Угол подъема винтовой линии резьбы
Резьбовые соединения. Угол подъема резьбы. Способ изготовления. Геометрические параметры.
Резьбовые соединения – это самый распространённый вид вид разъёмных соединений. Они осуществляются с помощью крепёжных резьбовых деталей (болтов, винтов, шпилек, гаек и т.д.)
Достоинства: надёжность, удобство сборки/разборки, простота конструкции, дешевизна ( вследствие стандартизации), технологичность, возможность регулировки силы сжатия.
Недостатки: концентрация напряжения во впадинах резьбы, низкая вибрационная стоимость.
 На развертке цилиндрической поверхности, винтовая линия располагается под некоторым углом ψ, этот угол называется углом подъема резьбы.
На развертке цилиндрической поверхности, винтовая линия располагается под некоторым углом ψ, этот угол называется углом подъема резьбы.

 — ход резьбы, представляющий собой расстояние между одноименными точками одной винтовой линии. Основной характеристикой профиля резьбы является угол между смежными боковыми сторонами в плоскости осевого сечения, называется углом профиля резьбы
— ход резьбы, представляющий собой расстояние между одноименными точками одной винтовой линии. Основной характеристикой профиля резьбы является угол между смежными боковыми сторонами в плоскости осевого сечения, называется углом профиля резьбы  . Для треугольного профиля метрической резьбы
. Для треугольного профиля метрической резьбы  , дюймовой
, дюймовой  , трапецеидальной
, трапецеидальной  .
.
Существует два основных способа изготовления резьб: нарезанием и накатыванием. Нарезание резьб осуществляется резцами, гребенками, плашками, метчиками, резьбовыми головками, фрезами.
Накатывание резьб осуществляется гребенками или роликами на резьбонакатных автоматах путем пластической деформации заготовки. Этот способ высокопроизводителен, применяется в массовом производстве при изготовлении стандартных крепежных деталей.
Основными геометрическими параметрами цилиндрической резьбы являются:
d – наружный диаметр (номинальный диаметр резьбы);
d1 — внутренний диаметр резьбы гайки;
d2 — средний диаметр резьбы, т.е. диаметр воображаемого цилиндра, на котором толщина витка равна ширине впадины;
p — шаг резьбы, т.е. расстояние между одноименными сторонами двух соседних витков в осевом направлении;
ph — ход резьбы, т.е. расстояние между одноименными сторонами одного и того же витка в осевом направлении;
α — угол профиля резьбы;
42. Момент трения в резьбе и на торце гайки (винта). Расчёт резьбы на напряжение смятия и среза. Высота гайки и глубина завинчивания.
Подавляющее большинство резьбовых соединений с предварительной затяжкой. Затяжка создается при сборке с целью, чтобы после приложения рабочей нагрузки не происходило раскрытия стыка или сдвига соединяемых деталей.
При завинчивании гайки (или винта с головкой) необходимо приложить момент завинчивания Тзав для преодоления момента ТР сопротивления в резьбе и момента ТТ сопротивления на торце гайки:
Fзат – осевая сила затяжки;
d2 – средний диаметр резьбы;
Ψ – угол подъема резьбы;
φ1 – приведенный (с учетом влияния угла профиля α) угол трения в резьбе: φ1 = φ / cos(α/2),
φ – угол трения материалов пары винт – гайка;
fT – коэффициент трения материалов пары гайка – деталь;
dср – средний диаметр кольца (рис. 2.2):
 dср = 0,5(D + dh).
dср = 0,5(D + dh).
Эксплуатация резьбовых соединений показывает, что выход из строя болтов, винтов, шпилек и т.п. деталей происходит вследствие разрыва (или вытяжки) их стержня по резьбе или переходному сечению у головки. Разрушение или повреждение элементов резьбы происходит реже и характерно для деталей, часто подвергающихся разборке-сборке. При необходимости выполняют проверочные расчёты резьбы на прочность по напряжениям среза и смятия.
Условие прочности резьбы на срез имеет вид
где Q–осевая сила; Aср– площадь среза витков нарезки; для винта (см. рис.1.9) Aср= πd1kHг,для гайки Аср = πDkHг.Здесь Нг – высота гайки; k–коэффициент, учитывающий ширину основания витков резьбы: для метрической резьбы для винта k≈ 0,75, для гайки k≈ 0,88; для трапецеидальной и упорной резьб (см. рис.1.11, 1.12) k≈ 0,65; для прямоугольной резьбы (см. рис.1.13) k= 0,5. Если винт и гайка из одного материала, то на срез проверяют только винт, так как dl
Так же как резьба гайки, работает резьба гнезда, в которое ввинчивается винт или шпилька. В зависимости от того, из какого материала изготовлены детали, в которые ввинчиваются шпильки, меняется и глубина завинчивания шпилек. Здесь уже учитывается и величина осевой нагрузки, ибо, чем она больше, тем больше диаметр шпильки, а тем, следовательно, больше и глубина завинчивания.
Резьба. Основные параметры резьбы. Классификация
Резьба (цилиндрическая) характеризуется следующими параметрами:
1) диаметрами — наружным, средним и внутренним;
2) формой и размерами профиля;
3) параметрами, связанными с подъемом резьбы — шагом, числом заходов и углом подъема.
Наружный диаметр резьбы d— диаметр цилиндра, описанного вокруг вершин наружной резьбы (винта); этот диаметр является номинальным диаметром резьбы.
Внутренний диаметр резьбы d1— диаметр цилиндра, описанного вокруг вершин внутренней резьбы.
Средний диаметр резьбы d2— диаметр воображаемого цилиндра, на поверхности которого ширина витков и ширина впадин резьбы равны.
Профиль резьбы — контур сечения витка в плоскости, проходящей через ось резьбы.
Угол профиля α — угол между боковыми сторонами профиля, измеренный в осевой плоскости.
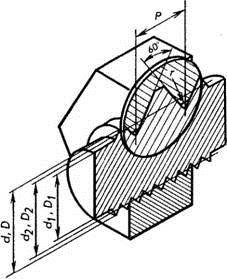
Обозначение основных параметров резьбы представлено на рисунке 2.1.
