Шаг для основной и мелкой резьбы
Шаг для основной и мелкой резьбы
ШАГ РЕЗЬБЫ ДЛЯ ОСНОВНОЙ И МЕЛКОЙ ОДНОЗАХОДНОЙ РЕЗЬБЫ
Шаг резьбы Р, мм
мелкая резьба
| резьба | основная резьба | мелкая | мелкая 2 | супермелкая |
| М1 | 0,25 | 0,20 | — | — |
| М1,2 | 0,25 | 0,20 | — | — |
| М1,4 | 0,30 | 0,20 | — | — |
| М1,6 | 0,35 | 0,20 | — | — |
| М1,8 | 0,35 | 0,20 | — | — |
| М2 | 0,40 | 0,25 | — | — |
| М2,2 | 0,45 | 0,25 | — | — |
| М2,5 | 0,45 | 0,35 | — | — |
| МЗ | 0,50 | 0,35 | — | — |
| М3,5 | 0,60 | 0,35 | — | — |
| М4 | 0,70 | 0,50 | — | — |
| М5 | 0,80 | 0,50 | — | — |
| Мб | 1,00 | 0,75 | 0,50 | — |
| М8 | 1,25 | 1,00 | 0,75 | 0,50 |
| М10 | 1,50 | 1,25 | 1,00 | 0,75 |
| М12 | 1,75 | 1,50 | 1,25 | 1,00 |
| М14 | 2,00 | 1,50 | 1,25 | 1,00 |
| М16 | 2,00 | 1,50 | 1,25 | 1,00 |
| М18 | 2,50 | 2,00 | 1,50 | 1,00 |
| М20 | 2,50 | 2,00 | 1,50 | 1,00 |
| М22 | 2,50 | 2,00 | 1,50 | 1,00 |
| М24 | 3,00 | 2,00 | 1,50 | 1,00 |
| М27 | 3,00 | 2,00 | 1,50 | 1,00 |
| МЗО | 3,50 | 2,00 | 1,50 | 1,00 |
| МЗЗ | 3,50 | 2,00 | 1,50 | 1,00 |
| М36 | 4,00 | 3,00 | 2,00 | 1,50 |
| М39 | 4,00 | 3,00 | 2,00 | 1,50 |
| М42 | 4,50 | 3,00 | 2,00 | 1,50 |
| М45 | 4,50 | 3,00 | 2,00 | 1,50 |
| М48 | 5,00 | 3,00 | 2,00 | 1,50 |
| М52 | 5,00 | 3,00 | 2,00 | 1,50 |
| М56 | 5,50 | 4,00 | 3,00 | 1,50 |
| М60 | 5,50 | 4,00 | 3,00 | 1,50 |
| М64 | 6,00 | 4,00 | 3,00 | 2,00 |
| М68 | 6,00 | 4,00 | 3,00 | 2,00 |
О Нас
- Компания
- Контакты
- Сотрудничество
- Развитие Сети
- Дисконтные карты
Каталог
- Категории
- Производители
- Корзина
- Личный кабинет
- Технический Каталог
Франшиза
- Франшиза «Крепмаркет»
- Магазины В России
Помощь
- ОПЛАТА И ДОСТАВКА
- ПУНКТЫ САМОВЫВОЗА
- ПРАВИЛА МАГАЗИНА
- ПРОВЕРИТЬ СТАТУС ЗАКАЗА
- КАЛЬКУЛЯТОР
«КРЕПМАРКЕТ»
МОСКВА, ПУТИЛКОВСКОЕ ШОССЕ, 111А
ОГРН1147746682401, ИНН7708815451
Метрическая резьба: таблица размеров и параметры по ГОСТ
Метрическая резьба – это винтовая нарезка на наружных или внутренних поверхностях изделий. Форма выступов и впадин, которые ее формируют, представляет собой равнобедренный треугольник. Метрической эту резьбу называют потому, что все ее геометрические параметры измеряются в миллиметрах. Она может наноситься на поверхности как цилиндрической, так и конической формы и использоваться для изготовления крепежных элементов различного назначения. Кроме того, в зависимости от направления подъема витков резьба метрического типа бывает правая или левая. Помимо метрической, как известно, есть и другие типы резьбы – дюймовая, питчевая и др. Отдельную категорию составляет модульная резьба, которую используют для изготовления элементов червячных передач.
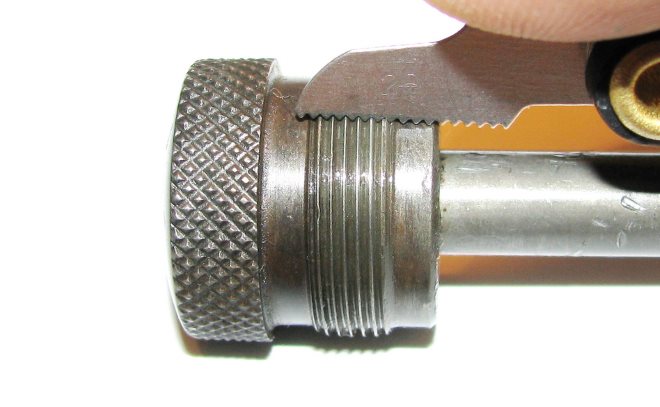
От точности исполнения метрической резьбы зависит надежность разъемного соединения
Основные параметры и сферы применения
Наиболее распространенной является метрическая резьба, наносимая на наружные и внутренние поверхности цилиндрической формы. Именно она чаще всего используется при изготовлении крепежных элементов различного типа:
- анкерных и обычных болтов;
- гаек;
- шпилек;
- винтов и др.
