороченной заборной частью и более высокой устойчивостью к механическим нагрузкам.

Метчики машинно-ручные тройные
При помощи таких инструментов, как следует из их названия, выполняют нарезание резьбы в гайках. Гайки, в которых таким метчиком уже нарезана резьба, не скручиваются с инструмента, а перемещаются на его удлиненную хвостовую часть. Хвостовики гаечных метчиков, при помощи которых резьба нарезается на сверлильных станках, имеют прямолинейную форму. Гайки с уже нарезанной резьбой, перемещенные на такой хвостовик, просто стряхиваются с него после извлечения инструмента из патрона станка. Для нарезания гаек на резьбонарезных автоматах используются метчики, хвостовки которых имеют изогнутую форму. При выполнении резьбы таким способом гайки под напором друг друга проталкиваются по изогнутому хвостовику инструмента, достигают его конечной части и падают в подготовленную тару.
Нарезание резьбы с помощью гаечного метчика
Требования к конструкции и размерам как ручных, так и машинных метчиков для нарезания метрической резьбы оговаривает ГОСТ 3266-81, который так и называется: «Метчики машинные и ручные. Конструкция и размеры».
Ознакомиться с требованиями ГОСТ к ручным и машинным метчикам можно, скачав документ в формате pdf по ссылке ниже.
Виды по конструкции
По своему конструктивному исполнению метчики также подразделяются на различные виды. Так, в зависимости от данного параметра различают инструменты:
- со стружечными канавками укороченной длины, которые также называют бесканавочными (конструкция таких метчиков специально разработана для того, чтобы нарезать резьбу в деталях из вязких низкоуглеродистых сталей, алюминиевых сплавов, а также высокопрочных легированных сталей);
- с канавками, расположенными по винтовой линии (устанавливают такие инструменты на обрабатывающие центры и используют для нарезки глухой резьбы);
- с режущими зубьями, размещенными в шахматном порядке (за счет того, что режущие зубья на калибровочной части такого инструмента срезаны через один, удается добиться уменьшения силы трения при обработке);
- ступенчатого типа с рабочей частью, разделенной на два участка, каждый из которых выполняет свою функцию (например, есть ступенчатые метчики, первый участок которых работает по генераторной схеме, а второй – по профильной; у ступенчатых инструментов других типов первый участок выполняет режущую функцию, а второй – выглаживающую);
- комбинированные (это фактически два инструмента в одном: их режущая часть, выполненная в единой конструкции, начинается со сверла, а заканчивается метчиком);
- метчики-протяжки, используемые для нарезания резьбы в сквозном отверстии любого диаметра (с их помощью резьба нарезается на токарных станках, в патроне которых закрепляется обрабатываемая деталь, а в резцедержателе – хвостовик используемого инструмента; перемещение метчика в процессе нарезания резьбы обеспечивается автоматической подачей суппорта станка, а вращение обрабатываемой детали – вращением шпинделя);
- с внутренней полостью, за счет которой происходит охлаждение инструмента в процессе обработки (использование таких метчиков, установленных на специализированном или многооперационном оборудовании, позволяет значительно повысить производительность нарезки резьбы);
