Резьбовой микрометр для измерения резьбы
Микрометр резьбовой
Вы здесь
Оглавление
- Преимущества
- Недостатки
- Устройство резьбового микрометра
- Принцип работы
- Технические характеристики
- Как пользоваться резьбовым микрометром
- Производители
Микрометр резьбовой используется как инструмент для точных измерений дюймовой и метрической резьбы. Большинство приборов работает со средними диаметрами. Это обусловлено тем, что для определения диаметра нужно обработать как гребень, так и канавку. Таким образом, за один раз приходится измерять как внутренний, так и внешний диаметр резьбы. В некоторых случаях возникает необходимость произведения замеров непосредственно во время нарезки. Эту функцию может осуществить микрометр для резьбы, который для этого закрепляется в специальной стойке.

фото:микрометр резьбовой МВМ 0-25
В отличие от стандартных микрометров, таких как МК 0-25, здесь имеются специальные отверстия, или как их еще называют, гнезда, которые находится в пятке устройства. Также здесь имеется микрометрический винт, что расположен в стержне. Все эти дополнительные детали служат для того, чтобы зафиксировать колки-наконечники, выполненные в роли конических и призматических вставок. Угол колков-наконечников должен совпадать с тем, каким профилем обладает резьба. Таким образом, каждую пару наконечников можно применить только для определенного шага резьбы. Эти детали поставляются вместе с прибором.
Микрометр резьбовой имеет вильчатые колки призматической формы, они должны присоединяться к отверстиям пяток. Конические, в свою очередь, вставляются в микрометрические винты. Если измерение идет дюймовой резьбы, то угол между поверхностями измерения должен равняться 55 градусам. Для метрической – 60 градусам. У каждого колка имеется свой профиль, так как призматический полностью повторяет форму гребня резьбы, конусный — форму впадины.
Некоторые микрометры не имеют в своей конструкции трещотки, которая бы смогла обеспечить для них плавную регулировку применяемого усилия во время измерения. Такие приборы зачастую используют в качестве калибровочных скоб. Для этого их подвергают предварительной жесткой фиксации. Усилие, применяемое при измерении диаметра резьбы, должно соответствовать усилию, которое осуществляется при установке микрометра. Здесь должен обеспечиваться свободных ход детали в колках. Микрометр резьбовой производится по ГОСТ 4380-63.
Преимущества резьбового микрометра
Несомненным преимуществом изделия является то, что оно может использоваться в такой сложной сфере, как измерение резьбу, куда может подойти далеко не каждый инструмент. В комплекте идет набор различных дополнительных деталей, которые помогают работать с любым профилем. Это делает прибор универсальным для использования в промышленности, где приходится встречаться с различными видами резьбы. Благодаря механическому исполнению микрометр всегда готов к действию и не имеет ограничений по сроку эксплуатации, если с ним нормально обращаться.
Недостатки резьбового микрометра
У данного микрометра применение имеет узкоспециализированную сферу применения и он не приспособлен для других измерений. Любая деформация может привести к выходу из строя, при этом запасных частей для ремонта, как правило, не найти.
Устройство резьбового микрометра

фото:устройство резьбового микрометра
Микрометр для измерения резьбы имеет следующие составляющие части:
- Скоба;
- Призматическая вставка;
- Пятка;
- Микровинт;
- Коническая вставка;
- Барабан;
- Стебель;
- Трещотка.
Принцип работы микрометра резьбового
В нулевом положении, когда призматическая и коническая вставка соприкасаются друг с другом, стебель устройства находится на минимальном уровне. При повороте микровинта отодвигается, тем самым передвигаясь по значению шкалы. Основной принцип действия основан на том, что передвижение стебля по шкале прямопропорционально повороту винта. Отодвинув измерительные концы на нужное расстояние, и соединив их вновь до упора на измеряемом предмете, можно получит его размер, которое будет заключаться в том расстоянии, на которое не удалось дойти до нуля.
Технические характеристики
| Тип микрометра | Диапазон измерений,мм | Цена деления, мм | Вставки резьбовые | Погрешности, мм |
|---|---|---|---|---|
| МВМ 25 | 0…25 | 0,01 | М 60° | ± 0,015 |
| МВМ 50 | 25…50 | 0,01 | М 60° | ± 0,015 |
| МВМ 75 | 50…75 | 0,01 | М 60° | ± 0,02 |
| МВМ 100 | 75…100 | 0,01 | М 60° | ± 0,02 |
| МВМ 125 | 100…125 | 0,01 | М 60° | ± 0,025 |
| МВМ 150 | 125…150 | 0,01 | М 60° | ± 0,025 |
| МВМ 175 | 150…175 | 0,01 | М 60° | ± 0,025 |
| МВМ 200 | 175…200 | 0,01 | М 60° | ± 0,025 |
| МВМ 25 | 0…25 | 0,01 | Д 55° | ± 0,015 |
| МВМ 50 | 25…50 | 0,01 | Д 55° | ± 0,015 |
| МВМ 75 | 50…75 | 0,01 | Д 55° | ± 0,02 |
| МВМ 100 | 75…100 | 0,01 | Д 55° | ± 0,02 |
| МВМ 125 | 100…125 | 0,01 | Д 55° | ± 0,025 |
| МВМ 150 | 125…150 | 0,01 | Д 55° | ± 0,025 |
| МВМ 175 | 150…175 | 0,01 | Д 55° | ± 0,025 |
| МВМ 200 | 175…200 | 0,01 | Д 55° | ± 0,025 |
Как пользоваться резьбовым микрометром
Измерение резьбы микрометром является сложным и ответственным процессом. Для определения резьбы среднего диаметра следует для начала определиться с ее характеристиками. В данном случае используются стальные пластины, на которых вырезан профиль резьбы, чтобы можно было определиться с шагом. Это делается путем обыкновенного прикладывания до полного совпадения. Только после определения можно приступать к работе микрометром.
Конический колок ставится в канавку резьбы, а призматический – на ее гребень. Это необходимо для того, чтобы зафиксировать устройство в строго перпендикулярной плоскости относительно заготовки. Перед началом работы, прибор настраивается по шаблону или калибру. Чтобы наконечники не крутились и не выпадали, в их хвостовиках имеется прорезь. Хвостовик в канавке удерживается при помощи специальной пружины, а паз закрепляет наконечник и не дает поворачиваться. Данный способ измерения именуется дифференцированным или прямым.