Детали конической формы, на поверхность которых нанесена резьба метрического типа, требуются в тех случаях, когда создаваемому соединению необходимо придать высокую герметичность. Профиль метрической резьбы, нанесенной на конические поверхности, позволяет формировать плотные соединения даже без использования дополнительных уплотнительных элементов. Именно поэтому она успешно применяется при монтаже трубопроводов, по которым транспортируются различные среды, а также при изготовлении пробок для емкостей, содержащих жидкие и газообразные вещества. Следует иметь в виду, что профиль резьбы метрического типа один и тот же на цилиндрических и на конических поверхностях.
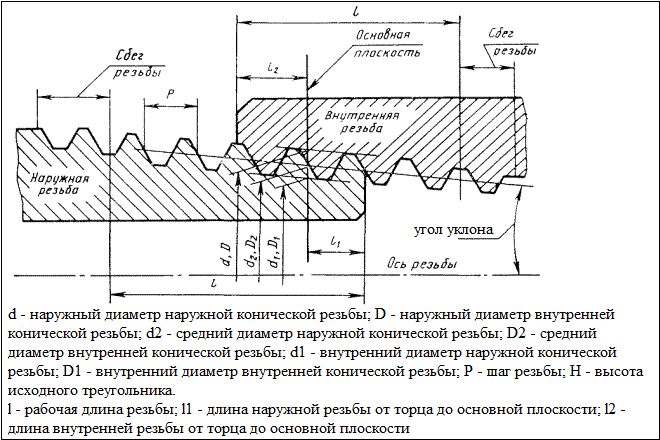
Параметры конусной метрической резьбы
Виды резьб, относящихся к метрическому типу, выделяют по ряду параметров, к которым относятся:
- размеры (диаметр и шаг резьбы);
- направление подъема витков (левая или правая резьба);
- расположение на изделии (внутренняя или наружная резьба).
Есть и дополнительные параметры, в зависимости от которых метрические резьбы разделяются на различные виды.
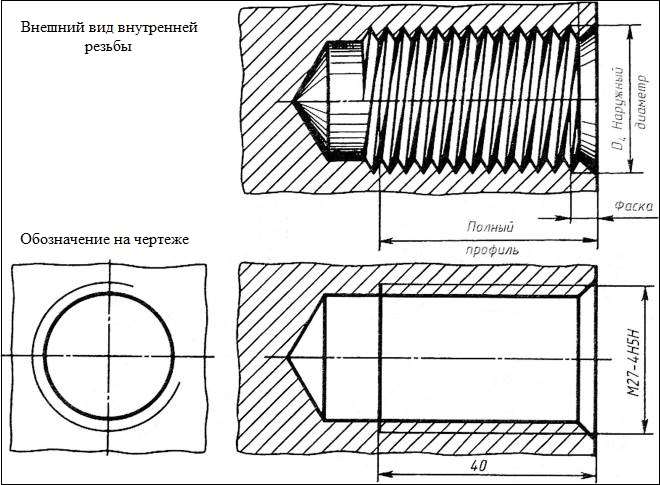
Внутренняя метрическая резьба
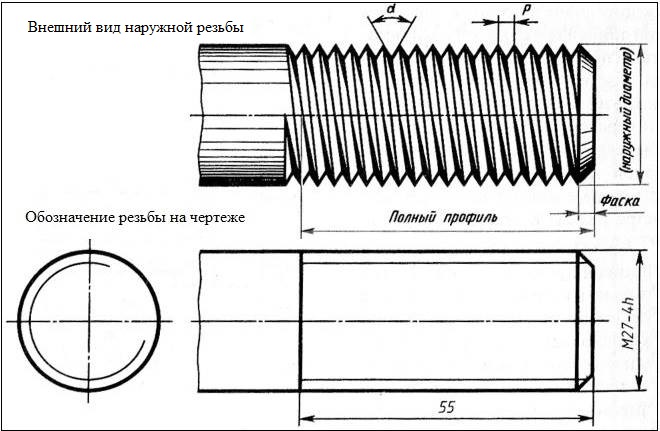
Наружная метрическая резьба
Геометрические параметры
Рассмотрим геометрические параметры, которые характеризуют основные элементы резьбы метрического типа.
- Номинальный диаметр резьбы обозначается буквами D и d. При этом под буквой D понимают номинальный диаметр наружной резьбы, а под буквой d – аналогичный параметр внутренней.