- колокольные (такие метчики используются для нарезания внутренней резьбы большого диаметра (50–400 мм) и имеют сборную конструкцию, состоящую из отдельных режущих элементов).
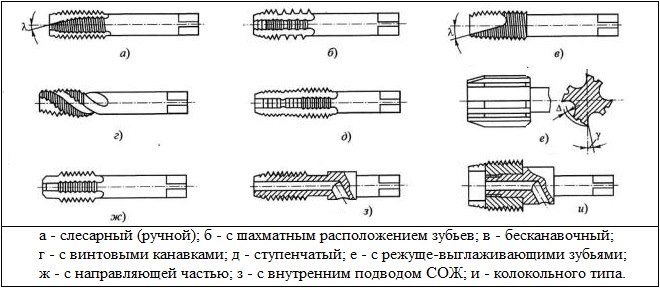
Конструкции основных типов метчиков
Конструктивно все перечисленные выше метчики настолько различаются между собой, что отличить их друг от друга можно даже по фото.
Типы нарезаемой резьбы
Используя метчики разных категорий, как и различные виды плашек, можно формировать на внутренних поверхностях деталей резьбу различных типов. В зависимости от типа нарезаемой резьбы метчики подразделяются на следующие категории.
Это метчики, при помощи которых нарезаются метрические резьбы. Нарезаемый элемент резьбы в таких случаях имеет форму равнобедренного треугольника, а все ее параметры измеряются в миллиметрах. В маркировке таких метчиков содержится буква «М». Для подбора метчиков метрических и диаметра подготовительного отверстия используется специальная справочная таблица.
Рабочая часть таких метчиков имеет коническую форму. Диаметр дюймовых инструментов измеряется в дюймах, а шаг – в количестве ниток на один дюйм (25,4 мм). Уклон средней поверхности метчиков данного типа составляет 1°47’24».
Сюда относятся цилиндрические и конические метчики, используемые для нарезки резьбы в элементах трубных соединений.
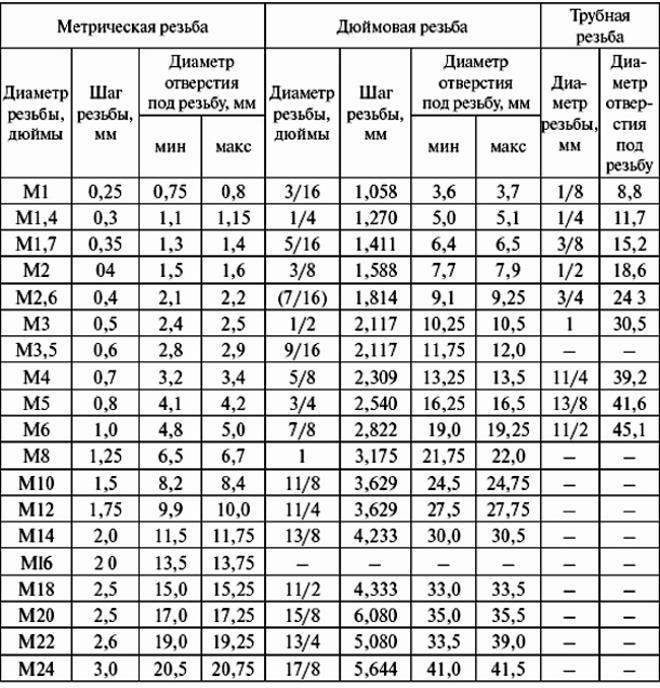
Таблица 1. Параметры метчиков и размер отверстия под резьбу
Метчики можно использовать для получения отверстий как с правой, так и с левой резьбой. Метчики для левой резьбы, если сравнивать их в реальности или по фото с инструментами правого типа, отличаются от последних только направлением подъема винтовой линии своей режущей части.
Материалы для производства метчиков
Для изготовления метчиков различных типов используются следующие материалы:
- высокоуглеродистые инструментальные стали (У10А, У12А и др.) – для ручных инструментов;
- быстрорежущие стали (Р6М5, Р6М5К5 и др.) – для машинных;
- твердые сплавы – для метчиков, работающих в комплекте с высокопроизводительным оборудованием.
Выбор углеродисто стали для изготовления метчиков
Метчики — это специальный режущий инструмент, применяемый для нарезания внутренней резьбы в отверстиях. Другими словами, это гайконарезной инструмент. Метчик изготавливается из легированной инструментальной и быстрорежущей стали в виде цилиндрического или конического стержня. Рабочая часть метчика представляет собой точно нарезанную резьбу, разбитую идущими вдоль канавками, на отдельные гребенки. Края этих гребенок и являются режущими кромками. Хвостовик, другой конец метчика, как правило, квадратного сечения служит для закрепления в патроне станка или воротке.
Для изготовления мелких метчиков выбираем углеродистую инструментальную сталь У12А (У12).
Таблица 1. — Химический состав в % материала У12А (по ГОСТ 1435-74):
Классификация: Сталь инструментальная углеродистая.
Заменители: У10, У11.
- — режущие инструменты, работающие в условиях, не вызывающих разогрева режущей кромки;
- — метчики ручные, метчики машинные мелкоразмерные, плашки для крупов, развертки мелкоразмерные, надфили;
- — измерительный инструмент простой формы: гладкие калибры, скобы.
Сплавы с содержанием углерода от 0,8 до 2,14%.
Таблица 2. — Температура критических точек, ?С:
Рассмотрим часть диаграммы состояния «железо — цементит» (рис.1).
Рис. 1. — Диаграмма состояния железо-углерод:

