
В каких единицах измеряется метрическая резьба?
Метрическая резьба: таблица размеров и характеристики по ГОСТу

Метрическая резьба наиболее широко используется сегодня. Она доступна как в грубой (крупной), так и в тонкой (мелкой) резьбе в широком диапазоне материалов и размеров. Есть, конечно, положительные и отрицательные стороны тонкой метрической нити и грубой метрической нити.
Что такое метрическая резьба
Тонкие метрические резьбы более восприимчивы к истиранию. Они нуждаются в длинных зацеплениях и менее подходят для высокоскоростной сборки. Тонкие нити могут легче проникать в твердые материалы, требуют меньшего крутящего момента и имеют небольшую тенденцию к ослаблению. Они также прочнее, чем грубая нить, и допускают более тонкие регулировки из-за их меньшего шага. Грубые резьбы имеют больший шаг и проще в использовании, чем мелкорезьбовые крепежные детали, и они предназначены для большинства применений.
Метрические резьбы состоят из симметричной V-образной резьбы. В плоскости оси резьбы фланцы V имеют угол 60° друг к другу. Глубина резьбы составляет 0,614 × шаг.
Угол резьбы — это угол, образованный пересечением двух сторон резьбового паза. Глубина — это расстояние между гребнем и корнем нити, измеренное перпендикулярно оси. Угол опережения — это угол спирали нити, основанный на расстоянии опережения. Одиночная начальная нить имеет расстояние вывода, равное ее шагу, и в свою очередь имеет относительно небольшой угол вывода. Многозаходные резьбы имеют большее расстояние вывода и, следовательно, больший угол вывода.

Особенности метрической резьбы
Винтовые резьбы выполняют три основные функции в механических системах:
- обеспечивают зажимное усилие;
- ограничивают или контролируют движение;
- передают мощность.
Геометрически винтовая резьба представляет собой спиральную наклонную плоскость. Спираль — это кривая, определяемая перемещением точки с равномерной угловой и линейной скоростью вокруг оси. Расстояние, на которое точка перемещается линейно (параллельно оси) за один оборот, называется шагом.
Термин «внутренняя резьба» относится к резьбе, вырезанной в боковой стенке существующего отверстия. Наружная резьба свернута в наружную цилиндрическую поверхность крепежа или шпильки. Размер, наиболее часто ассоциируемый с резьбой винта, — это номинальный диаметр. Например, болт и гайка могут быть описаны как имеющие диаметр М12 х 1.75. Первое значение — это и есть диаметр, а второе — резьбовой шаг. Но ни наружная резьба болта, ни внутренняя резьба гайки не имеют точно 500 мм в диаметре. На самом деле диаметр болта немного меньше, а диаметр гайки немного больше. Но проще указать компоненты по единому обозначению размера, так как болт и гайка являются сопрягаемыми компонентами.
Технические характеристики метрической резьбы всегда начинаются с обозначения серии резьбы (например, M или MJ), за которым следуют номинальный диаметр крепежного элемента и шаг резьбы в миллиметрах, разделенные символом «x». Существует несколько серий метрических резьб, используемых для специальных применений. Стандарт — это серия М. Серия MJ является одной из наиболее распространенных специальных прикладных нитей.
Метрическая крепежная резьба серии М — это общий профиль резьбы. Серия MJ обозначает внешнюю резьбу, имеющую увеличенный радиус корня, тем самым обладающую более высокой усталостной прочностью (за счет снижения концентрации напряжений), но требующую усеченной высоты гребня внутренней резьбы MJ для предотвращения помех на внешнем корне резьбы MJ. Внешние резьбы M совместимы как с внутренними резьбами M, так и с внутренними резьбами MJ.
Если не указано иное, винтовые резьбы считаются правосторонними. Это означает, что направление вращения спирали нити по часовой стрелке заставит ее двигаться вдоль своей оси. Левосторонние нити продвигаются вперед при вращении против часовой стрелки.
Левосторонние резьбы часто используются в ситуациях, когда вращательные нагрузки могут привести к ослаблению правосторонних резьб во время эксплуатации. Распространенный пример — велосипед. Педали велосипеда крепятся к кривошипу с помощью винтовых резьб. Одна сторона велосипеда использует правую резьбу, а другая — левую. Это предотвращает движения педалей и кривошипа от отвинчивания педали и ее падения во время использования. Левая резьба должна быть указана в спецификации изделия. Это достигается путем добавления «LH» в конец описания технических характеристик.