- Средний диаметр резьбы в зависимости от ее наружного или внутреннего расположения обозначается буквами D2 и d2.
- Внутренний диаметр резьбы в зависимости от ее наружного или внутреннего расположения имеет обозначения D1 и d1.
- Внутренний диаметр болта используется для расчета напряжений, создаваемых в структуре такого крепежного изделия.
- Шаг резьбы характеризует расстояние между вершинами или впадинами соседних резьбовых витков. Для резьбового элемента одного и того же диаметра различают основной шаг, а также шаг резьбы с уменьшенными геометрическими параметрами. Для обозначения этой важной характеристики используют букву P.
- Ход резьбы представляет собой расстояние между вершинами или впадинами соседних витков, сформированных одной винтовой поверхностью. Ход резьбы, которая создана одной винтовой поверхностью (однозаходная), равен ее шагу. Кроме того, значение, которому соответствует ход резьбы, характеризует величину линейного перемещения резьбового элемента, совершаемого им за один оборот.
- Такой параметр, как высота треугольника, который формирует профиль резьбовых элементов, обозначается буквой H.
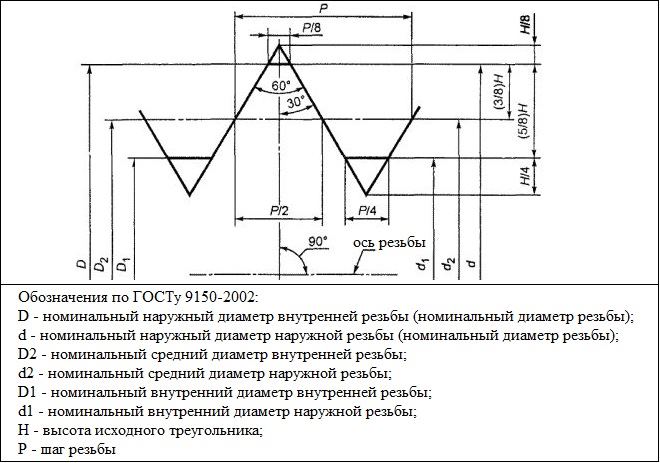
Геометрические параметры основного профиля метрической резьбы
Таблица значений диаметров метрической резьбы (все параметры указаны в миллиметрах)

Значения диаметров метрической резьбы (мм)
Полная таблица метрических резьб согласно ГОСТ 24705-2004 (все параметры указаны в миллиметрах)
Полная таблица метрических резьб согласно ГОСТ 24705-2004
Основные параметры резьбы метрического типа оговариваются несколькими нормативными документами.
Этот стандарт содержит требования к параметрам шага резьбы и ее диаметра. ГОСТ 8724, действующая редакция которого вступила в силу в 2004 году, является аналогом международного стандарта ISO 261-98. Требования последнего распространяются на метрические резьбы диаметром от 1 до 300 мм. По сравнению с этим документом, ГОСТ 8724 действует для более широкого диапазона диаметров (0,25–600 мм). В настоящий момент актуальна редакция ГОСТа 8724 2002, вступившего в действие в 2004 году вместо ГОСТа 8724 81. Следует иметь в виду, что ГОСТ 8724 регламентирует отдельные параметры метрической резьбы, требования к которой оговаривают и другие стандарты резьб. Удобство использования ГОСТа 8724 2002 (как и других подобных документов) состоит в том, что вся информация в нем содержится в таблицах, в которые включены метрические резьбы с диаметрами, находящимися в вышеуказанном интервале. Требованиям данного стандарта должна соответствовать как левая, так и правая резьба метрического типа.
ГОСТ 24705 2004
Данный стандарт оговаривает, какие должна иметь резьба метрическая основные размеры. ГОСТ 24705 2004 распространяется на все резьбы, требования к которым регламентируются ГОСТом 8724 2002, а также ГОСТом 9150 2002.
Это нормативный документ, в котором оговорены требования к профилю метрической резьбы. ГОСТ 9150, в частности, содержит данные о том, каким геометрическим параметрам должен соответствовать основной резьбовой профиль различных типоразмеров. Требования ГОСТа 9150, разработанного в 2002 году, как и двух предыдущих стандартов, распространяются на метрические резьбы, витки которых поднимаются слева вверх (правого типа), и на те, винтовая линия которых поднимается влево (левого типа). Положения данного нормативного документа тесно перекликаются с требованиями, которые приводит ГОСТ 16093 (а также ГОСТы 24705 и 8724).
Данный стандарт оговаривает требования к допускам на метрическую резьбу. Кроме того, ГОСТ 16093 предписывает, как должно осуществляться обозначение резьбы метрического типа. ГОСТ 16093 в последней редакции, которая вступила в действие в 2005 году, включает в себя положения международных стандартов ISO 965-1 и ISO 965-3. Под требования такого нормативного документа, как ГОСТ 16093, подпадает как левая, так и правая резьба.