фото:как пользоваться резьбовым микрометром
Чтобы измерить средний диаметр в калибре, то необходимо применять косвенный метод. Благодаря ему результаты получаются более точными, так как здесь исключается вероятность, что колки-вставки перекосятся. С двух сторон в углублении резьбы вставляют три одинаковые проволоки, у которых заранее известен диаметр. После этого микрометром измеряют длину поверхности проволок, уложенных в резьбу, затем по специальной формуле вычисляется средний диаметр резьбы.
Средства измерения резьб. Проволочки измерения резьбы.
Средства измерения резьб. Проволочки измерения резьбы.
Приборы активного контроля.
Одним из наиболее прогрессивных методов контроля является активный. Наиболее рационально его применение в условиях массового и крупносерийного производства. Устройства активного контроля при определенном измерении размеров позволяют автоматически изменять ход технологического процесса и обеспечить заданную точность обработки.
Устройства активного контроля могут включаться в конце цикла обработки и по результатам измерения подавать команду на подналадку режущего инструмента (их называют подналадчиками) или производить проверку размеров изделия непосредственно в процессе обработки с целью регулирования величины перемещения, режимов резания и других параметров технологического процесса. Приборы активного контроля, регулирующие параметры технологических процессов, применяются в станках с программным управлением.
Для автоматического контроля и подналадки применяются приборы контактного и бесконтактного действия. У приборов контактного действия наконечник находится в контакте с измеряемым изделием и может, срабатываясь, быть причиной погрешности прибора. Для уменьшения такой возможности наконечники приборов активного контроля изготовляют из твердого сплава, алмазов, агатов или других особо твердых материалов.
Приборы для измерения резьб.
Основными контролирующими параметрами резьб являются наружный средний и внутренний диаметры, угол профиля и шаг. При измерении резьб применяются средства комплексного и поэлементного контроля.
Для комплексного контроля наружных метрических резьб применяются жесткие предельные калибры-кольца (ГОСТ 17763 — 72 и ГОСТ 17764 — 72) или резьбовые скобы. Внутренние резьбы проверяются резьбовыми калибрами-пробками (ГОСТ 17756 — 72 и ГОСТ 17759 — 72). При пользовании резьбовыми калибрами-пробками и кольцами комплексным измерителем является проходной калибр. Непроходной калибр применяется для измерения предельного размера среднего диаметра.
При поэлементном контроле наружный диаметр болта может проверяться любым измерительным средством, применяемым для контроля диаметра валов, а внутренний диаметр гайки – любым измерительным средством для контроля отверстий.
Для контроля среднего диаметра применяют контактный или бесконтактный методы. Контактный метод контроля основан на применении вставок в микрометр или трех проволочек.
Вставки резьбового микрометра.
Микрометр со вставками применяют при контроле среднего диаметра треугольной резьбы с углами профиля 60 и 55°. Измерение производится в пределах от 0 до 350 мм, причем для каждого интервала в 25 мм применяются или отдельные микрометры, или специальные сменные пятки. Комплект вставок к микрометру состоит из двух вставок (рис. 1): призматической, которая устанавливается вместо пятки микрометра, и конусной, устанавливаемой в отверстие микрометрического винта.
