Резьба трапецеидальная ГОСТ 24738 81
ГОСТ 24738-81
Основные нормы взаимозаменяемости. Резьба трапецеидальная однозаходная. Диаметры и шаги
Купить ГОСТ 24738-81 — бумажный документ с голограммой и синими печатями. подробнее
Распространяем нормативную документацию с 1999 года. Пробиваем чеки, платим налоги, принимаем к оплате все законные формы платежей без дополнительных процентов. Наши клиенты защищены Законом. ООО «ЦНТИ Нормоконтроль»
Наши цены ниже, чем в других местах, потому что мы работаем напрямую с поставщиками документов.
Способы доставки
- Срочная курьерская доставка (1-3 дня)
- Курьерская доставка (7 дней)
- Самовывоз из московского офиса
- Почта РФ
Распространяется на трапецеидальную однозаходную резьбу с профилем по ГОСТ 9484 и устанавливает номинальные диаметры и шаги резьбы.
- Заменяет ГОСТ 9484-73 в части диаметров и шагов
| Дата введения | 01.01.1982 |
|---|---|
| Добавлен в базу | 01.09.2013 |
| Актуализация | 01.02.2020 |
Этот ГОСТ находится в:
- Раздел Экология
- Раздел 21 МЕХАНИЧЕСКИЕ СИСТЕМЫ И УСТРОЙСТВА ОБЩЕГО НАЗНАЧЕНИЯ
- Раздел 21.040 Винтовые резьбы
- Раздел 21.040.30 Специальные резьбы
- Раздел 21.040 Винтовые резьбы
- Раздел 21 МЕХАНИЧЕСКИЕ СИСТЕМЫ И УСТРОЙСТВА ОБЩЕГО НАЗНАЧЕНИЯ
- Раздел Электроэнергия
- Раздел 21 МЕХАНИЧЕСКИЕ СИСТЕМЫ И УСТРОЙСТВА ОБЩЕГО НАЗНАЧЕНИЯ
- Раздел 21.040 Винтовые резьбы
- Раздел 21.040.30 Специальные резьбы
- Раздел 21.040 Винтовые резьбы
- Раздел 21 МЕХАНИЧЕСКИЕ СИСТЕМЫ И УСТРОЙСТВА ОБЩЕГО НАЗНАЧЕНИЯ
Организации:
| 30.04.1981 | Утвержден | Государственный комитет СССР по стандартам | 2263 |
|---|---|---|---|
| Разработан | Министерство станкостроительной и инструментальной промышленности | ||
| Издан | Издательство стандартов | 1981 г. | |
| Издан | ИПК Издательство стандартов | 2003 г. |
Basic norms of interchangeability. Trapezoidal single-start screw thread. Diameters and pitches
Чтобы бесплатно скачать этот документ в формате PDF, поддержите наш сайт и нажмите кнопку:
- Сканы страниц ГОСТа
- Текст ГОСТа
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ОСНОВНЫЕ НОРМЫ ВЗАИМОЗАМЕНЯЕМОСТИ
РЕЗЬБА ТРАПЕЦЕИДАЛЬНАЯ
ОДНОЗАХОДНАЯ
ДИАМЕТРЫ И ШАГИ
(СТ СЭВ 639-77)
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
РАЗРАБОТАН Министерством станкостроительной и инструментальной промышленности
ИСПОЛНИТЕЛИ
М.А. Палей, Г.С. Кудинова
ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
Зам. министра А.Е. Прокопович
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 30 апреля 1981 г. № 2263
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Основные нормы взаимозаменяемости
РЕЗЬБА ТРАПЕЦЕИДАЛЬНАЯ ОДНОЗАХОДНАЯ
Диаметры и шаги
Basic norms of interchangeability. Trapezoidal single-start screw thread. Diameters and pitches
ГОСТ
24738-81
(СТ СЭВ 639-77)
Постановлением Государственного комитета СССР по стандартам от 30 апреля 1981 г. № 2263 срок введения установлен
с 01.01. 1982 г.
1. Настоящий стандарт распространяется на трапецеидальную однозаходную резьбу с профилем по ГОСТ 9484-81 и устанавливает номинальные диаметры и шаги резьбы.
Стандарт полностью соответствует СТ СЭВ 639-77.