Стандартизируемым параметрам, указанным в таблицах резьб метрического типа, должны соответствовать размеры резьбы на чертеже будущего изделия. Выбор инструмента, при помощи которого будет выполняться ее нарезка, должен быть обусловлен данными параметрами.
Правила обозначения
Для обозначения поля допуска отдельного диаметра метрической резьбы используется сочетание цифры, которая указывает на класс точности резьбы, и буквы, определяющей основное отклонение. Поле допуска резьбы также должно обозначаться двумя буквенно-цифровыми элементами: на первом месте – поле допуска d2 (средний диаметр), на втором – поле допуска d (наружный диаметр). В том случае, если поля допусков наружного и среднего диаметров совпадают, то в обозначении они не повторяются.
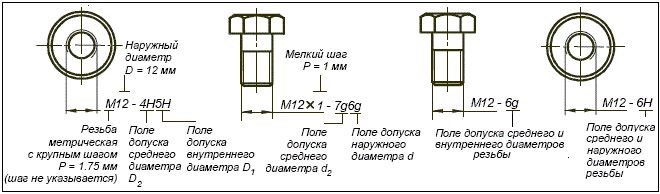
Обозначение метрической резьбы
По правилам первым проставляется обозначение резьбы, затем следует обозначение поля допуска. Следует иметь в виду, что шаг резьбы в маркировке не обозначается. Узнать данный параметр можно из специальных таблиц.
В обозначении резьбы также указывается, к какой группе по длине свинчивания она относится. Всего существует три таких группы:
- N – нормальная, которая не указывается в обозначении;
- S – короткая;
- L – длинная.
Буквы S и L, если они необходимы, идут за обозначением поля допуска и отделяются от него длинной горизонтальной чертой.
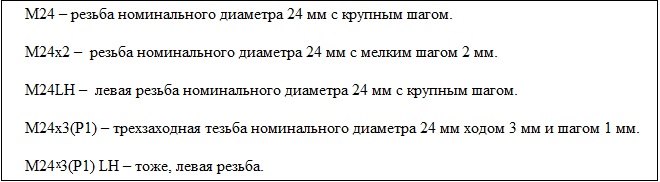
Пример обозначение резьбы на 24 мм различного типа (по ГОСТу 8724)
Обязательно указывается и такой важный параметр, как посадка резьбового соединения. Это дробь, формируемая следующим образом: в числителе проставляется обозначение внутренней резьбы, относящееся к полю ее допуска, а в знаменателе – обозначение поля допуска на резьбу наружного типа.
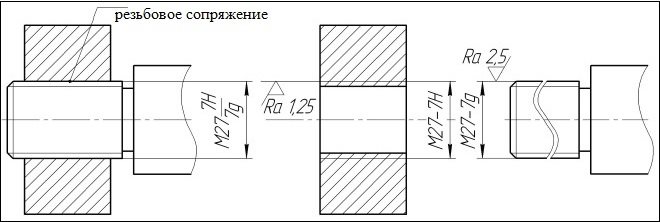
Пример обозначения посадки резьбового соединения на чертежах
Поля допусков
Поля допусков на метрический резьбовой элемент могут относиться к одному из трех типов:
- точные (с такими полями допуска выполняется резьба, к точности которой предъявляются высокие требования);
- средние (группа полей допуска для резьбы общего назначения);
- грубые (с такими полями допуска выполняют резьбонарезание на горячекатаных прутках и в глубоких глухих отверстиях).
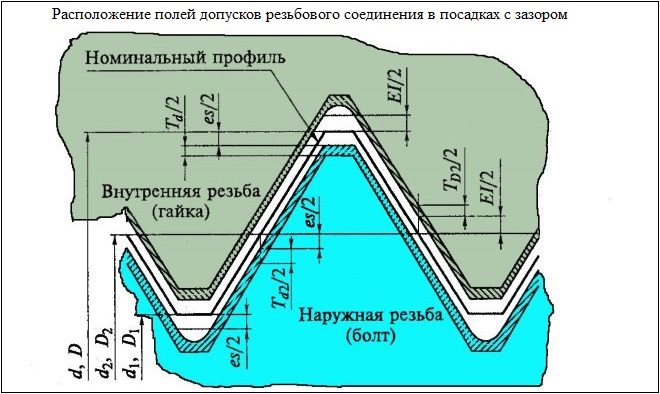
Свинчиваемость деталей в резьбовом соединении обеспечивается допусками
Поля допусков на резьбы выбираются из специальных таблиц, при этом надо придерживаться следующих рекомендаций:
- в первую очередь выбираются поля допусков, выделенные жирным шрифтом;
- во вторую – поля допусков, значения которых вписаны в таблицу светлым шрифтом;
- в третью – поля допусков, значения которых указаны в круглых скобках;
- в четвертую (для крепежных изделий коммерческого назначения) – поля допусков, значения которых содержатся в квадратных скобках.