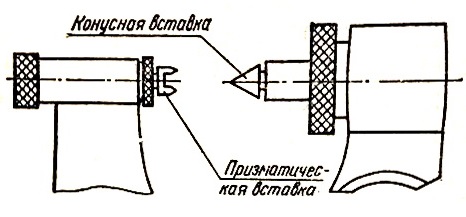
Рис. 1. Вставки к резьбовому микрометру.
Микрометр оснащается пятью комплектами вставок, которые устанавливаются применительно к шагу проверяемой резьбы: 0,4 — 0,5; 0,6 — 0,8; 1 — 1,5; 1,75 — 2,5 и 3 — 4,5 мм.
Измерение резьбы методом трех проволочек.
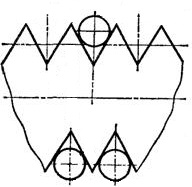
При контроле среднего диаметра применяют комплект из трех проволочек одинакового диаметра. В процессе замера две проволочки устанавливают во впадины резьбы с одной стороны, а третью — в противоположную впадину. Размер проволочек выбирается по специальной таблице в зависимости от шага и угла профиля резьбы. Идеальным размером для проволочек является диаметр d = tg α /2c, где cs шаг, а α /2 угол профиля проверяемой резьбы.
Измерения среднего диаметра резьбы.
В зависимости от требуемой точности при измерении проволочками используют микрометры или оптико-механические приборы, обеспечивающие более точные показания. Если оси проволочек при измерении расположены вертикально, то проволочки подвешивают на кронштейне, укрепленном на применяемом приборе (рис. 2). К проволочкам подводят измерительные поверхности и измеряют расстояние между выступающими точками трех проволочек, находящимися во впадинах резьбы, затем по формулам определяют средний диаметр.
Расчет среднего диаметра резьбы.
Средний диаметр резьбы с углом профиля 60°:
Dcp=M – 3d + 0.866s,
где M — размер, полученный в результате измерения, мм;
d — диаметр проволочки, мм;
s — шаг измеряемой резьбы, мм.
Если угол профиля составляет 55°, то средний диаметр цилиндрической резьбы:
Dcp=M – 3,165d + 0.9605s.
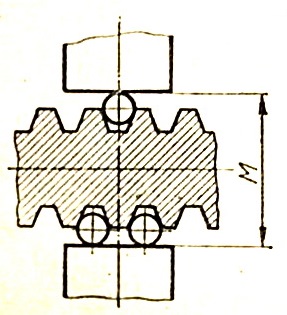
Рис. 2. Измерение резьбы с помощью трех проволочек.
Бесконтактные методы контроля резьбы с помощью среднего диаметра резьбы основаны на трех проволочек, применении измерительных микроскопов с угломерными окулярными, головками, а также проекторов.
Индикаторные измерительные приборы.
Контроль точности шага резьбы и измерение угла профиля также осуществляется на измерительных микроскопах или проекторах.
Контроль среднего диаметра внутренней резьбы может выполняться индикаторными приборами с раздвижными полупробками, индикаторными приборами с раздвижными вставками, а также на горизонтальных оптиметрах с помощью измерительных дуг для внутреннего измерения, оснащенных шаровыми измерительными наконечниками.
На большинстве заводов при расточке отверстий для предварительных измерений пользуются пробками и штих-массами, а также штангенциркулем. Установка резца для снятия стружки до требуемого размера производится по лимбу поперечного суппорта станка на основе показаний штангенциркуля. При обработке отверстий по 2-му и 3-му классам точности такой общепринятый способ измерений связан с большими затратами времени на снятие пробных стружек, а зачастую и на излишние проходы.
Измерить размеры ряда детален в процессе обработки можно с помощью индикаторного приспособления (рис. 3), которое благодаря специальной конструкции упорной планки 1, позволяет установить в удобном месте, впереди поперечных салазок суппорта, держатель 3 индикатора 4. При подаче поперечных салазок от себя штифт индикатора упирается в выступ планки 1. Винт 2 предохраняет индикатор от поломки. Это приспособление является универсальным, оно может быть применено как при расточке, так и при обточке. Для обточки упорную планку и индикатор 3 поворачивают на 180°.