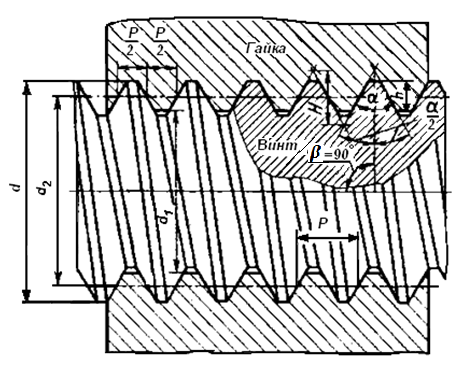
Рисунок 2.1 – Резьба, обозначение основных параметров
Профиль резьбы характеризуется также:
1. высотой теоретического профиля Н, т. е. высотой полного треугольного профиля резьбы, полученного при продолжении боковых сторон профиля до их пересечения.
2. рабочей высотой профиля h, на которой происходит соприкосновение витков винта и гайки, равной полуразности наружного и внутреннего диаметров.
Высоту профиля измеряют в радиальном направлении.
Важнейшей характеристикой резьбы является шаг. Шаг резьбы P — расстояние между параллельными сторонами профиля двух соседних витков, измеренное вдоль оси.
Для многозаходных резьб вводят дополнительный термин — ход винта, равный произведению шага на число заходов Pt. Таким образом, ход равен шагу винтовой поверхности резьбы — расстоянию, на которое переместится винт вдоль своей оси при повороте на один оборот в неподвижной гайке. Для однозаходной резьбы понятия шаг и ход совпадают.
Угол подъема резьбы β — угол, образованный винтовой линией по среднему диаметру резьбы и плоскостью, перпендикулярной к оси резьбы:

Перечисленные параметры можно рассматривать в общем виде, так как все профили имеют общие элементы и могут быть получены варьированием угла профиля, высоты профиля и радиусов закруглений. Например, уменьшая угол профиля, можно перейти от треугольной резьбы к трапецеидальной, а потом к прямоугольной.
Резьбы по назначению разделяют на следующие группы:
1. Крепежные резьбы, предназначначены для скрепления деталей. Их выполняют, как правило, треугольного профиля с притуплёнными вершинами.
Применение треугольного профиля вызывается следующим:
а) повышенным трением, обеспечивающим меньшую опасность ослабления затянутой резьбы;
б) повышенной прочностью резьбы;
в) удобством изготовления.
2. Крепежно-уплотняющие резьбы, служачат как для скрепления деталей, так и для предохранения от вытекания жидкости (в соединениях трубопроводов и в арматуре). Эти резьбы по указанным причинам также выполняют треугольного профиля, но без радиальных зазоров во избежание вытекания жидкости. Чтобы исключить обмятие острых кромок, профиль выполняют с плавными закруглениями.
3. Резьбы для передачи движения (ходовые), могут применяться в ходовых и грузовых винтах. Эти резьбы для уменьшения трения выполняют трапецеидальными с симметричным профилем и несимметричным профилем (упорные), а иногда с прямоугольным профилем.
4. Упорные резьбы предназначены для восприятия больших осевых сил, действующих в одном направлении.
5. Специальные (круглые и другие).
Необходимо иметь в виду, что приведенное деление резьб по назначению не является строгим. Так, например, резьбы треугольного профиля иногда используют для особо точных ходовых винтов с малым шагом, а упорные резьбы — в качестве крепежных.
Из-за гарантированных зазоров резьбы, как правило, не могут быть использованы в качестве центрирующих элементов.
Треугольный профиль выполняют с притуплением вершин витков и дна впадин по прямой или по дуге окружности, что необходимо в крепежной резьбе для уменьшения концентрации напряжений, для повышения стойкости инструмента и для уменьшения повреждений (забоин), а в уплотняющих резьбах — также для обеспечения непроницаемости вследствие замыкания по вершинам.
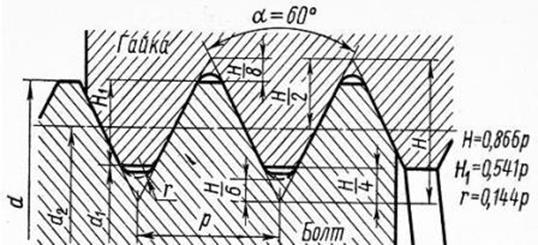
Метрическая резьба (рисунок 2.2) является основной треугольной резьбой. Она характеризуется углом профиля α = 60°, притуплением вершин профиля резьбы винта по прямой на расстоянии H/8 и вершин профиля резьбы гайки на расстоянии H/4 от вершин теоретического профиля. Профиль впадин у винта может иметь притупление или закругление радиусом r=H/6 ≈ 0,866P. Высота исходного треугольника теоретического профиля  . Рабочая высота профиля
. Рабочая высота профиля  .
.
Метрические резьбы разделяют на резьбы с крупными и мелкими шагами. С уменьшением шага резьбы Р при данном наружном диаметре d внутренний диаметр d1 увеличивается и, следовательно, увеличиваются площадь сечения и прочность нарезанного стержня. Профили треугольной резьбы с крупным и мелким шагом геометрически подобны.
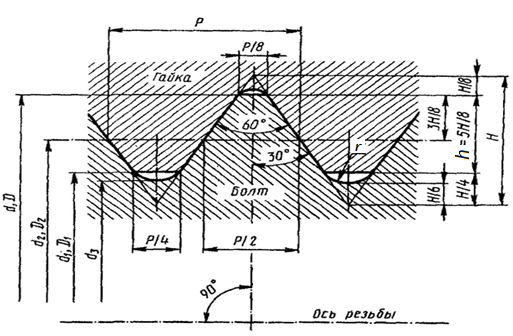

Рисунок 2.2 – Треугольная метрическая резьба
За основную принята резьба с крупным шагом. Для таких изделий, как болты, винты и шпильки в основном используют треугольную резьбу с крупным шагом как наиболее технологичную. Статическая несущая способность этой резьбы выше и меньше влияние на прочность ошибок изготовления и износа, чем резьбы с мелким шагом. Предел выносливости винтов из высокопрочных сталей понижается с уменьшением шага, а винтов из низкоуглеродистых сталей повышается.