В отдельных случаях разрешается использовать поля допусков, образованные отсутствующими в таблицах сочетаниями d2 и d. Допуски и предельные отклонения на резьбу, на которую впоследствии будет наноситься покрытие, учитываются по отношению к размерам резьбового изделия, пока еще не обработанного с помощью такого покрытия.
Какой шаг резьбы стандартный?
Очень часто к нам поступают вопросы на одну и ту же тему: «у вас крепёж со стандартным шагом резьбы?»
И, действительно, какой шаг резьбы можно назвать «стандартным»? И, вообще, что такое шаг резьбы, где он задан?
Давайте разберём вместе.
Термины и определения основных понятий в области цилиндрической и конической резьб, применяемые в науке, технике и производстве, устанавливает ГОСТ 11708-82:

Номинальный диаметр резьбы:
диаметр, условно характеризующий размеры резьбы и используемый при ее обозначении.
Шаг резьбы (P):
расстояние по линии, параллельной оси резьбы между средними точками ближайших одноименных боковых сторон профиля резьбы, лежащими в одной осевой плоскости по одну сторону от оси резьбы.
Какой шаг резьбы можно назвать «стандартным»?
Стандартным можно назвать только тот шаг, значения которого заданы государственным стандартом. Очевидно, что геометрия резьбы болта/винта/шпильки должна полностью совпадать с ответной резьбой условной гайки. В рамках одного значения номинального диаметра резьбы должен совпадать и её шаг, иначе гайка попросту не накрутится на резьбовую шпильку. Для этого ГОСТ 8724-2002* задаёт на государственном уровне соответствие шагов для каждого диаметра метрической резьбы:
* в международном нормативно-правовом поле это стандарт соответствует ИСО 261-98






Согласно требованиям ГОСТа 8724-2002 в условное обозначение размера резьбы должны входить: буква М, номинальный диаметр резьбы и шаг резьбы, выраженные в миллиметрах и разделённые знаком «х». Например, для резьбы М8:
- М8х1,25 – с крупным шагом,
- М8х1,0 – с мелким шагом,
- М8х0,75 – с мелким шагом,
- М8х0,5 – с мелким шагом.
При этом ГОСТ 8724-2002 допускает не указывать крупный шаг в обозначении резьбы, например:
- М8 (для М8х1,25 – с крупным шагом).
Именно поэтому среди специалистов крепёжного рынка крупный шаг, который, как правило, не указывается при обозначении резьбы, принято называть «стандартным».
Хотя это не совсем правильно. И крупные, и мелкие шаги для своего диаметра резьбы заданы ГОСТом – отечественным стандартом. А значит и крупные, и мелкие шаги резьбы по ГОСТ 8724-2002 являются стандартными.
Зачем нужны крепёжные изделия с мелким шагом.
Уменьшение шага резьбы при неизменных наружном диаметре и высоте гайки снижает прочность соединения, так как для мелкой резьбы труднее в пределах одного класса точности обеспечить перекрытие витков, одинаковое с крупной резьбой. Между тем, в авиа- и автостроении применение резьбы с мелким шагом целесообразно, так как при больших отношениях диаметра резьбы к шагу площадь стержня болта увеличивается и, как следствие, возрастает его прочность.
[Биргер, И. А. Резьбовые и фланцевые соединения [Текст] / И. А. Биргер, Г. Б. Иосилевич. — М.: Машиностроение, 1990. — 368 с.: ил.; 22 см. — Библиогр.: с. 361.]
Резьба с мелким шагом предпочтительна к применению для тонкостенных деталей, при короткой длине свинчивания, равной высоте гайки, при работе в условиях вибрационных нагрузок.
[Кайнова, В. Н. Нормирование точности изделий машиностроения [Текст]: учеб. пособие для студентов машиностроит. специальностей / В.Н.Кайнова, Г.И.Лебедев, С.Ф.Магницкая и др.; под ред. В.Н.Кайновой. — Н. Новгород: НГТУ, 2001. — 143 с.: ил.].
В дополнение к этому, резьба с мелким шагом применяется в регулировочных и установочных винтах и гайках, так как с ее помощью легче осуществить точную регулировку.
По умолчанию компания BEST-Крепёж поставляет крепёжные изделия с метрической резьбой из коррозионно-стойких сталей с крупным шагом по ГОСТ 8724-2002.
Кроме этого, мы предлагаем нашим клиентам стандартный крепёж с мелким шагом метрической резьбы.
Размеры и шаг резьбы самонарезающих винтов (винтов для листового металла) с резьбой ST регламентирует ГОСТ ISO 1478-2015:

Остались вопросы?
Задайте их нашему техническому специалисту, мы ответим на них в течение 1-2 рабочих дней!
Шаг метрической резьбы: таблица размеров

Метрические резьбы имеют много общих характеристик с британскими, поэтому следует проявлять осторожность, пытаясь дифференцировать их. Во-первых, если метрическая резьба DIN 7631, то она будет иметь фаску 30° на внешней нарезке. Для штуцеров в применении порта, метрические штуцеры (ISO 9974) также практически повторяют концы стержня BSPP (ISO 1179). Единственная разница между резьбами. Фитинги BSPT очень похожи на фитинги с метрической конусностью, хотя метрическая конусность встречается гораздо реже. Существуют также вариации уплотняющих поверхностей между различными типами метрических фитингов, которые могут создать трудности при попытке идентификации.