Основные ГОСТы
Все метизы и крепежные детали, имеющие винтовую резьбу по метрической системе измерения, изготавливаются в соответствии с государственными и международными стандартами и нормативными документами. Поэтому они могут различаться по классу, размерам и некоторым другим параметрам, но в обязательном порядке должны соответствовать разрешенным требованиям и допустимым значениям. В ином случае продукция не может быть сертифицирована и использована в производственной сфере. К тому же официальные продажи таких изделий запрещены.
Крепежные изделия с винтовой метрической резьбой регламентируются несколькими нормативными документами:
- ГОСТ 8724, где прописаны допустимые значения диаметра и шага;
- ГОСТ 24705 2004 содержит информацию об основных размерах метрической резьбы;
- ГОСТ 9150 включает необходимые сведения о профиле метрической резьбы;
- ГОСТ 16093 прописывает допуски и обозначения для изделий.
Метрические резьбы регламентируются также международным стандартом ISO 261-98. Российский ГОСТ 8724-2002 полностью повторяет его текст на русском языке. Правда, в нем есть дополнения, характерные для потребностей российской экономики.
В каких единицах измеряется метрическая резьба
Что такое метрическая резьба
Тонкие метрические резьбы более восприимчивы к истиранию. Они нуждаются в длинных зацеплениях и менее подходят для высокоскоростной сборки. Тонкие нити могут легче проникать в твердые материалы, требуют меньшего крутящего момента и имеют небольшую тенденцию к ослаблению. Они также прочнее, чем грубая нить, и допускают более тонкие регулировки из-за их меньшего шага. Грубые резьбы имеют больший шаг и проще в использовании, чем мелкорезьбовые крепежные детали, и они предназначены для большинства применений.
Метрические резьбы состоят из симметричной V-образной резьбы. В плоскости оси резьбы фланцы V имеют угол 60° друг к другу. Глубина резьбы составляет 0,614 × шаг.
Угол резьбы — это угол, образованный пересечением двух сторон резьбового паза. Глубина — это расстояние между гребнем и корнем нити, измеренное перпендикулярно оси. Угол опережения — это угол спирали нити, основанный на расстоянии опережения. Одиночная начальная нить имеет расстояние вывода, равное ее шагу, и в свою очередь имеет относительно небольшой угол вывода. Многозаходные резьбы имеют большее расстояние вывода и, следовательно, больший угол вывода.

Особенности метрической резьбы
Винтовые резьбы выполняют три основные функции в механических системах:
- обеспечивают зажимное усилие;
- ограничивают или контролируют движение;
- передают мощность.
Геометрически винтовая резьба представляет собой спиральную наклонную плоскость. Спираль — это кривая, определяемая перемещением точки с равномерной угловой и линейной скоростью вокруг оси. Расстояние, на которое точка перемещается линейно (параллельно оси) за один оборот, называется шагом.
Термин «внутренняя резьба» относится к резьбе, вырезанной в боковой стенке существующего отверстия. Наружная резьба свернута в наружную цилиндрическую поверхность крепежа или шпильки. Размер, наиболее часто ассоциируемый с резьбой винта, — это номинальный диаметр. Например, болт и гайка могут быть описаны как имеющие диаметр М12 х 1.75. Первое значение — это и есть диаметр, а второе — резьбовой шаг. Но ни наружная резьба болта, ни внутренняя резьба гайки не имеют точно 500 мм в диаметре. На самом деле диаметр болта немного меньше, а диаметр гайки немного больше. Но проще указать компоненты по единому обозначению размера, так как болт и гайка являются сопрягаемыми компонентами.
Технические характеристики метрической резьбы всегда начинаются с обозначения серии резьбы (например, M или MJ), за которым следуют номинальный диаметр крепежного элемента и шаг резьбы в миллиметрах, разделенные символом «x». Существует несколько серий метрических резьб, используемых для специальных применений. Стандарт — это серия М. Серия MJ является одной из наиболее распространенных специальных прикладных нитей.