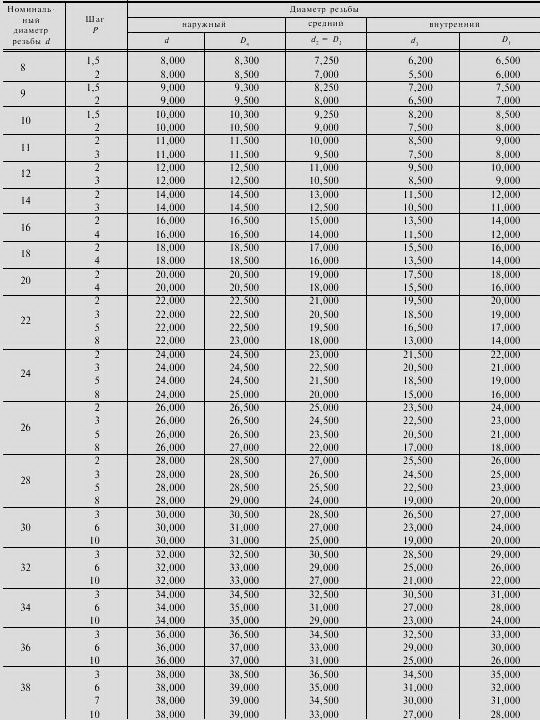
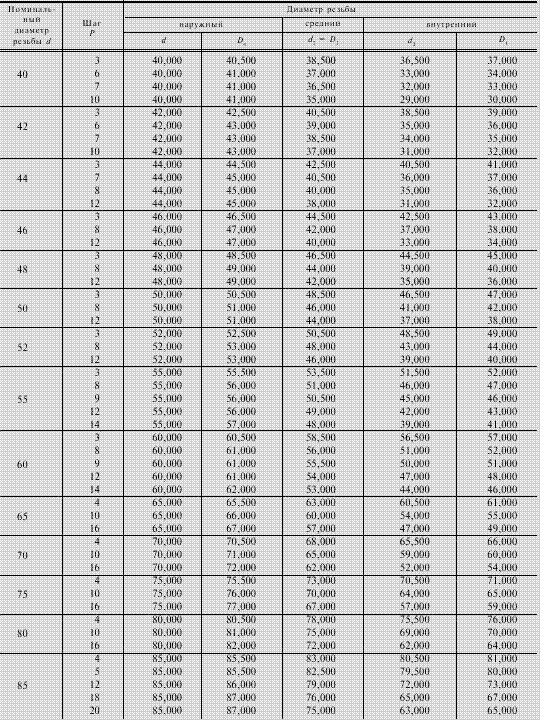
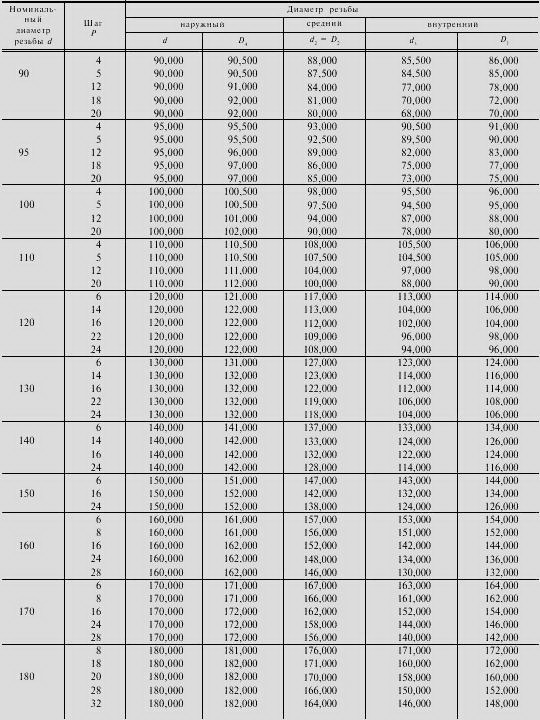
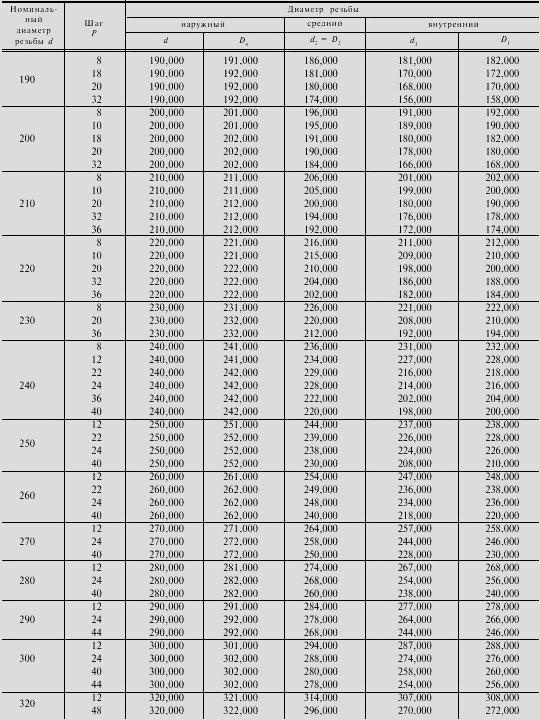
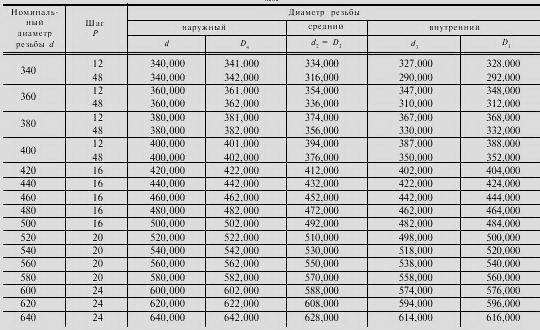
2. Диаметры и шаги резьбы должны соответствовать указанным в таблице.
При выборе диаметров резьбы следует предпочитать первый ряд второму.
Трапецеидальная резьба: таблица размеров по ГОСТ – диаметры и шаги

Рассмотрим соединение с нестандартным профилем витков. В фокусе внимания – трапецеидальная резьба: таблица размеров, диаметр и шаги, регламентирующие ее исполнение ГОСТ, а также другие ее важные показатели будут самым тщательным образом проанализированы, чтобы вы понимали, когда ее наносить.

В промышленности она применяется достаточно активно, так как самотормозящая, а это актуально для механизмов, преобразующих поступательное движение из вращательного. С нею исполнительные механизмы различных устройств могут быстро скользить по направляющим за счет малой силы сопротивления, и это при точном позиционировании и отличном закреплении строго в нужной точке. Поэтому ей отдают предпочтение даже в робототехнике, при проектировании достаточно сложных аппаратов.
Особенности, которые обеспечивает трапеция в резьбе
Оригинальные углы – профиля в 15-40 0 и подъема в 30 0 , – обуславливающие рисунок канавок;
Минимальное трение (при правильном подборе смазки);
Самоторможение, практически исключающее вероятность деформации детали, даже если на нее воздействуют серьезные нагрузки;
Впечатляющая износоустойчивость (лучше, чем у трубных или прямоугольных).