Рис. 3. Индикаторное приспособление для активного контроля размеров при обработке на токарном станке.
Практика показала, что применение индикаторов и установочных колец с номинальным размером обрабатываемого отверстия, а также применение индикаторного приспособления (рис. 3) позволяет уменьшить вспомогательное время и обеспечить высокую точность измерений внутренних размеров.
При обработке отверстий необходимо по индикатору настроить резец на снятие первой стружки с припуском 0,1 — 0,2 мм на сторону, заметить показание индикатора и снять первую стружку. После этого замерить полученный размер отверстия индикаторным прибором, настроенным по установочному кольцу, имеющему номинальный размер отверстия (при настройке индикаторный прибор устанавливается на ноль).
Измерив отверстие, определяют, какой слой металла нужно снять резцом для получения окончательного размера отверстия, и по индикатору устанавливают резец для расточки отверстия на чистовой размер. Такой способ измерений упрощает расточку отверстий по 2-му и 3-му классам точности, и он вполне доступен для рабочих невысокой квалификации.
При больших партиях деталей небольшой массы иногда целесообразно сначала провести предварительную расточку всей партии деталей с припуском 0,3 — 0,5 мм на диаметр и затем за один проход, применяя жесткий резец, провести чистовую расточку.
Учитывая, что резец в процессе работы изнашивается, вследствие чего размер отверстия уменьшается, во время обработки каждой последующей детали следует проверять индикатором для внутренних измерений действительный размер отверстия уже обработанной детали и, исходя из показаний индикатора, настраивать индикаторное устройство с учетом износа резца.
Преимущество работы с индикатором заключается еще и в том, что на его показания не влияет износ резьбы винта и гайки поперечного суппорта, тогда как показания лимба зависят от степени износа резьбы.
Следует отметить, что общепринятые способы расточки отверстий не обеспечивают высокой точности. При обработке отверстия, диаметр которого меньше заданного, токарь не имеет точного представления о том, сколько сотых долей миллиметра нужно дополнительно снять для получения окончательного размера. Поэтому он часто вынужден прибегать к добавочным проходам, что значительно увеличивает затраты времени на обработку и ухудшает качество.
Применение индикаторных приспособлений дает возможность работать уверенно и с большой точностью. Использование индикатора не исключает применения предельных калибров. Проверка отверстий предельным калибром является обязательной при окончательном контроле размера.
Микрометры резьбовые в Москве
Производители
Магазины
Популярное
- Греющий коврик caleo
- Ножницы для шитья
- Splat биокальций
- Моющие средства Пальмира
- Хомут пластиковый стяжка размеры
- Джамперы для прыжков
- Гравитационные ботинки для турника
- Кресла обеденные
- G8 samsung
- Блузки нарядные для девочек
- Сайдинг ПВХ
- Цветы садовые
- Держатели наждачной бумаги
- Damixa душевая стойка
- Крестильная рубашка
Модель Диапазон измерения, мм Габаритные размеры, мм А В С MBM 100 75-100 216x105x23 4 3 3 цена деления, мм 0,01 Вставки типа A A Шаг метрической резьбы, мм 4 1; 1,5; 2; 3; 4; 6 Вставки типа B B Диапазон числа ниток дюймовой резьбы на длине 25,4 мм 3 4,5-3 Вставки типа C C Шаг трубной резьбы, мм (число шагов на длине 25,4 мм) 3 2,309 (11)
Необходима 100% предоплата
Микрометры со вставками используют при измерениях среднего диаметра дюймовой, трубной и метрической резьбы. Производится отсчет по шкалам стебля и барабана. Цена деления составляет 0,01мм.
Комплектация товара 1-5 дней, +доставка
Диапазон измерений — 0
25 мм. Размер шага — 0,01 мм. Погрешность измерений — +/-4 мкм. 906.750
Карты, наличные, шоурум
цена деления, мм 0,01 Модель Диапазон измерения, мм Габаритные размеры, мм А В С MBM 250 225-250 380x240x23 7 — — Вставки типа A A Шаг метрической резьбы, мм 7 3; 4; 6 Пример обозначения микрометра с диапазоном измерений 0-25 мм:Микрометр МВМ 0-25 ГОСТ 4380-93.
Необходима 100% предоплата
цена деления, мм 0,01 Модель Диапазон измерения, мм Габаритные размеры, мм А В С MBM 275 250-275 402x255x23 7 — — Вставки типа A A Шаг метрической резьбы, мм 7 3; 4; 6 Пример обозначения микрометра с диапазоном измерений 0-25 мм:Микрометр МВМ 0-25 ГОСТ 4380-93.
Необходима 100% предоплата
Гладкий микрометр SCHUT 906.753
До 40% можно оплатить на сайте бонусами Спасибо
Микрометры со вставками используют при измерениях среднего диаметра дюймовой, трубной и метрической резьбы. Производится отсчет по шкалам стебля и барабана. Цена деления составляет 0,01мм.
Комплектация товара 1-5 дней, +доставка
цена деления, мм 0,01 Модель Диапазон измерения, мм Габаритные размеры, мм А В С MBM 350 325-350 473x292x23 7 — — Вставки типа A A Шаг метрической резьбы, мм 7 3; 4; 6
Необходима 100% предоплата
Микрометр гладкий цифровой для наружных измерений Asimeto 116-01-0 — универсальный прибор для измерений линейных размеров абсолютным или относительным контактным методом с низкой погрешностью в области малых размеров. Преобразовательным механизмом является микропара “винт — гайка”. Применяется в машиностроении, приборостроении и других отраслях промышленности. Диапазон измерений: 0-25 мм. Инструмент внесен в Государственный реестр средств измерений. Регистрационный номер в Госреестре СИ — №72697-18.
Сроки и стоимость доставки уточняйте у менеджера
Микрометр со вставками МВМ-150 0.01 Micron МИК 43305
До 40% можно оплатить на сайте бонусами Спасибо
Микрометр изготовлен из инструментальной стали. Имеет форму скобы. Основным рабочим элементом является микрометрическая головка. Упакован в пластмассовый кейс. Предназначен для особо точных измерений.
Микрометр изготовлен из инструментальной стали. Имеет форму скобы. Основным рабочим элементом является микрометрическая головка. Упакован в пластмассовый кейс. Предназначен для особо точных измерений.
Микрометр изготовлен из инструментальной стали. Имеет форму скобы. Основным рабочим элементом является микрометрическая головка. Упакован в пластмассовый кейс. Предназначен для особо точных измерений.