Метрическая крепежная резьба серии М — это общий профиль резьбы. Серия MJ обозначает внешнюю резьбу, имеющую увеличенный радиус корня, тем самым обладающую более высокой усталостной прочностью (за счет снижения концентрации напряжений), но требующую усеченной высоты гребня внутренней резьбы MJ для предотвращения помех на внешнем корне резьбы MJ. Внешние резьбы M совместимы как с внутренними резьбами M, так и с внутренними резьбами MJ.
Если не указано иное, винтовые резьбы считаются правосторонними. Это означает, что направление вращения спирали нити по часовой стрелке заставит ее двигаться вдоль своей оси. Левосторонние нити продвигаются вперед при вращении против часовой стрелки.
Левосторонние резьбы часто используются в ситуациях, когда вращательные нагрузки могут привести к ослаблению правосторонних резьб во время эксплуатации. Распространенный пример — велосипед. Педали велосипеда крепятся к кривошипу с помощью винтовых резьб. Одна сторона велосипеда использует правую резьбу, а другая — левую. Это предотвращает движения педалей и кривошипа от отвинчивания педали и ее падения во время использования. Левая резьба должна быть указана в спецификации изделия. Это достигается путем добавления «LH» в конец описания технических характеристик.




Принципы обозначения
Обозначение резьбы на чертежах выполняется по следующим правилам.
- Указывают сплошными тонкими и толстыми линиями. Обозначение внутренней резьбы – тонкая линия по внешнему диаметру и толстая по внутреннему, а наружной резьбы – толстая линия по внешнему диаметру и тонкая по внутреннему.
- Если деталь спроецирована на плоскость вдоль оси вращения, то показывают сплошными прямыми. Если – поперек, тогда это незамкнутый контур, длиной 0,75 от общей окружности. Концы дуги не должны лежать на осях детали на рисунке.
- Промежуток между тонкой и жирной линиями должен составлять свыше 0,8 мм, но быть меньше размера шага.
- При обозначении метрической резьбы на чертежах перпендикулярно оси фаски изображают только имеющие конструкционное значение.

Наружный и внутренний виды резьбы
Нормируется метрическая резьба несколькими документами: ГОСТ 8724-2004, ГОСТ 2470-2004, ГОСТ 9150-2002, ГОСТ 1693-2005. В них указаны требования к размерам, профилю, шагам и допускам.
По маркировке изделия можно определить все необходимые ее параметры и вид. Запись включает в себя:
- заглавную букву, характеризующую вид, или две заглавные буквы – вид и подвид (например, метрическая – М; метрическая коническая – МК);
- число, выражающее номинальный диметр в миллиметрах (М20 – метрическая с номинальным диаметром 20 мм);
- в случае мелкого шага указывают его значение в миллиметрах, через знак умножения – М20х1,5;
- в случае многозаходной добавляют указание хода после «х» и шага в круглых скобках – М20х3(Р1) – метрическая с диаметром 20 мм трехзаходная, где шаг составляет 1 мм;
- при обозначении левой резьбы пишут латинские заглавные буквы «LH» — М20LH или М20х3(Р1)LH – тоже только левая.
В некоторых случаях в маркировку могут входить дополнительные параметры: длина свинчивания, допуски и посадка. Их расшифровка следующая:
- указание допуска для наружной резьбы М12х1,75-6g и для внутренней М12-6Н;
- длину свинчивания выражают заглавными латинскими буквами – S – shot (короткая), N – normal (нормальная), L – long (длинная), иногда в круглых скобках добавляют числовое значение длины в миллиметрах, если величина нестандартная; например, М12-6g-L(30);
- посадку выражают дробью через значения допуска для внутренней (числитель) и наружной (знаменатель) резьб, например, учитывая, как обозначается левая резьба, общий вид будет таким — М12х1-6H/6g-LH.
Читать также: Стол для лобзика своими руками с чертежами
Также в маркировке может указываться вид и номер стандарта.
Выбирая правильный вид метрической резьбы и ее геометрические параметры можно обеспечить качественное крепление деталей, длительную эксплуатацию изделия и экономию средств на ремонте и обслуживании.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
В каких единицах измеряется метрическая резьба: •
В мм
2.
В каких размерах (единицах) выражается шаг дюймовой резьбы: •
Число витков на длине 1 дюйма
3.
В комплект, состоящий из 3 метчиков, входят, черновой, средний и чистовой метчики. У которого из них заборная часть имеет 3-4 срезанных нитки: •
Черновой
4.