Ярче всего эти свойства проявляются у насечек со средним шагом: с их использованием достигаются достаточно точные осевые перемещения.
Проверить расстояние между витками проще всего штангенциркулем: замеряете участок на стержне, считаете количество канавок, делите найденную длину на это число, получаете результат, сверяете его со справочными данными и убедитесь, что он в пределах нормы.
Теперь о том, почему в сопроводительной документации вы часто можете увидеть запись «резьба трапецеидальная Tr»: ГОСТ 9484-81, регламентирующий в том числе и маркировку, устанавливает, что при нанесении условных обозначений следует использовать латиницу. И эти две буквы как раз и говорят о виде насечек.
 Такой рисунок профиля обладает рядом преимуществ:
Такой рисунок профиля обладает рядом преимуществ:
При размещении посередине двойного радиуса не составляет труда выявить радиальные зазоры.
С нею комплексные устройства и функционально сложные предметы можно многократно демонтировать и конструировать, да и процесс их конструирования упрощается.
За счет винта и гайки обеспечивает преобразование вращения в поступательное движение, а значит положительно влияет на общую производительность механизмов.
Позволяет регулировать силу сжатия по мере необходимости, что убыстряет сборку функциональных узлов.
Не снижает прочность или другие полезные характеристики готового изделия – на качество последнего влияет материал, а не количество или геометрия витков.
Но резьба трапецией, размеры которой мы рассмотрим ниже, также обладает и определенными недостатками:
Если трение все-таки будет наблюдаться, оно спровоцирует появление значительных напряжений на участках впадин.
Такой рисунок нарезки не подходит механизмам, используемым при сильных вибрациях – при постоянных колебаниях крепежные элементы могут произвольно выкручиваться.
Дороговизна при многозаходном исполнении – сравнительно высоко стоят, требовательны к технологической базе, при их производстве затрачивается много электроэнергии и времени.
Поэтому она актуальна не повсеместно, а в строго определенных сферах – ее наносят на конкретные детали, количество которых обычно крайне ограничено.
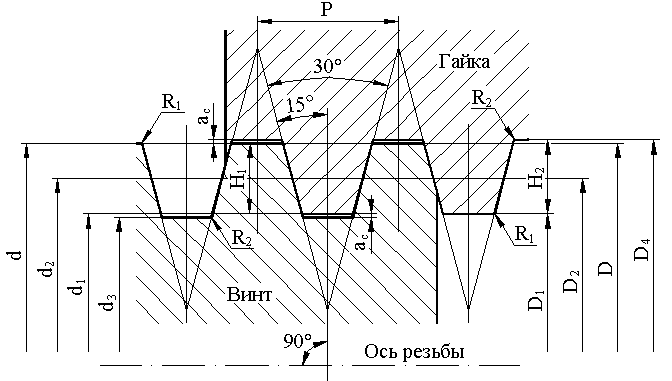
Основной профиль, которым обладает наружная и внутренняя трапецеидальная резьба
 Его геометрия зависит от двух параметров – от дистанции между соседними канавками и расстояния от основания до вершины витка. Наглядно выделим их зависимость:
Его геометрия зависит от двух параметров – от дистанции между соседними канавками и расстояния от основания до вершины витка. Наглядно выделим их зависимость:
При нарезке следует брать именно стандартные значения – чтобы обеспечить совместимость готового изделия с крепежными элементами и различными инструментами.
Номинальный профиль внутренней/наружной трапециевидной резьбы: таблица размеров

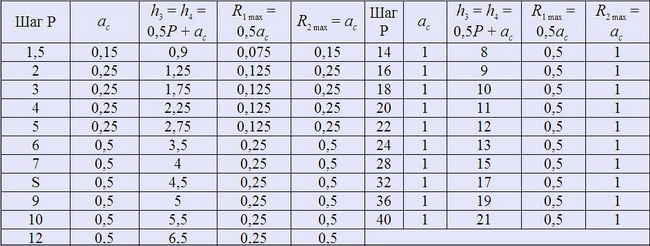
При его определении к важным параметрам – расстоянию между витками и высоте – добавляются дополнительные, то есть зазор по вершине и радиусы скругления.
Благодаря различным его вариантам можно обеспечить частичную взаимозаменяемость деталей и крепежных элементов.
Резьба трапецеидальная: диаметры и шаги по ГОСТ 24737-81
Данный межгосударственный стандарт задает значения вплоть до 640 мм для сечения и до 24 мм – для расстояния между соседними витками. Но мы сосредоточимся только на ходовых величинах, применяемых часто, а не в единичных случаях.
Ориентируйтесь на эти справочные данные при выборе варианта нарезки и помните: нормативные значения геометрических показателей – залог высокой совместимости деталей и особенно крепежных элементов.
Рассмотрим наиболее распространенные и используемые сегодня варианты исполнения.
Трапецеидальная резьба левая
 Ее наносят плоским контурным лезвием, вращающимся против направления часовой стрелки (как бы от наблюдателя). Этот тип соединения известен едва ли не дольше всего, но и сейчас он остается актуальным – в следующих сферах:
Ее наносят плоским контурным лезвием, вращающимся против направления часовой стрелки (как бы от наблюдателя). Этот тип соединения известен едва ли не дольше всего, но и сейчас он остается актуальным – в следующих сферах:
В машиностроении – для фиксации различных деталей на валу станка; она практически исключает самовыкручивание заготовки в процессе ее обработки.