- Тип работ: для наружных измерений
- Измерительная система: метрическая
- Тип микрометра: гладкий
- Верхний предел измерений 25 мм
Микрометр гладкий механический для наружных измерений со скобой Asimeto 101-05-0 — универсальный прибор для измерений линейных размеров абсолютным или относительным контактным методом с низкой погрешностью в области малых размеров. Преобразовательным механизмом является микропара “винт — гайка”. Применяется в машиностроении, приборостроении и других отраслях промышленности. Диапазон измерений: 100-125 мм. Инструмент внесен в Государственный реестр средств измерений.
Сроки и стоимость доставки уточняйте у менеджера
Микрометр гладкий механический для наружных измерений со скобой Asimeto 101-01-0 — универсальный прибор для измерений линейных размеров абсолютным или относительным контактным методом с низкой погрешностью в области малых размеров. Преобразовательным механизмом является микропара “винт — гайка”. Применяется в машиностроении, приборостроении и других отраслях промышленности. Диапазон измерений: 0-25 мм. Инструмент внесен в Государственный реестр средств измерений.
Сроки и стоимость доставки уточняйте у менеджера

- Тип работ: для наружных измерений
- Измерительная система: метрическая
- Тип микрометра: гладкий
- Нижний предел измерений 50 мм

- Тип работ: для наружных измерений
- Измерительная система: метрическая
- Тип микрометра: гладкий
- Верхний предел измерений 25 мм

- Тип работ: для наружных измерений
- Измерительная система: метрическая
- Тип микрометра: гладкий
- Верхний предел измерений 25 мм
Микрометр МК 100-1 ГОСТ 6507-90 GRIFF D117509
До 40% можно оплатить на сайте бонусами Спасибо
Микрометр гладкий — прибор, используемый для измерения наружных линейных размеров. Скоба-основание микрометра гладкого, а преобразующим устройством является винтовая пара, которая включает в себя микрометрический винт и микрометрическую гайку.
Комплектация товара 1-5 дней, +доставка
Микрометр цифровой МКЦ 0-25 мм Mahr 40 ER Высококачественный микрометр производства компании Mahr. Компания Mahr является производителем высокоточного измерительного инструмента в Германии с 1861 года. Изготовлен на собственном заводе Mahr в Китае. Микрометр предназначен для высокоточного определения линейного размера детали. Диапазон измерений 0-25 мм. Единицы измерений- мм/дюйм. Разрешение- 0,001 мм/0,00005″. Диаметр микровинта- 6,35 мм. Шаг микровинта- 0,5 мм/оборот.
Быстрая доставка. Простой возврат до 60 дней.
Микрометр гладкий — прибор, используемый для измерения наружных линейных размеров. Скоба-основание микрометра гладкого, а преобразующим устройством является винтовая пара, которая включает в себя микрометрический винт и микрометрическую гайку.
Комплектация товара 1-5 дней, +доставка
Микрометр — измерительный инструмент, применяемый для измерений требующих высокую точность (до 0,5 мкм). Принцип действия основан на равномерном перемещении винта, при повороте на доли оборота в неподвижной гайке. Виды: микрометр гладкий, микрометр цифровой ,микрометр рычажный ,микрометр трубный ,микрометр зубомерный, микрометр призматический, микрометр универсальный, микрометр листовой, микрометр с малыми измерительными поверхностями
Комплектация товара 1-5 дней, +доставка

- Тип работ: для наружных измерений
- Измерительная система: метрическая
- Тип микрометра: гладкий
- Верхний предел измерений 25 мм
Микрометр гладкий мк- 25 0- 25 мм (0,001) тв.сплав «cnic» (шан 400-505) (шт)
Мин заказ 2000р. Безнал/Карта/Наличные

- Тип работ: для наружных измерений
- Измерительная система: метрическая
- Тип микрометра: гладкий
- Верхний предел измерений 275 мм
10908 ₽ Отзывы: 0
Микрометр NORGAU 50-75mm-0,01mm 041001075
До 40% можно оплатить на сайте бонусами Спасибо
Микрометр-глубиномер, диапазон 0-6″ (0-150мм) деление 0.001″(0.0254мм). Предназначен для точного измерения глубины, пазов, каналов, глухих отверстий. В комплекте микрометр и шесть удлинителей.
Быстрая доставка, надёжность и качество продукции
Резьбовой микрометр со вставками
Резьбовой микрометр рис.5.1 имеет съемные измерительные поверхности, сделанные в виде резьбового профиля (выступа и впадины). Их поставляют с комплектом вставок рис. 5.2. б для определенных шагов измеряемых резьб в зависимости от диапазона размеров. Микрометры имеют отсчет 0,01 мм. Диапазон измерений 25 мм. Вставки бывают для метрической, дюймовой и трубной резьб.
Установку на «0» производят с помощью специальной плоской установочной меры, имеющей на концах профили, обратные формам наконечников.
Схема измерения показана на рис.5.2.а.