Области применения резьбы с мелкими шагами:
а) динамически нагруженные детали и детали, диаметры которых в основном определяются напряжениями изгиба и кручения (валы);
б) полые тонкостенные детали;
в) детали, у которых резьба применяется для регулировки.
Шаги всех метрических резьб составляют ступенчатый арифметический ряд.
Метрическую резьбу с крупными шагами обозначают буквой М и числом, выражающим диаметр резьбы в мм, например М20, а для метрической резьбы с мелкими шагами дополнительно указывают шаг, например М20х1,5.
Трубная резьба (рисунок 2.3), являющаяся крепежно-уплотняющей, применяется для соединения труб и арматуры трубопроводов в диапазоне номинальных размеров от 1/8 до 6.
Трубная резьба представляет собой мелкую дюймовую резьбу, которая выполняется с закруглениями профиля и без зазоров по выступам и впадинам для лучшего уплотнения. За основной (номинальный) размер, характеризующий резьбы и указываемый в обозначении резьбы, принят условный внутренний диаметр трубы (проход в свету). 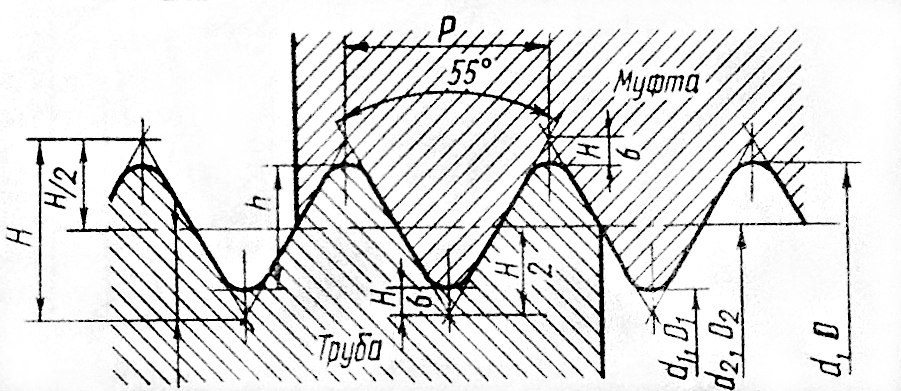
| r |

Рисунок 2.3 – Трубная резьба
Трапецеидальная резьба (рисунок 2.4)является основной резьбой для передач винт — гайка. Она имеет меньшие потери на трение, чем треугольная резьба, удобна в изготовлении и более прочна, чем прямоугольная резьба. При необходимости она допускает выборку зазоров радиальным сближением половинок гайки (если гайка выполнена разъемной по диаметральной плоскости). Трапецеидальная резьба имеет угол профиля 30°, рабочую высоту профиля  , средний диаметр
, средний диаметр  , зазор в зависимости от диаметра резьбы от 0,25 до 1 мм. Трапецеидальная резьба стандартизована в диапазоне диаметров от 8 до 640 мм; предусмотрена возможность применения резьб с мелкими, средними и крупными шагами.
, зазор в зависимости от диаметра резьбы от 0,25 до 1 мм. Трапецеидальная резьба стандартизована в диапазоне диаметров от 8 до 640 мм; предусмотрена возможность применения резьб с мелкими, средними и крупными шагами.
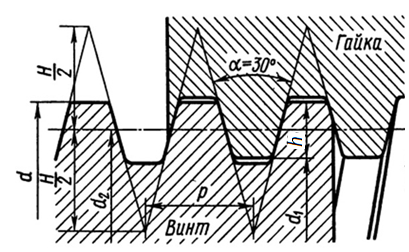

Рисунок 2.4– Трапецеидальная резьба
Упорная резьба (рисунок 2.5) применяется для винтов с большой односторонней осевой нагрузкой в прессах, нажимных устройствах прокатных станов, в грузовых крюках и т. д. Профиль витков — несимметричный трапецеидальный. Угол наклона рабочей стороны профиля для повышения к.п.д. выбран достаточно малым 3° (резьба с углом наклона профиля 0° неудобна в изготовлении), угол наклона нерабочей стороны профиля 30°, и предусмотрен значительный радиус закругления впадины для снижения концентрации напряжения. Рабочая высота профиля h = 0,75S. Усиленные упорные резьбы имеют угол нерабочей стороны профиля 45°.
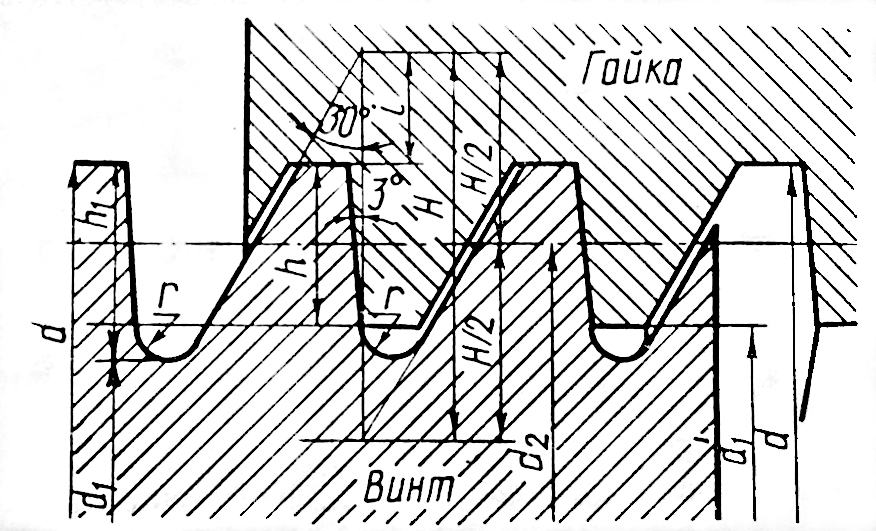

Рисунок 2.5– Упорная резьба
Круглые резьбы (рисунок 2.6) в основном применяют для винтов, подверженных большим динамическим напряжениям, а также часто завинчиваемых и отвинчиваемых в загрязненной среде (пожарная арматура, вагонные стяжки). Круглые резьбы можно применять в гидравлической арматуре из-за хорошего уплотнения. Наконец, круглые резьбы с малой высотой профиля накатывают на тонкостенные изделия, например на цоколи и патроны электроламп.