Высоколегированные стали имеют суммарное содержание легирующих элементов •
Более 10%
5.
Для лекальных, граверных работ и для зачистки применяются: •
Надфили
6.
Для обработки какого материала предназначены рашпили •
Очень мягких металлов и неметаллов
7.
Для опиливания стали и чугуна применяют напильники •
С двойной насечкой
8.
Для разметки стальной поверхности нанесения линий (рисок) применяют: •
Чертилку
9.
Для чего перед шабрением поверхность детали окрашивают: •
Для выявления неровностей
10.
За один рабочий ход шабером снимается слой металла толщиной •
0,005-0,07 мм
11.
Зенкерование применяется для: •
Обработки отверстий полученных ковкой, штамповкой, литьем и предварительно просверленных
12.
Зенкерование применяют для: •
Увеличения отверстия под головки болтов и винтов
13.
Изменение формы и размеров изделия под действием внешне и внутренней силы называется: •
Деформация
14.
Инструмент, применяемый при рубке металла •
Применяется: слесарная ножовка, труборез, ножницы по металлу
15.
Инструментом для развертывания является: •
Развертка
Оглавление:
Казалось бы что в трубах сложного? Соединяй и крути. Но, если вы не сантехник и не инженер с профильным образованием, то обязательно возникнут вопросы за ответами на которые придется идти куда глаза глядят. А глядят они скорее всего первым делом в интернет )
Ранее мы уже говорили о диаметрах металлических труб в этом материале . Сегодня же попробуем внести ясность в резьбовые соединения труб различного назначения. Мы постарались не загромождать статью определениями. Базовую терминологию содержит ГОСТ 11708-82 с которым каждый может ознакомиться самостоятельно.
Основные ГОСТы
Все метизы и крепежные детали, имеющие винтовую резьбу по метрической системе измерения, изготавливаются в соответствии с государственными и международными стандартами и нормативными документами. Поэтому они могут различаться по классу, размерам и некоторым другим параметрам, но в обязательном порядке должны соответствовать разрешенным требованиям и допустимым значениям. В ином случае продукция не может быть сертифицирована и использована в производственной сфере. К тому же официальные продажи таких изделий запрещены.
Крепежные изделия с винтовой метрической резьбой регламентируются несколькими нормативными документами:
- ГОСТ 8724, где прописаны допустимые значения диаметра и шага;
- ГОСТ 24705 2004 содержит информацию об основных размерах метрической резьбы;
- ГОСТ 9150 включает необходимые сведения о профиле метрической резьбы;
- ГОСТ 16093 прописывает допуски и обозначения для изделий.
Метрические резьбы регламентируются также международным стандартом ISO 261-98. Российский ГОСТ 8724-2002 полностью повторяет его текст на русском языке. Правда, в нем есть дополнения, характерные для потребностей российской экономики.
Применение
Метрическая резьба широко распространена в странах бывшего советского союза. Используется для нанесения как на внутренние, так и наружные плоскости крепежных элементов. Обычно применяется для крепежа металлоконструкций различного типа. Для этих целей изготавливаются разнообразные болты (анкерные и обычные) и другие типы крепежей. Особо назначение она нашла в машиностроении, возведении инженерных коммуникаций, особенно в сантехнической сфере. Большинство фитингов для труб и емкостей производятся с нанесением резьбы такого типа.
Чаще всего такой тип резьбы наносится на предметы цилиндрической формы. Но в некоторых случаях, когда нужно добиться герметичности, используют коническую форму. Такая форма, с нанесенной метрической резьбой, позволяет добиться максимальной герметичности, даже без использования дополнительных уплотнительных средств. Чаще всего применяется для монтажа трубопроводов.
Читать также: Как правильно загнуть профильную трубу для теплицы
Виды резьб
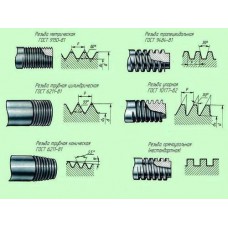
Виды и характеристики резьб.