Обозначим горизонтальной линией сталь У12. Выше точки 1 сплав находится в жидком состоянии. При охлаждении ниже точки 1 происходит кристаллизация сплава которая заканчивается в точке 2. После завершения первичной кристаллизации (ниже точки 2 на диаграмме) сталь охлаждается в аустенитом состоянии (гFe). Исходя из положения линии ES, можно установить, что аустенит в стали У12 вплоть до точки 3 (на линии ES) оказывается не насыщенным углеродом. По достижении температуры точки 3 аустенит становится предельно насыщенным углеродом, и так как растворимость углерода при охлаждении уменьшается (согласно линии ES), то, начиная с точки 3, из аустенита выделяется избыток углерода в виде цементита, называемый вторичным (избыточным) цементитом (Fe3C)II. Чуть выше линии PSK сплав будет состоять из двух фаз — аустенита и вторичного цементита. Структурные и фазовые составляющие совпадают.
По достижении точки 4 аустенит содержит 0,8% С (точка S) и претерпевает превращение:
Вторичный цементит, выделившийся в интервале температур от точки 3 до точки 4, в этом превращении не участвует.
С понижением температуры сплава ниже 727°С растворимость углерода в феррите уменьшается (линия PQ).
В связи с этим избыточный углерод из феррита выделяется в виде цементита третичного:
Структура после медленного охлаждения (равновесная структура) — перлит и вторичный цементит, расположенный в виде тонкой светлой сетки (или цепочек светлых зерен) по границам зерен перлита.

- а) Сталь У12 после отжига — перлит зернистый, цементит вторичный;
- б) СтальУ12 после закалки и низкого отпуска — мартенсит отпуска, цементит вторичный, незначительное количество остаточного аустенита.
В зависимости от температуры нагрева различают полную и неполную закалку. При полной закалке сталь переводят в однофазное аустенитное состояние, нагревая выше критических температур Ac3, при неполной закалке сталь нагревают до меж критических температур — между Ac1 и Ac3. Критические точки для стали У12:
Сталь У12 (как и все стали) подвергают неполной закалке (нагрев выше температуры точки Ас1 и ниже точки Ас3) с последующим низким отпуском для снятия остаточных напряжений.