Профиль круглой силовой резьбы состоит из дуг, связанных короткими участками прямой; угол профиля 30°. Большие радиусы закруглений исключают значительную концентрацию напряжений. Попадающие в резьбу загрязняющие частицы выжимаются в зазоры.
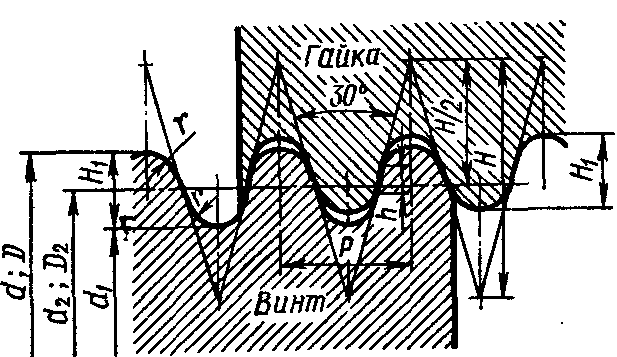

Рисунок 2.6– Круглая резьба
Для круглых резьб, применяемых на тонкостенных изделиях, характерны малая высота профиля и отсутствие прямолинейного участка, что важно для уменьшения деформаций металла в процессе накатки.
Коническая резьба (рисунок 2.7) используется в тех случаях, когда необходимо обеспечить герметичность соединения, то есть она обеспечивает непроницаемость без специальных уплотнений, также применяется для соединения труб, установки пробок, масленок и т.п. Непроницаемость достигается плотным прилеганием профилей по вершинам. Затяжкой конической резьбы можно компенсировать износ и создавать требуемый натяг. Кроме того, эти резьбы обеспечивают быстрое завинчивание и отвинчивание.
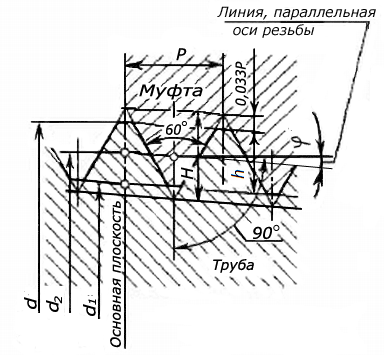

Рисунок 2.7 – Коническая резьба c углом профиля 
Целесообразно, чтобы конические резьбы имели возможность свинчиваться с цилиндрическими. Поэтому конические резьбы имеют профили, аналогичные профилям соответствующих цилиндрических резьб, и их нарезают с биссектрисой угла профиля, перпендикулярной оси винта.
Дата добавления: 2015-02-05 ; просмотров: 13519 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Метрическая резьба
На сегодняшний день в сфере машиностроения часто применяются различные резьбовые соединения. Резьба это сложный технологический процесс требующий определенных навыков и умений. Для нарезания резьбы необходимо уметь настраивать станок, подбирать, затачивать и устанавливать режущий инструмент и конечно же уметь пользоваться резьбовыми измерительными приборами. В настоящее время часто применяется метрическая резьба (имеет треугольный профиль). Начнем все по порядку и для начала разберем общие понятия:
Профиль резьбы
Профиль метрической резьбы похож на равносторонний треугольник с углом 60°. Вершинки резьбы могут быть острыми и слегка срезанными, это зависит от заточки резца и глубины резания. Не рекомендуется делать метрическую резьбу с другим углом, так как это будет являться нарушения требований к метрической резьбе в частности к ее профилю. Видоизмененный профиль резьбы влияет на резьбовое соединение деталей например винт и гайка.


Профиль наружной резьбы рис. слева и внутренней резьбы рис. справа

Профиль метрической и профиль цилиндрической резьбы и ее развертывание
- d, d1, d2 – наружный, внутренний и средний диаметр болта
- D, D1, D2 – наружный, внутренний и средний диаметр гайки
- р – шаг; ω – угол подъема
Шаг резьбы
Шаг резьбы – это расстояние между двумя вершинками резьбы измеренными вдоль оси
Угол подъема резьбы – это угол, образованный направлением выступа резьбы и плоскостью, перпендикулярной к оси резьбы. Определяется по формуле:
tgω=p/( π d2)
Ход резьбы – однозаходная резьба равен ее шагу. Если резьба имеет несколько заходов k , то ход резьбы рассчитывается по формуле: за один оборот гайка переместится в осевом направлении в k раз дальше.
Классификация резьб
По виду поверхности: цилиндрические и конические.
По признаку расположения резьбы: наружные и внутренние.
По направлению винтового выступа резьбы: правые и левые.
По числу заходов: однозаходные – образованные одним выступом и многозаходные — образованные двумя и более выступами резьбы.
| Треугольные | Трапецеидальные | Упорные | Треугольные для трубной и цилиндрической резьбы |
 |  |  |  |
По назначению: крепежные и ходовые
По системе размерности: метрические α =60° и дюймовые α =55°.
Исходный профиль метрической резьбы это треугольник высотой Р с углом α 60°. Вершина треугольника срезана, впадина профиля резьбы имеет плоскую или закругленную форму. Закругленная форма предпочтительней. Метрическая резьба выполняется с крупным и мелким шагом. Диаметры и шаги метрической резьбы оговорены в ГОСТ 8724-81, а профиль и его размеры ГОСТ 9150-81. Размеры дюймовой резьбы выражены в дюймах (один дюйм равен 25,4мм), исходный профиль дюймовой резьбы это треугольник с углом при вершине α =55°.
Виды резьб
Виды и характеристики резьб.
Классификация и основные признаки резьб:
- единица измерения диаметра (метрическая, дюймовая, модульная, питчевая резьба)
- расположение на поверхности (наружная и внутренняя резьба)
- направление движения винтовой поверхности (правая, левая);
- число заходов (одно- и многозаходная), например двузаходная, трёхзаходная и т. д.;
- профиль (треугольный, трапецеидальный, прямоугольный, круглый и др.);
- образующая поверхность на которой расположена резьба (цилиндрическая резьба и коническая резьба);
- назначение (крепёжная, крепёжно-уплотнительная, ходовая и др.).