Особенности метрической резьбы
Диаметр болта — это диаметр хвостовика, выраженный в миллиметрах для метрических болтов. Поскольку это примерно то же самое, что и основной диаметр, его измерение можно использовать для полностью резьбовых болтов.
Длина крепежной детали измеряется от того места, где предполагается поверхность материала, до конца. Для крепежных деталей, где головка обычно находится над поверхностью, измерение производится непосредственно под шляпкой до конца. Для болтов и шурупов, которые предназначены для потайной обработки, измерение производится от точки на головке, где находится поверхность материала, до конца изделия.
Метрические крепежные детали производятся с шагом резьбы. Поэтому вместо количества резьб, как это принято в дюймовых, вычисляют именно его. Под шагом резьбы понимают расстояние между нитями, выраженное в мм (определяется по длине стержня крепежа). К примеру, шаг резьбы 1,5 означает, что промежуток между соседними нитями составляет 1,5 мм. Как правило, меньшие крепежные изделия обладают более тонкой резьбой, поэтому они имеют уменьшенный шаг резьбы.
Таблица метрической резьбы
Для метрических параллельных резьб показания суппорта 12.03 мм указывают на то, что это, скорее всего, резьба 12 мм. Мы все еще не знаем, однако, если это 1.0 или 1.5 шаг резьбы (или какой-то другой шаг).
Эти шаги должны быть предприняты, чтобы гарантировать успешное определение метрической резьбы:
- Выявить, является ли резьба параллельной или конической.
- Вычислить шаг резьбы в мм с помощью калибра резьбы или суппортов (обычно 1,0, 1,5 или 2,0, но существуют и другие размеры).
- Определить, наружная резьба или внутренняя с помощью суппортов.
- Найти самое близкое совпадение на диаграмме (резьба наружная и шаг объединяются в «выноску резьбы», такую как M12 x 1.5, указывающую на 12 мм с шагом 1,5 мм).
- Если существует уплотнение или угловая уплотнительная поверхность, стоит использовать ее для определения конкретного типа метрического фитинга.
Таблица спецификации метрической резьбы:
Наружная резьба (мм)
Внутренняя резьба (мм)
Если вы определили фитинг как имеющий метрическую резьбу, все равно нужно определить, какая это версия или стиль.
Фитинги для труб DIN
Трубные фитинги по международному стандарту DIN имеют коническое горло 24° на внутренней стороне наружного фитинга, которое должно четко идентифицировать его как DIN, если также была идентифицирована метрическая резьба. Чтобы определить, к какой серии и размеру трубки относится фитинг, следует изучить гайку трубки: большинство производителей указывают серию и размер трубки на самом изделии. Система, используемая для этой маркировки, сочетает серию труб с трубкой наружной резьбы, например: размер 15-миллиметровой трубки в серии L сокращается до L15.
Если серия и размер не указаны на детали, нужно сопоставить трубу с метрической выноской резьбы (размер резьбы и шаг резьбы в мм).
Фитинги Kobelco и Komatsu
Фитинги Kobelco по существу такие же, как фитинги для метрических труб 24° DIN, однако все размеры резьбы Kobelco имеют шаг 1,5 мм. Все трубные аксессуары для фитингов Kobelco относятся к серии L и полностью взаимозаменяемы. Однако встречаются некоторые размеры, которые действительно уникальны для Kobelco.
Фитинги Komatsu имеют шаг резьбы 1,5 мм во всех размерах и уплотнения через конусное седло 30°/60°. Если они идентифицированы как метрическая резьба с носовым конусом, нужно быть максимально осторожным, чтобы различить, действительно ли это конусное седло 30°/60° (Komatsu) вместо 37°/74° (GB Chinese).
37°/74° и плоские торцевые китайские метрические фитинги
Эти фитинги все чаще экспортируются из Китая на тяжелом оборудовании по китайским стандартам. Что определяет эти стандарты, так это то, что они оба используют североамериканские стили герметизации, но с метрической резьбой. Это включает в себя методы уплотнения торцевого уплотнительного кольца (ORFS) и расклешенного седла 37° (JIC), однако резьба UN и SAE заменяется метрической и не соответствует традиционным шагам резьбы во всех размерах.
В России данные крепежные элементы тоже встречаются, но гораздо реже. Они производятся на китайских заводах в первую очередь для экспорта и реализации на североамериканском рынке.

Метрическая коническая резьба
Если у вас есть метрическая коническая резьба, вы должны пройти те же начальные шаги для идентификации шага, что и с параллельной. Она похожа на параллельные метрические резьбы. Измерение наружной резьбы покажет фактический размер (т. е. измерение 18.01 мм означает, что резьба, скорее всего, M18). Чтобы сделать это точно с коническими метрическими резьбами, необходимо измерить наружную резьбу в третьем ряду от конца фитинга.