В качестве универсального средства крепежа – колес внедорожников и грузовых машин, радиаторных ниппелей в системах отопления, лопастей вентиляторов, велосипедных узлов, редукторов моторов, циркулярных пил, патронов со сверлами и так далее.
Для контроля траектории режущих и других инструментов – является своеобразным средством остановки производства при возникновении опасных ситуаций.
В автопроме – для защиты оригинальных заводских комплектующих от подделки.
Отличить ее от других очень просто – по литере «L», которой она маркируется в обязательном порядке.
Правая
 Эта резьба-трапеция по ГОСТам наносится по часовой стрелке – плоское контурное лезвие создает ее, двигаясь вдоль по отношению к позиции наблюдателя. Именно она является основным вариантом насечки на винтах, болтах, гайках и шпильках, ею же обладают и большинство шурупов и дюбелей, используемы в промышленных масштабах.
Эта резьба-трапеция по ГОСТам наносится по часовой стрелке – плоское контурное лезвие создает ее, двигаясь вдоль по отношению к позиции наблюдателя. Именно она является основным вариантом насечки на винтах, болтах, гайках и шпильках, ею же обладают и большинство шурупов и дюбелей, используемы в промышленных масштабах.
Понять, что она именно такой направленности, не составляет труда: достаточно положить крепежный элемент на ладонь фаской вверх и посмотреть, куда направлены витки – они должны идти от вас. Еще один явный показатель – буква «R» на борту изделия. Хотя подделать такой вариант нанесения канавок не составляет труда, поэтому те же производители комплектующих для авто относятся к нему равнодушно.
Где активно применяется правая нарезка, так это при производстве редукторов кислородных баллонов, чтобы предотвратить чрезвычайную ситуацию при их использовании.
Резьба трапецеидальная однозаходная: основные размеры
 Ее шаг и диаметр регламентированы межгосударственными стандартами 24739-81 и 25347-82, вместе с предельно возможными допусками на обработку, и будут приведены ниже. Сейчас мы хотим сосредоточить внимание на такой ее отличительной особенности, как геометрия рисунка.
Ее шаг и диаметр регламентированы межгосударственными стандартами 24739-81 и 25347-82, вместе с предельно возможными допусками на обработку, и будут приведены ниже. Сейчас мы хотим сосредоточить внимание на такой ее отличительной особенности, как геометрия рисунка.
Свое название она получила потому, что выполняется движением одного лезвия. И определить, что это именно она, довольно легко: нужно лишь взглянуть на торец крепежного элемента – на него должен выходить 1 конец витка, но никак не больше.
Дистанция между соседними нитями у нее всегда совпадает с величиной хода, поэтому выбирать, настраивать и выдерживать ее при нанесении сравнительно просто (и в этом ее преимущество). Недостаток же заключается в сравнительно низкой прочности соединения итогового изделия и объясняется тем, что внутренний диаметр слишком короткий, чтобы обеспечивать надежность контакта. Поэтому передавать значительные нагрузки с нею проблематично, а значит она находит ограниченное применение.
Распознать ее не составит труда по маркировке – латинской литере «H».
Многозаходная трап резьба: ГОСТ, размеры
 Вы уже наверняка поняли, чем она отличается от предыдущей: рисунок канавок у нее формируют сразу несколько лезвий. Потому на одной нити оказываются расположены сразу 2 или 3 витка. На практике более всего востребованы именно двух- и трехзаходные ее разновидности, а значит их мы и будем рассматривать в качестве примеров.
Вы уже наверняка поняли, чем она отличается от предыдущей: рисунок канавок у нее формируют сразу несколько лезвий. Потому на одной нити оказываются расположены сразу 2 или 3 витка. На практике более всего востребованы именно двух- и трехзаходные ее разновидности, а значит их мы и будем рассматривать в качестве примеров.
Такие насечки актуальны для стягивающий конструкций – они:
Повышают прочность соединения.
Помогают обеспечить существенное смещение крепежа на винтах при работе двигателя на малых оборотах.
Меняют передаточное число.
На чертежах и в сопутствующей документации они помечены буквой «S».
Теперь о том, по каким стандартам определить размеры и другие параметры трапецеидальной резьбы: по ГОСТ 25347-82 и 24739-81. Эти стандарты четко регламентируют геометрические показатели профилей и максимально допустимые отклонения. Они также устанавливают логическую зависимость: величина хода эквивалентна шагу, помноженному на число заходов (в нашем случае – на 2 или на 3).
Применение
 Сразу подчеркнем, за счет отличных тормозных свойств и способности без деформаций выдерживать значительное трение буквально все ее разновидности не нуждаются в дополнительном закреплении. Поэтому в большинстве ситуаций она становится ходовым винтом – своеобразным приводом для прессов.
Сразу подчеркнем, за счет отличных тормозных свойств и способности без деформаций выдерживать значительное трение буквально все ее разновидности не нуждаются в дополнительном закреплении. Поэтому в большинстве ситуаций она становится ходовым винтом – своеобразным приводом для прессов.
На практике Tr (резьба трапециевидная ГОСТ 9484-81) помогает решать следующие задачи:
Контролировать траекторию исполнительных, подъемных и других механизмов.
Подавать и останавливать движение на станках.
Обеспечивать перемещение заготовок и продукции по конвейерной ленте к точке сборки.
Поддерживать пресс (и схожие с ним машины) в заданном направлении, чаще всего вертикальном.
Также ее наносят на поверхности деталей, являющихся составными элементами регуляторов, станков, сложносоставного оборудования.
В списке основных сфер ее использования:
А втопром – части моторных редукторов.
Машиностроение – функциональные узлы различных агрегатов.