Основные параметры резьбы и единицы измерения
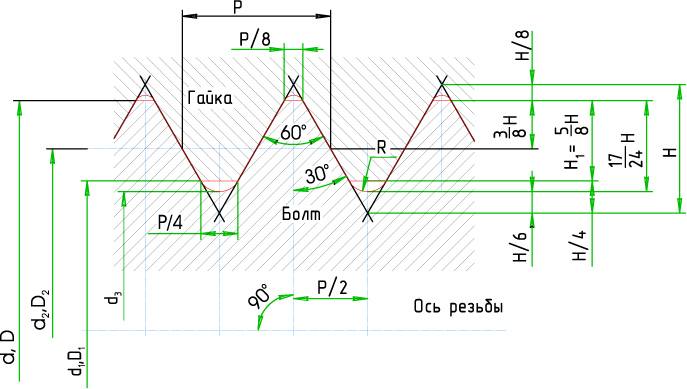
Профиль резьбы — это контур сечения резьбы в плоскости, проходящей через ось резьбовой детали. ГОСТ 9150—81 и ГОСТ 8724—81 устанавливают единый номинальный профиль для цилиндрических метрических резьб диаметром до 600 мм, включая резьбы диаметром менее 1 мм. Номинальный профиль резьбы и его элементы показаны на рис. 1. Впадина наружной резьбы (рис. 2) может быть плоскосрезанной или закругленной: Rmax = 0,144Р, Rmin = 0,108Р, где R — радиус впадины; Р — шаг резьбы.
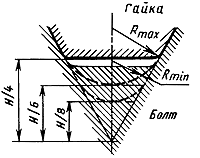 Рис. 2. Впадины резьбы болта и гайки.
Рис. 2. Впадины резьбы болта и гайки.
Резьбы определяются следующими основными параметрами: наружным, средним и внутренним диаметрами; шагом; углом профиля; углом наклона сторон профиля.
Наружный диаметр резьбы d (см. рис. 1) —диаметр цилиндра, описанного относительно вершин наружной резьбы (или впадин внутренней резьбы).
Внутренний диаметр d1 — диаметр цилиндра, вписанного в вершины внутренней резьбы (или впадины наружной резьбы).
Номинальные значения d и dx для наружной и внутренней резьбы одинаковые.
Средний диаметр d2 — диаметр воображаемого цилиндра, поверхность которого пересекает витки резьбы таким образом, что ширина витков и ширина впадин равны.
Шаг резьбы Р — расстояние между параллельными сторонами двух рядом лежащих витков резьбы крепежа, измеренное вдоль оси. ГОСТ 8724—81 устанавливает диаметры в диапазоне 0,25. 600 мм и шаги 0,075. 6 мм. Метрические резьбы могут иметь крупный шаг (при диаметрах 0,25. 68 мм) и мелкий шаг (при диаметрах 1. 600 мм).
Угол профиля α — угол между боковыми сторонами профиля, измеренный в осевой плоскости. Угол наклона сторон профиля β — угол между стороной профиля и перпендикуляром к оси резьбы. Для резьб с симметричным профилем β = 0,5α. Для резьб с асимметричным профилем, например для упорной или конической, угол наклона каждой стороны определяется независимо.
Высота исходного треугольника Н — высота остроугольного профиля, полученного при продолжении боковых сторон профиля до их пересечения. Рабочая высота профиля Н1 — высота плоскосрезанного теоретического профиля, равная полуразности наружного и внутреннего диаметров. Для метрических резьб Н = 0,866025×Р, Н1 = 0,54126×Р.
Ход Ph — величина относительного перемещения исходной средней точки по винтовой линии резьбы на угол 360°; Ph=P×n, где n — число заходов.
В действительности высота соприкосновения меньше, так как система допусков предусматривает определенные зазоры, например, по внутренним диаметрам резьбы гайки и болта.
Рабочая высота витка Н1 — наибольшая высота соприкосновения; наименьшая выcота соприкосновения обозначается Н1 min. Для резьбы с плоскосрезанным профилем Н1 и Н1 min определяют наибольшее и наименьшее перекрытие витков резьбы болта и гайки.
Угол подъёма резьбы (винтовой линии) 
Для многозаходных резьб в числителе этой формулы следует подставлять вместо Р произведение nP, где n — число заходов. Длина свинчивания (высота гайки Н) — длина (высота) соприкосновения поверхностей болта и гайки, измеренная вдоль оси.
Обозначается метрическая резьба буквой M (от англ. metric system, метрическая система мер). Резьба с номинальным диаметром 32 мм с крупным шагом обозначается как М32; резьба с номинальным диаметром 16 мм с мелким шагом – М16×1,5; для обозначения левой резьбы в конце добавляются буквы LH.
 Метрическая резьба — с шагом и основными параметрами резьбы в долях метра.
Метрическая резьба — с шагом и основными параметрами резьбы в долях метра.
Имеет широкое применение с номинальным диаметром от 1 до 600 мм и шагом от 0,25 до 6 мм. Профиль — равносторонний треугольник (угол при вершине 60°) с теоретической высотой профиля Н=0,866025404Р. Все параметры профиля измеряются в долях метра (миллиметрах).
- ГОСТ 24705-2004 (ИСО 724:1993) — Резьба метрическая. Основные размеры.
- ГОСТ 9150-2002 — Основные нормы взаимозаменяемости. Резьба метрическая. Профиль.
- ГОСТ 8724-2002 — Основные нормы взаимозаменяемости. Резьба метрическая. Диаметры и шаги.
- ISO 965-1:1998 — Резьбы метрические ISO общего назначения. Допуски. Часть 1. Принципы и основные характеристики.
- ISO 965-2:1998 — Резьбы метрические ISO общего назначения. Допуски. Часть 2. Предельные размеры резьб для болтов и гаек общего назначения. Средний класс точности.
- ISO 965-3:1998 — Резьбы метрические ISO общего назначения. Допуски. Часть 3. Отклонения для конструкционной резьбы.
- ISO 965-4:1998 — Резьбы метрические ISO общего назначения. Допуски. Часть 4. Предельные размеры для наружных винтовых резьб, гальваницированных горячим погружением, для сборки с внутренними винтовыми резьбами, нарезанными метчиком с позиции допуска H или G после гальванизации.