Вычисление шага метрической резьбы
Порядок определения резьбового шага:
- В первую очередь нужно измерить расстояние от одной нити до другой. Держать линейку следует против нитей, вдоль, чтобы измерить расстояние от одной высокой точки до другой в миллиметрах. Для этого понадобится очень подробная линейка, так как расстояние между нитями может быть не более 0,4 мм. Это может быть трудно для очень тонких винтов, поэтому можно использовать датчик шага, если это возможно.
- Определить диаметр и длину резьбового участка. Для этого требуется замерить расстояние от нижней части головки до конца резьбовой области в миллиметрах. Например, это может быть 8 миллиметров. Затем замеряется диаметр (ширина) резьбового участка в мм. Это может быть 4 миллиметра в поперечнике. Всегда нужно измерять главный диаметр, который представляет собой расстояние по всей резьбовой области от одной высокой точки резьбы до другой, вместо измерения низких точек, которые находятся друг напротив друга.
- Подключить измерения к стандартной метрической форме и начать с диаметра с буквой «М» перед ним. Затем добавить следующее поле. Далее следует длина резьбовой области в миллиметрах с «М» позади нее. Поэтому в этом случае измерение будет представлено в виде M4 X 0.4 X 8M.
Помимо линейки, можно применять дополнительные или альтернативные приспособления, чтобы определить шаг резьбы.

Использование суппорта и датчика шага
Данные устройства довольно просты в эксплуатации, но с их помощью можно сделать точные расчеты быстрее. Для этого необходимо:
- Определить, являются ли нити коническими. Чтобы использовать штангенциркуль, необходимо установить точки измерительного инструмента с обеих сторон от объекта, который идентифицируется. Прибор требуется выровнять на внешней стороне резьб на нижнем конце, далеко от шляпки. Он отображает ширину. Далее нужно сдвигать острие, пока оно не заденет нити. Показатели будут всплывать на дисплее, если инструмент является цифровым. Если это механический прибор, нужно прочитать данные на скользящей части. Далее необходимо проделать аналогичное действие на резьбовой области вблизи головки шурупа. Если около нее показатель выше, то вы имеете дело с конической резьбой. Если она параллельная, то стержень не сужается.
- Коническую резьбу замеряют на 4-й или 5-й резьбе вниз от шляпки, фактически, в центре нарезной области. Если крепежных элемент не становится уже, можно произвести замеры в любой точке вдоль всей резьбы. Применение суппорта позволяет заметить, что существует несколько точек, где нити располагаются не вплотную. Не стоит помещать то, что требуется измерить, в указанные промежутки. Необходимо держать руки вплотную к нитям.
- Нажать на датчик шага в резьбе, чтобы найти шаг. У датчика высоты тона есть маленькие ручки, которые вытаскиваются. У каждой из них есть зубцы, соответствующие определенным шагам. Нужно стараться вставлять зубцы в нити, пока не будет найден тот, который соответствует. Номер для этого шага будет на ручке. Он будет в TPI или в метрике, в зависимости от типа датчика шага, который используется.
- Поместить полученные показатели в стандартизированное измерение. Когда шаг определен, можно вычислить длину шурупа из-под головки, а затем поместить цифровые значения в стандартное измерение, которым является диаметр, шаг резьбы или TPI, а также длина. Если измеряется метрический шуруп или болт диаметром 4 мм, шагом резьбы 0,4 мм и длиной 8 мм, то измерение будет равно M4 X 0,4 X 8M.
Многие считают, что метрическая система на самом деле проще, так как многие измерения находятся в одной и той же единице измерения, и нет дробей, усложняющих вычисления.
В магазине «Первый крепеж» вы найдете широкий выбор крепежных элементов: от стандартных болтов и гаек до анкеров и крепежных систем.
Стандартные шаги метрической резьбы – таблица и ГОСТ
Время прочтения статьи: 15 минут
Надежность крепежных соединений достигается за счет резьбы. Она представляет собой чередование впадин и выступов на внутренней и внешней поверхности вращающихся деталей. Существует множество разновидностей резьбы: дюймовая, трубная, шуруповертная и метрическая. В этой статье более подробно описана метрическая резьба и ее особенности, поскольку именно она является наиболее универсальной и востребованной из всех перечисленных.
Резьбовые соединения применяются везде, где нужен крепеж, и для передачи движения. У каждой разновидности резьбовых соединений есть ряд типовых характеристик:
- Профиль резьбы — рисунок «гребенки», которая проходит вдоль оси крепежа.
- Шаг резьбы — расстояние между двумя соседними вершинами, замеренное вдоль оси стержня элемента крепежа.
- Наружный диаметр — измеряется по верхним точкам профиля.
- Внутренний диаметр — размер вписанного цилиндра в углубления наружной резьбы, либо по точкам вершин внутренней.
- Ход резьбы — расстояние от одной вершины профиля до другой в проекции на ось крепежа.