Паровозостроение – тормозные устройства для электровозов, работающих в шахтах.
И отдельно робототехника со сверхточным проектированием (в особо ответственных и единичных случаях).
Трапециевидная резьба: размеры таблицей
Главные ее геометрические характеристики – это:
Номинальный диаметр (условный проход) – составляет 1,5-48 мм.
Усредненный угол – равняется 30 градусам.
Шаг – расстояние между соседними витками (в одинаковых точках) – лежит в диапазоне 0,75-24 мм.
Зазор – максимум до 0,5 мм.
Все это – официальные статистические данные, еще более подробно приведенные в межгосударственном стандарте 24737-81. Главные из них мы представим прямо сейчас – в максимально наглядном формате:
Основные нормы взаимозаменяемости. Резьба трапецеидальная многозаходная
Основные нормы взаимозаменяемости
РЕЗЬБА ТРАПЕЦЕИДАЛЬНАЯ МНОГОЗАХОДНАЯ
Basic norms of interchangeability. Trapezoidal multistart screw thread
Дата введения 1982-01-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 30.04.81 N 2266
3. ВВЕДЕН ВПЕРВЫЕ
4. Стандарт полностью соответствует СТ СЭВ 185-79
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
Номер пункта, приложения
7. ИЗДАНИЕ с Изменением N 1, утвержденным в апреле 1989 г. (ИУС 7-89)