- ISO 965-5:1998 — Резьбы метрические ISO общего назначения. Допуски. Часть 5. Предельные размеры для внутренних винтовых резьб винтов для сборки с наружными винтовыми резьбами, гальванизированными горячим погружением, с максимальным размером позиции допуска h до гальванизации.
- ISO 68-1 — Резьбы винтовые ISO общего назначения. Основной профиль. Метрическая резьба.
- ISO 261:1998 — Резьбы метрические ИСО общего назначения. Общий вид.
- ISO 262:1998 — Резьбы ISO метрические общего назначения. Выбранные размеры для винтов, болтов и гаек.
- BS 3643 — ISO metric screw threads.
- DIN 13-12-1988 — Резьбы метрические ИСО основные и прецизионные диаметром от 1 до 300 мм. Выбор диаметров и шагов.
- ANSI B1.13M, ANSI B1.18M — Метрическая резьба М с профилем базирующимся на стандарте ISO 68.
Условное обозначение: буква M (metric), числовое значение номинального диаметра резьбы (d, D на схеме, оно же внешний диаметр резьбы на болте) в миллиметрах, числовое значение шага (для резьбы с мелким шагом) (P на схеме) и буквы LH для левой резьбы. Например, резьба с номинальным диаметром 16 мм с крупным шагом обозначается как M16; резьба с номинальным диаметром 36 с мелким шагом 1,5 мм — М36х1,5; такая же по диаметру и шагу но левая резьба М36х1,5LH.
Таблица стандартного шага метрических резьб
Резьба. Виды, геометрия и профили резьбы
1. Геометрия винтовой линии резьбы
Резьбовые соединения деталей являются наиболее распространенными в машиностроении.
В результате сочетания вращательного движения заготовки и поступательного перемещения резца (рис. 1, а) на поверхности заготовки наносится след в виде винтовой линии. При углублении резца на поверхности заготовки образуется винтовая поверхность (рис. 1, б), называемая резьбой.
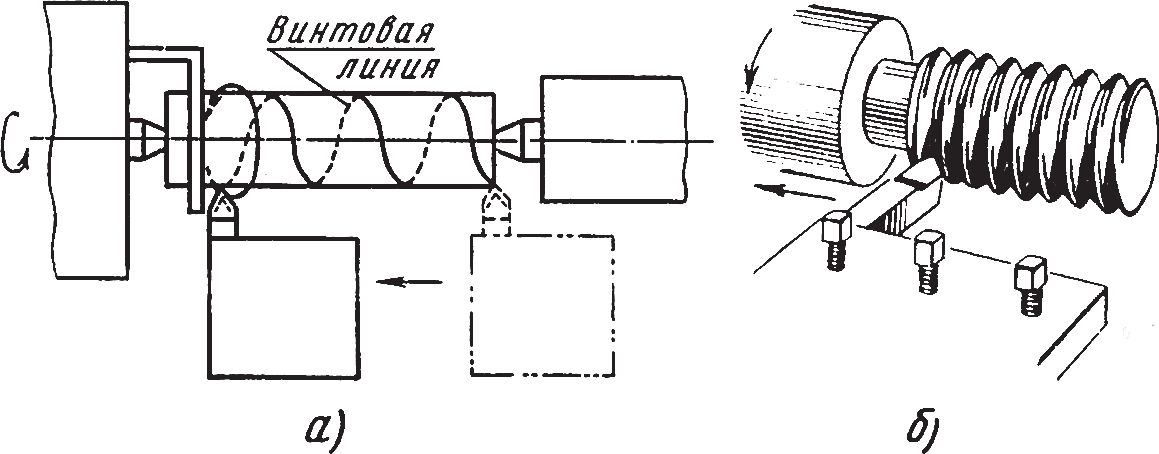
Рис. 1. Схема нарезания наружной резьбы: а – схема движения инструмента и заготовки; б – нарезание резьбы резцом
Метод получения винтовой поверхности используется для получения различных типов резьбы при заданных сочетаниях параметров движений заготовки и резца.
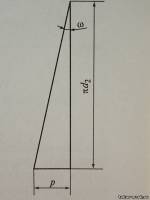
Среди резьбовых соединений наиболее распространены крепежные соединения – болт, винт, гайка и др. В резьбовом соединении (болта с гайкой) при вращении одной детали относительно другой, происходит взаимное перемещение деталей вдоль оси вращения. Если развернуть винтовую линию на плоскость, то наклон винтовой линии к плоскости, перпендикулярной к оси вращения детали, называют углом подъема винтовой линии – Ψ (рис. 2).
Расстояние между соседними винтовыми линиями, измеренное вдоль оси заготовки, называется шагом Р винтовой линии. Если часть поверхности детали, равную шагу винтовой линии, развернуть на плоскость, то из прямоугольного треугольника АБВ (рис. 2) можно определить tgΨ=Р/πd, где d – диаметр детали с винтовой линией.
При этом углубление или выступ на поверхности детали, расположенные по винтовой линии, образуют винтовую поверхность – резьбу.
Резьбу применяют для соединения, уплотнения или обеспечения заданных взаимных перемещений деталей машин и механизмов.
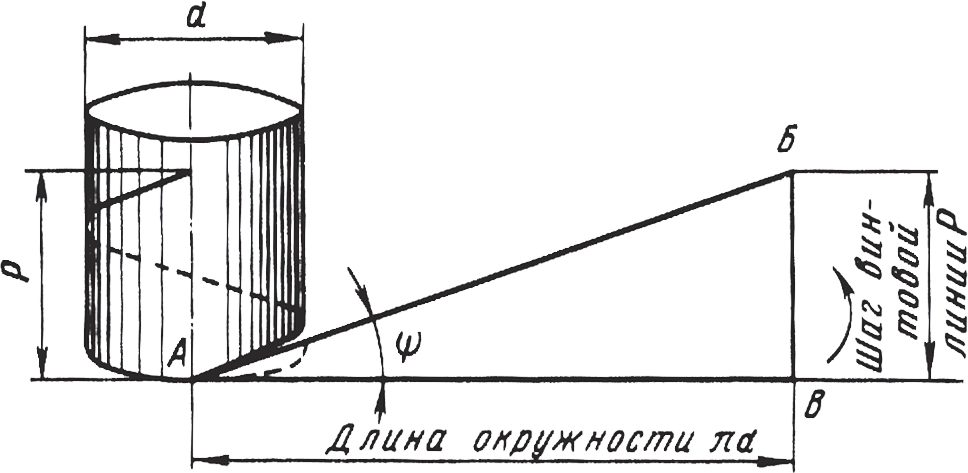
Рис. 2. Геометрия винтовой линии
2. Профили резьбы и определения основных элементов
В зависимости от назначения резьбового соединения применяют резьбы различного профиля. Профилем принято называть контур выступа и канавки резьбы в плоскости ее осевого сечения. Широко применяют резьбы с остроугольным, трапецеидальным и прямоугольным профилем.