В структуре сталей дополнительно присутствует вторичный цементит. Стали с такой структурой имеют низкую твердость и хорошо обрабатываются резанием. Температура закалки у сталей должна быть выше верхней критической точки:
Ас3 (t = Ас3 + 20 — 40)°С
А выше нижней критической точки:
Ас1 (t = Ас1 + 20 — 40)°С
Чтобы в результате закалки сталь получила мартенситную структуру. У сталей при этом сохраняется вторичный цементит. Закалку проводят в воде или в водных растворах солей. После закалки инструментальные углеродистые стали подвергаются низкому отпуску при 150-170°С, снимающего значительную часть закалочных напряжений при сохранении высокой твердости. Формируется структура мартенсит отпуска. У инструментальных сталей в структуре дополнительно присутствует вторичный цементит.
После термообработки (закалка с 780°С, охлаждение в воде, отпуск при 170°С) сталь получает твердость 62-64 HRC.
Нарезание резьбы — статья о метчиках
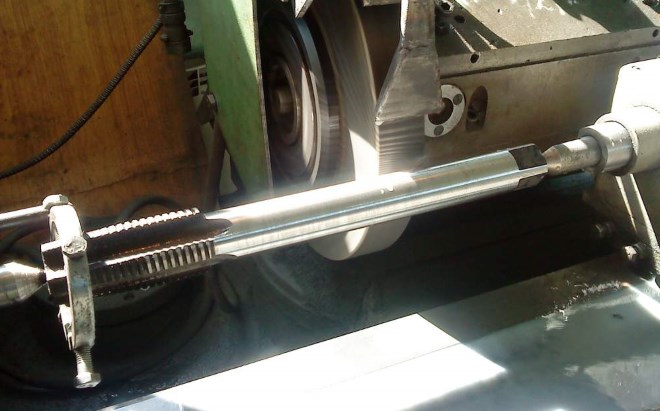
Читая статьи на overclockers.ru и форум, я понял, что мало кто разбирается в нарезке резьбы в металлах. Хотя этот процесс сопровождает многие работы с металлами, в частности для компьютеров моддинг и различные «железячные» модификации. В данной статье хочу рассказать о метчиках и их особенностях на примере своих метчиков.
реклама
Для начала метчик (tap) – это инструмент для нарезания внутренней резьбы. Плашка (die) для нарезания внешней резьбы, для общего сведения.
Метчики можно поделить на две большие группы, машинные метчики (machine taps) и ручные метчики (hand taps). В данной статье речь пойдет о ручных метчиках, так как машинных метчиков великое множество, и они нужны лишь малому проценту людей ввиду того, что используются на станках.
Основные и параметры выбора метчика — это тип резьбы и ее шаг. Для примера, М8-1.25, означает это метрическая резьба 8 мм с шагом 1.25 мм, по шагу резьбы есть вариации допустим тот же М8-1.0. В штатовской системе в общем все также, но со своими заковырками, например, №6-32 UNC, здесь 6 это диаметр по номерной системе, 32 это нит на дюйм, по сути, аналог шага резьбы, UNC обозначение грубой резьбы, к слову, UNF – мелкая резьба, UNS – специальная. (на самом деле там есть еще несколько видов, но мало кому нужны). Отдельно стоят трубные резьбы, так как они могут быть и конусными, пример NTP и BSP.
Далее уже примеры на фото, ручные метчики продаются (должны продаваться) как в комплектах по 3 так и отдельно каждый. Комплект состоит из трех разных! метчиков начальный (taper), средний (plug) и финишный (bottoming) их также у нас называют первый, второй, третий. (Иногда спец метчики идут в комплектах по двое, но обычно это только для очень мелкошаговой резьбы).
реклама
Для того что бы показать различия, вот фото довольно большого метчика М14-2.



реклама

На что обратить внимание, в первую очередь резьба на первом метчике начинается с 6-7 витка и сам профиль не прорезает материал слишком глубоко. Затем в ход идет второй метчик у него резьба начинается примерно с 4 витка, профиль более острый, и третий метчик резьба идет со 2 витка и профиль финиширует резьбу и подгоняет по допуски. Отличить их можно по внешнему виду, либо на европейских метчиках, есть маркировка с полосками. Также на примере этого набора обратите вынимание что резьба по профилю шире самого тела метчика, а это значит, что резьбу можно нарезать в глубоких отверстиях. На обоих концах есть центровочные отверстия под подпружиненный конус.
Каналы под стружку прямые, как и должны быть у ручных метчиков, на этих их четыре.
реклама
Далее по форме метчиков, например маленькие типа М2-0.4 уже сделаны по-другому. Хвостовик намного толще рабочей части. Канавок всего две.

Также примерно выглядят метчики для М3-0.5. Но не от всех производителей, например на фото третий метчик имеет прямой кончик, теоретически в глухом отверстии от глубже нарежет резьбу почти до конца самого отверстия. Канавок (flutes) у них уже три, а не две. Ширина хвостовика также больше, чем рабочая часть.