Рис.5.1. Резьбовой микрометр

Рис. 5.2. Схема измерения
5.2. Инструментальный микроскоп
Инструментальный микроскоп (ГОСТ 8074-82) предназначены для измерения длин, углов, элементов резьб, конусов и различных профилей.
Конструкция инструментального микроскопа представлена на рис. 5.3.

Рис.5.3. а — инструментальный микроскоп; б – барабан с миллиметровой шкалой 1 (цена деления 1 мм) и круговой шкалой 11(цена деления 0,005 мм)
На рис. 5.3 а 1 – основание; 2, 14 – микрометрические винты, перемещающие измерительный стол 3 с направляющими 4; 5 – объектив; кронштейн 7 перемещается в вертикальном направлении по стойке 11; 6 – маховик, перемещающий кронштейн 7, который фиксируется винтом 12; 13 – маховик наклона стойки; угломерная окулярная головка 8 с визирным 9 и отсчетным 10 микроскопами.
Инструментальный микроскоп имеет следующие основные измерительные характеристики: диапазон измерения в продольном направлении 0-150 мм, в поперечном 0-50 мм; диапазон показаний микрометров 0-25 мм; цена деления микрометрических устройств (круговой шкалы) 0,005 мм; диапазон измерения угловых размеров 0° — 360°; цена деления окулярной угломерной головки 1 мин. Увеличение инструментальных микроскопов зависит от сменных объективов с кратностью увеличения 1; 3; 5; 10; 20; 40х. Метод измерения линейных размеров – координатный. Штриховая сетка угломерной окулярной головки показана на рис. 5.4. Поворот штриховой сетки в процессе наведения осуществляется маховичком находящимся слева от окулярной головки 8 рис.5.3.

Рис. 5.4. Штриховая сетка
На рис.5.5 показана схема установки штриховой сетки при измерении наружного, внутреннего, среднего диаметров резьбы и шага резьбы.

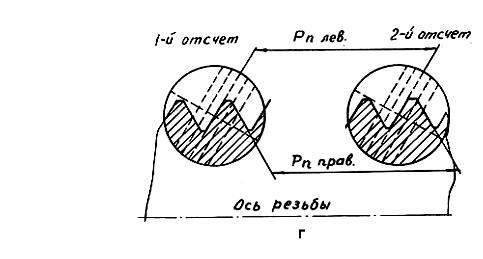
Рис. 5.5. Установка штриховой сетки при измерении: а – наружного диаметра резьбы, б – внутреннего диаметра резьбы, в – среднего диаметра, г — шага резьбы.
Пример отсчета показаний при измерении расстояния между поверхностями детали приведен на рис. 5.6.

Рис. 5.6. Показания:
I – 7,75 мм, II – 7,455 мм. Результаты измерения: 7,75 — 7,455 мм = 0,295 мм
На рисунке 5.7 показана схема установки штриховой сетки при проведении замера угла полупрофиля резьбы.