Настоящий стандарт распространяется на трапециедальную многозаходную резьбу и устанавливает номинальные диаметры, шаги, ходы и допуски.
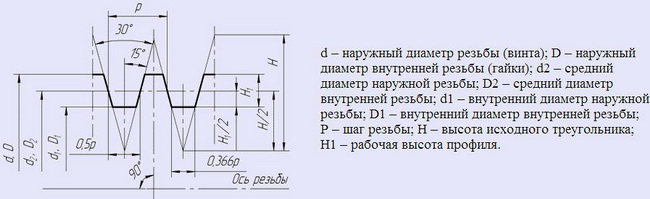
1. ОБОЗНАЧЕНИЯ ПАРАМЕТРОВ РЕЗЬБЫ
1. ОБОЗНАЧЕНИЯ ПАРАМЕТРОВ РЕЗЬБЫ
1.1. Обозначения, принятые в настоящем стандарте:
— наружный диаметр наружной резьбы (винта);
— средний диаметр наружной резьбы;
— внутренний диаметр наружной резьбы;
— внутренний диаметр внутренней резьбы (гайки);
— средний диаметр внутренней резьбы;
— наружный диаметр внутренней резьбы;
— длины свинчивания группы «нормальные»;
— длины свинчивания группы «длинные»;
— нижнее отклонение диаметров наружной резьбы;
— нижнее отклонение диаметров внутренней резьбы.
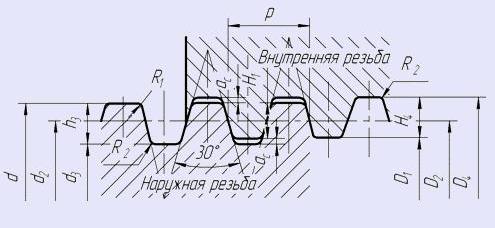
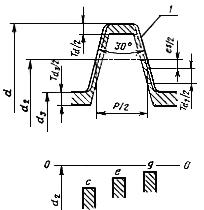
2. ПРОФИЛЬ
2.2. Ход резьбы вычисляется по формуле
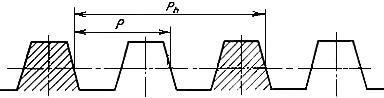
Ход и шаг трапецеидальной двухзаходной резьбы показаны на черт.1.
Черт.1. Ход и шаг трапецеидальной двухзаходной резьбы
3. ОСНОВНЫЕ РАЗМЕРЫ
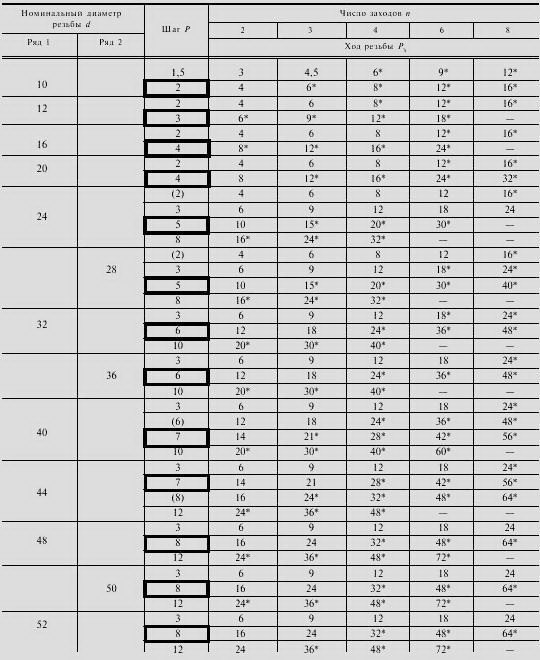
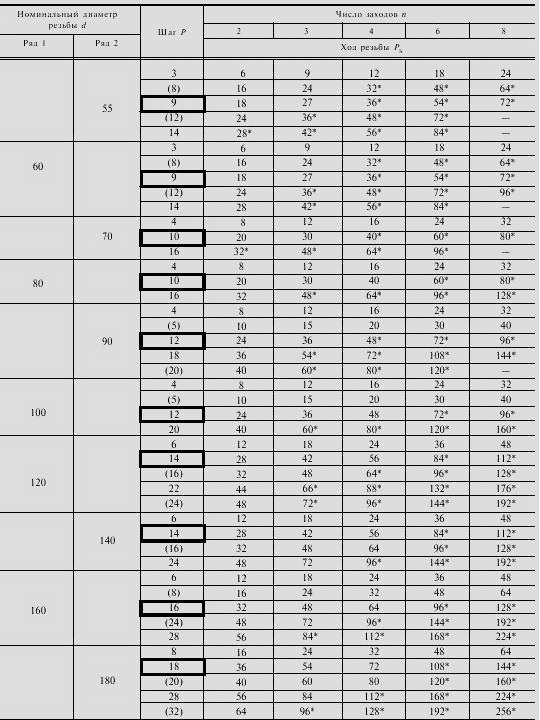
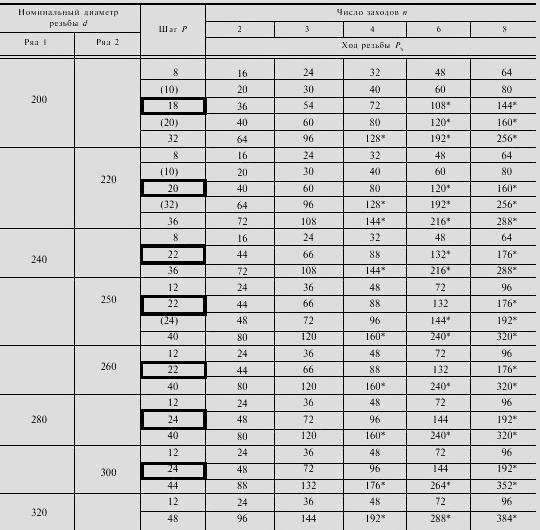
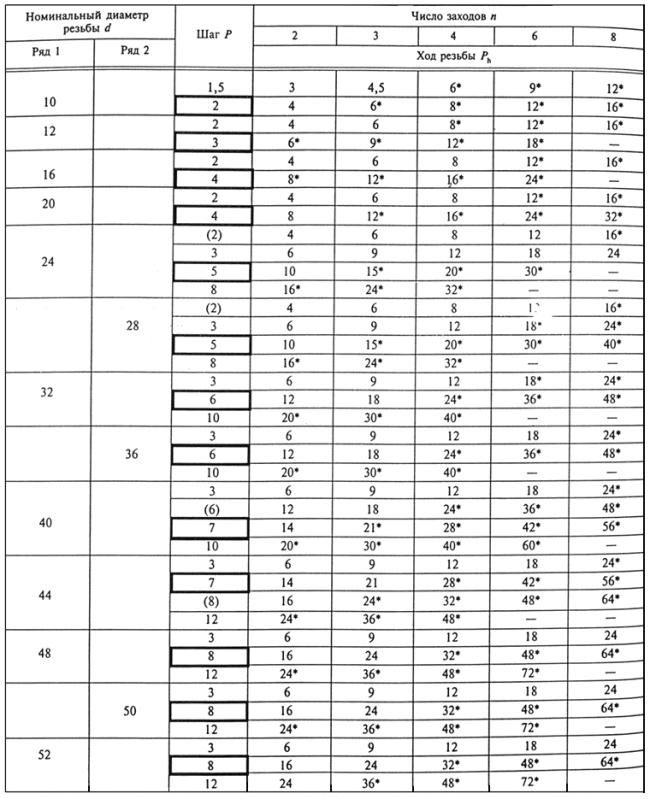
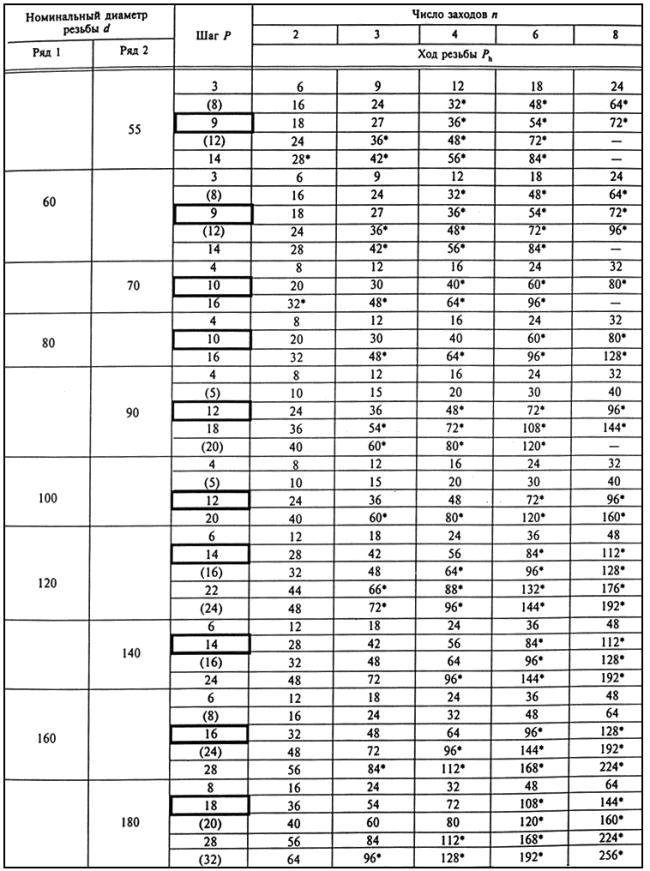
3.1. Номинальный диаметр, ход, шаг и число заходов резьбы должны соответствовать указанным в табл.1.