- Угол профиля резьбы — угол между боковыми сторонами профиля.
Также существуют другие параметры резьбы: высота профиля, длина ввинчивания, количество витков. В метрической резьбе профиль состоит из равносторонних треугольников. Угол профиля метрической резьбы составляет 60º. Нормативы размеров стандартного шага устанавливает ГОСТ 8724-81 (ИСО 261-98) «Основные нормы взаимозаменяемости. Резьба метрическая. Диаметры и шаги». Согласно этому документу, на поверхностях диаметром 1–68 мм шаг резьбы может быть крупным или мелким. При диаметре поверхности крепежного элемента свыше 68 мм метрическая резьба может иметь только мелкий шаг. Каждому диаметру соответствует один вариант крупного шага резьбы, и несколько вариантов мелкого шага. Например, при диаметре 10 мм возможен крупный шаг в 1,5 мм и три варианта мелкого шага. Крупный шаг в обозначении метрической резьбы опускается, поскольку его значение всегда неизменно, и его можно узнать по таблице.
Полное наименование резьбы состоит из следующих данных:
- М — метрическая резьба.
- Диаметр резьбы в миллиметрах.
- Размер мелкого шага в миллиметрах.
- Направление хода (есть левосторонняя и правосторонняя резьба).
- Обозначение хода для многозаходной резьбы.
Шаг метрической резьбы определяют по таблице, или по маркировке крепежного элемента. Кроме табличных и справочных данных, существуют и практические способы определения шага резьбового профиля:
- Можно сравнить резьбу на разных изделиях, и определить искомое значение путем сопоставления.
- Для измерения шага применяют резьбовые калибры — специальные инструменты без шкалы. Калибры помогают определить различные параметры резьбового профиля: диаметры, высоту треугольника, длину шага.
- Если наружная резьба легко и без сопротивления ввинчивается во внутреннюю, так можно предположительно установить шаг наружного профиля.
- Проведите измерения: с помощью штангенциркуля определите длину резьбы и разделите полученное значение на число витков.
Еще один важный параметр резьбового соединения — поле допуска. Эта величина обозначает максимальную длину сопряжения сторон резьбовых профилей винта и гайки, и других разновидностей крепежных изделий. Существует три класса полей допусков. Если крепеж принадлежит к первому классу допусков, он является надежным и применяется в областях, где требуется высокая точность и надежная фиксация. Второй класс полей допусков — это наиболее часто используемый стандарт. Грубый класс допусков используется там, где не требуется большая точность резьбового соединения.
При выборе крепежа тип резьбового соединения имеет решающее значение. На территории Российской Федерации наиболее востребованы метизы с крупным шагом резьбы. Крепежные элементы с мелким шагом применяются для соединения изделий, подверженных вибрации, экспериментальным и переменным динамическим нагрузкам. Область применения метизов с мелким шагом резьбового профиля — автомобиле- и судостроение, производство станков, электроники и бытовой техники. В строительстве и других сферах в основном используется крепеж с крупным шагом метрической резьбы. Если требуется рассчитать, какие болты требуются для определенных строительных или иных задач, современные специалисты используют расчетные формулы, либо специальное программное обеспечение. Расчет параметров крепежа онлайн доступен на многих специализированных интернет-ресурсах бесплатно. Также существуют онлайн-калькуляторы для подсчета параметров метрической резьбы по набору исходных размеров. Необходимые размеры рекомендуется замерять с помощью штангенциркуля.
Под метрической резьбой также принято подразумевать любую резьбу, обозначение которой указано в миллиметрах. По форме профиля различают следующие типы резьбы:
- Дюймовая — профиль состоит из равнобедренных треугольников, угол при вершине у которых составляет 55о.
- Трубная цилиндрическая — разновидность дюймовой резьбы, соответствует стандартам ГОСТ 6357-81. Номинальный размер резьбы соотносится с внутренним диаметром трубы или условно определенного отверстия.
- Трапецеидальная — профиль выглядит как трапеция с равными боковыми сторонами и острым углом при основании. Этот вид резьбы применяется в подвижных соединениях и служит для передачи возвратно-поступательного движения. Трапецеидальная резьба бывает однозаходной и многозаходной.
- Упорная — разновидность трапецеидальной, профиль выглядит как не равнобочная трапеция. Соответствует нормам ГОСТ 10177-82.
- Прямоугольная — этот вид резьбы выполняется на ходовых винтах, испытывающих высокие нагрузки, для передачи поступательно-вращательного движения.
- Круглая — профиль выглядит как частный случай синусоиды. Этот тип резьбы отличается значительной устойчивостью к частому закручиванию и раскручиванию. Пример использования — цоколь лампочки (резьба Эдисона), шпиндели, вентили, сантехнический крепеж и арматурные изделия.
Кроме миллиметров для измерения резьбовых соединений также используют другие системы мер: дюйм, модуль — отношение шага в миллиметрах к числу пи, питч — отношение числа пи к шагу, длина которого указана в дюймах.