Классификация и основные признаки резьб:
- единица измерения диаметра (метрическая, дюймовая, модульная, питчевая резьба)
- расположение на поверхности (наружная и внутренняя резьба)
- направление движения винтовой поверхности (правая, левая);
- число заходов (одно- и многозаходная), например двузаходная, трёхзаходная и т. д.;
- профиль (треугольный, трапецеидальный, прямоугольный, круглый и др.);
- образующая поверхность на которой расположена резьба (цилиндрическая резьба и коническая резьба);
- назначение (крепёжная, крепёжно-уплотнительная, ходовая и др.).
Основные параметры резьбы и единицы измерения
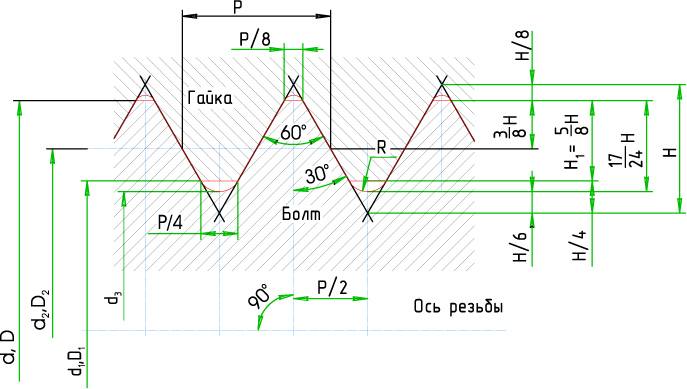
Профиль резьбы — это контур сечения резьбы в плоскости, проходящей через ось резьбовой детали. ГОСТ 9150—81 и ГОСТ 8724—81 устанавливают единый номинальный профиль для цилиндрических метрических резьб диаметром до 600 мм, включая резьбы диаметром менее 1 мм. Номинальный профиль резьбы и его элементы показаны на рис. 1. Впадина наружной резьбы (рис. 2) может быть плоскосрезанной или закругленной: Rmax = 0,144Р, Rmin = 0,108Р, где R — радиус впадины; Р — шаг резьбы.
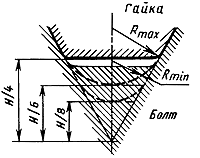 Рис. 2. Впадины резьбы болта и гайки.
Рис. 2. Впадины резьбы болта и гайки.
Резьбы определяются следующими основными параметрами: наружным, средним и внутренним диаметрами; шагом; углом профиля; углом наклона сторон профиля.
Наружный диаметр резьбы d (см. рис. 1) —диаметр цилиндра, описанного относительно вершин наружной резьбы (или впадин внутренней резьбы).
Внутренний диаметр d1 — диаметр цилиндра, вписанного в вершины внутренней резьбы (или впадины наружной резьбы).
Номинальные значения d и dx для наружной и внутренней резьбы одинаковые.
Средний диаметр d2 — диаметр воображаемого цилиндра, поверхность которого пересекает витки резьбы таким образом, что ширина витков и ширина впадин равны.
Шаг резьбы Р — расстояние между параллельными сторонами двух рядом лежащих витков резьбы крепежа, измеренное вдоль оси. ГОСТ 8724—81 устанавливает диаметры в диапазоне 0,25. 600 мм и шаги 0,075. 6 мм. Метрические резьбы могут иметь крупный шаг (при диаметрах 0,25. 68 мм) и мелкий шаг (при диаметрах 1. 600 мм).
Угол профиля α — угол между боковыми сторонами профиля, измеренный в осевой плоскости. Угол наклона сторон профиля β — угол между стороной профиля и перпендикуляром к оси резьбы. Для резьб с симметричным профилем β = 0,5α. Для резьб с асимметричным профилем, например для упорной или конической, угол наклона каждой стороны определяется независимо.
Высота исходного треугольника Н — высота остроугольного профиля, полученного при продолжении боковых сторон профиля до их пересечения. Рабочая высота профиля Н1 — высота плоскосрезанного теоретического профиля, равная полуразности наружного и внутреннего диаметров. Для метрических резьб Н = 0,866025×Р, Н1 = 0,54126×Р.
Ход Ph — величина относительного перемещения исходной средней точки по винтовой линии резьбы на угол 360°; Ph=P×n, где n — число заходов.
В действительности высота соприкосновения меньше, так как система допусков предусматривает определенные зазоры, например, по внутренним диаметрам резьбы гайки и болта.