К основным элементам резьбы относят (рис. 3, а-е):
- профиль резьбы – контур сечения витка в плоскости, проходящей через ось резьбы;
- угол профиля α – угол между смежными боковыми сторонами резьбы в плоскости осевого сечения;
- вершину профиля – часть винтовой поверхности, соединяющую смежные боковые стороны резьбы по вершине ее выступа;
- впадину профиля – часть винтовой поверхности, соединяющую смежные боковые стороны резьбы по дну ее канавки;
- шаг р резьбы – расстояние, измеренное по линии, параллельной оси резьбы, между точками одноименных боковых сторон профиля, лежащими в одной осевой плоскости по одну сторону от оси резьбы;
- наружный диаметр d резьбы – диаметр воображаемого цилиндра, описанного вокруг вершин наружной или впадин внутренней цилиндрической резьбы;
- внутренний диаметр d1 резьбы – диаметр воображаемого цилиндра, вписанного во впадины наружной или вершины внутренней цилиндрической резьбы;
- средний диаметр d2 резьбы – диаметр воображаемого цилиндра, соосного с резьбой, образующая которого делится боковыми сторонами профиля на отрезки, равные половине шага резьбы;
- угол Ψ подъема резьбы – угол наклона профиля, образованный касательной к винтовой линии, описываемой средней точкой боковой стороны резьбы и плоскостью, перпендикулярной оси резьбы:
Для многозаходной резьбы вместо р следует подставлять рn, где n – число заходов.
Элементы наружной резьбы (болта) обозначают d, d1 и d2, а внутренней резьбы (гайки) – D, D1 и D2:
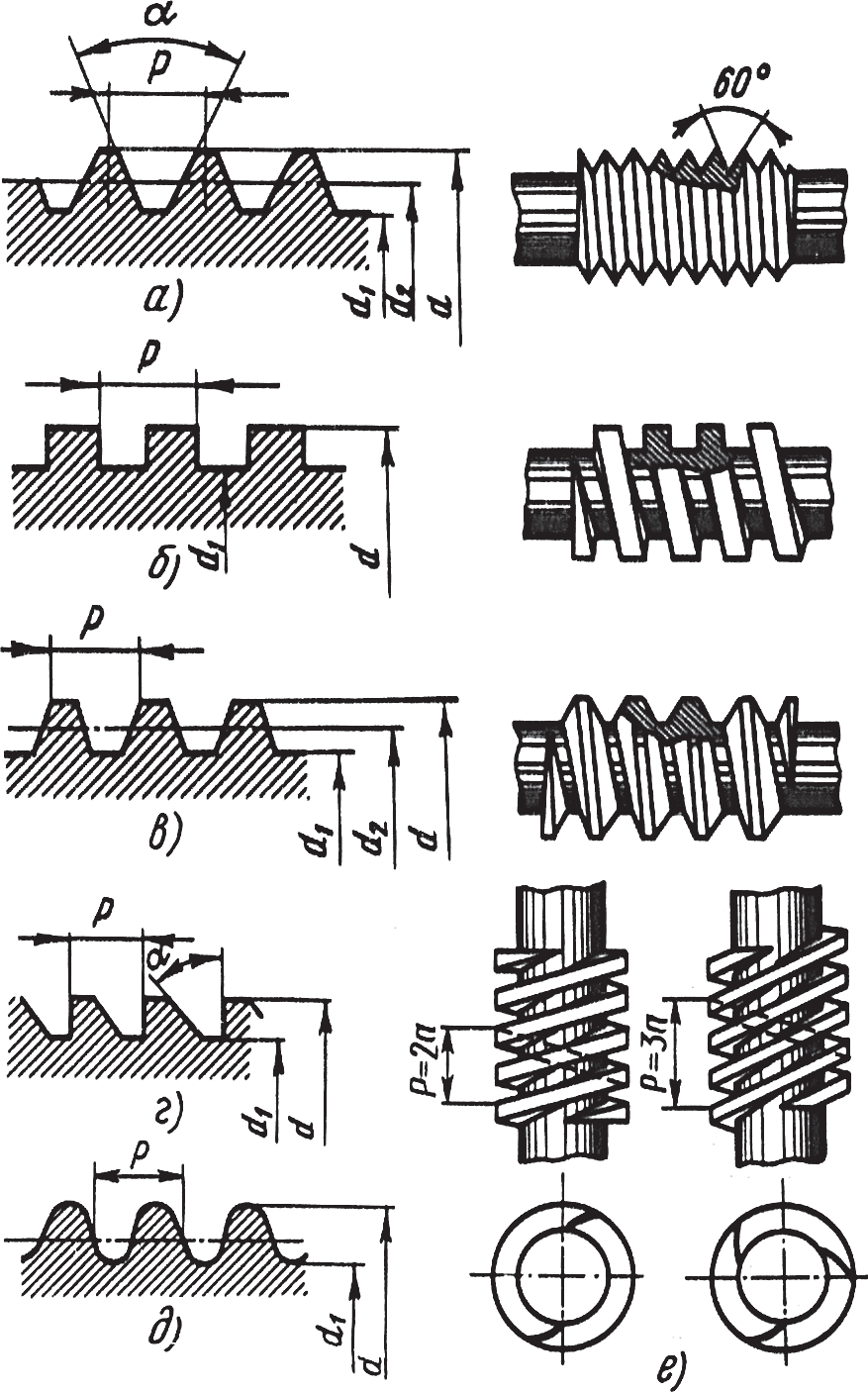
Рис. 3. Резьбы различного профиля: а – остроугольная; б – прямоугольная; в – трапецеидальная; г – упорная; д – круглая; е – двух- и трехзаходная
Резьбы бывают левые и правые. Винт с правой резьбой завертывается при вращении по часовой стрелке – слева направо, винт с левой резьбой при вращении против часовой стрелки – справа налево.