Размеры в миллиметрах
Размеры в миллиметрах
Размеры в миллиметрах
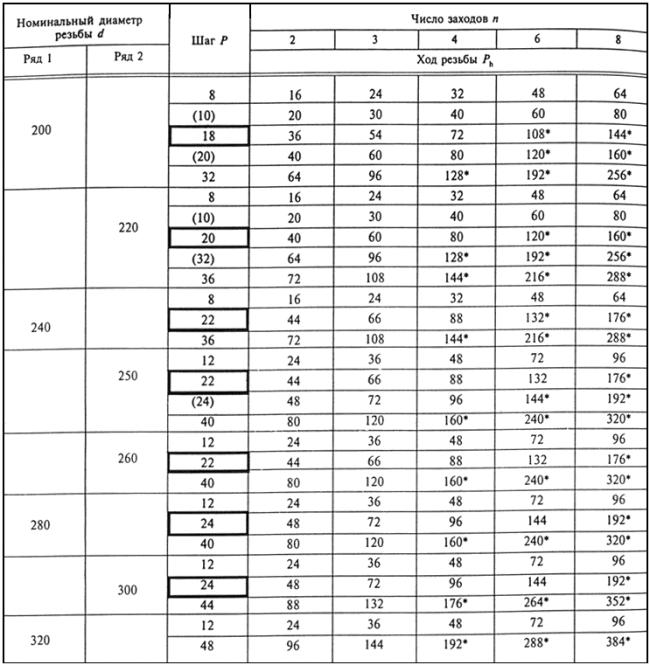
1. Шаги, заключенные в рамки, являются предпочтительными.
2. Шаги, указанные в скобках, при разработке новых конструкций применять не рекомендуется.
3. Резьба, у которой значение хода обозначено знаком *, имеет угол подъема более 10°. Для этой резьбы необходимо учитывать отклонение формы профиля в соответствии с п.4.5.
4. Резьбу, для которой не указано числовое значение хода , применять не допускается. Угол подъема этой резьбы превышает 30°.
При выборе диаметров резьбы следует предпочитать первый ряд второму.
4. ОСНОВНЫЕ ПОЛОЖЕНИЯ СИСТЕМЫ ДОПУСКОВ
4.1. Система допусков резьбы предусматривает:
— допуски диаметров резьбы;
— положения полей допусков диаметров резьбы;
— классификацию длин свинчивания;
— поля допусков резьбы и их выбор с учетом длин свинчивания и классов точности.
4.2. Схемы полей допусков наружной и внутренней резьбы приведены на черт.2.
Черт.2. Положения полей допусков
Положения полей допусков наружной резьбы
Положения полей допусков внутренней резьбы
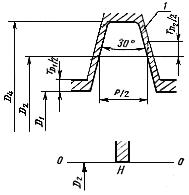
1 — номинальный профиль
Отклонения отсчитываются от номинального профиля резьбы в направлении, перпендикулярном оси резьбы.
4.3. Допуски диаметров резьбы устанавливаются по степеням точности, обозначаемым цифрами.
Степени точности диаметров резьбы приведены в табл.2.
1. Степень точности 6 диаметра допускается применять для резьбы, изготовляемой накатыванием.
2. Степень точности диаметра должна соответствовать степени точности диаметра .
Допуски среднего диаметра резьбы являются суммарными.
4.4. Диаметральная компенсация отклонений шага не должна превышать 30% допуска среднего диаметра для обеспечения равномерного зацепления всех витков резьбы.
Данная норма не подлежит обязательному контролю, если это не оговорено особо.
4.5. Для резьбы с углом подъема более 10° суммарный допуск не включает диаметральной компенсации отклонения от прямолинейности боковых сторон профиля в осевом сечении.
Выбором соответствующего метода изготовления резьбы (например, изготовления выпуклых боковых поверхностей резьбы) должно быть обеспечено прилегание боковых сторон профиля наружной и внутренней резьбы в их средней части.
4.6. Положение полей допусков диаметра резьбы определяется основным отклонением (верхним — для наружной резьбы и нижним — для внутренней) и обозначается буквами латинского алфавита (строчной для наружной резьбы и прописной — для внутренней).
Положения полей допусков приведены на черт.2, основные отклонения — в табл.3.
Резьба трапецеидальная ГОСТ 24738 81
Резьба — чередующиеся выступы и впадины на поверхности тела вращения, расположенные по винтовой линии; применяется как средство соединения, уплотнения или обеспечения заданных перемещений деталей машин, механизмов, приборов, аппаратов и сооружений.
Виток резьбы — часть резьбы, образованной при одном повороте профиля вокруг оси вращения.
Наружный диаметр резьбы (d) — диаметр воображаемого цилиндра, описанного вокруг вершин наружной резьбы или вписанного во впадины внутренней резьбы.
Номинальный диаметр резьбы — диаметр, условно характеризующий размеры резьбы и используемый при ее обозначении.
Внутренний диаметр резьбы (d1) — диаметр воображаемого цилиндра, вписанного во впадины наружной резьбы или описанного вокруг вершин внутренней резьбы.
Профиль резьбы — плоская фигура, получаемая в плоскости, проходящей через ось резьбы.
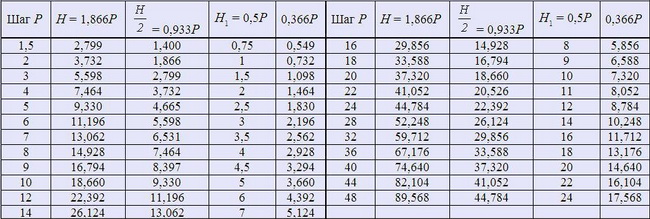
Высота профиля (H) — радиально измеренная высота основного расчетного теоретического профиля (высота исходного треугольного профиля), общего для резьбы на стержне и в отверстии.