Рабочая высота витка Н1 — наибольшая высота соприкосновения; наименьшая выcота соприкосновения обозначается Н1 min. Для резьбы с плоскосрезанным профилем Н1 и Н1 min определяют наибольшее и наименьшее перекрытие витков резьбы болта и гайки.
Угол подъёма резьбы (винтовой линии) 
Для многозаходных резьб в числителе этой формулы следует подставлять вместо Р произведение nP, где n — число заходов. Длина свинчивания (высота гайки Н) — длина (высота) соприкосновения поверхностей болта и гайки, измеренная вдоль оси.
Обозначается метрическая резьба буквой M (от англ. metric system, метрическая система мер). Резьба с номинальным диаметром 32 мм с крупным шагом обозначается как М32; резьба с номинальным диаметром 16 мм с мелким шагом – М16×1,5; для обозначения левой резьбы в конце добавляются буквы LH.
 Метрическая резьба — с шагом и основными параметрами резьбы в долях метра.
Метрическая резьба — с шагом и основными параметрами резьбы в долях метра.
Имеет широкое применение с номинальным диаметром от 1 до 600 мм и шагом от 0,25 до 6 мм. Профиль — равносторонний треугольник (угол при вершине 60°) с теоретической высотой профиля Н=0,866025404Р. Все параметры профиля измеряются в долях метра (миллиметрах).
- ГОСТ 24705-2004 (ИСО 724:1993) — Резьба метрическая. Основные размеры.
- ГОСТ 9150-2002 — Основные нормы взаимозаменяемости. Резьба метрическая. Профиль.
- ГОСТ 8724-2002 — Основные нормы взаимозаменяемости. Резьба метрическая. Диаметры и шаги.
- ISO 965-1:1998 — Резьбы метрические ISO общего назначения. Допуски. Часть 1. Принципы и основные характеристики.
- ISO 965-2:1998 — Резьбы метрические ISO общего назначения. Допуски. Часть 2. Предельные размеры резьб для болтов и гаек общего назначения. Средний класс точности.
- ISO 965-3:1998 — Резьбы метрические ISO общего назначения. Допуски. Часть 3. Отклонения для конструкционной резьбы.
- ISO 965-4:1998 — Резьбы метрические ISO общего назначения. Допуски. Часть 4. Предельные размеры для наружных винтовых резьб, гальваницированных горячим погружением, для сборки с внутренними винтовыми резьбами, нарезанными метчиком с позиции допуска H или G после гальванизации.
- ISO 965-5:1998 — Резьбы метрические ISO общего назначения. Допуски. Часть 5. Предельные размеры для внутренних винтовых резьб винтов для сборки с наружными винтовыми резьбами, гальванизированными горячим погружением, с максимальным размером позиции допуска h до гальванизации.
- ISO 68-1 — Резьбы винтовые ISO общего назначения. Основной профиль. Метрическая резьба.
- ISO 261:1998 — Резьбы метрические ИСО общего назначения. Общий вид.
- ISO 262:1998 — Резьбы ISO метрические общего назначения. Выбранные размеры для винтов, болтов и гаек.
- BS 3643 — ISO metric screw threads.
- DIN 13-12-1988 — Резьбы метрические ИСО основные и прецизионные диаметром от 1 до 300 мм. Выбор диаметров и шагов.
- ANSI B1.13M, ANSI B1.18M — Метрическая резьба М с профилем базирующимся на стандарте ISO 68.
Условное обозначение: буква M (metric), числовое значение номинального диаметра резьбы (d, D на схеме, оно же внешний диаметр резьбы на болте) в миллиметрах, числовое значение шага (для резьбы с мелким шагом) (P на схеме) и буквы LH для левой резьбы. Например, резьба с номинальным диаметром 16 мм с крупным шагом обозначается как M16; резьба с номинальным диаметром 36 с мелким шагом 1,5 мм — М36х1,5; такая же по диаметру и шагу но левая резьба М36х1,5LH.
Таблица стандартного шага метрических резьб
Основные параметры резьбы и единицы измерения




![]()
![]()
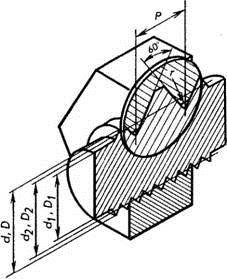
Схема цилиндрической резьбы представлена на рисунке 2.1.