Далее М4-0.7. У этих метчиков также три канавки, ширина рабочей части меньше, но зато есть участок с сужением, за счет этого можно нарезать резьбу чуть глубже.

Также у маленьких метчиков нет центровочных отверстий. Даже у М6-1.0, например на фото относительно не дорогой метчик и выполнен он с острыми концами и с узкой рабочей частью.

Еще вот уже побольше, М8-1.25 двух видов у них есть центровочные отверстия. Один обычный с тремя канавками второй набор со специальным самоцентрирующимся первым метчиком. Также отличие второго в применении стали HSS-CO5, то есть 5% кобальт. Такие метчики подходят для нарезки и в нержавейке. К слову, большинство метчиков выполняются из стали HSS, или HSS-G и гораздо реже из HSS-CO, покрытие также бывают разными, просто без покрытия, чернение, и оксид титана, самый дорогой оксид титана, а также наиболее коррозионностойкий, но гонятся именно за этим видом покрытия не стоит, все равно на рынке 90% без покрытия.


Все трех метчиковые наборы обладают хорошей точностью ISO 2 или 6H, но также существуют однозаходные комбинирование метчики. Например, на фото ниже 6-32 UNC. На фото видно что его начальная часть как у первого номера, а далее идет как второй номер. Естественно, такие метчики не для толстых и твердых материалов, но резьба вполне нормальная получается. Это не плохой бюджетный вариант.

По дополнительным инструментам для метчиков нужны еще воротки, и чаще всего выполнены они в двух исполнениях. На фото ниже три воротка, скажу, что вороток Ruko, серый на фото я не рекомендую, сделан довольно криво и своей цены в общем не стоит. Также Т-образный вороток лучше выбирать с пружинным удержанием квадрата, но фото вороток с цанговым зажимом, и он не очень хороший и в плане удержания, и в плане центровки. А вообще прямо хороший вороток я не нашел, все какие видел были кривоваты, даже те что стоили более 100$.






Во время нарезки надо пользоваться спец жидкостью для сверления, также как только метчик начинает идти туговато нужно сделать оборот назад это срежет заусенцы и соберет мусор в канавках. Главное на метчик не давить, особенно в стороны, а то он лопнет. При правильном размере отверстия и хорошем метчике, резьба нарезается без излишнего сопротивления.
По самим канавкам у ручных они всегда прямые, но у машинных они могут быть также спиралью и уклоном. В этом видео от Haas очень подробно рассказывают о машинных метчиках. Отверстия под резьбу выбираются тоже не просто так, они зависят от шага резьбы и диаметра. Наиболее простой способ воспользоваться таблицей размеров наподобие этой. По типу резьбы сразу можно выбрать размер сверла для дрели.


А для определения типа резьбы самый простой способ воспользоваться резьбомером (thread gauge), они хоть и номинально подходят для внешней резьбы, но ими также можно и проверять в отверстиях если влезет.
По выбору метчика, конечно, лучше всего смотреть, прежде чем покупаешь так как в интернете обычно фотки не соответствуют товару. Также и на саму резьбу посмотреть, если каждый номер имеет профиль как положено, то с резьбой скорее всего все будет норм. Также внимательно осмотреть обработку краев канавки, если срез не ровный, то метчик будет плохо прорезать металл. Метчик конечно же надо выбирать исходя из задач, например если работать с нержавейкой, то придется покупать дорогой кобальтовый метчик. Также метчик после работы надо от стружки отчищать чем-то типа зубной щетки. Что касается цен, то набор хороших метчиков М3 стоит от 10 до 40$, если большие размеры, то цены естественно выше.
Надеюсь, моя статья будет полезна и больше дырки раздраконивать винтами никто не будет).
P.S. Полезное видео от Haas. В основном о машинных метчиках, но тем не менее интересное.