Рис. 5.7. Схема наведения на правую и левую сторону угла
Пример снятия отсчета при измерении половины угла профиля показан на рис. 5.8. Первое показание соответствует исходному положению рис.5.8.1. При различной установке оно может отличаться от «0». Второе показание получено после совмещения средней штриховой линии с профилем резьбы рис. 5.8.11 . Результат измерения получается как разность первого и второго показания.
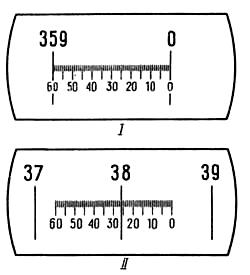
Рис. 5.8. Показания:
I – 0, II — 38° 26.Результат измерения: 38° 26
6. ПОРЯДОК ИЗМЕРЕНИЙ.
6.1. Порядок измерения среднего диаметра резьбы с помощью резьбового микрометра.
Для измерения среднего диаметра резьбы сравнительной невысокой точности используются резьбовые микрометры (рис. 5.1), оснащенные специальными вставками (рис.5.2б).
Измерение среднего диаметра резьбы при этом выполняют в следующей последовательности:
1) выбрать резьбовые вставки в зависимости от шага контролируемой резьбы. Призматическую вставку установить в отверстие пятки микрометра, а коническую вставку в отверстие микровинта;
Результаты измерения среднего диаметра резьбы
на резьбовом микрометре.
| № п/п | Размер d2i, мм | Средний диаметр резьбы, d2, мм |
2) проверить установку резьбового микрометра на нуль. Для этого вращением барабана микровинта вставки доводятся до соприкосновения (для микрометров с пределом измерения 0-25 мм), или с установочной мерой (для диапазонов 25-50, 50-75 и т.д.). Если нуля нет, то ослабляют цанговый зажим микровинта и устанавливают нуль (см. контроль размеров гладким микрометром);
3) закрепить микрометр на специальной подставке;
4) измеряемое изделие ввести между вставками, как показано на рис. 5.2а;
5) вращением трещотки добиваются плотности прилегания вставок и снимают отсчет. Результаты заносят в табл. 6.1
6) выполняют пункты 4-5 3-4 раза.
6.2. Дифференцированный контроль параметров резьбы.
Дифференцированный контроль параметров резьбы на универсальных и инструментальных микроскопах получил наиболее широкое распространение. При использовании универсальных и инструментальных микроскопов представляется возможность проконтролировать все нормируемые параметры резьбы.
Микрометр резьбовой со вставками
| Наименование | Цена с НДС | Кол-во |
|---|---|---|
| Микрометр МВМ-25 GRIFF | 5 671 р. | |
| Микрометр МВМ-50 GRIFF | 10 863 р. | |
| Микрометр МВМ-75 GRIFF | 4 751 р. | |
| Микрометр МВМ-100 GRIFF | 6 401 р. | |
| Микрометр МВМ-125 GRIFF | 6 934 р. | |
| Микрометр МВМ-150 GRIFF | 7 469 р. | |
| Микрометр МВМ-175 GRIFF | 7 601 р. | |
| Микрометр МВМ-225 GRIFF | 8 002 р. | |
| Микрометр МВМ-300 GRIFF | 9 862 р. | |
| Микрометр со вставками МВМ-25 КРИН, арт: 12050102 | 9 025 р. | |
| Микрометр со вставками МВМ-50 КРИН, арт: 12050202 | 9 963 р. | |
| Микрометр со вставками МВМ-75 КРИН, арт: 12050302 | 10 513 р. | |
| Микрометр со вставками МВМ-250 КРИН, арт: 12051002 | 10 913 р. | |
| Микрометр со вставками МВМ-100 КРИН, арт: 12050402 | 10 913 р. | |
| Микрометр со вставками МВМ-125 КРИН, арт: 12050502 | 10 913 р. | |
| Микрометр со вставками МВМ-150 КРИН, арт: 12050602 | 10 913 р. | |
| Микрометр со вставками МВМ-175 КРИН, арт: 12050702 | 10 913 р. | |
| Микрометр со вставками МВМ-200 КРИН, арт: 12050802 | 10 913 р. | |
| Микрометр со вставками МВМ-225 КРИН, арт: 12050902 | 10 913 р. | |
| Микрометр со вставками МВМ-275 КРИН, арт: 12051102 | 11 013 р. | |
| Микрометр со вставками МВМ-300 КРИН, арт: 12051202 | 11 325 р. | |
| Микрометр со вставками МВМ-325 КРИН, арт: 12051302 | 12 525 р. | |
| Микрометр со вставками МВМ-350 КРИН, арт: 12051402 | 12 525 р. | |
| Микрометр со вставками МВМ-25 ЧИЗ, арт: 12050101 | 13 113 р. | |
| Микрометр со вставками МВМ-50 ЧИЗ, арт: 12050201 | 14 938 р. | |
| Микрометр со вставками МВМ-75 ЧИЗ, арт: 12050301 | 15 188 р. | |
| Микрометр со вставками МВМ-100 ЧИЗ, арт: 12050401 | 15 875 р. |
Микрометр резьбовой со вставками купить в г. Москва
Ищете, где можно выгодно купить резьбовые микрометры со вставками оптом или в розницу? Вы попали по адресу! В интернет-магазине «РИНКОМ» вы найдете все, что вам нужно. Расскажем, почему измерительные приборы, приспособления, оборудование и металлорежущие инструменты стоит покупать именно у нас.
- Обширный каталог. В нем вы найдете большое количество измерительных приборов данного типа с различными диапазонами измерений.
- Опт в приоритете. Постоянные заказчики, закупающие предлагаемые нами изделия большими партиями, получают дополнительные скидки на весь ассортимент.
- Надежность. Характеристики всех измерительных приборов, инструментов, приспособлений и оборудования отвечают требованиям ГОСТов. Отсутствие брака гарантируется, т. к. вся продукция проходит входной контроль.
- Точное соблюдение условий заключенных договоров. Доставим ваш заказ точно в срок. Гарантируем отсутствие пересортиц и недогрузов.
- Широкая география продаж. В нашей компетенции — поставки инструментов, приспособлений и оборудования во все регионы РФ.