Различают резьбы однозаходные и многозаходные (рис. 3, е). Однозаходная резьба образована одной непрерывной ниткой резьбы и ее шаг р=d2πtgΨ, а многозаходная – несколькими нитками резьбы, эквидистантно расположенными на поверхности детали и ее шаг рn=p. Число заходов n, ниток резьбы, легко определить на торце детали, где начинается резьбовая поверхность (рис. 3, е).
В многозаходной резьбе различают ход и шаг. Ходом многозаходной резьбы называют расстояние между одноименными точками одного витка или нитки, измеренное параллельно оси детали. Ход многозаходной резьбы равен шагу резьбы, умноженному на число заходов – рn=pn, где n – число заходов.
Резьбы в зависимости от выполняемой работы бывают передающие движение и крепежные. Первые предназначены для преобразования вращательного движения в поступательное, которое часто применяют в механизмах перемещения, в зажимных устройствах и т. д. Обычно такие резьбы имеют прямоугольный или трапецеидальный профиль. Когда направление действия осевого усилия не зависит от направления вращения гайки или винта, применяют упорную резьбу. Резьбы треугольного профиля используют на крепежных деталях.
Применяют три системы резьбы: метрическую, дюймовую и трубную; кроме того, имеются также резьбы: прямоугольная, трапецеидальная, упорная, круглая и коническая резьба Бриггса по ГОСТ 6111-52.
Профиль метрической резьбы (рис. 3, а) имеет вид треугольника с углом при вершине α=60°. Существует шесть видов метрической резьбы с различными величинами шага — основная (М10, М20 и т. д.) и мелкие от 1-й до 5-й включительно (М24х1,5; М30х2 и т.д.). Метрические резьбы в основном применяют для крепежных деталей: шпилек, винтов, болтов, гаек и др.
Профиль прямоугольной и трапецеидальной резьбы (рис. 3; б, в) по ГОСТ 9484-81 применяют для передачи движения, например, в ходовых винтах и винтах суппортов металлорежущих станков, домкратах и т.п.
Профиль упорной резьбы (рис. 3, г) используют для механизмов, работающих под большим давлением, действующим в одном направлении, например, в гидравлических и механических прессах. Профиль упорной резьбы регламентирован стандартами: профиль резьбы упорной с углом профиля α=30° по ГОСТ 10177-82 и профиль резьбы упорной с углом профиля α=45° по ГОСТ 13535-87. Рабочий угол профиля, совпадающий с диаметром резьбы, принят равным 3° из технологических соображений для нарезания резьбы.
Профиль трубной цилиндрической резьбы имеет вид треугольника с углом α=55°, который при вершине имеет закругление. Каждому размеру резьбы в дюймах соответствует определенное число ниток резьбы на 1″ (не менее 11). За диаметр трубной резьбы условно принимают условный диаметр отверстия трубы. Трубная резьба, с зазором в пределах допуска под уплотнитель, предназначена для различных трубных соединений, арматуры трубопроводов и фитингов.
Профиль резьбы трубной конической с углом профиля 55° по ГОСТ 6211-81 соответствует закругленному профилю трубной цилиндрической резьбы.
Профиль резьбы трубной конической с углом профиля 60° по ГОСТ 6111-52 имеет остроконечный профиль.
Сбеги, недорезы, проточки и фаски. При нарезании резьбы на детали образуются участки с резьбой неполного профиля (с неполной глубиной резьбы), которые необходимо учитывать при определении рабочей длины резьбы (рис. 4).
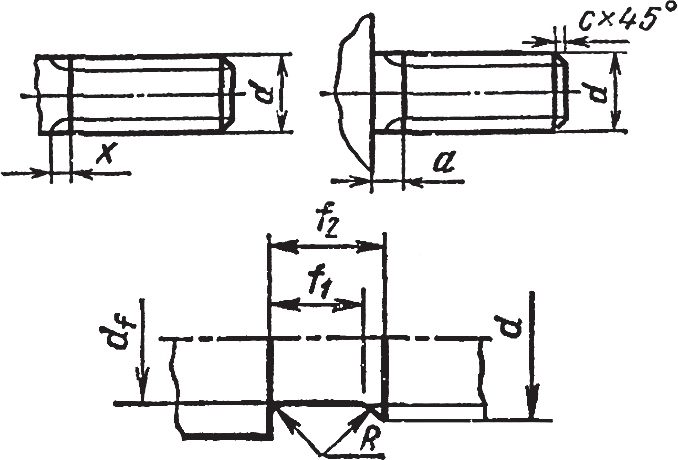
Рис. 4. Элементы резьбы: x – сбег; а – недорез; с – фаска; f1 – проточка
Если необходимо дать выход инструменту при нарезании резьбы, то предусматривают на нарезаемой поверхности канавку (проточку).
Сбег резьбы – длина поверхности вдоль оси стержня или отверстия с неполным профилем резьбы, образуемой заходной режущей кромкой инструмента.
Недорез резьбы – длина поверхности вдоль оси стержня или отверстия с учетом неполного профиля резьбы, образуемого заходной режущей кромкой инструмента, когда инструмент упирается в торцовую поверхность.
Проточка – углубление на поверхности стержня или отверстия, которое исключает сбег или недорез резьбы.
Фаска – переходная поверхность от торцовой поверхности к цилиндрической, которая служит для захода инструмента при нарезании резьбы и защитой заходных витков резьбы.
Длина свинчивания – сопрягаемая длина вдоль оси контакта резьбы болта и гайки. Для стандартной резьбы нормальной длиной свинчивания является высота стандартной гайки – 0,8d.
Величину сбегов, недорезов, проточек и фасок для соединений с наружной и внутренней метрической резьбой определяют по табл. 1 и 2.
Таблица 1. Сбеги, недорезы, проточки и фаски для наружной метрической резьбы, мм (зависимости эмпирические)
с внутренней резьбой
Таблица 2. Сбеги, проточки, недорезы и фаски для внутренней метрической резьбы (зависимости эмпирические)