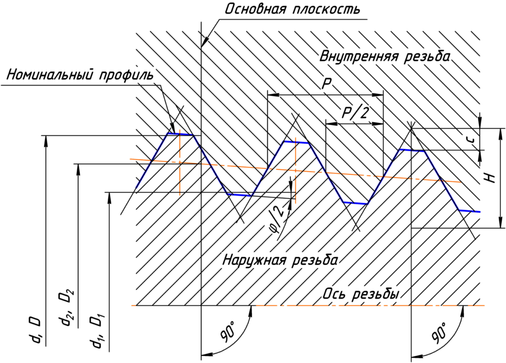
Рисунок 2.1 — Схема конической резьбы.
Метрическая резьба — с шагом и основными параметрами резьбы в миллиметрах.
Дюймовая резьба — все параметры резьбы выражены в дюймах (чаще всего обозначается двойным штрихом, ставящимся сразу за числовым значением, например, 3″ = 3 дюйма), шаг резьбы в долях дюйма (дюйм = 2,54 см). Для трубной дюймовой резьбы размер в дюймах характеризует условно просвет в трубе, а наружный диаметр на самом деле существенно больше.
Метрическая и дюймовая резьба применяется в резьбовых соединениях и винтовых передачах.
Модульная резьба — шаг резьбы измеряется модулем (m). Чтобы получить размер в миллиметрах, достаточно модуль умножить на число пи (  ).
).
Питчевая резьба — шаг резьбы измеряется в питчах (p»). Для получения числового значения (в дюймах) достаточно число пи ( ) разделить на питч.
Модульная и питчевая резьба применяется при нарезании червяка червячной передачи. Профиль витка модульного червяка может иметь вид архимедовой спирали,эвольвенты окружности, удлинённой или укороченной эвольвенты и трапеции.
· шаг (P) — расстояние между одноимёнными боковыми сторонами профиля, измеряется в долях метра, в долях дюйма или числом ниток на дюйм — это знаменатель обыкновенной дроби, числитель которой является дюймом. Выражается натуральным числом (например: 28, 19, 14, 11);
· наружный диаметр (D, d), диаметр цилиндра, описанного вокруг вершин наружной (d) или впадин внутренней резьбы (D). Равен диаметру заготовки болта перед нарезкой резьбы;
· средний диаметр (D2, d2), диаметр цилиндра, образующая которого пересекает профиль резьбы таким образом, что её отрезки, образованные при пересечении с канавкой, равны половине номинального шага резьбы;
· внутренний диаметр (D1, d1), диаметр цилиндра, вписанного во впадины наружной (d1) или вершины внутренней резьбы (D1). Равен диаметру отверстия заготовки гайки перед нарезкой резьбы:
D1 = D − 2× (H — c);
· ход (Ph) – расстояние по линии, параллельной оси резьбы, между любой исходной средней точкой на боковой стороне резьбы и средней точкой, полученной при перемещении исходной средней точки по винтовой линии на угол 360°, или – значение относительно осевого перемещения детали с резьбой за один оборот. В однозаходной резьбе ход равен шагу, в многозаходной – произведению шага P на число заходов n:

где  — число заходов;
— число заходов;
· высота исходного треугольника резьбы (H);
· угол конуса конической резьбы (  );
);
· угол подъёма резьбы (  ):
):
Метрическая резьба
Содержание
Резьбовые соединения нужны для надежного крепления деталей, а также для передачи движения в механизмах. Самый распространенный тип — метрическая резьба. Ее нарезают на наружные и внутренние поверхности цилиндрических и конических форм.
Обычную метрическую резьбу используют для создания надежных соединений с применением:
обычных и анкерных болтов;
Эти соединения используют при изготовлении огромного количества изделий и конструкций.

Фотография №1: крепежные элементы с метрической резьбой
Коническую метрическую резьбу используют в тех случаях, когда соединения должны быть максимально герметичными. Технологию применяют при монтаже трубопроводов, по которым транспортируют различные среды, а также для изготовления герметичных пробок для емкостей с летучими веществами.
Профиль метрической резьбы
Для метрической резьбы характерен треугольный профиль. Его также называют крепежным.