- Низкие цены. Закупаем продукцию у производителей напрямую оптовыми партиями со значительными скидками. Наши цены ниже, чем у многих конкурентов.
Наш ассортимент резьбовых микрометров и цены на них
У нас вы можете приобрести приборы с различными диапазонами измерений (от 0–25 до 275–300 мм). Именно от них зависят цены на резьбовые микрометры. Чем больше прибор, тем дороже он стоит.
Конструкция микрометров для измерения резьб и их применение
Микрометры для резьб отличаются от обычных наличием небольших проемов в пятках и шпинделей, предназначенных для фиксации вставок необходимых форм. Эти дополнительные элементы входят в комплектации доступных для заказа измерительных приборов.
Резьбовые микрометры со вставками типа МВМ предназначены для измерения диаметров дюймовых, метрических и трубных резьб. В зависимости от их углов и расстояний между витками для определения параметров подбираются определенные вставки.
Измерения проводят прямым методом. Призматическую вставку при этом вставляют в виток, а конусную — во впадину (с обратной стороны).
Выбор микрометров для измерения диаметров резьб и советы по эксплуатации приборов
Выбирайте микрометры для измерения резьб в зависимости от габаритов деталей и изделий, параметры которых вы будете определять. При эксплуатации приборов соблюдайте следующие правила.
- Храните инструменты в футлярах.
- Оберегайте их от влаги, а также падений и ударов.
- При появлении загрязнений сразу же их удаляйте.
- Проверяйте приборы пред каждым использованием.
- При необходимости проводите калибровку и настройку.
При соблюдении условий эксплуатации резьбовые микрометры служат долгие годы. При этом точность измерений не ухудшается.
Как сделать заказ
Купить резьбовые микрометры в интернет-магазине «РИНКОМ» вы можете двумя способами.
- Позвоните нам по телефону.
- Добавьте подходящие измерительные приборы в корзину в нужных количествах и заполните форму заказа.
После его обработки и уточнения всех деталей мы незамедлительно приступим к организации поставки.
Как купить инструмент «Микрометр резьбовой со вставками»?
Для того чтобы заказать и купить выбранный вами товар, найдите его в каталоге инструмента, укажите его количество и щелкните на кнопку «Купить», затем необходимо перейти в пункт меню «Ваша корзина» и заполнить небольшую форму заказа с указанием ваших координат. После этого на вашу электронную почту (если она указана верно) придет письмо, о том что ваша заявка принята.
Заказанный в нашей компании инструмент доставляется практически в любой город России с помощью транспортных компаний.
Возврат товара надлежащего качества
Обращаем Ваше внимание на то, что согласно ст. 26.1 закона «О защите прав потребителей» Покупатель имеет право отказаться от товара в любое время без объяснения причин до его передачи, а после передачи товара – в течение 7 дней.
Возврат товара надлежащего качества возможен при условии, если указанный товар не был в употреблении, сохранен его товарный вид, потребительские свойства, а также документ, подтверждающий факт и условия покупки.
В случае отказа от товара компания производит возврат денежных средств, уплаченных Покупателем по договору, за исключением расходов на доставку возвращенного товара от Покупателя, в течение 10 дней со дня предъявления Покупателем соответствующего требования.
Обмен товара надлежащего качества
Согласно ст. 25 «О защите прав потребителей» Покупатель имеет право обменять товар надлежащего качества на аналогичный товар у продавца, у которого этот товар был приобретен, если указанный товар не подошел по форме, габаритам, фасону, расцветке, размеру или комплектации. Обменять товар на подходящий Покупатель может в течение 14 дней, не считая день покупки.
Обмен производится только при условии сохранения товарного вида и потребительских свойств товара, наличии товарного чека или иного документа, подтверждающего оплату, а также, если указанный товар не был в употреблении. В случае, если аналогичный товар отсутствует в продаже, Покупатель имеет право требовать возврата денежных средств, уплаченных им за указанный товар.
В случае отказа от товара компания производит возврат денежных средств, уплаченных Покупателем по договору, за исключением расходов на доставку возвращенного товара от Покупателя, в течение 14 дней со дня предъявления Покупателем соответствующего требования. Кроме того, по соглашению с продавцом, Покупатель может обменять товар при поступлении аналога в продажу.
Возврат товара ненадлежащего качества
В случае обнаружения недостатков товара Покупатель вправе:
- Потребовать замены на товар этой же марки (модели);
- Потребовать замены на такой же товар другой марки (модели) с соответствующим перерасчетом покупной цены;
- Потребовать соразмерного уменьшения покупной цены;
- Отказаться от исполнения договора купли-продажи и потребовать возврата уплаченной за товар суммы.;
Возврат товара ненадлежащего качества осуществляется средствами продавца.
Приведенные выше условия возврата/обмена товара не распространяются на товар, изготовленный по индивидуальному заказу Покупателя.