Угол профиля — угол между боковыми сторонами профиля, измеренный в осевой плоскости резьбы.
Шаг резьбы ( P ) — расстояние между соседними одноименными точками профиля в направлении, параллельном оси резьбы той же винтовой поверхности.
Ход резьбы ( P h ) — расстояние по линии, параллельной оси резьбы, между исходной средней точкой на боковой стороне резьбы и средней точкой, полученной при перемещении исходной по винтовой линии на угол 360°. В однозаходной резьбе ход равен шагу, в многозаходной – произведению шага на число заходов n: P h = n P .

Соотношение шага и хода резьбы в зависимости от числа заходов
Рабочая высота профиля (h) — наибольшая высота соприкосновения сторон профиля резьбовой пары, измеренная радиально.

Длина свинчивания (L) — длина участка взаимного перекрытия наружной и внутренней резьбы в осевом направлении.

Профиль резьбы установлен ГОСТ 9150-81 и представляет собой треугольник с углом при вершине 60 о .
Это основной вид крепежной резьбы. Предназначен для соединения деталей непосредственно друг с другом или с помощью стандартных изделий, имеющих метрическую резьбу, – болтов, винтов, шпилек, гаек.
Основные ее элементы и параметры задаются в миллиметрах (ГОСТ 24705-81 ).
Согласно ГОСТ 8724-81 метрические резьбы выполняются с крупным и мелким шагом на поверхностях диаметром от 1 до 68 мм, свыше 68 мм резьба имеет только мелкий шаг, причем мелкий шаг резьбы может быть разным для одного и того же диаметра, а крупный имеет только одно значение. Крупный шаг в условном обозначении резьбы не указывается. Так, для резьбы диаметром 10 мм крупный шаг резьбы равен 1,5 мм, мелкий — 1,25; 1; 0,75; 0,5 мм.
Примеры условного обозначения:
М18-6g резьба метрическая наружная , номинальный диаметр 18 мм , шаг крупный, поле допуска резьбы 6g;
М18х0,5-6g то же, шаг мелкий Р=0,5;
М18LH-6g то же, но левая;
М18-6Н резьба метрическая внутренняя , номинальный диаметр 18 мм , шаг крупный, поле допуска резьбы 6Н.
В настоящее время нет стандарта, который регламентирует основные размеры дюймовой резьбы. Ранее существовавший ОСТ НКТП 1260 отменен, и применение дюймовой резьбы в новых разработках не допускается.
Резьба треугольного профиля с углом при вершине 55 о .
В соответствии с ГОСТ 63 11 –81 трубная цилиндрическая резьба имеет профиль дюймовой резьбы, т.е. равнобедренный треугольник с углом при вершине, равным 55°.
Резьба стандартизована для диаметров от 1/16 » до 6″ при числе шагов z от 28 до 11. Номинальный размер резьбы условно отнесен к внутреннему диаметру трубы (к величине условного прохода). Так, резьба с номинальным диаметром 1 мм имеет диаметр условного прохода 25 мм, а наружный диаметр 33,249 мм.
Примеры условного обозначения:
G1 1 /2-А резьба трубная цилиндрическая, 1 1 /2 условный проход в дюймах, класс точности А;
Резьба с профилем в виде равнобочной трапеции с углом 30 о . Применяется для передачи возвратно-поступательного движения или вращения в тяжело нагруженных подвижных резьбовых соединениях. Часто используется при изготовлении ходовых винтов, согласно ГОСТ 24738-81 выполняется на поверхностях диаметром от 8 до 640 мм.
Трапецеидальная резьба может быть однозаходной (ГОСТ 24738-81, ГОСТ 24737-81) и многозаходной (ГОСТ 24739-81). ГОСТ 9484-81 устанавливает профиль трапецеидальной резьбы.
Пример условного обозначения:
Tr40х6 — трапецеидальная однозаходная резьба с наружным диаметром 40 мм, шагом 6 мм.
Р езьба с профилем в виде неравнобочной трапеции с углом рабочей стороны 3 о и нерабочей — 30 о . Упорная резьба, как и трапецеидальная, может быть однозаходной и многозаходной. Выполняется на поверхностях диаметром от 10 до 640 мм (ГОСТ 10177-82). Применяется для передачи больших усилий, действующих в одном направлении: в домкратах, прессах и т.д.
Пример условного обозначения:
S80х 10 — упорная однозаходная резьба с наружным диаметром 80 мм, шагом 10 мм;
S80х 20(P10) — упорная многозаходная резьба с наружным диаметром 80 мм, величиной хода 20 мм, шагом 10 мм.
Эта р езьба имеет прямоугольный (или квадратный) нестандартный профиль, поэтому все ее размеры указываются на чертеже. Применяется для передачи движения тяжело нагруженных подвижных резьбовых соединений. Обычно выполняется на грузовых и ходовых винтах.
Р езьба с круглым профилем (ГОСТ 6242-83) обладает сравнительно большим сроком службы и повышенным сопротивлением при значительных нагрузках. Применяется при изготовлении часто свинчиваемых соединений (шпиндели, вентили и т.д.), работающих в загрязненной среде, а также тонкостенных деталей с накатанной или штампованной резьбой (цоколь электролампы и т.д.).
Пример условного обозначения:
Rd16 — круглая резьба с наружным диаметром 16 мм.
Если круглая резьба применяется в соединениях санитарно-технической арматуры, то ее обозначение будет следующим: Кр12х2,54 (ГОСТ 13536-68).
Диаметр отверстия под трапецеидальную резьбу
| размеры сечений резьб и их предельные отклонения |