Изображение №1: профиль метрической резьбы
Профиль метрической резьбы представляет собой равносторонний треугольник с углом 60°. Вершины и впадины могут быть острыми, срезанными и закругленными. Это зависит от заточки резьбонарезного инструмента и глубины обработки.
Профиль метрической резьбы имеет высоту H. Она определяется расстоянием от основания до вершины равностороннего треугольника.
Профиль метрической конической резьбы выглядит так.

Изображение №2: профиль метрической конической резьбы
Параметры и части метрической резьбы
Метрическая резьба имеет следующие параметры и части.
Диаметр. Наружный — D и d. Внутренний — D1 и d1. Средний — D2 и d2. Наружный диаметр называют номинальным и используют в маркировке и обозначениях на чертежах.
Шаг. Определяется расстоянием между двумя вершинами. Обозначается буквой P.
Ход (Ph). В однозаходной метрической резьбе ход равен шагу. В многозаходной резьбе ход определяется произведением шага на число заходов.

Изображение №3: ход и шаг резьбы
Фаска. Это поверхность с углом наклона в 45°, расположенная перед началом винтовой части.
Сбег. Это место перехода к гладкой части детали.
Сбег, отрезок с витками и фаска формируют общую длину резьбы.
Поля допусков для метрических резьб
От точности параметров наружных и внутренних метрических резьб зависят качество и надежность соединений. Для четкой стандартизации применяют допуски, указанные в ГОСТ 16093-2004.
Поля допусков установлены в трех классах точности.
Грубый. Имеются серьезные отклонения. Они возникают, например, при нарезании метрических резьб на горячетканных прутках и в глубоких глухих отверстиях.
Средний. Допуски этого класса применяют при формировании метрических резьб в большинстве случаев.
Точный. С применением допусков этого класса формируют прецизионные метрические резьбы. Высокая точность параметров обеспечивает максимально надежную посадку с минимумом колебаний.

Изображение №4: поля допусков для наружных и внутренних резьб
Виды метрических резьб
Метрические резьбы классифицируют по следующим параметрам.
Место расположения витков. Внутренние метрические резьбы находятся в отверстиях деталей и изделий. Для нарезания используют метчики. Наружные метрические резьбы на стержнях получают с применением плашек.
Направление витков. По этому признаку метрические резьбы делят на правые и левые.
Размер шага. Наибольшее распространение получили соединения с крупным (стандартным) шагом. Увеличение количества витков приводит к повышению надежности. Однако формирование метрических резьб с мелким шагом возможно на заготовках и изделиях из высокопрочных материалов.

Изображение №5: метрическая резьба с крупным и мелким шагом
- Количество заходов. Метрические резьбы бывают одно- и многозаходными. Увеличение числа заходов при необходимости повышает надежность соединений и решает иные производственные задачи.
Маркировка метрических резьб
Маркировка стандартных метрических резьб с крупным шагом включает в себя тип (М или МК) и номинальный диаметр. Например, МК24 — метрическая коническая резьба с диаметром 24 мм и крупным шагом.
Маркировка резьб с мелким шагом включает в себя его размер. Например, М24х1,5 — метрическая резьба с диаметром 24 мм и шагом 1,5 мм.
В маркировке многозаходных резьб после знака «х» указывают число заходов и шаг в круглых скобках. Например, М20х3(P2) — трехзаходная метрическая резьба с диаметром 20 мм и шагом 2 мм.
К маркировке левых резьб добавляют LH. Примеры — МК24LH, М24х1,5LH, М20х3(P2)LH.
Действующие ГОСТы на метрические резьбы
Требования к метрическим резьбам и стандартные значения их параметров (диаметр, шаг, допуски и т. д.) в таблицах вы найдете в следующих ГОСТах.
ГОСТ 8724-2002. «Основные нормы взаимозаменяемости. Резьба метрическая. Диаметры и шаги».
ГОСТ 24705-2004. «Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры».
ГОСТ 9150-2002 (ИСО 68-1-98). «Основные нормы взаимозаменяемости. Резьба метрическая. Профиль».
ГОСТ 16093-2004. «Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором».
Лучшие инструменты для нарезания метрических резьб
Изготовленные по ГОСТам метчики и плашки для нарезания внутренних и наружных метрических резьб вы можете купить в нашем магазине на очень выгодных условиях с доставкой в любой регион РФ. Изучите каталог и выберите подходящие инструменты.

